Патенты с меткой «ниппелей»
Приспособление для ввертывания ниппелей в керосино-газовые горелки

Номер патента: 10332
Опубликовано: 29.06.1929
Автор: Кикербиль
МПК: B25B 13/48, B25B 17/00, B25B 21/00 ...
Метки: ввертывания, горелки, керосино-газовые, ниппелей
...головки нипп мя оборотам вается или в гнезда в гор редмет патент В предлагаемом приспособлении , для ввертывания ниппелей в керосино-газовые горелки применена зубчатая передача, заимствующая вращение от шпинделя бормашины,На чертеже фиг, 1 изображает вид приспособления сбоку; фиг. 2 - то же, снизу; фиг. 3 - то же, спереди,В предлагаемом приспособлении вилка 1, укрепляемая на станине бормашины помощью винта 9, несет в каркасе хвостовика 2 ряд взаимносцепляющихся шестерен 3, 4, 5, б, выполненных, как одно целое, со своими осями. Выступающий конец оси 7 шестерни 3 зажимается в патроне бормашины, предназначенной для приведения приспособления в действие, От шестерни 3 через промежуточные шестерни 4 и 5 враПриспособление для ввертывания...
Приспособление к карданному ключу для ниппелей керосиногазовых горелок

Номер патента: 12237
Опубликовано: 31.12.1929
Автор: Циммер
МПК: B25B 13/06, B25B 13/48, B25B 23/10 ...
Метки: горелок, карданному, керосиногазовых, ключу, ниппелей
...ключа для ниппелей и удерживаемой в нем своими отогнутыми бортами,На чертеже фиг. 1 и 2 изображают вид в двух плоскостях ключа, снабженного приспособлением; фиг. 3 - разрез по АВ фиг. 1; фиг. 4 - вид пластинчатой пружины до отгибания бортов ее,Прямоугольное отверстие 1 обычного карданного ключа для ниппелей несколько расширено, ив него вставляется пружина 4. Последняя изготовляется из пластинки (фиг. 4), путем загибания ее бортов по линиям аа, М и сс под соответствующими углами, Отогнутые борты 2, 3 припаиваются к головке ключа, удерживая пластинчатую пружину 4 в отверстии 1, а борты 2, 3 служат наивании ниппеля, вставляестие 1 ключа, свободный ы 4 нажимает на ниппель,от выпадения.дмет патента,Приспособление к карданному ключу для...
Станок-автомат для изготовления ниппелей к горелкам типа “примус”

Номер патента: 18589
Опубликовано: 30.11.1930
МПК: B23B 5/00
Метки: горелкам, ниппелей, примус, станок-автомат, типа
...получающей подачу от кулачка 65 через посредство коленчатого рычага 58, тяги 57 и рычага 55. По окончании обра-. ботки втулка 51 разжимается, арезцовая головка 54 под воздействием пружины 84 вместе с державкою 53 отходитназад, при этом обработанная заготовка, подталкиваемая вновь поступающими заготовками проходит в центральный канал головки 54, и вместе с нею отходит назад по направлению стрелки 6.Затем головка 54 вместе сзаготовкой и салазками 56 переместится, под воздействием кулачка 79, через посредство рычага 78, валика 74 и рычага 73, по,стрелке а в положение 1, в это время державка 53 вместе с головкою 54 получат подачу по направлению стрелки С, вследствие чего заготовка будет-вдвинута в открытую втулку 51 вращающегося от шкива...
Приспособление для завинчивания ниппелей у спиц мотоциклетных и велосипедных колес

Номер патента: 20032
Опубликовано: 31.03.1931
Автор: Омельченко
МПК: B25B 13/48, B25B 23/14
Метки: велосипедных, завинчивания, колес, мотоциклетных, ниппелей, спиц
...для фзавинниппелей у спиц мотоциклетныхсипедных колес, характеризующечто соединение между втулкойщей отвертку 1, и квадратнымнем б с маховичком 7 для еения, выполнено при помощи помемежду стержнем б и втулкойк пирающихся на регулв пружины, служащие дн величины предельного чивания и велоеся тем, 2, несу- стержвращещенн 2 шариируемые ля огра- натяжеов 5, оинтовыеиченияия спиц О выдаче патента опублик няетсПредлагаемое приспособление для завинчивания ниппелей у спиц мотоциклетных и велосипедных колес имеет целью механическим путем ограничить величину предельного натяжения спиц посредством применения соответственно помещенных шариков, нажимаемых регулируемыми винтовыми пружинами,На чертеже фиг. 1 изображает общий вид приспособления...
Ручная развальцовка для обработки ниппелей при сборе секционных котлов

Номер патента: 31399
Опубликовано: 31.08.1933
Автор: Вольнов
МПК: B21D 39/10
Метки: котлов, ниппелей, развальцовка, ручная, сборе, секционных
...трубштанг разотки лов, для деч- винным и дль" Для облегчения перемещения ручной развальцовки в длинных трубах предлагается конусный сердечник развальцовки снабдить на переднем конце навитованным стержнем для навинчивания на него наставной штанги.На схематическом чертеже фиг, 1 изображает ручную раз валь цов ку в ч а. стичном продольном разрезе; фиг, 2 - наста аную штангу.Ручная развальцовка -труборасширитель 2 снабжена служащим для раздвигания роликов 1 конусным сердечником, имеющим на переднем конце навинтованный стержень 4 (фиг. 1), на который навинчивается наставная штанга 5(фиг. 2). При расширении длинных путем применения ряда наставных обеспечивается работа с ручной вальцовкой. Предмет изобретения,Ручная развальцовка для обраб...
Автоматический станок для нарезки ниппелей

Номер патента: 49735
Опубликовано: 31.08.1936
Автор: Толмачев
МПК: B23G 1/08
Метки: автоматический, нарезки, ниппелей, станок
...полугаек 14 включая их в сцепление с нарезкой вала 13; путем поворота внутреннего кольца 3 патрона кулачки 5 с плашками получают перемещение к центру патрона,Кулачки 17 служат для выключения сцепления полугаек 14 и отведения кулачков 5 с плашками, под действием амеющихся по краям полугаек выступов, взаимодействующими с роликами 25, и фигурных пазов, воздействующих на патрон через отводные ролики 2 б. Для предупреждения выключения расцепления полугаек при движении патронов последние снабжены на кольцах 20 язычками, движущимися по планкам 27, укрепленным на выступах стоек 28.Удержание ниппеля от продольного перемещения и удерживания его в тре. буемом положении производится при помощи направляющей оси 29, прикрепленной к стойке 28, а...
Станок для одновременного фрезерования торцов цилиндрических изделий, например, ниппелей к графитизированным электродам

Номер патента: 99055
Опубликовано: 01.01.1954
Автор: Зимин
МПК: B23C 1/04
Метки: графитизированным, например, ниппелей, одновременного, станок, торцов, фрезерования, цилиндрических, электродам
...в БюзоьретьниСВИДЕТЕЛЬСТВУ На станине 1 монтирован барабан 2, расположенный между соос.ными фрезерными головками 3. Барабан 2 снабжен продольными периферийными гнездами 4 для обрабатываемых изделий б, закрепляемыхприхватами 6,Прихваты 6 насажены на концахстержней 7, пропущенных радиально через стенки барабана 2 и жестко соединенных с кольцом 8, надетым на неподвижный эксцентрик 9,Изделия 6 по лотку 10 поступаютв гнезда 4 барабана 2 при вращениипоследнего, Вместе с барабаном 2вращается кольцо 9 вокруг неподвижного эксцентрика 8. Последнийимеет такие очертания и расположентак, чтобы во время перемещенияизделия относительно фрезы и обработки последней торца изделия прихваты 6 зажимали изделие наиболеекрепко и, наоборот, освобождали...
Автоматический станок для нарезания ниппелей конструкции петрова и опарина

Номер патента: 130322
Опубликовано: 01.01.1960
Метки: автоматический, конструкции, нарезания, ниппелей, опарина, петрова, станок
...4 и 6 сообщает вращение ведущей оправке 6, а через шестерни 7 и 8 - валу 9. На валу 9 сидит копир 10. Посредством копира 10 и пальца, заканчивающегося роликом 11, ограничивается рабочий ход каретки 12. Следовательно, двигатель сообщает вращение только оправке 6 и копиру 10.130322Работа резьбонарезных головок 13 и 14 каретки 12 загрузочного устройства 15 производится посредством автоматически действующих пневматической и пневмогидравлической систем от сети сжатого воздуха,На станине 1 б станка неподвижно установлен кронштейн 17, на котором укреплена резьбонарезная головка 13 (правой резьбы). Справа на подвижной каретке 12 укреплена резьбонарезная головка 14 (левой резьбы), Движение каретки 12 производится посредством цилиндра 18....
Способ изготовлепия ниппелей на термопластичных трубах

Номер патента: 203198
Опубликовано: 01.01.1967
Авторы: Гойхрах, Кафыров, Кодзаев, Пром
МПК: B29C 57/04, B29D 23/00
Метки: изготовлепия, ниппелей, термопластичных, трубах
...последовательность операций при реализации предлагаемого способа; на фиг. 2 - конструкция соединения труб с помощью изготовлвнных предлагаемым способом ниппелей.15Изготовление армированных ниппелей проводят инстщментом 1 гриоовидной формы, выполненньрм из теплопроводного материала (алюминия или меди), покрытого никелем, Инарумент вводят в оправку 2 с электрона гревателем Я, где он нагревается до температуры, размягчения трубы, которая для фтора пласговых трызуб лежит обычно в пределах 300 - 350 С в зависимости от толщины трубы, Температуру контролируют термопарой 4. Нз 25 трубу б на некотором расстоянии от ее конца надевают армирующее кольцо б, которое фиксируют разъемной втулкой 7, состоящей из двух половии, плотно облегающих трубу....
Масса для заделки ниппелей обожженных анодов алюминиевого электролизера

Номер патента: 238790
Опубликовано: 01.01.1969
Авторы: Амелькович, Ведерников, Дробнис, Шифман
МПК: C25C 3/12
Метки: алюминиевого, анодов, заделки, масса, ниппелей, обожженных, электролизера
...1 убликовано 10,111,196 Бюллетень ЛЪ 1 Дата опубликования описания 15 Х 11.1969 Авторы1 зобретения В. Амелькович, Г. ф, Ведернико А, Шиф нис, Д аявител А Я ЗАДЕЛКИ НИППЕЛЕЙ ОБОЖЖЕННЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРАОВ иевых завод ожженным а ют чугуном. т известного, а масса, сос еществ саста ННЫЙ ГРафИТ ый графит е вещество ах для креплени иодам ниппелевы те н и едмет пз лей обожженных тролизера, отлиупрощения монтаее состав входит иппе элечью, 1 В 5 - 10До 1014 - 18Остальное В качестве связующего вещества, например 1;спользуют каменноугольный пек с антраценовым маслом, патоку и т. п. На алюминииппелей к обгнезда заливаВ отличие олс й 1 предложенсодержащих вИскусствеОкисленнСвязующеКокс чя заделки ниппеящая из углерод(в 1 о):5 - 10 до...
Закручивающий механизм для затяжки ниппелей колес с предварительно собранными спицами

Номер патента: 388923
Опубликовано: 01.01.1973
Автор: Львовский
МПК: B60B 31/02
Метки: закручивающий, затяжки, колес, механизм, ниппелей, предварительно, собранными, спицами
...предлагаемый закручивающий механизм, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез по А - А на фиг. 1; на фиг, 4 - разрез 5 по Б - Б на фиг. 1.Механизм содержит корпус, состоящий изплоских пластин 1 и 2, внутри корпуса размещены,ключ-шестерня 3 с вырезом-ловителем спиц, паразитные шестерепи 4 и б, меж- О центровое расстояние которых больше, чемвырез ключа-шестерни , промежуточные шестерни б, 7 и 8, кронштейн 9, дополнительная косозубая шестерня 10 возврата, прукина 11 и обойма 12, укрепленная на кронштейне 9.15 Все шестерни выполнены косозубыми.Механизм работает следующим образом,Спица колеса при помощи выреза-ловителяпопадает в ключ-шестерню 3 и включает вра щение шестерен. Ниппельпопадая квадратомв ключ-шестерню,...
Устройство для затяжки ниппелей спиц

Номер патента: 404652
Опубликовано: 01.01.1973
МПК: B60B 31/02
Метки: затяжки, ниппелей, спиц
...передачи крутящего момента нннпсло н вырез-ловитель 7 для прохода спицы. 1 Ьлнндрнческяя шестерня блока 4 имеет равное 5 число зуоьсв с кл 1 очом-шестерней 5.Для остановки ловителя в нужном положении прн надевании ключа-шестерни 5 на ниппель и снятии с него в устройстве предусмот.рсн подпружиненный фиксатор В, входящий в О отверстие 9 блока 4 шестерен. Включаетсяфиксатор рукояткой 10 посредством рычагов 11 и 12, которые связаны с конечным переключателем 13.Чтобы произвссти затяжку ниппеля, необ ходимо спицу колеса завести через вырез-ловитель 7 ня ключ-шестерню 5 и установить квадратное отверстие б на ниппель. После этого необходимо включить силовой привод 1.Крутящий момент передается конической ше стерней 3 и блоком 4 шестерен...
Способ получения графитированных ниппелей
Номер патента: 421149
Опубликовано: 25.03.1974
МПК: C01B 31/04, H05B 7/14
Метки: графитированных, ниппелей
...с периодической отрезкой ниппельных заготовок длиной, превышающей диаметр ниппеля в 3 - 4 раза.Этот способ, однако, не создает условий получения ниппелей с равномерной по всему 15 объему плотностью. Применяемая в процессе изготовления ниппелей пропитка их каменноугольным пеком снимает частично неоднородность структуры, но вместе с тем в сочетании с известным способом прессования ниппель ных заготовок, увеличивает коэффициент термического расширения в радиальном направлении относительно оси ниппеля, что является причиной разрыва ниппельного гнезда электродов преимущественно большого диаметра 25 при термическом расширении ниппеля.Целью изобретения является повышение физико-механических и теплофизических свойств ниппелей. тем, что...
Устройство для предварительной навертки ниппелей в трубы

Номер патента: 444619
Опубликовано: 30.09.1974
Автор: Хуцишвили
МПК: B23P 19/06
Метки: навертки, ниппелей, предварительной, трубы
...в трубы,; снабженные механизмом зажима трубйи расположенным на шпинделе средством для базирования ниппеля,Предлагаемое устройство отличается от известных тем, что, сцелью упрощения конструкции средство для базирования ниппеля выполнено в виде плавающей разрезнойвтулки.На фиг. 1 схематически изображено предлагаемое устройство; наиг. 2 - узел 1 на фиг. 1; на фиг.- разрез по Л-Л на фиг. 2.Устройство содержит гидромотор 1, укрепленный на корпусе 2,в котором размещен пустотелый вал3. Гидромотор 1 посредством пепедачи е передает вращение валу 3 иустановленному внутри него валу 5. Специальное конструкторское бюро станкостроещи пви Тбилисском станкостроительном заводе иы. СЛ.КироваЫ 4619леля 11, который няворачнваетояна несколько ниток на...
Способ изготовления пустотелых ниппелей

Номер патента: 499916
Опубликовано: 25.01.1976
МПК: B21D 22/12
Метки: ниппелей, пустотелых
...с погой податливостью.Известен способ изготовлзаключаюшийся в том, что впотянутой трубной заготовкидачей ступень большого диамным конусом, затем формуют ако известный способ не обеспечиваходимой геометрической точности я и, кроме того, предъявляет весьма 15 е требования к точности размеров ой заготовки.изобретения - повысить геометриточность изделия и расширить допуск отовку. 20достигается тем, что предварительно ь большего диаметра штапуют в торец азования на переходной части заплевнутренним гофрообразным выступом, й в процессе последующего обжима 25 сферической головки сжимают в радиальном и осаживают в осевом направлениях.На фиг, 1 изображена исходная заготовка; на фиг. 2 штамповка заготовки в торец до образования на переходной...
Устройство для обжатия муфт на концах шлангов при закреплении в них ниппелей

Номер патента: 512335
Опубликовано: 30.04.1976
Авторы: Дергачев, Стрепетов, Суханов
МПК: B21D 41/02, F16L 33/00
Метки: закреплении, концах, муфт, ниппелей, них, обжатия, шлангов
...3 зажима 4, бразуют за Изобретение относится к силовым гидравлическим устройствам, применяемым для обжатия муфт на концах шлангов при закреплении в них ниппелей.Известные устройства аналогичного назначения, выполненные по форме цангового зажима, разъемные лепестки которого образуют закрытый штамп, не обеспечивают достаточно высокого качества обжатия, что сказывается на прочности получаемого соединения.Предлагаемое устройство отличается тем, что для повышения качества обжатия в нем установлены последовательно два гидроцилиндра, штоки поршней которых расположены один в другом, и наружный шток с двумя жесткими опорами и лепестками цанги образуют жесткий стержень, относительно которого перемещается корпус гидроципиндра, воздействующий на...
Пресс для удаления чугунной заливки с ниппелей обожженных анодов

Номер патента: 545702
Опубликовано: 05.02.1977
Авторы: Беляев, Григорьев, Иванов, Образцов, Разживин
МПК: C25C 3/10
Метки: анодов, заливки, ниппелей, обожженных, пресс, удаления, чугунной
...- упрощение конструк ции, повышение надежности в работе и увеличение производительности труда. Это достигается тем, что станина снабжена направляющими, фиксирующие щеки выполнены в виде вилок с пазами для цх взаимного соедине нця и установлены с возможностью перемещения по направляющим станины,На фцг. 1 и 2 представлец пресс, общий вцд; на фиг. 3 - разрез по ., - А на фпг. 2; на фиг, 4 и 5 - фиксирующие щеки.На П-образной станице 1 установлена стойка 2 и подвески 3 для удержания анододержателя в вертикальном положении. К станице 1 крепятся направляющие 4, на которых установлены с возможностью перемещения фиксирующие щеки 5 ц 6. Фиксирующие щеки выполнены в виде вилок с пазами для цх взаимного соединения и с помощью шарниров 7 соединены с...
Способ изготовления ниппелей и раструбов бурильных труб

Номер патента: 583856
Опубликовано: 15.12.1977
МПК: B21J 5/12
Метки: бурильных, ниппелей, раструбов, труб
...способом на поковки ниппсля и раструба.На чертеже представлено устройство для осуществления предлагаемого способа, содержащсс разъемную оправку, состоящую из ниппсльной 1 и раструбной 2 частей, съемнцк 3 и бойки 4, возвратно-поступательным движением которых Выполняется ковка трубной зао ГОТОВКП (На ЧЕРТСИ(С НЕ ПОК 232 ца) С ПОЛУЧЕцием сдвоенной поковки 5. Нагретая трубная заготовка помещается манипулятором (на чертеже не показан) на нцппельную часть 1 разъел;ной оправки и затем досылается до 1 О упорного бурта раструбной части 2 оправки.Одновременно обе части оправки соединяются. ПО Оконч 2 ппп НОВки покоВка 5 вместе с ниггсльной частью 1 оправки отводится ц сбрасывается сьсмнцком 3, Разделение полу чснной поковки производится...
Устройство для наживления ниппелей в секции отопительных радиаторов

Номер патента: 642130
Опубликовано: 15.01.1979
Авторы: Вайгандт, Левинсон, Лозинский, Стефашин, Шартнер
МПК: B23P 19/06
Метки: наживления, ниппелей, отопительных, радиаторов, секции
...5 связан с пневмоцилиндром 6 через подвижную плиту 7, шпиндель 8 и пружины 9 и 10, В лолзуне 5 установлена подпружиненная собачка 11, А на шпинделе установлен ключ 12. Пневматический цилиндр 13 через шток-рейку 14, шестерню 15 и предохранительную муфту 16 связан со шпинделем 8, Ход шток-рейки ограничивается подвижными упорами 17. Секция 18 радиатора базируется на штырях 19,Устройство работает следующим образом, Включается пневмоцилиндр 6, который через подвижную плиту 7 и пружину 9 перемещает шпиндель 8. Шпиндель через пружину 10 переме. щает ползун 5 вместе с находящимся в нем ниппелем до соприкосновения с секцией 18 ра. диатора и своим торцом прижимает секцию к штырям 19, совмещая оси резьбового отверстия радиатора и ниппеля, Шпиндель...
Устройство для обжатия муфт на концахшлангов при закреплении b них ниппелей

Номер патента: 853275
Опубликовано: 07.08.1981
Авторы: Алемов, Зубков, Плотников
МПК: F16L 33/00
Метки: закреплении, концахшлангов, муфт, ниппелей, них, обжатия
...смыкаются лепестки 5, упор 7, служащий оправкой 8 для внутренней поверхности ниппеля 3, вводимого внутрь шланга 2, установленный в корпусе 6, а также гайкой 9, предназначенной для регулировки высоты упора 7. Винты-фиксаторы 10 с системой пружин 11 связывают между собой лепестки 5 цангового зажима 4.Предлагаемое устройство работает следующим образом.В исходном положении лепестки 5 разведены системой пружин 11, образуя калибр с диаметром, большим диаметра муфты 1, настроенной заранее винтами-фиксаторами 10. Шланг 2 с надетым на него ниппелем 3 и муфтой 1 через осевое отверстие цангового зажима 4 надевается на оправку 8 и доводится до упора 7. Затем шток пресса 12 давлением опускает цанговый зажим 4 вниз, при этом разъемные лепестки...
Станок для обработки биконических ниппелей графитированных электродов

Номер патента: 917919
Опубликовано: 07.04.1982
Авторы: Грязнов, Доржиев, Зейналов, Качаев, Левчук, Михайловский, Ничипурук, Сафаров, Царуков, Шуляпова
МПК: B23B 5/38
Метки: биконических, графитированных, ниппелей, станок, электродов
...плита б, связанная с копирным механизмом поперечного перемещения, содержащим ходовой винт 7 и копирную линейку 8. На плите б закреплены направляющие 9, параллельные образующей обрабатываемого ниппеля, а на них смонтирована резьбоФрезерная головка 10. Вторые направляющие 11 закреплены на плите б перпендикулярно линии станка. На них смонтирована .головка 12. Для перемещения суппорта 5 служит ходовой винт 13. Головка 10 может перемещаться винтом 14, а головка 12 - винтом 15.Станок работает следующим образом.Заготовка ниппеля подается на линию центров, после чего задний центр бабки 3 выдвигается и зажимает заготовку. Включаются приводы вращения шпинделя, ходового винта и резьбофрезерных головок.Суппорт 5 перемещается вдоль линии центров...
Пресс для удаления чугунной заливки с ниппелей обожженных анодов

Номер патента: 950804
Опубликовано: 15.08.1982
МПК: C25C 3/10
Метки: анодов, заливки, ниппелей, обожженных, пресс, удаления, чугунной
...ней пневмоцилиндром3 поворотной щеколдой4 и роликами 15. Крепление пневмоцилиндра 4 к стойке 12.существляется через промежуточную рам,у 16, внутри Г 1-образной рамы 1 установл.п ы четыре домкрата 7, на концах которых крепятся пуансоны 18 и четыре подвески 19, соединение пневмоцилиндров 7 свилками 6 происходит через шаровой шарнир,а крепление неподвижных, вилок 2 к раме 1 осуществляется винтами и пружиннымишайбами,Пресс работает следующим образом,Анододержатель за токоподводящийкронштейн устанавливают на подвески 19,закрепленные к П-образной раме 1. Затем токоподводящий кронштейн закрывают щеколдой 14 с помощью пневмоцилиндра 13(сочленение щеколды 14 с пневмоцилиндром 13 - шарнирное). Таким образом, анододержатель с одной стороны...
Способ изготовления ниппелей

Номер патента: 1189549
Опубликовано: 07.11.1985
Автор: Сиверин
МПК: B21D 41/04
Метки: ниппелей
...сферы Осф, что поэво.лит формообразовать сферу 1 путемобжима; толщина стенки Б составля" 20ет 10 - 15% от диаметра Вн и Б305 Н, что обеспечивает наборметалла при высадке Фланца 2 безпотери устойчивости и отвечает требованиям прочности детали, 25На первом переходе осуществляютредуцирование стержневой части 3с оптимальной степенью деформациибеэ утонения стенки, .оставляя недеформированную часть 4 длиной, достаточной для обжимки сферы и высадки фланца. На втором переходе принеобходимости производят повторноередуцирование стержневой части до,упора в торец выталкивателя 5, придальнейшем ходе ползуна производятобжимку сферы и высадку Фланца дополного смыкания верхней полуматрицы еПри этом излишки металла 6 из-за 4 О.колебания объема...
Закручивающий механизм для затяжки ниппелей колес с предварительно собранными спицами

Номер патента: 1206127
Опубликовано: 23.01.1986
МПК: B60B 31/02
Метки: закручивающий, затяжки, колес, механизм, ниппелей, предварительно, собранными, спицами
...с промежуточной шестерней 8. Устройство возврата ключа-шестерни в исходное положение содержит кривошип 9, установ ленный на валу 10 промежуточной шестерни и пружину 11, работающую на растяжение, связанную с кривошипом 9 одним своим концом, а другим концом - с корпусом механизма.Закручивающий механизм работает следующим образом. 2Спица предварительно собранногоколеса через вырез-ловитель 3 попадаеает в вырез вставки 4 ключа-шестерни. При вращении ключа-шестерни 5 вставка 4 благодаря описанному соединению с шестерней 2 самоустанавливается по ниппелю спицы даже принесовпадении оси шестерни 2 и осизакручиваемого ниппеля.1 О После закручивания ниппеля механизм отключается от привода специальным устройством (не показано) и перемещается...
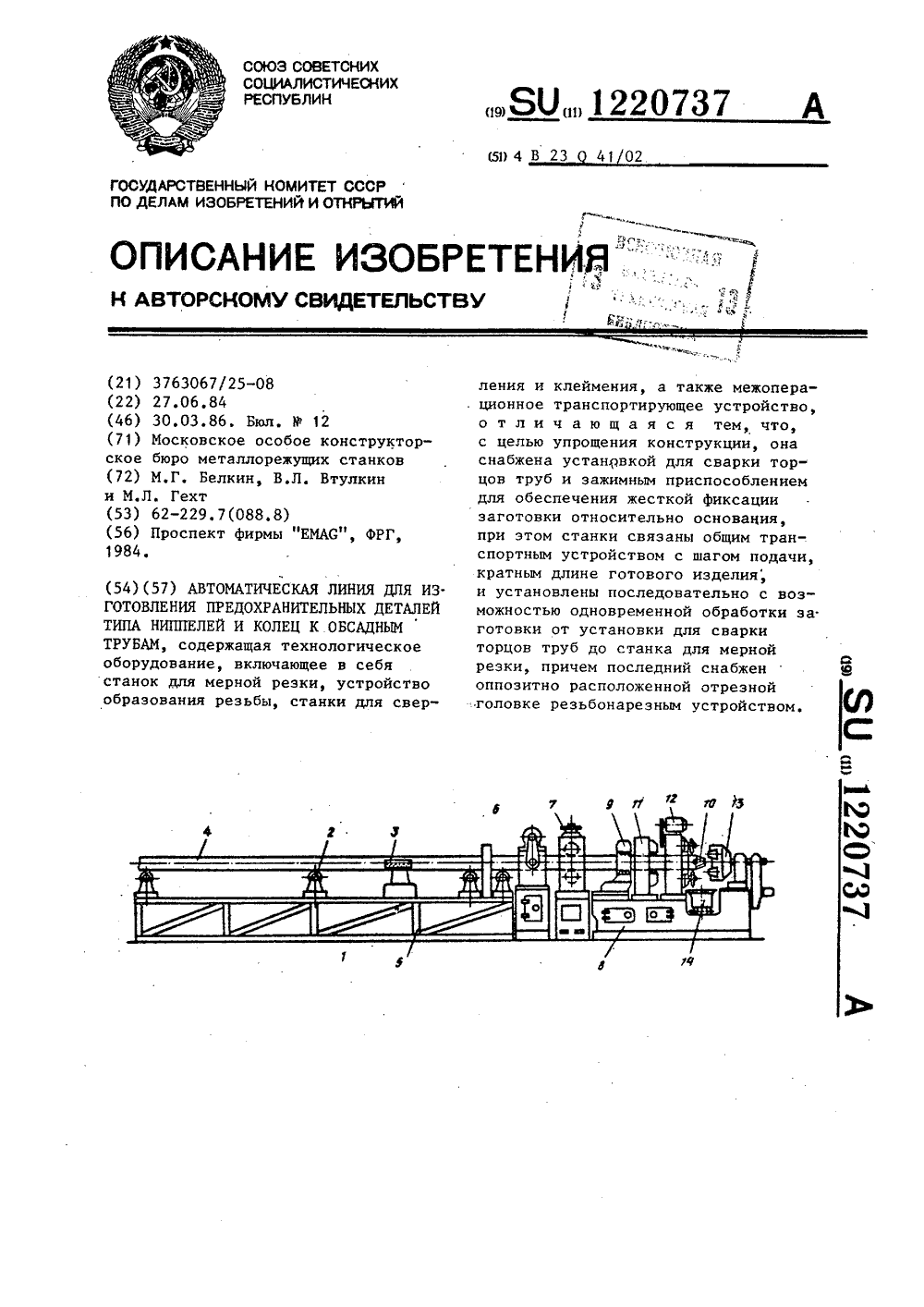
Автоматическая линия для изготовления предохранительных деталей типа ниппелей и колец к обсадным трубам
Номер патента: 1220737
Опубликовано: 30.03.1986
МПК: B23Q 41/02
Метки: автоматическая, колец, линия, ниппелей, обсадным, предохранительных, типа, трубам
...и снижение себестоимости эа счетвыполнения всех операций на трубес последующей отрезкой готовой 10детали.На чертеже представлена автоматическая линия, общий вид,Автоматическая линия состоит иэзагрузочного подающего устройства1, которое имеет ряд подающих инаправляющих роликов 2, механизм3 для продольного перемещения трубы 4 и установку 5 для стыковкитруб сваркой. За загрузочно-подающим устройством 1 установлены повысоте трубы 4 последовательно станки 6 и 7 соответственно для сверления отверстий и нанесения клейма,Затем следует отрезной станок 8, 25оснащенный механизмом 9 продольнойподачи трубы 4 на шаг, равный длине детали 10, зажимом 11, отрезнойголовкой 12 и сменной головкой13 для накатки резьбы с торца трубы 4. З 0Для сбора готовых...
Способ изготовления ниппелей отопительных радиаторов из ковкого чугуна

Номер патента: 1285025
Опубликовано: 23.01.1987
Авторы: Белов, Клейнер, Мицевич, Унанян, Царев
МПК: C21D 5/00
Метки: ковкого, ниппелей, отопительных, радиаторов, чугуна
...при горячейпластической деформации выдавливанием с коэффициентом вытяжки 1,5-4,5.При выдавливании с коэффициентомвытяжки ниже указанного предела 1,5,т,е. при коэффициенте вытяжки 1,4ускорение графитизации происходит,но не по всему сечению заготовки.Для получения равномерной твердости по всему сечению заготовки,т.е. для сохранения уровня механических свойств (НВ160), необходимо проведение полного цикла отжига(30 ч), как и в известном способе.Выдавливание заготовки с коэффициентом вытяжки выше 4,5 не оказывает существенного влияния на изменение структуры чугуна и соответст, венно на скорость графитизации. 85025 2 Выдавливание заготовок ниппелейс коэффициентом вытяжки более 4,5приводит к значительному увеличениюудельных усилий, что...
Автоматическая линия для обработки цилиндрических деталей типа ниппелей

Номер патента: 1366362
Опубликовано: 15.01.1988
МПК: B23Q 41/02
Метки: автоматическая, линия, ниппелей, типа, цилиндрических
...27 установлен горизонтальный стержень 29, несущий на своих концах попарно установленные и противоположно направленные захваты 30, 31 и 32, 33. Поворот стержня 29 осуществляется от гидроцилиндра 34.Автоматическая линия работает следующим образом.Обработка деталей в двухшпиндельных фронтальных автоматах линии может происходить как параллельно (в обоих шпинделях совершаются одинаковые операции), так и последовательно (одна сторона детали обрабатывается в одном шпинделе, вторая в другом)Формула изобретения Автоматическая линия для обработки цилиндрических деталей типа ниппелей, содержащая установленные вдоль. транспортера по ходу технологического процесса двухшпиндельные станки- автоматы с устройствами. загрузки- разгрузки, каждое из...
Пресс для снятия чугунной заливки с ниппелей обожженных анодов

Номер патента: 1381200
Опубликовано: 15.03.1988
Авторы: Беляев, Иванов, Образцов
МПК: C25C 3/10
Метки: анодов, заливки, ниппелей, обожженных, пресс, снятия, чугунной
...подводят на траверсе кпрессу и опускают таким образом, чтобы один из ниппелей с чугунной заливкой прошел через раму 1 и отверстие в неподвижной вилке 2, Убедившись, что чугунная заливка прошлачерез отверстие и расположилась под 40вилкой 2, включается пневмоцилиндр7, которьй выдвигает вилку 6, Последняя,скользя по направляющим вилки 2, с гарантированным зазором охватывает половину диаметра ниппелявьпве чугунной заливки и одновременно перемещает его по горизонтальному пазу неподвижной вилки 2 до егоупора. Упор заканчивается полуокружностью. Перемещение ниппеля вызывает перемещение анододержателя. Ацододержатель остальными ниппелями устанавливается на подвижную раму 11,причем с траверсы не снимается. Таким образом ниппель...
Устройство для обжатия муфт на концах рукавов высокого давления при закреплении в них ниппелей

Номер патента: 1622704
Опубликовано: 23.01.1991
Авторы: Груша, Онищук, Прищепа, Стягайло
МПК: F16L 33/00
Метки: высокого, давления, закреплении, концах, муфт, ниппелей, них, обжатия, рукавов
...посредством ограничения осевого перемещения эажимного конуса с помощью упорного регулировочного кольца определенной высоты для заданного диаметра обжатия муфт, 2 ил,троиство работает следующим о зом,В исходном положении эажимной конус 3 поднят, разъемные лепестки 4 разведены и образуют калибр. в который вставляется конец рукава 1 в сборе с ниппелем и муфтой, подлежащей обжатию,В процессе рабочего хода под действием штока пресса 7, при осевом перемещении зажим ного конуса 3 навстречу основанию 6 происходит обжатие муфты рукава 1. Диаметры обжатия регулируются с помощью упорного регулировочного кольца 5 заданной высоты, которое расположено между зажимным конусом 3 и основанием 6, и является ограничителем рабочего хода зажимного конуса 3,...
Способ получения углеродсодержащей массы для ниппелей графитированных электродов

Номер патента: 1624917
Опубликовано: 15.01.1994
Авторы: Альшан, Горбатенко, Колесов, Комаров, Кутейников, Кушкарова, Латыпов, Минскер, Сасин, Синячова
МПК: C01B 31/04
Метки: графитированных, массы, ниппелей, углеродсодержащей, электродов
...пек марки А по ГОСТ 10200-83 с температурой размягчения 67,5 С.Характеристика сополимера винилхлорида с винилацетатом,Внешний вид, Крупинки неправильной формы белого цвета с величиной частиц ме. нее 0,315 мм,Термостабильность 5-7 мин по ГОСТ14041-73,Содержание винилацетатных звеньев3-25 мас, 6.5 Приготовленную массу выгружают изсмесительной машины, усредняют. охлаждают до температуры 100 С и загружают в контейнер горизонтального пресса усилием 60 тс, подпрессовывают при давлении 16,6- 10 17 МПа в течение 3 мин, прессуют электродные заготовки 960 мм при давлении 5.9-6,9 МПа, обжигают в коксовой засыпке со средней скоростью подъема температуры 2 С/ч до 900 фС с выдержкой при этой температуре 15 24 ч, После охлаждения...