B22C 9/12 — обработка форм или стержней, например сушка, отверждение
Способ прокаливания оболочковых форм

Номер патента: 1147515
Опубликовано: 30.03.1985
Авторы: Ларионов, Серебряков
МПК: B22C 9/12
Метки: оболочковых, прокаливания, форм
...по реакции окисел алюминия упрочняет и уплотняет форму,Изменение изобарно-изотермического потенциала для первой реакцииьсг=-216399 - 168,5 Т (Дж),константа равновесия реакцииР 501(а" алЕ Ыо,Отсюда равновесное давление Б.0 (субокиси кремния)гн я о ( ая ая где ае,ао, - актлвности алюминия: и Б 02 в форме.Так как вводимый в оболочки аломиниевый порошок марки ЛСД-ВЧ (ТУ- -5-1-72) содержит 99,987. активного алюминия, то ае =1, Для связующего Б 02 й аец 1Пользуясь равенством 6 С=-19,17 Т 1 я К определяют температуру, выше которой происходит реакция взаимодействия алюминия с окисью кремния из этилсиликатного связующего. Температура составляет 1012 С. Так как имеется окисная пленка, температура взаимодействия составляет 1030 С, что определяют...
Устройство для обработки воздухом нагретых форм по выплавляемым моделям “инжакт

Номер патента: 1174150
Опубликовано: 23.08.1985
Авторы: Голованов, Почкарев, Серебряков
МПК: B22C 9/12
Метки: воздухом, выплавляемым, инжакт, моделям, нагретых, форм
...патрубком. Наибольшая эффективность инжекции. обеспечивается при соосности сопла и всасывающего патрубка. Здесь соосность достигается 5 регулированием положения гибких лепестков, выполняемых за одно. целое с воздухораспределительной коробкой.На фиг. 1 представлено устройст" во, общий вид; на фиг.2 - разрез А-А 2 О на фиг.1.УстРойство состоит из подающего 1 и всасывающего 2 патрубков, присоединенных к воэдухораспределительной коробке 3. Соосно с всасывающим пат рубком, укреплена труба активатора 4. Сопло 5 регулируется по расположению относительно всасывающего патрубка 2 с помощью резьбы и фиксирующей гайки 6. Соосность патрубка 2 и сопла 5 достигается регулированием положения лепестков (фиг.2).Устройство работает следующим образом.....
Способ изготовления керамических форм для литья магнитов направленной кристаллизации

Номер патента: 1186363
Опубликовано: 23.10.1985
Авторы: Арсирий, Козлов, Костенко, Остриковский
МПК: B22C 1/00, B22C 9/12, B22C 9/20 ...
Метки: керамических, кристаллизации, литья, магнитов, направленной, форм
...С,Увеличение в смеси огнеупорной глины более 2 мас.ч. также приводит ксниженйю прочности стержней при1580-1600 С.Смесь указанных компонентов запрессовывается в технологическуюоснастку и полученные стержни провяливают при 1000-1500 С. Провяливание стержней при температуре ниже1000 С приводит к снижению их прочоности при 1580-1600 С, а повышениетемпературы провяливания более1500 С экономически нецелесообразно. После этого стержни прокаливаются при .1600-1620 С.Температура прокаливания ниже1600 С не обеспечивает высокойпрочности стержней при выдержке вних расплава с температурой 15801600 С в течение 4-5 ч. Прокаливание при температуре. вьппе 1620 Сэкономически нецелесообразно. ЯЯПосле проведения указанного цикла термических обработок...
Способ изготовления стержней

Номер патента: 1189566
Опубликовано: 07.11.1985
Авторы: Беляков, Железняк, Макаров, Трещалин
МПК: B22C 9/12
Метки: стержней
...которого определяют по формулеп1,2 Р( - Ь) ( Р С 1,2 Р( Т")1 -Т-"30гле Т - температура начала полимеиризации (отверждения) связующего КТ - температура начала термот 4деструкции. связующего, К;п - показатель политромы длясжимающего газа;- температура газа в началесжатия, К;Р - давление газа в начале 40сжатия, атм,При быстром сжатии газообразующего агента сразу происходит нагревание воздуха, находящегося в парахсмеси, что способствует быстрому, 45равномерному и одновременному вовсем объеме отверждению связующего.П р и м е р 1. При изготовлениистержней для опытной отливки корпусаподшипника используют в качестве свя зующего смолу ПК, рабочее пространство заполняют воздухом, величину давления для сжатия рассчитываютпо Формулеи и 1 5Ри( Р 1 2...
Способ отверждения литейных форм и стержней, изготовляемых по горячей оснастке

Номер патента: 1196106
Опубликовано: 07.12.1985
Авторы: Марьянский, Серебро, Спасский
МПК: B22C 13/08, B22C 9/12
Метки: горячей, изготовляемых, литейных, оснастке, отверждения, стержней, форм
...газов из вочной смеси осуществляют в им ном режиме.1196106 Составитель Н. РомашоваТехред О.Неце Корректор И. Эрдейи Редактор Н. Гунько Заказ 7504/9 Тираж 746ВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5 Подписное Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 Изобретение относится к литейному производству, и может быть использовано при изготовлении форм (например, оболочковых форм, облицованных кокилей) и стержней из термотвердеющих смесей.Цель изобретения - сокращение продолжительности изготовления формы (стержня).П р и м е р. В чугунном стержневом ящике изготавливают из термотвердеющей смеси на основе 953 песка 1 К 016 и 57 связующего ОФПЛ стержни-диски диаметром 160...
Способ изготовления литейных форм и стержней

Номер патента: 1210954
Опубликовано: 15.02.1986
Авторы: Берсенева, Дрягин, Никифоров, Семенов
МПК: B22C 1/10, B22C 5/04, B22C 9/00 ...
Метки: литейных, стержней, форм
...При испытании сначала проверяли влияние предлагаемого способа 5 О 5 20 25 30 35 40 45 55 ца прочность Форм с применением широко распространенного порошкообразногоотвердителя - Феррохромового шлака в количестве 2,0-5,0 мас.7, а эатем - высокоактивного порошкообразного фосфора алюминия в количестве 0,2- 1,5 мас.Е от массы смеси.Сравнить предлагаемый способ с известным по авт,св. В 514657 невозможно, так как известным способом нельзя ввести порошкообразный материал в смесь после засыпки ее в опоки через инъркторы в модели. Ортофосфорную кислоту испытали в количестве 0,2-2,5 мас.Е от массы смеси.В табл.1 и 2 представлены сравнительные результаты испытания на пластичных смесях,Как видно из табл,1 и 2, прочность смесей при изготовлецйи Форм...
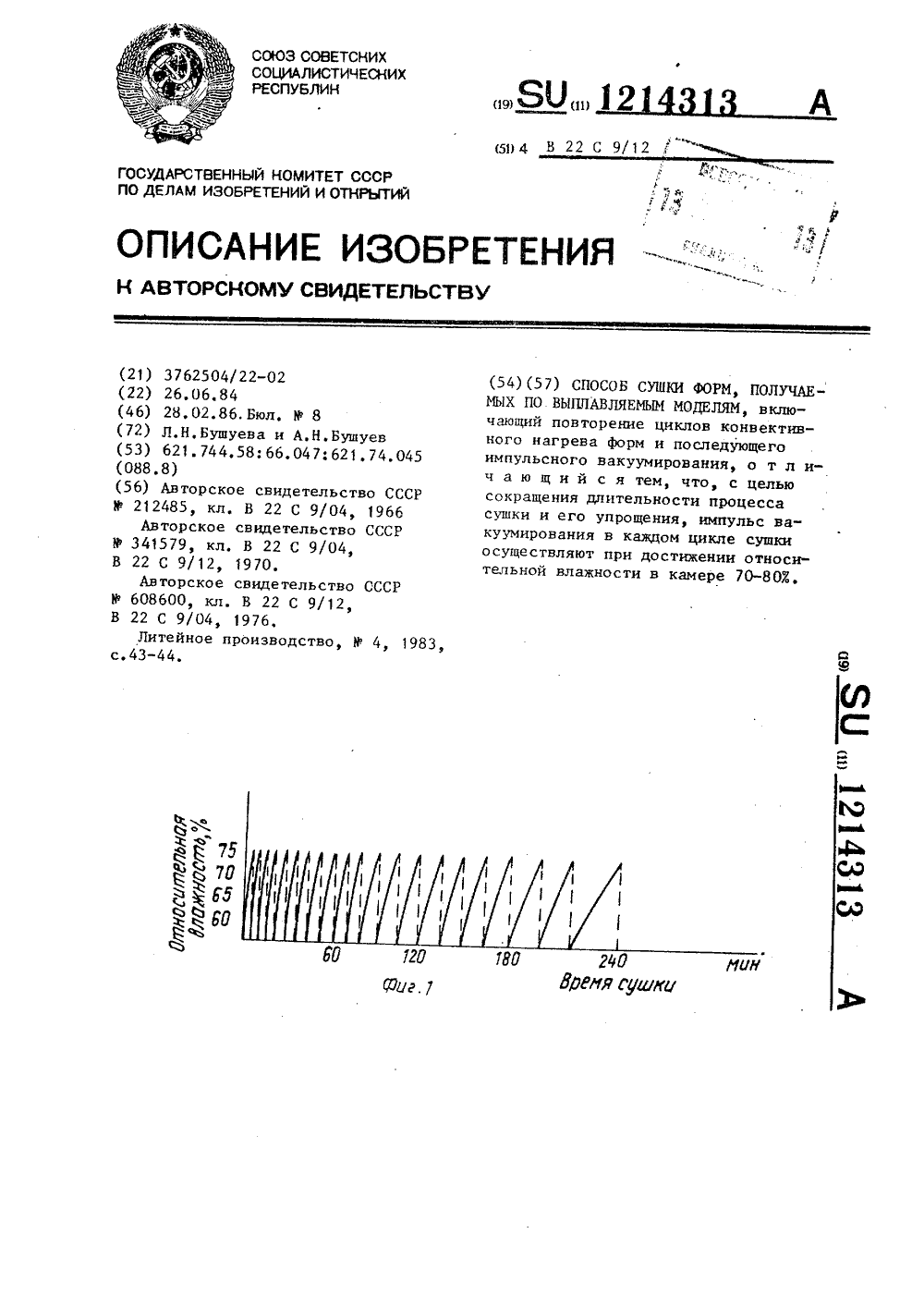
Способ сушки форм, получаемых по выплавляемым моделям
Номер патента: 1214313
Опубликовано: 28.02.1986
МПК: B22C 9/12
Метки: выплавляемым, моделям, получаемых, сушки, форм
...на фиг,1,из которого следует, что по мере высушивания форм, время, необходимоедля достижения в камере относительной влажности 75%, возрастает. Поэтому длительность периода конвективного нагрева переменна - увеличивается от,цикла к циклу, Общая продолжительность процесса сушки составляет 250 мин.П р и м е р ы 2-5. Сушка формвыполняется способом, аналогичнымпримеру 1, но выбраны другие значения относительной влажности в камере, при которых заканчивается период конвективной сушки, Значения влажнос. ти, а также общая длительность процесса сушки приведены в таблице, П Общая рим р35 Влажность в камере вконце конвективногопериода сушки, % продолжительность сушки,мин75 250 275 80 285 325 360 85 4313 2П р и м е р 6, (Прототип). Формыпосле...
Способ изготовления литейных форм

Номер патента: 1217559
Опубликовано: 15.03.1986
Автор: Сварика
МПК: B22C 9/12
...затем, по достижении смесью достаточной прочности, модель протягивают и доотверждают форму на протяжной плите, продолжая подавать газообразный агент через венты протяжнойплиты и непосредственно в полость отпечатка.Способ исключает необходимостьукладки жгутов для устранения утечкигазообразного агента, так как непосредственный контакт формы и протяжнойплиты сохраняется после извлечениямодели в течение всего необходимоговремени отверждения.Предлагаемый способ подачи газообразного агента через модель изполости протяжной плиты способствует удержанию болванов формы при протяжке модели, поскольку исключаетобразование вакуума в полости модели и снижает образующиеся в болванерастягивающие напряжения,Модель 1 поднимают над рабочейплоскостью...
Установка для сушки и охлаждения литейных форм

Номер патента: 775921
Опубликовано: 30.05.1986
Авторы: Бусыгин, Перцовский, Ренжин, Ренш, Справцев, Тагильцев
МПК: B22C 9/12
Метки: литейных, охлаждения, сушки, форм
...- повышение производительности труда за счет интенсификации процесса сушки литейныхформ и снижение расхода топлива.Цель достигается тем, что в предлагаемой установке камера выполненасоставной из герметично соединенныхмежду собой трех частей, верхняя изкоторых образует полость нагнетанияи выполнена в виде зонта со встроенными в нем нагревательным элементоми ножевым затвором для герметизациистыка, нижняя часть образует полостьразрежения и выполнена в виде приемного стола, снабженного ограничителями среднЕй части, уплотнительным и фильтрующим элементами и соединенного вытяжными каналами с вакуумным насосом или вентилятором, а средняя часть образована непосредственно опокой обрабатываемой литейнойформы и соединена с верхней частьюс помощью...
Способ изготовления керамических стержней из пластифицированного шликера

Номер патента: 1242292
Опубликовано: 07.07.1986
Авторы: Карепин, Морозова, Плотников
МПК: B22C 9/10, B22C 9/12
Метки: керамических, пластифицированного, стержней, шликера
...разделительный слой выполняют до 3,5 мм (эаплечики знаковой части обо. - да рабочего колеса).%3 1242Устанавливают наполнительную рамку, высота которой превьппает высотустержня на 20-30 мм. Полость накопительной рамки заполняют электрокорундом с зерном ВУ .50 или 63; Поверх 5электрокорунда укладывают слой поролона толщиной 10-15 мм и плотно прижимают к половине пресс-Формы черезрамку .плитой.В сжатом состоянии всю систему 10кантуют на 180 и устанавливают наоплиту,Зажимы освобождают и со стержняснимают половину оставшейся прессформы. Полости стержня, формирующие 15центральную часть колеса и перьякрыльчатки, засыпают глиноземом 4(фиг. 1) до верхнего среза отверстий.Заклеивают парафинированным беззольным фильтром 2 срезы отверстий...
Способ изготовления литейных форм и стержней

Номер патента: 1243887
Опубликовано: 15.07.1986
Авторы: Боголепов, Леснов, Мацокин, Моляренко, Орлов, Суркова, Уваров
МПК: B22C 9/12
Метки: литейных, стержней, форм
...10табл. 3, указанный способ был реализован с тем отличием, что продувкувоздухом производили газом, имеющимтемпературу 15, 40, 75 С (288,313,343 К соответственно) 15Данные по свойствам стержня представлены в табл. 5.В связи с тем, что давление насыщенных паров большинства используемых в технике жидкостей - растворителей уменьшается с уменьшением температуры, представляется нерациональным охлаждение газа, который в данном случае является носителем паров,ниже температуры 15 С (288 К), Применение таких температур при продувкегаза показало, что хотя манипуляторная прочность резко возрастает но,расход воздуха и время продувки (аследовательно, и затраты на проведение процесса) резко возрастаетПовышение температуры продувки свыше 348 К приводит...
Способ прокаливания оболочковой формы

Номер патента: 1245400
Опубликовано: 23.07.1986
Автор: Жудинов
МПК: B22C 9/12
Метки: оболочковой, прокаливания, формы
...обечайки, какв известном 40процессе охлаждение замедляется засчет негретой до высокой. температурыэкранирующей обечайки.Таким образом, предлагаемый способ по сравнению с известным обеспечивает экономию .электроэнергиина 30-353 за счет уменьшения тепла,аккумулированного экранирующей обечайкой кроме того, повышает скоростьпрокаливания путем увеличения потока тепла на форму от нагревателя иФутеровки после удаления экранирук- щей обечайки, а также увеличает скорость охлаждения залитой Формы благодаря исключению влияния нагретойдо высокой температуры экранирующейобечайки и охлаждению залитой формы. Тираж 757 Подписное г. Ужгород, ул. Проектная, 4 Форму прокаливают в следующейпоследовательности, В нагретую до950-1000 С печь 1 с помощью...
Способ обработки смеси, используемой для изготовления литейных форм

Номер патента: 1252020
Опубликовано: 23.08.1986
Авторы: Крыгир, Миненко, Молев, Сухарчук
МПК: B22C 9/12
Метки: используемой, литейных, смеси, форм
...р и м е р 1. Формовочную смесьуплотняют любым из известных способов для получения литейной формы. Вместах наиболее подверженных "подрыву" при протяжке литейных моделей(при отделении уплотненной формовочной смеси от модели возникают силыприлипация, соизмеримые с прочностьюсмеси, и происходит дтрыв части смеси, что нарушает геометрию полости,служащей для получения отливки) устанавливают электроды, один из которыхподсоединяют к формовочной смеси,металлической поверхности литейной модели (отрицательный полюс). Расстояние между электродами при уплотненной формовочной смеси должно быть 20-25 мм. Перед протяжкой (отделением) литейной модели от уплотненной формовочной смеси на электроды подается постоянное цапряжение 180-200 В на площади...
Устройство для продувки литейных стержней и форм газом отвердителем

Номер патента: 1274845
Опубликовано: 07.12.1986
Авторы: Большаков, Ефимов, Разумеев
МПК: B22C 9/12
Метки: газом, литейных, отвердителем, продувки, стержней, форм
...и 1(лнту 4 г централ(,1, .;всрстР(е)1 О д 151 130:3 3 ч и аза и р 5(д3 р а., .1(. ЛЬН 1 Х И 3 С )( ЦДКУ,1 ЯРН Х Капа, ОВ (3, В( -5 олпе(ных с 1(ижней стороны 1(литы 4,20пла(тину 7 13 эластичного материала. На 511)имер, пористой 1)езины, которои имск)тся на п(рс(спи) каналов 4 отверстия 8для подвода 1333 к полости стержня илиформы, крснсжныс пл 31(кР 1 9, скрля(оц(ис 25между собой цп(1(тиР(у 7, плиту 4 и оцорнь(й)лемег 1.Уст ройство работает слсдуюп(им обра)ом,Стер)кн(.1(ой яцик или форма 1, уста -новлснная ца 1(одгьсмное м(тро(Ство 11, 30прРжихастс 5 к 3(лите 1, ски;1 15 НО;(ериМЕТРМ СТ(.РЖ 33(ЬОГО 5111 Икс 1 1 ЛИ фОРГ Ы .)13 СТ И Ч и у 10 П;3 С 1 И 3 ч 7, КО ТО р а я В ЭТО )1 СЛс с( Спс 1)скрываггг кан;3,(ы 6;1 От 01)стия 8, т(3С а М Ы...
Способ отверждения уплотненной литейной формы газом

Номер патента: 1276428
Опубликовано: 15.12.1986
Автор: Сварика
МПК: B22C 9/12
Метки: газом, литейной, отверждения, уплотненной, формы
...направление Фильтрации газаотвердителя на противоположное направлению извлечения модели и доотверждают форму, сообщив с вакуумнойсистемой камеру 1.Такой способ отверждения исключаетпереотверждение и разупрочнение формы со стороны контрлада, так как приизменении направления продувки формычерез поверхность контрлада и рабочей части формы поступает примернотолько по половине объема газа отвердителя, необходимого для отверждениявсей формы,Кроме того, изменение направленияФильтрации газа-отвердителя на противоположное направлению извлечения модели устраняет присасывание болванаи его обрушение и позволяет доотверждать форму, подавая газ-отвердительв пространство между моделью и ее отпечатком в форме, что также повышаетравномерность...
Способ контроля полноты отверждения литейных стержней и форм из смесей с термореактивным связующим

Номер патента: 1284682
Опубликовано: 23.01.1987
Авторы: Марьянский, Серебро, Цвиткис
МПК: B22C 9/12
Метки: литейных, отверждения, полноты, связующим, смесей, стержней, термореактивным, форм
...плоскости реза после обработки ацетоном свидетельствует о полном отверждении стержня (формы).Наиболее целесообразно разрезать стер.жень (форму) на две части по сечению,имеющему максимальный эквивалентныйдиаметр, так как именно в этом местенаиболее велика опасность неотверждениясмеси. Погружать отрезанную часть стержня (формы) в ацетон необходимо плоскостью реза вниз, так как другая ориентация плоскости реза препятствует выпадению разъединенных песчиной из неотвержденного объема смеси. В результате образовавшаяся в плоскости реза полость несоответствует истинным размерам неотвержденного ядра стержня (формы). В частности, при погружении плоскостью реза вверхполость в ней не образуется, хотя песчинки в ее центральной части и...
Способ изготовления литейных стержней и форм

Номер патента: 1286342
Опубликовано: 30.01.1987
МПК: B22C 9/12
Метки: литейных, стержней, форм
...в конструкции оборудования и привело к дополнительному расходу сжатого азота при отверждении стержней и форм.Согласно предлагаемому способу смесь надувается в оснастку с помощью азота. Это позволяет отказаться от присущей способу по прототипу дополнительной операции продувки смеси азотом перед подачей в оснастку газа-отвердителя.Величину давления при надуве смеси целесообразно выбрать в пределах 0,1 - 1,0 МПа, Величина давления при надуве зависит от размера стержневой оснастки, метода заполнения оснастки (надув или пескострельный способ), сложности конфигурации стержней. Давление надува смеси меньше 0,1 МПа недостаточно для выдавливания смеси из пескодувного резервуара машины в оснастку, а давление надува больше 1,0 МПа приводит к...
Способ сушки литейных форм и стержней

Номер патента: 1301550
Опубликовано: 07.04.1987
Авторы: Выровец, Дудука, Мордвинов, Мурин, Серебренников, Чупейдо, Шушура
МПК: B22C 9/12
Метки: литейных, стержней, сушки, форм
...и не приведет ни к каким качественным изменениям,Верхний предел удельного расхода воды (0,8 к/м) ограничен чрезмер 1550 2 ным увеличением времени сушки беззаметного увеличения качества изделий, нижний предел (0,06 кг/м) ограничен ухудшением качества сушки беззаметного выигрыша производительности,Как показали исследования (см.таблицу), предлагаемый способ посравнению с известным позволяет обеспечить высокую прочность стержня приминимальном времени, затраченном насушку, Так, в опыте 1 время сушкисоставляет 15 мин, но прочность образцов низкая - 3,5 кг/см, поскольку поверхностные слои стержня теряютсвою прочность в результате пересыхания. В опыте 2 прочность образцоввозросла, но для этого потребовалосьувеличить время сушки до 23 мин...
Способ отверждения стержней из жидкостекольных смесей

Номер патента: 1316742
Опубликовано: 15.06.1987
МПК: B22C 9/00, B22C 9/12
Метки: жидкостекольных, отверждения, смесей, стержней
...весь объем смеси, Улучшение выбиваемости достигается за счеттого, что выделяющееся тепло от экзо -термической реакции смеси способствует модификационным превращениям кварца, что способствует созданию объем -ных напряжений в жидкостекольныхпленках и их разупрочнению госле охлаждения смеси,П р и м е р, Из смеси, мас,ч"кварцевый песок 100, жидкое стеклоМ = 2,3-3,0, изготовляют стержень.В центральную часть его устанавливают заряд из экзотермической смеси ввиде заранее изготовленного стержень -ка или в неуплотненном виде, Послеэтого стержень окончательно уплотняют, Через знак стержня или через специальное отверстие в теле стержня экзотермический заряд сообщают с атмосферой. Через это отверстие зарядподжигают, например,...
Устройство для прокалки оболочковых форм в слое дисперсного подвижного материала

Номер патента: 1344501
Опубликовано: 15.10.1987
Авторы: Варыгин, Прозоров, Ряузов
МПК: B22C 9/12
Метки: дисперсного, оболочковых, подвижного, прокалки, слое, форм
...при 500-550 С, а закалку, например, алюминиевыми сплавами производят приа350 С, при включенной вибросистеме 15 в верхнюю часть аппарата из бункера 18 по патрубку 16 при открытом вентиле 17 подают охлажденный дисперсный материал. Одновременно открывают вентиль 20, и по патрубку 19 горячий дисперсный материал подается пневмотрубой 21 через циклон 22 в бункер 18. После достижения в аппарате 1 температуры, близкой к 350 С, вентили 17 и 20 закрывают и отключают вибросистему 15, Сепарационную камеру 5 поворачивают на 180вокруг цилиндрического стержня 11, устанавливают на площадку 12 и поднимают защитные колпачки 10 по направляющей съемной кассеты 9. После этого производят заливку оболочковых форм. В дальнейшем заполненные металлом формы...
Устройство для отверждения смеси

Номер патента: 532197
Опубликовано: 23.12.1987
Автор: Сварика
МПК: B22C 9/12
Метки: отверждения, смеси
...или форме газом,который под давлением поступаетпо порам уплотненной смеси от 20стержня к рабочей камере.Недостатком указанного устройстваявляется то, что в случае отверждениясмеси газом (например воздухом) процесс протекает недостаточно интенсивно, так как фильтрация газа черезсмесь происходит медленно,Цель изобретения - повышение интенсивности отверждения смеси, содержащей термопластичное связующее,Это достигается тем, что внутри металлических стержней размещены с кольцевым зазором трубки, подающие жидкийхладагент, а держатель выполнен в виде эластичной диафрагмы, являющейсяднищем рабочей камеры сосуда.Хладагентом могут служить быстроиспаряющиеся жидкости (фреоны, эфирацетон и др,), Испаряясь внутристержня, хладагент отбирает тепло...
Кожух охладительный

Номер патента: 1388180
Опубликовано: 15.04.1988
Авторы: Авраменко, Кириченко, Радионов
МПК: B22C 9/12
Метки: кожух, охладительный
...включает короб 1 с верхней 2 и нижней 3 кромками, образующими в коробе щель 4. Наверхней кромке 2 закреплен козырек5, образующий с верхней поверхностью6 форм 7 щелевую полость 8 с входнымпроемом 9 для воздуха и выходным проемом 1 О для газовоздушной смеси. Залитая металлом форма 7 на подопочнойплите 11 перемещается по роликам 12транспортного рольганга 13 с приводом 14. На нижней кромке 3 закреплено эластичное жаростойкое уплотнение15. Между формой 7 и коробом 1 имеется зазор 16.Кожух охладительный работает следующим образом,Залитые металлом формы 7, установленные на подопочные плиты 11, неп 30рерывно движутся по роликам 12 роль,ганга 13 автоматической литейной линии. Ролики 12 приводятся во вращательное движение с помощью...
Устройство для обработки нагретых форм по выплавляемым моделям

Номер патента: 1424943
Опубликовано: 23.09.1988
Авторы: Пиралишвили, Серебряков
МПК: B22C 9/12
Метки: выплавляемым, моделям, нагретых, форм
...со специально спрофилированным сопловым 50 отводом, которая вворачивается в воэдухораспределительную коробку 1.В наклонной перегородке 2 выполнены суфлирующие отверстия 17, соединяющие рабочую полость 18 воэдухораспределительной коробки 1 с бустЕрной полостью 19 отбора части осушенного воздуха, В подводящем патруб ке 8 выполнены отверстия 20 по его поверхности для равномерной подачи осушенного воздуха внутрь обрабатываемой Формы.Устройство работает следующим образом,Сжатый воздух, содержащий капельную влагу и масло, из магистрали через штуцер 13 и тангенциальный круговой лоток 12 - завихритель - подается внутрь воздухораспределительнойкоробки 1 в виде вихревого потока,перемещающегося от соплового вводак центру, к активному соплу 13,...
Способ изготовления литейных форм и стержней

Номер патента: 1437127
Опубликовано: 15.11.1988
Авторы: Акутин, Ермакова, Кувардин, Кудравец, Пономарев, Просяник, Салина, Шишкин
МПК: B22C 1/10, B22C 9/12
Метки: литейных, стержней, форм
...этого вводят связующее - смолуФФи перемешивают еще 1 - 2 мин.Из подготовленной таким образом композиции готовят стандартные образцына лабораторном стенде с пескодувнымуплотнением. Отверждение образцовпрсводят продувкой газообразным диоксидом серы 1 сЗатеи продувают сжатым воздухом 15 с для удаления избытка диоксида серы.Отверждение литейных Форм и стержней происходит за счет каталитическогодействия серной кислоты, образующейся по реакции диоксида серы и гидроперекиси,Применение гипериза, адсорбированного на аэросиле, позволяет регулировать скорость отверждения стержнейи Форм путем снижения скорости разложения перекисного агента за счетпротекания более медленного процессадесорбции гипериза с поверхности ивзаимодействия его с...
Способ сушки оболочковых форм

Номер патента: 1445848
Опубликовано: 23.12.1988
Авторы: Вайнахт, Гелсциннус, Хоффман
МПК: B22C 9/04, B22C 9/12
Метки: оболочковых, сушки, форм
...уменьшенной скоростьюдостигается улучшение качества первого слоя покрытия, Это выражается вобразовании равномерно толстого алояи на выступающих концах ч углах моделей, в уменьшении образования и склонности к отслоению первого слоя покрытия при сложных формах моделей и вуменьшении склонности к обдуву обсыпочного материала с первого слоя.улучшенное качество первого слояпокрытия ведет к улучшению качестваОТЛИВОК аПервый слой керамического покрытия сушат по одноступенчатому режиму.Температура сушки, С 28 28Относительная Влажность обдуваемоговоздуха, % 45 45Средняя скоростьпотока воздуха, м/с 1,5 3,5Время сушки, мин:при прямом потокевоздуха и одновременном вращениикерамическойформы 27,5 13,5при расположениикерамических формна неболыпом...
Способ изготовления литейных стержней и форм

Номер патента: 1445850
Опубликовано: 23.12.1988
Авторы: Ипатов, Малолетков, Пригода
МПК: B22C 9/12
Метки: литейных, стержней, форм
...размерной точности стержней (Форм). установлено, что оптимальной является температура, превышающая температуру плавления нли каплепадения термопластического материалана 20"30 С, а оптимальной толщинойпропитки является слой 0,3-1,0 мм.Для стержней или Форм, изготовленных по горячим ящикам или продувкой сжатым горячим воздухом с Т=180- о200 С, операцию окунания следуетосуществлять после охлаждения стержней до температуры ниже температурырасплава, т.е. до 20-60 С. Это необходимо. для того, чтобы термопластичный материал мгновенно после пропиткизатвердел в теле стержня, охлаждаясьи не размягчая поверхность стержня(Формы).П р и м е р, Стержни, изготовленные иэ ХТС на основе жидкого стекла,.технических лигносульфонатов и АХФСпредлагаемым...
Способ отверждения жидкостекольной смеси при изготовлении форм и стержней

Номер патента: 1447533
Опубликовано: 30.12.1988
Авторы: Воронов, Евстафьев, Кузнецов, Огородов, Синолицина
МПК: B22C 9/12
Метки: жидкостекольной, изготовлении, отверждения, смеси, стержней, форм
...дят до момента появления газа в вентах, которые затем перекрывают, например, гаэонепроницаемой перегородкой, и жидкостекольную смесь доотверждают приемлемым газом под избыточным 2 О давлением. Венты периодически освобождают от гаэонепроницаемой перегородки дпя перераспределения избыточного давления,Момент выхода газа из формы или 25 стержня определяют для каждого состава смеси по изменению окраски индикаторных порошков.Состав жидкостекольной смеси и ее Физико-механические свойства приведены в таблице. Физико-механические свойИз таблицы видно, что в сравнении с прототипом в 1,5-2,0 раза снижается расход углекислого газа, повышается прочность смеси на 20-307., сокра- щается продолжительность отверждения. Формула изобретения 1. Способ...
Устройство для отверждения литейных форм и стержней

Номер патента: 1496907
Опубликовано: 30.07.1989
МПК: B22C 9/12
Метки: литейных, отверждения, стержней, форм
...пористости до403. На пористой прокладке 3 со стороны смеси нанесено полимерное покрытие 6, например, методом плазмохимической полимеризации или напылениемвакууме, имеющее толщину 201000 А. Принцип пропускания газачерез полимерное покрытие б основан 25на разности парциальных давлений газа по обе его стороны. Например,скорость пропускания асимметричногополивинилтриметилсиланового покрытия2для газа БО составляет 1200 л/м чх 30атм, а для газа СО 1400 л/мчатм.Полость 4 стержневого ящика 1 черезвентиль 7 посредством трубопровода8 связана с газовой емкостью 9 и через газовый вентиль 10 посредством З 5трубопровода 11 с вакуум-насосом 12.Устройство работает следующимобразом. Полость 5 стержневого ящика 1 за полняют смесью и уплотняют любым...
Способ изготовления стержней

Номер патента: 1503977
Опубликовано: 30.08.1989
Авторы: Валюгина, Крыгир, Миненко, Сухарчук
МПК: B22C 9/12
Метки: стержней
...затем производятобработку заформованного стержня электрическим напряжением 230-270 В втечение 90-180 с, подводя к электроду положительный, а к стержневомуящику отрицательный полюсы источникатока. Способ обеспечивает высокое качество поверхности стержня и экономию водорастворимого связующего.1 табл. натриевое жидкое стекло, количествокоторого, на 257 меньше, чем преду -смотрено технологией) и затем готовыйстержень удаляют из ящика.П р и м е р 2, На изготовленныйв стержневом ящике стержень наносятогнеупорное токопроводяин.е покрытие,например, на основе графита, котороесоединяют с отрицательным полюсомисточника тока, На центра.нежный элекФормула изобретения Твердость ГазопрониВыбиваемостьстержня Способ Режим обра- ботки поверх-...
Суспензия для изготовления оболочковых форм по выплавляемым моделям
Номер патента: 1507510
Опубликовано: 15.09.1989
Авторы: Акарцев, Антипенко, Березин, Вавинская, Клемчук, Конотопов, Левантовский, Луцик, Москаленко, Перепеляк, Субаткевич, Тимохина, Ярошенко
МПК: B22C 9/00, B22C 9/12
Метки: выплавляемым, моделям, оболочковых, суспензия, форм
...лотностью 1,45 г/см для обеспечения выоболочковых форм.3 1507510 Серную кислоту применяют в виде добавки, снижающей гигроскопичность суспензии.Плотность кислоты 1,84 г/см, В качестве добавки, позволяющей интенсифицировать процесс сушки суспензии, используют алюминиево-калиевые квасцы согласно ГОСТ 15028-77При взаимодействии с жидким стеклом образуются люмосиликатные новообразо вания, которые связывают воду, вслед" ствие чего интенсифицируется процесс сушки суспензииАПриготовление суспензии осуществляют следующим образом,В смеситель заливают 1/2 ч. воды,после чего добавляют серную кислоту,алюмохромфосфатное или алюмоборфосфатное связующее, квасцы и 2/3 количества пыпевидного кварца. Все компоненты суспензии перемешивают в...