Способ отверждения уплотненной литейной формы газом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1276428
Автор: Сварика



Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКРЕСПУБЛИК И 9) И 1 7 4 22 С 9/ Я ЕТ твердениюизобретенити отвержд поломтем,союзногонститутаитейнойлитейног то от форм елемтеино верд жени противопол т снаодаюти этом произвкоторую формы, одят с стороны ачи гана проние и меняю вторую роны мо ит улуч устране про результа ства лит ение к ия пер и поа счетом-отв дителем ей формь дуваломки еси. ысту х ча2 и ротяжке модел ГОСУДАРСТВЕННЫИ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ПИСАНИЕ ИЗОБ ВТОРСКОМУ СВИДЕТЕЛЬСТ(54) СПОСОБ ОТВЕРЖДЕНИЯ УПЛОТНЕННОЙЛИТЕЙНОЙ ФОРМЫ ГАЗОМ(57) Изобретение относится к литейному производству и может быть исползовано при изготовлении форм из холоднотвердеющих смесей, способных к воздействием газа. Цел- повышение равномерноия формы и устранениеастей, Цель достигаетсерждение уплотненной лосуществляют газом-от ри одновременном прилоа к форме со стороны,ной подаче гаэа-отверди теля. Продувку формы чала половиной газа, со стороны контрлада вакуумирование произв модели, Затем направл за и вакуумирование и тивоположное, так что ну газа подают со сто510 15 20 25 30 35 40 45 50 Изобретение относится к литейному производству и может быть использовано при изготовлении массивныхформ иэ холоднотвердеющих смесей(ХТС), способных к твердению под воздействием газа, например СО, БОи др.Цель изобретения - повышение равномерности отверждения Формы и устранение поломки выступающих ее частейпри извлечении модели.На Фиг,1 и Фиг,2 представлена последовательность проводимых операцийи устройство для его осуществлениясоответственно,Вначале отверждения гаэ-отвердитель подают в камеру 1, соединеннуюс контрладом опоки (Фиг.1), а нижнюю камеру 2, соединенную с полостьюмодельной плиты, сообщают с вакуммной системой. При этом газ-отвердитель Фильтруется через форму 3 в на -правлении модельной плиты 4, Неизрасходованный гаэ-отвердитель удаляетсячерез венты 5 модельной плиты в вакуумную систему.Затем перед извлечением модели,когда смесь приобретает пластическоесостояние, кранами 6 и 7 (фиг.2) изменяют направление Фильтрации газаотвердителя на противоположное направлению извлечения модели и доотверждают форму, сообщив с вакуумнойсистемой камеру 1.Такой способ отверждения исключаетпереотверждение и разупрочнение формы со стороны контрлада, так как приизменении направления продувки формычерез поверхность контрлада и рабочей части формы поступает примернотолько по половине объема газа отвердителя, необходимого для отверждениявсей формы,Кроме того, изменение направленияФильтрации газа-отвердителя на противоположное направлению извлечения модели устраняет присасывание болванаи его обрушение и позволяет доотверждать форму, подавая газ-отвердительв пространство между моделью и ее отпечатком в форме, что также повышаетравномерность отверждения формы,Потребное количество газа отвердителя устанавливается опытным путем и составляет, как правило, 1-37. от массы смеси в зависимости от количества связующего в ХТС.Продолжительность отверждения формы задается технологическим процессом (циклом автоматической или поточной линии). Зная потребность в газе и продолжительность отверждения, ус - танавтивают расход газа, Разделение общего количества газа, необходимого для отверждения формы со стороны контрлада и со стороны модели, может производиться автоматически по заранее установленной программе,Вакуум используется для ускорения фильтрации газа-отвердителя через толщу смеси в форме, имеющей высоту более 300 мм.Величина перепада по высоте опоки осуществляется таким образом, чтобы скорость фильтрации газа не превышала 1,2 см/с.Поступление газа регулируется редуктором и контролируется по расходометру.Способ отверждения по изобретению позволит улучшить качество отливок за счет ликвидации переотверждения Фор - 1 мы газом, что приводит к разоупрочнению формы и повышению ее осыпаемости, а также за счет устранения поломки массивных частей Формы во времяпротяжки модели. Формула изобретения Способ отверждения уплотненной литейной Формы газом, включающий продувку ее газом-отвердителем при одновременном приложении вакуума к форме со стороны, противоположной подаче газа-отвердителя, о т л и ч а ю - щ и й с я тем, что, с целью повыше - ния равномерности отверждения формы и устранения поломок ее частей, продувку формы осуществляют поочередно с двух сторон: сначала 507. газа подают со стороны контрлада формы, а затем перед извлечением модели направление фильтрации газа изменяют на противоположное направлению извлечения модели и оставшиеся 503 газа подают со стороны модели.1276428 Аю ум оставитель В, Решетовехред И.Ходанич Коррект Бут Ре ор А. нич сно акаэ Проектная, 4 1 роиэводственно-полиграфическое предприятие, г, Ужго 15/8 Тираж 757НИИИИ Государственного комипо делам изобретений и от035, Москва, Ж, Раушска ета СССРытийнаб д.
СмотретьЗаявка
3887970, 22.04.1985
ХАРЬКОВСКИЙ ФИЛИАЛ ВСЕСОЮЗНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА ЛИТЕЙНОГО МАШИНОСТРОЕНИЯ, ЛИТЕЙНОЙ ТЕХНОЛОГИИ И АВТОМАТИЗАЦИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
СВАРИКА АНАТОЛИЙ АНАТОЛЬЕВИЧ
МПК / Метки
МПК: B22C 9/12
Метки: газом, литейной, отверждения, уплотненной, формы
Опубликовано: 15.12.1986
Код ссылки
<a href="https://patents.su/3-1276428-sposob-otverzhdeniya-uplotnennojj-litejjnojj-formy-gazom.html" target="_blank" rel="follow" title="База патентов СССР">Способ отверждения уплотненной литейной формы газом</a>
Способ отверждения оболочковых форм, получаемых по выплавляемым моделям методом электрофореза
Номер патента: 984635
Опубликовано: 30.12.1982
Авторы: Бреслер, Канский, Ларионов, Лопашова, Некрасов, Рыжков, Сыч
МПК: B22C 9/12
Метки: выплавляемым, методом, моделям, оболочковых, отверждения, получаемых, форм, электрофореза
...токов высокойчастоты с напряженностью поля в воздушном зазоре рабочего конденсатора 1,0 кВ/смпри частоте 5,28 или 13,56 мГц по симметричному осцидлируюшему режиму споследующим охлаждением обод очковых.форм потоком холодного воздуха до температуры на 5-7 С ниже температурйразмягчения моделей в течение 3-5 минс количеством повторяющихся циклов нагрева и охлаждения 8-10,П р и м е р. Изготавливают оболочковые формы серийных деталей по технологии электрофоретического формообразования из грубодисперсной корундовой сус 5 4пензии в следующем порядке. На модельные блоки наносят 1 слой облицовочногоэтидсиликатного огнеупорного покрытия,затем токопроводный слой на основе кальцийалюмохромфосфатного связующего,после чего модельные блоки помещают...
Смесь для изготовления оболочковых форм, получаемых по постоянным моделям, и способ ее получения методом горячего плакирования

Номер патента: 507390
Опубликовано: 25.03.1976
Авторы: Бузина, Газин, Гостищев, Зыков, Комков, Литваковский, Лихачев, Нестеров
МПК: B22C 1/00
Метки: горячего, методом, моделям, оболочковых, плакирования, получаемых, постоянным, смесь, форм
...-40% -ного водного раствора уротропи.на, стеарата кальция с Рчоследуюшим пере.мешиванием, воздушным охлаждением, измельчением и просеивянием смеси, впередвведением кальция в смесь из О неу 1 юногнаполнителя и фенолформальдегидной поволачной смолы притемчературе смсси 90=130 Сдобавляют 30-40" -ный раствор уротропина с предварительно введенным в указан-.ньей раствор 9,5 щ%1 "ным Боднь)м ряст,.вором сополимеря винилового спирта с солями ненасыщенных кярбоновых кислот -"Винакрил".Способ состоит в следующем,В нагретый песок (например, до 135 С,добавляют фенолформальдегидную новолачную смолу и смесь перемешивают 50 сек,эатем добавляют отвердитель ,воднь)й раствор уротропина) с предварительно введен-.ной в него упрочняющей добавкой (вод...
Способ подготовки керамических форм, получаемых по выплавляемым моделям под прокалку и заливку

Номер патента: 967667
Опубликовано: 23.10.1982
МПК: B22C 9/04
Метки: выплавляемым, заливку, керамических, моделям, подготовки, получаемых, прокалку, форм
...Меет размер 3040 мм.Благодаря малой удельной плотности наполнителя в оноке уменьша"ется время прокалки подготовленных 15оболочек, что влияет на повышениепроизводительности прокалочногооборудования, результатом чего являетсясокращение потребности в этомоборудовании. 20Благодаря высокой газопроницаемости используемого наполнителя снижается брак литья по газовым раковинам, неэаливам и другим дефектам.П р и м е р. Проводится подготов",25ка под прокалку и заливку серийныхформ, получаемых по выплавляемым мо.делям, для изготовления в них отливок гарнитуры дисковых мельниц раэвесом от 3,5 до 27 кг). В качественаполнителя используются отходылитейного производства - бой керамики, основная масса которого имеетразмер частиц 30-40 мм. На...
Суспензия для изготовления литейных форм, получаемых по выплавляемым моделям

Номер патента: 876251
Опубликовано: 30.10.1981
Авторы: Малашонок, Назаренко, Носалевич, Симановский, Шевченко
МПК: B22C 1/06
Метки: выплавляемым, литейных, моделям, получаемых, суспензия, форм
...растворителем, используемым для придания необходимой ЗО вязкости, могут быть спирты, фурфурол, ацетон и т.д.Кислотным отвердителем, необходимым для отверждения связующего, могут быть сульфокислоты.35 1 4При термодеструкции смолы образуются макрорадикалы углерода, активно взаимодействующие с дисперсным алюминием, имеющим высокую активную поверхность, с образованием полукарбидов и карбидов.Образование карбидов сопровождается увеличением объема, которое можно определить по формуле:Ч,айда - Нд 04 СЗч + дд50,26 - 61,50 100 = 22,5 Ж50,26Таким образом, увеличение объема при образовании карбидов компенсирует усадку, происходящую при карбонизации смолы, что приводит к уменьшению усадки форм. Образовавшиеся карбиды алюминия имеют...
Способ сушки форм, получаемых по выплавляемым моделям
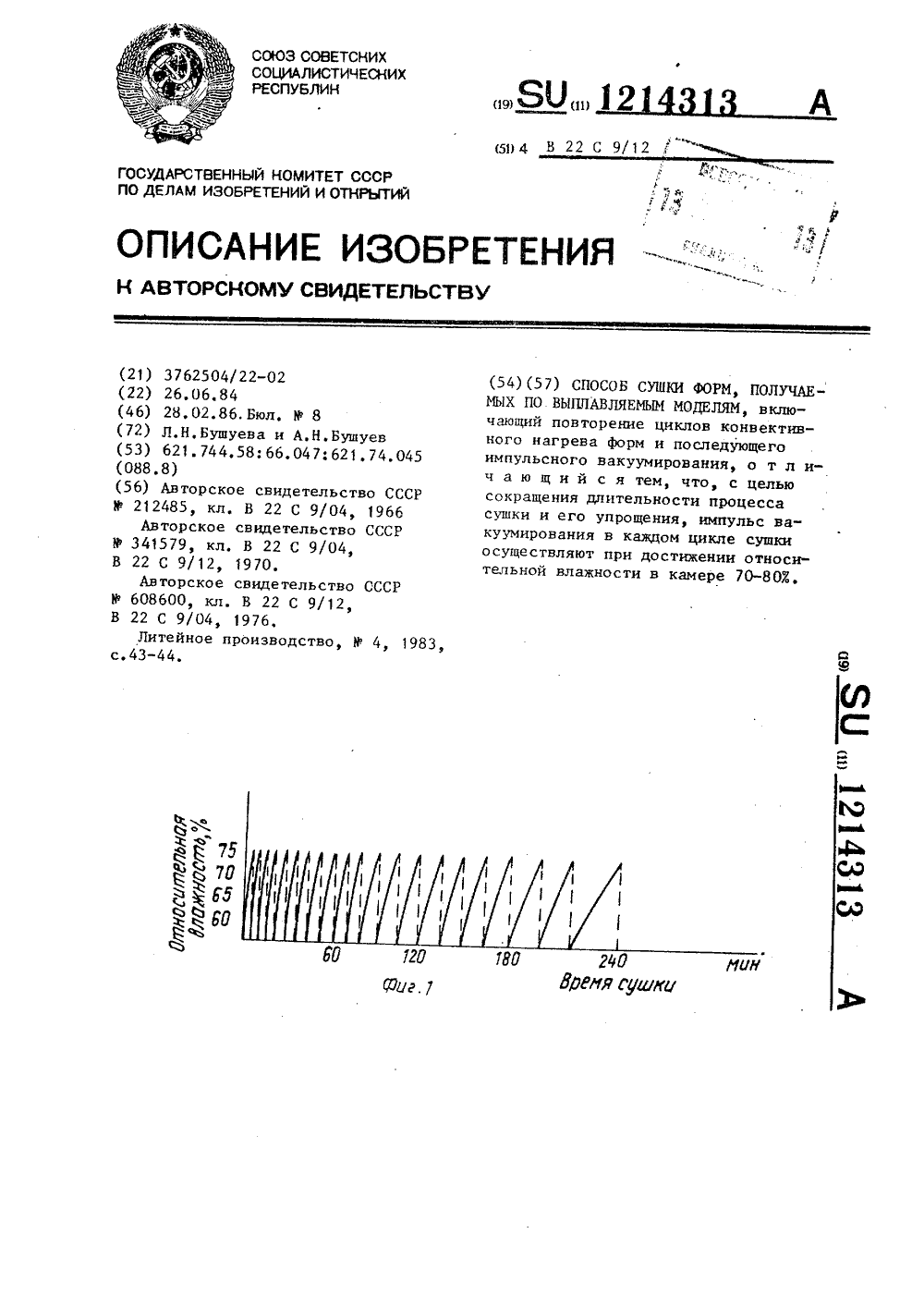
Номер патента: 1214313
Опубликовано: 28.02.1986
МПК: B22C 9/12
Метки: выплавляемым, моделям, получаемых, сушки, форм
...на фиг,1,из которого следует, что по мере высушивания форм, время, необходимоедля достижения в камере относительной влажности 75%, возрастает. Поэтому длительность периода конвективного нагрева переменна - увеличивается от,цикла к циклу, Общая продолжительность процесса сушки составляет 250 мин.П р и м е р ы 2-5. Сушка формвыполняется способом, аналогичнымпримеру 1, но выбраны другие значения относительной влажности в камере, при которых заканчивается период конвективной сушки, Значения влажнос. ти, а также общая длительность процесса сушки приведены в таблице, П Общая рим р35 Влажность в камере вконце конвективногопериода сушки, % продолжительность сушки,мин75 250 275 80 285 325 360 85 4313 2П р и м е р 6, (Прототип). Формыпосле...
Предыдущий патент: Оснастка для изготовления литейных форм методом вакуумной формовки
Следующий патент: Формовочная машина для изготовления нижних полуформ
Случайный патент: Способ изготовления металлокерамических пористых изделий