Архив за 1987 год
Зубообрабатывающий станок

Номер патента: 1348094
Опубликовано: 30.10.1987
Автор: Федукин
МПК: B23F 5/00
Метки: зубообрабатывающий, станок
...счет сокращения кинематической цепи обката.На фиг.1 представлен фрагмент зубообрабатывающего станка с механизмом обката; на фиг,2 - вид А на фиг.1.В эубообрабатывающем станке на люльке 1, которая установлена с возможностью вращения вокруг своей оси, укреплен кронштейн 2, несущий кони. ческий сегмент 3. Последний установлен с возможностью поворота относительно оси 4, которая размещена перпендикулярно плоскости стола 5 в момент замены изделия 6 . (конического зубчатого колеса). На боковой поверхности сегмента закреплены одни концы лент 7 и 8. Вместо обкатных лент могут быть использованы, например, цепи, другие гибкие элементы, Вторые концы лент закреплены на торцовой поверхности люльки 1, Конический сегмент через механизм 9 деления...
Зубодолбежный станок

Номер патента: 1348095
Опубликовано: 30.10.1987
Авторы: Терентьев, Терентьева, Трофимов
МПК: B23F 5/12
Метки: зубодолбежный, станок
...Вал 7 с конусом 458 и ползуном 14 представляют собойвариатор фрикционного типа с промежуточным звеном, выполненным в видереек 17 и 20, опор 12 и реечногоколеса 18.Механизм работает следующим образом,Основание 4 стола в процессе касательного вреэания долбяка 22 (фиг.1)перемещается при помощи гидроцилиндра 23 по продольным направляющимстанины 24 (движение П). Реечноеколесо 18, перекатываясь по неподвижно закрепленной на станине рейке 95220 (движение В ), перемещают рейку 17 и соответственно ползун 14 (движение Пв 1. Ползун 14, перемещаясь на направляющих 13, за счет сил трения, создаваемых собственным весом и усилием подпружиненных упоров 16, воздействующих на опоры 12, вращает фрикционный конус 8 (движение Вв). Далее через коническую...
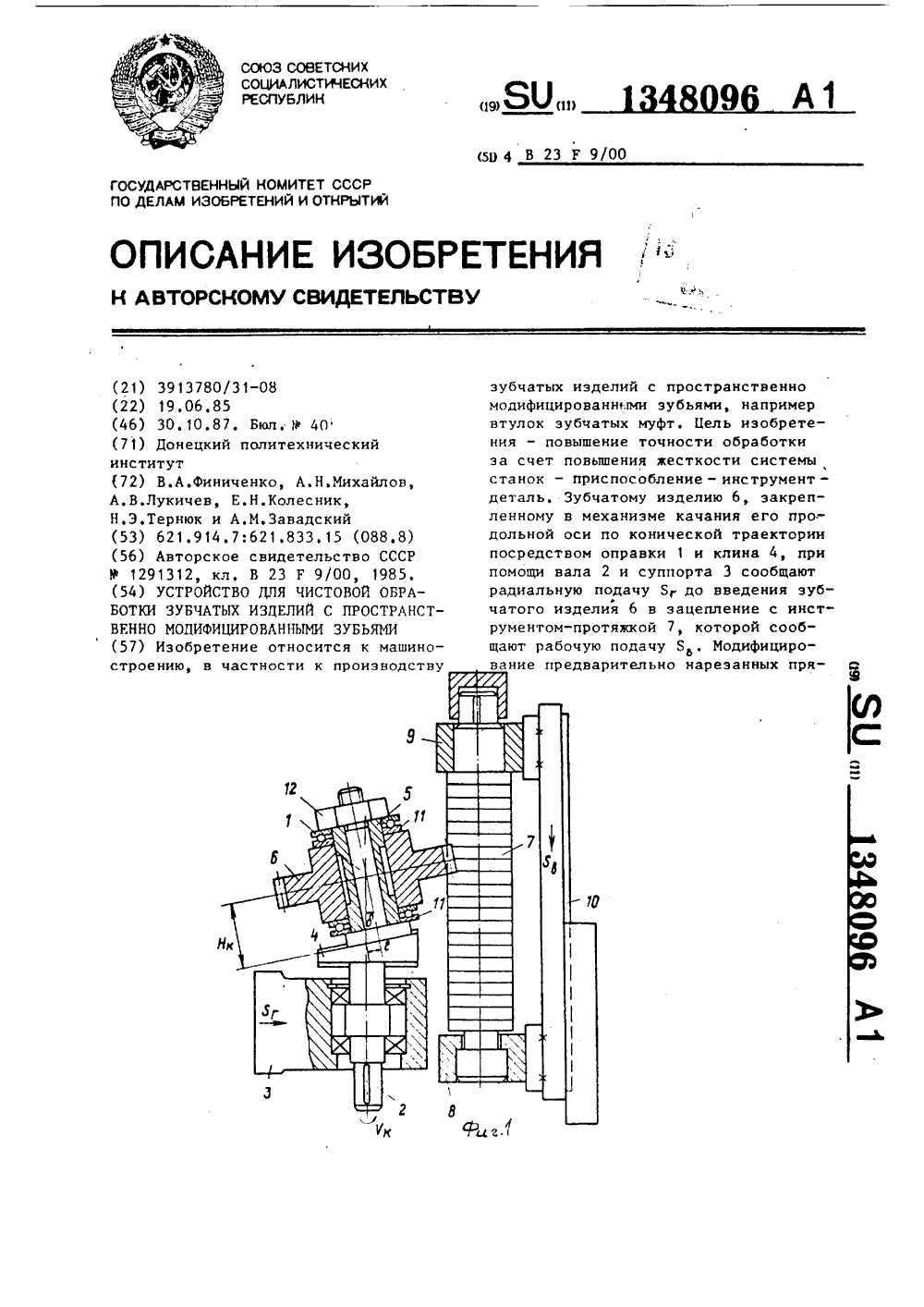
Устройство для чистовой обработки зубчатых изделий с пространственно модифицированными зубьями
Номер патента: 1348096
Опубликовано: 30.10.1987
Авторы: Завадский, Колесник, Лукичев, Михайлов, Тернюк, Финиченко
МПК: B23F 9/00
Метки: зубчатых, зубьями, модифицированными, пространственно, чистовой
.... - протяжкой 7, запе пленной межлу двумя балкакти - переднейВ и заднс и 9 которы крепятся цавертикальных салазках 10, При этомизделие 6 размеп;ецо на втулке 5 вупорцых подпптпциках ,1 прц помопцгаек 12, а оправка 1 закреплена нпазу клина ч с эксцентриситетом относительно осц вала 2 прц томоптисменных угаров 13, прикт;еплсццых кклицу ч винтатц 1,размещается, зубчатое изделие 6, закрепленное гайками 12, Обрабатывающийинструмент 7 закреплен в передней 8и эадттеи 9 бабках, размещенных навертикальных салазках О, и соединенс захватом,Зубчатому иэделию 6, закрепленному в механизме качания его гродольнойоси по конической траектории посред 10ством оправки 1 и клина ч при помотгт 1 вала 2 и суппорта 3, сообщаютрадиальную подачу Ч до введения...
Способ нарезания зубчатых изделий с продольной модификацией зуба

Номер патента: 1348097
Опубликовано: 30.10.1987
Авторы: Гутенберг, Лукичев, Робер, Толока, Уткин, Финиченко, Чернышев
МПК: B23F 9/00
Метки: зуба, зубчатых, модификацией, нарезания, продольной
...устройства, вызванных дополнительной радиальной подачей и изменением межцентрового расстояния (по профилю копира). Таким образом результирующая радиальная подача определяется по формуле -8 :8 + сР" "аВключаемая радиальная подача 8 превьппает по своей величине максимальное значение переменной радиальной подачи 8 и поэтому является доминирующей для привода следящего устройства. В результате подача Б, является постояной по направлению (противоположно направлена Б ) и пеа ременной по величине, а следовательно, двигатель работает без реверса, что позволяет существенно (на 20-307) повысить точность профиля зуба и сократить время на ремонт двигателя (так как поломки его случаются реже),П р и м е р .Рассмотрим нареэание зубчатых втулок...
Устройство к зуборезному станку для обработки зубчатых колес

Номер патента: 1348098
Опубликовано: 30.10.1987
Авторы: Малков, Прохоров, Прохорова
МПК: B23F 17/00
Метки: зуборезному, зубчатых, колес, станку
...промежуточное зубчатое колесо 14 с неподвижной осью и установленным наэтой оси кулачком 15 с коромыслом16, жестко связанным с водилом 17блока сателлитов 12, В корпусе 1устройства размещен также механизм вэменения амплитуды перемещения штока, выполненный в виде управляющегочервяка 18, эацепляющегося с червячным колесом 19, на оси которого установлен кривошип 20 переменногорадиуса с полэуном 21 на конце, расположенным в кулисе 7, Механизм вращения шпинделя через приводной червяк 6 связан с управляющим червяком18 механизма изменения амплитудыдополнительной кинематической цепью1348098 ВНИИПИ Заказ 5149/1,2 Тираж 969 Подписное Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4 жашей муфту 22 включения. Промежуточное колесо установлено...
Цилиндрическая спироидная фреза

Номер патента: 1348099
Опубликовано: 30.10.1987
Автор: Кунивер
МПК: B23F 21/16
Метки: спироидная, фреза, цилиндрическая
...параллельной оси этого колеса и отстоящей от нее на расстоянии,равном межосевому расстоянию в зацеплении данных колеса и фрезы; о;величина отвода образующей дуги окружности радиуса Ко ог соприкасающейся с ней прямой, параллельнойоси фреэы, заданная на расстоянии0,5 Ь от точки касания указанныхдуги и прямой и равная 0,25 - 0,16и О, 15 - О, 1 мм при делительном углеф профиля правой боковой режущейкромок зуба фрезы, равном соответственно 8 - 12 и 13 - 18Циаметр общей горловой окружностиделительных поверхностей фреэы равендиаметру делительного цилиндра известной цилиндрической спироиднойфреэы, используемой для нареэанияспироидных колес с зубьями, не имею 480992щими продольной модификации боковыхповерхностей. Боковые производящиеповерхности...
Способ стабилизации передаточного отношения кинематической цепи

Номер патента: 1348100
Опубликовано: 30.10.1987
МПК: B23F 23/10
Метки: кинематической, отношения, передаточного, стабилизации, цепи
...электропривод, коробку передач для грубой настройки цепи деления на количество зубьев обрабатываемого колеса и автоматически переключаемый зубчатый перебор на дваположения, например электромагнит,(не показаны).Между электромагнитом приводаи выходом узла 10 измерения кинематической погрешности встроена система релейного управления, содержащаяпоследовательно соединенные пороговое устройство 11 и релейцый элемент 12,Стабилизацию передаточного отношения осуществляют следующим образом.В узел 10 измерения кинематическойпогрешности вводят заданное (необходимое для обработки определенноговида зубчатого колеса) значение пе 1редаточцого отношенияг задгде г - число зубьев колеса, а впороговое устройство 11 -два предельцых значения...
Способ изготовления резьбового изделия

Номер патента: 1348101
Опубликовано: 30.10.1987
Авторы: Кесельман, Кондратьев, Мясковский, Неструев
МПК: B23G 1/00, F16B 31/00
Метки: изделия, резьбового
...шагом.В результате такого тепловоговоздействия различные участки деталиимеют неодинаковое относительноетепловое удлинение как в радиальном,так и в осевом направлениях. Наружный диаметр 1 детали в прогретом состоянии становится коническим (2).Кроме того, деталь становится удлиненной в осевом направлении. Еслипри таком удлинении неравномернонагретой детали нарезать резьбу 3постоянным шагом, то после снятиятепловой нагрузки и остывания деталидо температуры, при которой она вдальнейшем будет работать, отдельныеее участки неодинаково уживаются.В результате этого на тех участках,которые имели в момент нарезаниярезьбы более высокую температуру,шаг резьбы меньше, а на участкахс более низкой в момент нарезаниятемпературой - больше. После...
Способ электрообработки

Номер патента: 1348102
Опубликовано: 30.10.1987
Авторы: Белов, Каневский, Назаров, Чахмахчев
МПК: B23H 1/08
Метки: электрообработки
...а следовательно, улучшаетее свойства и увеличивает срок ее.бессменной эксплуатации. Практически полностью устраняется опасность возгорания горючих компонентов смеси, поскольку вода препятствует испарению керосина и тетрафторлибромэтана и обраэовацию опасных концентраций паров в воздухе. Устрацецие испарения керосина и тетрафтордибромэтаца предотвращает загрязнение окружающей среды и существенно улучшает санитарное состояние рабочего места,Слой воды является также радиатором, улучшающим охлаждение среды, а также фильтром для образующихся в процессе эрозии газон.Применение тетрафтордибромэтана позволяет уменьшить вязкость его смеси с керосином, что ведет к увеличению производительности процесса вследствие улучшения эвакуации продуктов...
Устройство для лужения и пайки

Номер патента: 1348103
Опубликовано: 30.10.1987
Авторы: Гурч, Кондратьев, Куришко
МПК: B23K 3/06
...питателя, создавая за счет гидростатическога давления столба жидкогоприпая на наружной поверхности питателя избыточное давление.На внутренней поверхности питателяблагодаря наличию зазора между питателем и платой, входящего в полостьнасадки, сохраняется атмосферное давление. Между поверхностями питателяустанавливается разность давлений,равная гидростатическому давлению жидкого припоя. В результате припой вдавливается в отверстия 3 питателя, вытесняя через указанный зазор в полость насадки падавшую в отверстиязащитную жидкость 10, смачивает контактные площадки платы и полностьюзаполняет указанные отверстия. Защитная жидкость свободно выдавдивается через зазор, так как обладает малой вязкостью, и хорошо смачивает материал платы и питателя,...
Устройство для дистанционного управления сварочным током

Номер патента: 1348104
Опубликовано: 30.10.1987
Авторы: Бояркин, Гузуев, Кочкин, Кузнецов, Павлов, Соловьев, Яворский
МПК: B23K 9/10
Метки: дистанционного, сварочным, током
...напряжения, состоящий из комплексных сопротивлений К 2 и КЗ;Сопротивление представляет собойрезонансный полосовой фильтр с последовательно включенным конденсатором 15С, обеспечивающим задержку постояннойсоставляющей и гармонических составляющих сварочного тока, и являетсячастью фильтра и сопротивления К 1,обеспечивающего фиксированное падение 2 Онапряжения на сопротивлении К 2 прирезонансе,Колебательный контур состоит изпеременной емкости С и индуктивности1. и обеспечивает настройку частоты 25напряжения, выдаваемого генераторомкачающейся частоты,Сопротивление К 2 подсоединено ксварочным проводам, а сопротивлениеКЗ является измерительным, обеспечи- Зовающим защиту устройства от постоянной составляющей при сварке и холостом ходу, а...
Устройство питания для сварки

Номер патента: 1348105
Опубликовано: 30.10.1987
...модулятора 16 поступает сигнал, обеспечивающий на выходе последнего максимальные по длительности импульсы положительной полярности, обеспечивающие открытое состояние ключа 15, напряжение с обмотки 13 трансформатора 14 прикладывается через диод 11 и открытый ключ 15 к входной обмотке высокочастотного трансФорматора 3. На обмотке 4 высокочастотного трансформатора 3 появляется напряжение, которое может оказаться в большинстве случаев недостаточным для зажигания дуги. Высокочастотный трансформатор 3 выполнен на сердечнике с зазором или с большой величиной напряженности насыщения, поэтому при включенном ключе 15 в нем запасается значительная энергия. При исчезновении напряжения на выходе инвертора (в момент начала паузы) на...
Способ автоматического управления процессом сварки и устройство для его осуществления

Номер патента: 1348106
Опубликовано: 30.10.1987
МПК: B23K 9/10
...соединенные задатчик 2 напряжения дуги,сумматор 3, привод ч вертикальногоперемещения электрода, датчик 5 скорости вертикального перемещения электрода, сумматор 6, компаратортриггер 8, элемент 9 задержки и привод 10 поперечного перемещения электрода, а также задатчик 11 смещения,подключенный к второму входу сумматора 6 напряжения на входе, Триггер 8 -счетный, изменяет свое состояние поположительному перепаду потенциалана входе и имеет схему самоустановкив исходное нулевое состояние на выходе при включении питания. Задатчик11 смещения выполнен в виде источника ь 10 15 20 2530 35 регулируемого напряжения, Устройство работает следующим об 40 45 50 55 разом.В исходном состоянии располагают электрод на одной из кромок разделки стыка,...
Способ обработки по круглому контуру и устройство для его осуществления

Номер патента: 1348107
Опубликовано: 30.10.1987
Авторы: Блинов, Световидов, Сергацкий, Шангин
МПК: B23K 9/10
...выходом блока 30 памяти и вторым выходом блока 11 программного управления, Второй вход шестогоэлемента И 35 является четвертым входом блока 11 программного управления,пятый выход блока 30 памяти являетсятретьим выходом блока 11 программногоуправления, первый вход второго элемента ИЛИ 36 подключен к выходу шестого элемента И 35, второй его входподключен к выходу пятого элемента И34, выход его подключен к входу счетчика 37 адреса, выход которого соединен с входом блока 30 памяти,Устройство работает следующим образом.В блоке 30 памяти содержится программа обработки изделия, Начальнаяустановка блока 11 программного управления производится по его пятомувходу оператором при включении устрэйства, При этом счетчик 37 адресасбрасывается по...
Устройство для адаптивного управления движением сварочной головки по стыку

Номер патента: 1348108
Опубликовано: 30.10.1987
МПК: B23K 9/10
Метки: адаптивного, головки, движением, сварочной, стыку
...точке Х У, определяю п щей точку начала сварки (по прямой со скоростью сварки Ч,). При приближении оси С к начальной точке Х Уо а автоматически зажигается осциллятором дуга, включается привод 7 вращения и сварочная головка начинает вращаться в одном направлении относительно оси С, пересекая разделку стыка в точках А , В, Вг, Аг. При вращении головкиотносительно осн С ее вертикальное положение регулируется следующим приводом 7. 2 посредством блока 1 АРНД,электрод при вращении головки эквидистантно копирует контур разделки стыка. Компаратор 4 в момент подъемаэлектрода в точках В Вг фиксируетпревышение скорости подъема электрода, измеряемой датчиком 3, над некоторой заданной (для сварки непланящимся электродом заданную скоростьподъема...
Способ определения положения сварного шва и устройство для его осуществления

Номер патента: 1348109
Опубликовано: 30.10.1987
МПК: B23K 9/10
Метки: положения, сварного, шва
...точки 33, в которой измерительный пуч 11 пересекает переднюю Фокальную плоскость 31 объектива 21, Согласно изобретению, чтобы получить оптимальную Фокусировку точек, расположенных на протяжении луча 11, линейный Фото- приемник 22 должен лежать луче 38.раз 39 кба". .: ц с; азата,цых1( те к у щх ) тч и.,з х а д ч ц;х с я м е ,ут яками 24 и 25 т.е.дизп;зоне из. ерецця рзсст яццг, ьр;т, руетсяоднозначно нз 1 инейцам отоприемцике22, 1 окусировзнцое расстояние 1, доштифа 17 дает л гка рззграцичимьй импуьс 40, соответствующий нулевомурадиус,-вектору 16, В оптическую систему да"чика мажет вхдить элемент суправлчемой снетогроцицземостью 41(например, затвор Ееррз), работающийс импудь ным излучателем 18,Примерная форма сигнала датчикара.стоция 10...
Способ дуговой сварки меди со сталью

Номер патента: 1348110
Опубликовано: 30.10.1987
МПК: B23K 9/16
Метки: дуговой, меди, сварки, сталью
...образом.На медной детали 1 (фиг.1) выполняют паз глубиной, равной толщинепромежуточной вставки 2, и шириной0,4 - 0,5 толщины медной детали, Собирают медную деталь 1 со стальнойдеталью 3 с установкой промежуточнойвставки 2. Вставку 2 устанавливаютдо упора с торцом паза в детали 1.Ширину вставки 2 выбирают равнойтолщине детали 1, Сварочную горелку4 смещают от торца медной детали 1на величину 0,3 - 0,4 ее толщины ипроизводят сварку с получением сварного шва 5 (фиг, 2). Промежуточнуювставку 2 изготавливают иэ медноникелевого сйлава с суммарным содержанием никеля и кобальта в пределах0,5 - 2 мас.7,П р и м е р. Сваривали фурмы длясталеплавильного и доменного производства толщиной 6 мм. Экспериментально установлено, что сварочныйэлектрод...
Устройство для автоматической сварки под флюсом в потолочном положении

Номер патента: 1348111
Опубликовано: 30.10.1987
МПК: B23K 37/06, B23K 9/18
Метки: автоматической, положении, потолочном, сварки, флюсом
...сварочная головка 14 с катушкой 15 электроднойпроволоки и мундштуком 16, черезкоторый подается электрод 17.На чашке 9 закреплено с Возможностью самоустанавливания формирующее приспособление 18. На каретке4 вертикального суппорта 3 закреплен дополнительный силовой привод 19(например, пневмоцилиндр), взаимодействующий с флюсобункером 8 черезшарнир 20.Устройство работает следующим образом,В начале сварки включается силовой привод 5, настроенный на сваркуданного изделия, который посредствомкаретки 4 вертикального суппорта 3,кронштейна 6 и оси 7 поджимает формирующее приспособление 18 к свариваемому стыку до тех пор, пока второекопирное колесо 12 не соприкоснетсяс наружной поверхностью свариваемогоизделия 21,Включается также...
Устройство для автоматической сварки под флюсом в потолочном положении

Номер патента: 1348112
Опубликовано: 30.10.1987
Авторы: Варенчук, Ковалев, Чвертко, Юров
МПК: B23K 37/06, B23K 9/18
Метки: автоматической, положении, потолочном, сварки, флюсом
...регулируемых копирныхэлемента 25,Наклонная площадка 23 снизу имеетжесткую поперечную полку 26, котораязаходит за поперечную перегородку 27,закрепленную на чашке 7.В основании чашки 7 под наклоннойплощадкой 23 (ца Фиг.1 слева от перегородки 27) выполнены сквозные отверстия 28 для просыпания Флюса, попавшего под наклонную площадку 23 в чашке 7. В районе расположения мундштука21 в двух вырезах 29 в боковых стенках чашки 7 закреплены поворотныепластины 30 при помощи шарниров 3 1,Положение пластин 30 регулируетсяупорами 32, закрепленными на стенкахчашки 7.Устройство работает следуюцим образом.В начале сварки включается пцевмопривод 18, который поджимает каретку 16 до тех пор, пока колеса 20, 5, 6, икопирные элементы 25 не соприкоснутсяс...
Электромагнитный привод машины для контактной стыковой сварки

Номер патента: 1348113
Опубликовано: 30.10.1987
Авторы: Дыскин, Исаев, Матвеев, Меркурьев, Федоров
МПК: B23K 11/04
Метки: контактной, привод, сварки, стыковой, электромагнитный
...имеющей пазы, и направляющего стержня 15, закрепленного нд корпусе-магнитопроводе 1, что позволяет регулировать величину Ьперемещения якоря 3 прц оплдвлении. В цепи 10 литания обмотки 2 электромагнита установлены два днтотрацсформа;орд (регулятора тока) 16 и 7. С помощью ромагнитная сила, направленная влево, сила пружины, направленная вправо, и сила, возчикдющая в результате разрежения, получающегося в полости, образовдцной крышкой 7, торцом якоря 3 и цапрдвляющей 4, направленная также вправо, Причем последняя зависит от скорости перемещения якоря 3 и проходного сечения впускного отверстия 8. Ре улируя проходное сечение отверстия 8 винтом 9 и изменяя напряжение питания в цепи обмотки 2 электромагнита, можно подобрать оптимальную...
Способ обработки сварного шва при получении подката для холоднокатаных листов

Номер патента: 1348114
Опубликовано: 30.10.1987
Авторы: Бойков, Девятко, Качайлов, Квашук, Килиевич, Тригуб
МПК: B23K 11/04
Метки: листов, подката, получении, сварного, холоднокатаных, шва
...вершине;ширина полосы; Велич ирают с олосы абочей рименяе о формуа= где ьь расчета толщины шва на ступеньке у основания шва;толщина заднего конца предыдущей полосы 1 у основадлина и-й ступеньки;длина очага деформации сучетом сплющивания;угол при вершине1, - длина дуги контакта рабочего валка с металлом с уч- том сплющивани в и-Й е.Длина сварного шва складывается из рассчитанных длин ступенек.Сварной шов во время снятия грата и изготовления ступенек имеет теми- оратуру около 100 С. При дальнейшем охлаждении во время трацспортировк 1 г металл шва остывает и в нем, а следовательно, и на ступеньках, возникают внутренние сжимающие ггапряжг ния, что препятствует образованию трещин в углах ступенек. Таким образом, остьиание металла в месте...
Устройство для контактной роликовой сварки тонкостенных обечаек

Номер патента: 1348115
Опубликовано: 30.10.1987
Авторы: Акопян, Париенко, Рыбалка, Семочкин
МПК: B23K 11/06, B23K 11/36
Метки: контактной, обечаек, роликовой, сварки, тонкостенных
...контргайку 10 и несколько выворачивают палец 6, Вворачиванием винта 9 перемещают ползушку 8,которая, взаимодействуя своим пазом7 с пальцем 6, поворачивает вокругоси 3 резцедержатель 2 с резцом 1,углубляя режущую кромку резца в телорабочей поверхности роликового электрода 14. После осуществления настройки устройства затягивают палец 6,а винт 9 контрят гайкой 10.50 Величина шага резьбы винта 9 и угол наклона паза 7 определяют передаточное число между перемещением подачей режущей кромки резца и поворотом головки винта 9, т.е. определяют цену деления насечки головки винта 9, соответствующую величине снимаемой стружки в мм. Цена одного деления насечки головки винта 9 тем меньше, чем меньше шаг резьбы винта и угол наклона паза...
Комплекс для многоточечной контактной сварки

Номер патента: 1348116
Опубликовано: 30.10.1987
Авторы: Бортняков, Бухтин, Курбатов, Песляк, Солодовников, Филиппович, Шереверов
МПК: B23K 11/10
Метки: комплекс, контактной, многоточечной, сварки
...установки головок 3 и столд 2 в исходное положение испол 1 уется О специальная программа, Если опо иэ устройств на данной маппше ндхспитс в исходном положении, то блок 7 сигнализирует об этом прог рдлмц лу устройству 8, которое череэ блок 5 сцц- г, мает сигнал рагрешения с входа соответствующего устройств;Включеггя. На другой машине процесс. ус дцонки одноименного устройства родо.тжается, тдк как с него сигндл разрешения це пс э оляет отключать лдщину по сигналу ус троис тва управ пения .Чрсллдгдемос. включение (с дополните.п цым нходс.и) решает укаэаннуюэдд;ссу.Замыкание переключателя такжеПРИВсДЦт К ПОДаЧЕ СИГЦДЛД На ВХОДЫпрограммного устройства 8 и инверторд. Инвсртор имеет один вход иодин выход (фиг.З), которьш соединенс одним из...
Машина для контактной точечной сварки арматурных сеток

Номер патента: 1348117
Опубликовано: 30.10.1987
МПК: B23K 11/10
Метки: арматурных, контактной, сварки, сеток, точечной
...ного стержня 22 сетка 23 сдвигается на шаг влево (показано стрелкой). В это время включается силовой цилиндр 7, который через шарнир 13 поворачивает двуплечий рычаг 12. При повороте рычага 12 опускается фиксирующая собачка 9, которая соединена через шарнир 1 с рычагом 12, В то же время срабатывает силовой цилиндр 16 и звено 17, имеющее выемку 18, движется по изогнутому пазу 19 вверх. Фиксирующая собачка 9 входит в зацепление со звеном 17. Продольный стержень сетки 23 остается между фиксирующей собачкой 9 и звеном 7. Происходит зажим продольного стержня сетки 23 и образование верхнего выгиба фиксатора 20. В зто время вращение рычага 12 продолжаетсяи качающийся рычаг 8, имеющий палец 15, движущийся в прорези 14 рычага 12, опускает...
Способ автоматического регулирования процесса высокочастотной сварки труб

Номер патента: 1348118
Опубликовано: 30.10.1987
Авторы: Акимова, Желтухин, Качанов, Романов, Стрельников
МПК: B23K 13/00
Метки: высокочастотной, процесса, сварки, труб
...трубную заготовку валков. Указанные возмущения влияют на протекание процесса сварки, сказываясь прежде всего на основных геометрических размерах электромагнитной системы, к которым относятся длина и угол схождения свариваемых кромок. В результате изменения гео1 Л 8118 метрических размерок трубной эаготово ки ее электрическое сопротивление также изменяется, что, в свою очередь, сказывается на напрлжении ис( точника питания. Амплитуда иэмецеццл напряжения источника питания эависчгт от степени отклонения перечисленных параметров от заданных, а частота их изменения не превышает 1 О Гц, что 10 обусловлено причинами их возникновения.Наличие интенсивного оплавления свариваемых кромок в точке цх схождения, а также воздействие электро...
Способ сварки трением через промежуточную прослойку

Номер патента: 1348119
Опубликовано: 30.10.1987
Авторы: Лещинский, Макаренко, Миргород, Симонов, Станиславский, Черненко, Шемпер
МПК: B23K 20/12
Метки: промежуточную, прослойку, сварки, трением
...режима сварки и конечной толщины промежуточно й и рос слойк и.1 елесообразно включить проконку с временной задержкой длительностью до 1,2 с после начала снижения скорости пластической деформации,Величина 1,2 с определена экспериментально, и ее превьяяение приводит к полному выдавливанию прослойки в грат. В этом случае если материалы заготовок не сядриваются друг с другом, сварное соединение не образуется.П р и м е р. Производили сварку трением стали 40 Х с днтифрикционной бронзой Бр 012 через промежуточную прослойку из меди М 1. Диаметры сваринаемых заготовок 25 мм. Сначала сваривали заготовки из стали 40 Х и меди 11, Толщина о слоя меди, образовавшегося после механической обработки, составляла 5-6 мм. Режим, при котором...
Режущий инструмент для удаления грата

Номер патента: 1348120
Опубликовано: 30.10.1987
Авторы: Борецкий, Кучук-Яценко, Перун, Серафин, Солодовников, Стоцкий, Швец
МПК: B23K 31/06
Метки: грата, инструмент, режущий, удаления
...образом.В поддерживаемую трубоукладчикомили установленную на подкладке трубувставляют инструмент. В исходном положении режущего инструмента противлинии стыка должен находиться искрозащитный экран 5, режущие элементыдолжны быть удалены от места сваркина расстояние, обеспечивающее их теплозащиту в процессе разогрева труб,а искроотражатель 4 должен быть расположен между режущим инструментоми линией стыка. Затем через привариваемую трубу 14 пропускают тягу исоединяют с инструментом, На конецпривариваемой трубы 14 с помощью трубоукладчика устанавливают гидропривод 8. Для ускорения этой операциигидропривод снабжен направляющими 9и 10, имеющими захадные воронки. При установке гидраприводд тяга 1 рахадит через полый шток, которнй является...
Устройство для сборки и сварки кольцевых стыков обечаек

Номер патента: 1348121
Опубликовано: 30.10.1987
Авторы: Молчанов, Рякин, Чабан, Шалин
МПК: B23K 31/06, B23K 37/04
Метки: кольцевых, обечаек, сборки, сварки, стыков
...длясцарки, подаются на центрирующие элементы 43 и 44 до упора 46, Упор 46устанавливается на гильзе 25 так,чтобы эона сварного шва располагалась на формирующей канавке ролика44. С включением реверсивного привода 3 поворотная штанга 2, вращаясь,перемещает центрирующие элементы 43и 44 в радиальном направлении до упора во внутренние поверхности свариваемых деталей. Движение от поворотной штанги 2 передается через гайку12 и палец 15, а также через гайку13, шарики 23 и 20, втулку 18 и палец 15 обоймам 14, Обоймы 14, перемещаясь по паэам гильз 17, 25 и 29,приводят в движение рычажно-шарнирные системы 42, перемещая в радиальном направлении рычаги 41 с закрепленными на них упорами 43 и роликами44. При заданном усилии прижатия од1...
Флюс для сварки сплавов легких металлов в среде инертных газов

Номер патента: 1348122
Опубликовано: 30.10.1987
Авторы: Нестеров, Никитин, Райков, Ржанов
МПК: B23K 35/362
Метки: газов, инертных, легких, металлов, сварки, сплавов, среде, флюс
...механических свойств металла шва. Однако при содержании во флюсе свыше 7 мас.7 БсР наблюдается снижение пластических свойств металла шва, Это определяется наличием процесса укрупнениячастиц фазы БсА 1 э (свыше 0,153 скандия в металле).Применение флюса, в состав которого входит фторид скандия, приводит кснижению величины пористости, крометого, значительно снижается величина10 потенциального запаса газов в металле шва. Наличие такого эффекта связано с положительным влиянием скандияна увеличение предела растворимостиводорода в твердом растворе металла15 сварного шва.Наряду с уменьшением пористостиизменяются механические свойства металла шва. С увеличением содержанияфторида скандия во флюсе увеличивает 20 ся временное сопротивление...
Флюс для низкотемпературной пайки

Номер патента: 1348123
Опубликовано: 30.10.1987
Авторы: Вайнштейн, Гржимальский, Карповец, Полякова, Удальцова
МПК: B23K 35/363
Метки: низкотемпературной, пайки, флюс
...Исходя иэ этого диэтиламин солянокислый вводится в количестве, необходимом для обеспечения смачинания припоем паяемой поверхности, т.е.2,5 мас.7.Гидрохлорид алкацоламина НООН х х НС 1; НОСН ХН НС 1; НОСэН 61 Н х х НС 1 значительно увеличивает активность флюса, что вызывает улучшение растекания припоя. Кроме того, при нагреве в процессе пайки он разлагается с образованием окиси этилена (окиси бутилена) и аммиака, которые выполняют функцию защитной среды. Для окиси этилена характерна реак - ция присоединения, сопровождающаяся размыканием цикла, она легко присоединяет хлористый водород, образуя этиленхлоргидрин, Это обусловливает то, что окись этилена н процессе пайки снязынает образонавшиеся избытки хлористого водорода при...