Архив за 1987 год
Штамп последовательного действия

Номер патента: 1348034
Опубликовано: 30.10.1987
Авторы: Мурадов, Сокирянская
МПК: B21D 28/14, B21D 37/00
Метки: действия, последовательного, штамп
...с расположенными в нем ловителями.Штамп содержит верхнюю плиту 1, на которой расположены пуансоны 2 и 3 для пробивки, подпружиненные ловители 4 с коническими рабочими концами 5, жесткий ловитель 6 с цилиндрической рабочей частью 7, пуансоны 8 и 9 для вырубки и прижим-съемник, состоящий из двух частей 10 и 11, и нижнюю плиту 12, на которой установлены матрицы 13-16. 10 Штамп работает следующим образом.Обрабатываемая полоса 17 с предварительно пробитыми отверстиями 18 поступает на позицию пробивки, где она фиксируется ловителем 4 и 6. При ЗО этом сначала в отверстие 18 входит ловитель 6 своей цилиндрической частью 7, а затем ловители 4 своими концами 5 окончательно корректируют положение полосы 17. 35 Внедрение изобретения...
Штамп для чистовой вырубки

Номер патента: 1348035
Опубликовано: 30.10.1987
МПК: B21D 28/16
Метки: вырубки, чистовой, штамп
...рычажного звена в исходное положение служит толкатель 16. Заготовка обозначена позицией 17.Штамп работает следующим образом.При рабочем ходе верхней плиты 6 вниз заготовка 17 вначале обжимается по зоне реза прижимом 2 и матрицей 7. Затем пуансоном 1 производится вырубка детали в полость матрицы 7, при этом материал заготовки воспринимает усилие противодавления выталкивателя 8, который по ходу вырубки вдвигается в полость верхней плиты 6 и перемещает вверх подвижный шарнир 10, Рычажное звено выпрямляется и, перемещая шток 12 вправо, сжимает буфер 13, тем самым передавая усилие сжатия буфера 13 на выталкиватель 8. Как только шарниры рычажного звена 9-11 оказываются на одной прямой линии, усилие буфера 13 с выталкивателя 8 полностью...
Устройство для получения отверстий во влкадышах подшипников скольжения

Номер патента: 1348036
Опубликовано: 30.10.1987
Авторы: Мишаткин, Новиков, Салычев, Султанова
МПК: B21D 37/00
Метки: влкадышах, отверстий, подшипников, скольжения
...плиты 32 пружинами 40, каждая из которых однимконцом закреплена на планке 39, ас,другим концом - на плите 32. Гнездо41 служит для установки обрабатываемой детали в узле образования отверстий, а гнездо 42 - для установки обрабатываемой детали н узле зенконки.На плите 32 смонтирован также упор 43,Обрабатываемые детали, в данном случае вкладыши подшипников скольжения,обозначены позицией 44.Устройство для получения отверстий 15во вкладышах подшипников скольженияработает следующим образом.Из накопителя обрабатьднаемые детали принудительно перемещаются поподающему лотку до упора 43, При этомпервая деталь 44 устанавливается против гнезда 41, Шибер 19 находится нкрайнем правом положении. Вклю даетсясиловой цилиндр 22, шток...
Устройство для поштучной выдачи заготовок из бункера и их ориентации

Номер патента: 1348037
Опубликовано: 30.10.1987
Авторы: Батагова, Лисин, Лихачев, Щербаков
МПК: B21D 43/00, B21D 43/18
Метки: бункера, выдачи, заготовок, ориентации, поштучной
...выступов,Устройство для поштучной выдачизаготовок из бункера и их ориентацииработает следуюшим образом,Заготовки 8 и 9 удерживаются наторце 7 захватного органа за счетоткачивания воздуха из канала 5(фиг. 1 и 4). Штанги 10, синхронно 48037перемещаясь в направляющих 11, сначала приводят в контакт с заготовками8 и 9 поверхности 17 начального касания боковых планок 14, В результатеконтакта заготовки 8 и 9 перемещаются и поворачиваются на торце 7 так,что близлежащая к торцу 7 заготовка 8полностью перекрывает канал 5 по торцу 7, что вызывает падение заготовки 9в бункер 1. На этом процесс штучногоотделения заканчивается. Продолжаясинхронное перемещение по стрелкам М(фиг. 5), заготовка контактирует споверхностями 18 боковых планок...
Пневматический захватный орган

Номер патента: 1348038
Опубликовано: 30.10.1987
Авторы: Батагова, Лисин, Лихачев, Щербаков
МПК: B21D 43/18
Метки: захватный, орган, пневматический
...воздействии на заготовки 37 и 38 к отверстиям 39 и 40, выполненным в кожухе, показано стрелками 41 и 42, а выход сжатого воздуха из полости в атмосферу - стрелкой 43Пневматический захватный орган работает следующим образом.Тяга 15 перемещается вниз. Эластичное кольцо 29 опирается на верхний слой 30 навала заготовок и прижимается к нему усилием пружины 20. В канал 23 подается сжатый воздух, Лопатки 24, вращаясь, подают пульсирующие порции сжатого воздуха через каналы 35, 33, 32 в полость 28 кожуха 27, и одновременно начинается откачка воздуха через каналы 8, 7, 6 из канала 2. Поступая в полость 28 по стрелкам 41, сжатый воздух частично выходит через щели по стрелкам 43 в атмосферу, а остальной воздух, воздействуя на заготовки верхнего...
Устройство для изготовления колец припоя

Номер патента: 1348039
Опубликовано: 30.10.1987
Автор: Андреев
МПК: B21F 1/06
...,10, закрепленных на осях 11 и снаб- женных кронштейнами 12,Устройство работает следующим образом. 25Проволока припоя заправляется в механизм 5 подачи, который захватывает проволоку припоя зажимными губками 6и перемещает ее сквозь отверстие неподвижного ножа 7 в отверстия подвижных ножей 8. Последние, вращаясь вместе с валом 9, обрезают конец проволоки и переносят его в зону транспортера 1 с установленными на нем упорами 2 во втулках 3. Подвижные ножи 8 при этом огибают отрезок припоя вокруг упора 2.35 При дальнейшем движении транспортера упоры 2 с закрепленными на их поверхности заготовками колец поступают в зону окончательной гибки, втулки 3 нажимают на кронштейны 12, при этом гибочные рычаги 10 вращаются в противоположные...
Устройство для навивки пружин

Номер патента: 1348040
Опубликовано: 30.10.1987
Авторы: Липовский, Редькин, Шаврин
МПК: B21F 3/04
...15 к вращающимся роликам 17, которые, в свою очередь, подают заготовку через узел 18 нагрева и направляющую втулку 19 в зону деформации между зубом 24 захвата и оправкой 3. В этот момент включается электродвигатель привода 1 вращения шпинделя с копирным устройством. Происходят навивка и закалка пружины. При этом шпиндель 2 с оправкой 3 получает вращение от привода 1 через шлицевое соединение 25 и перемещается в осевом направлении в зону закалки с помощью копирного устройства 4, а так как копирный палец 26 имеет только одну степень свободы, поворачиваясь лишь вокруг своей оси и следя за направлением винтовой линии нарезки копира 34, то за один оборот шпинделя 2 с копиром 34 шпиндель перемещается (опускается) на величину, равную шагу...
Устройство для подачи проволоки в зону обработки

Номер патента: 1348041
Опубликовано: 30.10.1987
МПК: B21F 11/00, B21F 23/00
Метки: зону, подачи, проволоки
...одно плечорычажного толкателя отстоит от торцаподпружиненной втулки 5 на расстоянии 8 . Позицией 14 обозначено отреэ 11 н50ное устройство, позицией 15 - специальное зажимное устройство, а позицией 16 - подаваемая проволока,Устройство работает следующим об 55разом.При рабочем ходе каретки 2 проволока (пруток) 16, закрепленная шариками 6, подается к отрезному устройст 41ву 14, при этом рычажный толкатель 8 скользит по рабочей поверхности "а" направляющей планки 7, не оказывая давления на втулку 5. После окончания рабочего хода каретки направляющая 7 поднимается от толкателя 13 (фиг. 1), рычажный толкатель 8, поворачиваясь на оси 9, одним плечом выдвигает подпружиненную втулку, а другим скользит по планке и освобождает проволоку....
Устройство для разделения проволоки электроразрывом

Номер патента: 1348042
Опубликовано: 30.10.1987
Авторы: Зырянов, Роот, Семенов, Ходорович
МПК: B21F 13/00
Метки: проволоки, разделения, электроразрывом
...работает следующим образом,Подлежащая разделению проволока 27с кассеты 1, огибая приводной ролики прижимаемая прижимным роликом подающей пары роликов 3, подается через 30угольный токоподводящий элемент 4 ввытянутую токоподводящую пару роликов5, направляющий токоподводящий элемент 6 и в выпускную пару 7. В зонахмежду подающей и вытяжной, вытяжной ивыпускной парами роликов создаетсятребуемое натяжение проволоки вследствие разности значений угловых скоростей вращения пар роликов, при котором производится правка проволоки 40путем нагрева проволоки электрическим током, который подается через токоподводящие элементы до температурыдисперсионного твердения материалапроволоки. 45Для разделения проволоки под действием технологического...
Способ изготовления упругодемпфирующего элемента из нетканого материала

Номер патента: 1348043
Опубликовано: 30.10.1987
Авторы: Барась, Барсегян, Захаров, Зубова, Тройников
МПК: B21F 21/00
Метки: нетканого, упругодемпфирующего, элемента
...пластическому деформированию.При сжатии образца в пресс-формев процессе прессования в нем так же, как и в известном способе изготовления, образуются дополнительные контакты между витками. Затем при снятии усилия прессования упругодеформированные витки под действием сил упругости отпружинивают. Но так как здесь количество упругодеформируемых витков больше, чем в известном способе, то и результирующая сила упругости больше, поэтому высота УДЭ увеличивается, а количество контактов между витками спирали уменьшается, Здесь так же в готовом спрессованном УДЭ имеют место остаточные напряжения, обусловленные силами трения между витками спирали. Однако снять эти на. пряжения повьппением упругости витков согласно известному...
Способ изготовления колец из проволоки

Номер патента: 1348044
Опубликовано: 30.10.1987
Авторы: Зырянов, Киселев, Роот, Семенов, Ходорович
МПК: B21F 37/00
...на пол-оборота шагом, вследствие чего, за один оборот оправки, 45 на ее пол-диаметре проволока наматыается по прямой и на пол-диаметре аматывается по винтовой линии с одовременной фиксацией мест изменения формы намотки. Таким образом, при 50 изменении формы намотки в месте ее изменения проволоке задается деформация упругого изгиба. При этом данные (фиг. 3) показывают, что оптимальным шагом намотки является шаг, равный от 7 до 12 мм. При увеличении шага намотки свьппе 12 мм в материале проволоки возникают напряжения, превышающие предел упругости материала,вызывающие некоторое пластическое изменение формы, т.е. некоторую остаточную кривизну, а уменьшение шага намотки менее 7 мм вызывает возникновение напряжений, недостаточных для...
Устройство для изготовления колец из проволоки
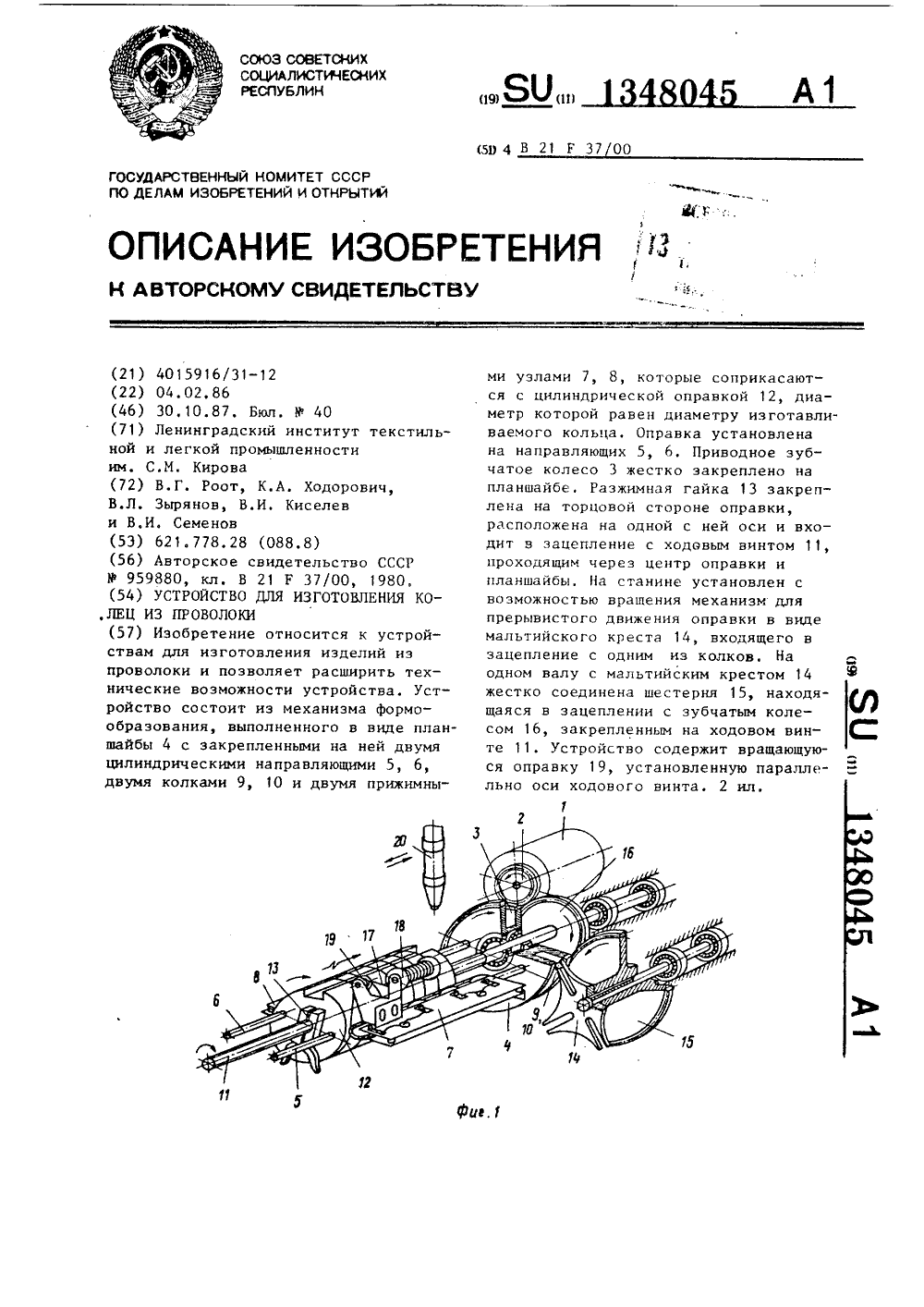
Номер патента: 1348045
Опубликовано: 30.10.1987
Авторы: Зырянов, Киселев, Роот, Семенов, Ходорович
МПК: B21F 37/00
...4с закрепленными на ней двумя направляющими 5, 6 и прижимами 7 и 8,происходит вращение оправки 12, установленной на направляющих 5 и 6вокруг ходового винта 11, при этом48045 2 40 45 50 55 5 10 15 20 25 ЭО 35 разжимная гайка 13, закрепленная жест. ко на оправке, находится в зацеплении с ходовым винтом, обеспечивая тем самым намотку проволоки на оправку с шагом винтовой линии, равной шагу ходового винта и фиксирование начала винтовой намотки поступательным движением прижима 7, После совершения оправкой пол-оборота и фиксации конца винтовой намотки прижимом 8 происходит зацепление колка 9 с прорезью креста 14 мальтийского механизма, который передает вращение через зубчатую пару 15 и 16 на ходовой винт 11. За счет установки второго...
Автомат для изготовления изделий из проволоки

Номер патента: 1348046
Опубликовано: 30.10.1987
Авторы: Волынский, Грунский, Гусев, Огуряев
МПК: B21F 45/00
...шариковым пружинным5 10 15 45 50 55 20 25 ЭО 35 40 фиксатором 18, взаимодействующим сотверстиями, выполненными на шестерне храпового механизма 3, 11 лющениеножки отводов производят при вращении поворотного барабана 2 ролик 19,державка которого крепится к станине. Наковальней служит один иэ торцовповоротного барабана 2. К второму .торцу крепятся его сменная часть 20и нагреватели 21, напряжение к которым подводится через кольцо 22 токосъемника. Регулирование и поддержание температуры поворотного барабана 2 производится автоматически изменением напряжения с помощью датчикатемпературы и тиристорного преобразователя (не показаны),Автомат работает следующим образом.Устанавливаются катушки 13 с проволокой и термоусаживаемой трубкой, ....
Способ восстановления зубчатых колес

Номер патента: 1348047
Опубликовано: 30.10.1987
Авторы: Величко, Карабанов, Кривенко, Кузьменков, Хитрун
МПК: B21H 5/00
Метки: восстановления, зубчатых, колес
...по зубчатомувенцу, устанавливают в патроне токарного станка 1 К 62, включают вращение (и = 300 об/мин). Операция 2, Горелкой для газопламенного напыленияразогревают изношенную часть первичного вала до 900 - 950 С (время нагрева 30 с), Операция 3. Подводятнакатные (обжимные) ролики и обжимаютнаружную коническую поверхность содновременной подачей в зону обжимапорошкового материала ПГ - СР 40 МГОСТ 21448-75, Усилие обжима 15 кН,Время обжима 12 с. Операция 4Пода 5 10 15 20 25 30 35 40 45 50 55 чу порошкового материала прекращают,продолжая нагрев, а вращение шпинделя выключают, вводят во внутреннийвенец до упора профильный дорн, выполненный по размерам внутреннегозубцатого вала с учетом припуска намеханическую обработку. Операция...
Способ изготовления пресс-изделий

Номер патента: 1348048
Опубликовано: 30.10.1987
Авторы: Воронцов, Захаров, Кавтаев, Котелкин, Лысов, Машеков, Петров, Поединщиков
МПК: B21C 23/04, B21J 5/00
Метки: пресс-изделий
...0,9 диаметра исходной заготовки, причем продольнаяось квадрата перпендикулярна первоначальной оси исходной заготовки,Последующие технологические операции осадки с кручением и протяжкивыполняются аналогично выполненным48048 З 0;ротное устройство снабжено электро 35 40 5 1 О 15 20 25 ния в процессе осадки измельчает включения нерастворимых фаз и размеры зерен в алюминиевых сплавах, а в совокупности все это приводит к более качественной проплавке и позволяет сократить количество осадки и протяжки.П р и м е р. Способ опробован на образцах алюминиевого сплава АК 4-1, обработанного вакуумированием. Наогретые до 400 С образцы размером ф 100 х 200 мм куют с двумя осадками с кручением и двумя протяжками на прессе ПСУс нижним поворотным...
Узел штампа для выдавливания

Номер патента: 1348049
Опубликовано: 30.10.1987
Автор: Воронцов
МПК: B21J 13/02
Метки: выдавливания, узел, штампа
...на 107., и вследствие всегда имеющегося. разброса термомеханических условий выдавливания эффект практически не достигается.На фиг. 3 треугольниками обозначены экспериментальные точки, соответствующие пуансону со сферическим торцом, радиус которого г = 1,42 го(т,е, с = 45 ) и при котором получаются углы Ч на 107 меньше, чем опасные (при пуансоне с плоским торцом).Поскольку для большинства иэделий типа стакана требуемой формой дна является коническая и, кроме того, конический пуансон лучше удерживает смазку, то были проведены эксперименты по определению параметров конических торцов, совмещающих укаэанные преимущества с повышенной динамической прочностью иэделий, т,е, малым углом. Установлено, что наименьший угол выхода волокна...
Узел штампа для выдавливания

Номер патента: 1348050
Опубликовано: 30.10.1987
Автор: Воронцов
МПК: B21J 13/02
Метки: выдавливания, узел, штампа
...На фиг, 3 треугольниками обозначены экспериментальные точки, соответствующие пуансону со сферическим торцом, радиус которого г = 1,42 го(т,е, м. = 45 ), и при котором получаются углына 107 меньше, чем опасные (при пуансоне с плоским торцом).Поскольку для большинства иэделий типа стакана требуемой формой дна является коническая и, кроме того, конический пуансон лучше удерживает смазку, то были проведены эксперименты по определению параметров конических торцов, совмещающих указанные преимущества с повышенной динамической прочностью изделий, т.е. малым углом ( . В результате установлено, что наименьший угол выхода волокна обеспечивают конические пуансоны, основания которых лежат на поверх- ности сферы, центр которой расположен на оси...
Способ ремонта заклепочного соединения с потайной головкой

Номер патента: 1348051
Опубликовано: 30.10.1987
Авторы: Василевский, Губарев, Лебединский
МПК: B21J 15/02, B23P 6/00, F16B 19/06 ...
Метки: головкой, заклепочного, потайной, ремонта, соединения
...кольцевой срез потайной закладной головки новой заклепки, Разрушающее усилие Р,р при этом определяется соотношением Р с = н с 1 Ььсгдедиаметр стержйя и высота потайнойзакладной головки новой заклепки,соответственно, Из равенства Р,Р, следуетк,ср,отр,й6=01ф й(4) Из практики применения в авиастроении заклепок с потайной закладнойголовкой следует, что размер высотыпотайной закладной головки заклепкисоставляет Ь = 0,2 дТогда иэ формулы (4) следуетд =01 ---ф ф 020,откуда стандартную заклепку, но при этом й == 0,71 д,й12Исходя из этой зависимости и назначен нижний предел значения диаметраотверстия (0,71 диаметра стержня заклепки), которое необходимое просверлить в изношенной потайной заклепке.В практике отечественного авиастроения...
Ручной инструмент для односторонней клепки составными заклепками

Номер патента: 1348052
Опубликовано: 30.10.1987
Авторы: Бабак, Бабой, Бояркин, Козлов, Кочкин, Левицкий, Соловьев
МПК: B21J 15/38
Метки: заклепками, инструмент, клепки, односторонней, ручной, составными
...рабочем конце корпуса установлен наконечник 13, выполненный н, виде втулки с коническим пояском 14 на внутренней поверхности со стороны рабочего торца и коническим пояском 15 на наружной поверхности со стороны противоположного конца, взаимодействующим с торцом захватных кулачков 5, Фиксация наконечника 13 осуществляется при помощи отогнутого конца пружины 1 б, На конце корпуса концентрично наконечнику установлен ловитель в виде втулки 17 с внутренней конической поверхностью 18, Втулка подпружинена относительно корпуса 1 в осевом направлении при помощи пружины 19. Фиксация ловителя в осевом направлении осуществляется с помощью пружины 1 б, Подвижная рукоятка 10 снабжена быстросъемным удлинителем 20 с фиксатором 21.Инструмент...
Способ изготовления коленчатых валов и устройство для его осуществления

Номер патента: 1348053
Опубликовано: 30.10.1987
Авторы: Бахтеев, Забудько, Казаринов, Катков, Рудалев, Федоров, Харитонов
МПК: B21K 1/08
Метки: валов, коленчатых
...щек вала при устранении воэможности образования утяжкиметалла в их зонах,Устройстно для изготовления коленчатых валов содержит корпус сосмонтированными на нем секциями мат 50риц 1 и 2, размещенными с возможностью встречного перемещения, атакже пуансон 3 для гибки, приводной 1 13480Изобретение относится к обработке металлов давлением, а именно к способам изготовления коленчатых валов и устройствам для реализации этих способон,5Цель изобретения - повьппение качества полученных иэделий путем предотвращения образования утяжки металла на щеках. 1 ОНа фиг, 1 схематически представлено предлагаемое устройство для реализации способа, общий нид, на фиг,2 разрез А-А на фиг, 1, на фиг. 3 устройство с отключенным пуансоном для гибки; на фиг, 4 -...
Устройство для изготовления магнитной формы

Номер патента: 1348054
Опубликовано: 30.10.1987
Автор: Левшин
МПК: B22C 9/00
...разрушению. Выполнение стенок 1 О неферромагнитными исключает шунтирование рабочего магнитного потока,Магнитная форма изготавливаетсяследующим образом.На участки модели 13, расположенные под углом 70-90 к оси катушки 4,исключая ее поверхность разъема, наносят разделительное покрытие и быстротвердеющее связующее. Затем на мо 48054дельную плиту по штырям устанавливаютконтейнер 2. Через отверстия в плите 14 контрлада засыпают формовочный5материал 15, например дробь ДСЛО 8ГОСТ 11964-81. Одновременно осуществляют уплотнение формовочного материала встряхиванием или вибрацией. После уплотнения через некоторое время,необходимое для отверждения связующего и образования упрочненного слоя 16,на модельную плиту устанавливаютнамагничивающее...
Литниковая система для внутриформенного модифицирования чугуна
Номер патента: 1348055
Опубликовано: 30.10.1987
Авторы: Августинов, Балджиев, Горенко, Иванов, Тодоров, Хаджикристев, Шинский
МПК: B22C 9/08
Метки: внутриформенного, литниковая, модифицирования, чугуна
...модификатора и жидкого чугуна на литниковуюсистему, Уменьшение угла наклона менее 70 ведет к снижению остаточного 25 магния в чугуне и, как следствие,к снижению прочностных и пластических свойств материала в отливкеУменьшение соотношения высот Ь и Ь верхней и нижней частей реакционной камеры ниже 0,15:1 приводит к неравномерности растворения магния в чугуне, снижению прочностных и пластических свойств чугуна отливки,Увеличение соотношения высот частей реакционной камеры более 0,4;1 30 35 ведет к повышению расхода модификатора выше оптимального в ковше в течение первого этапа модифицирования,40 Выполнение нижней части 8 реакционной камеры в виде параллелепипеда с вогнутыми стенками по трактрисе обеспечивает выравнивание содержания...
Литейная опока

Номер патента: 1348056
Опубликовано: 30.10.1987
Авторы: Жарков, Лебединская, Никишин, Понипартов, Халдей
МПК: B22C 21/00, B22D 27/04
...крупногабаритных отливок из сталей и жаропрочных сплавов в керамических формах по технологии процесса литья по выпланляемым моделям,Цель изобретения - улучшение усло ний удаления опорного наполнителя и повышение скорости и направленности охлаждения отливок.На чертеже представлена предлагаемая литейная опока, 15Опока состоит из дна 1 с кольцевым пазом для установки обечайки 2 и прорезью для ввода термопары 3, Пространство между обечайкой и формой 4 заполнено сыпучим наполнителем 5.Опока используется следующим образом,На дно 1 устанавливается форма 4,В кольцевой паз дна ставится обечайка 2 и фиксируется замковым устройством 6, Пространство между обечайкойи формой заполняется сыпучим наполнителем 5, например, крупным песком,боем...
Способ непрерывного горизонтального литья заготовок

Номер патента: 1348057
Опубликовано: 30.10.1987
Авторы: Беренов, Миценгендлер, Нисковских
МПК: B22D 11/00
Метки: горизонтального, заготовок, литья, непрерывного
...татцд ицдуктард. Тдким абргтэсзм, сам;стпым дейстгзием смазкиСЛЗ 3 Ст 3 т, 3.1; ЗВВЕМОГО ГГОЛ )таВЛЕНИЕМП .ДГГГГГ.Г Еат О тОЛЯ ИСКЛЮта)т ПОСТУПлетпа жтдпаа мс.тдллд в зд зор междукрис гд.сппэд гзрам с ц мететт 3 апроводом:д)Чццст ттр)Стттшт тПЗстдлтттт тдтСЗру 3то тзтГ):.1 с":.)- Ост )тд г.;Гьт ае Движение ис. и.03)Г) г)ттт,тс устрайсттз 3 7 не 3057 2прерывно вытягивают кристаллизующийся, слиток 8 из кристаллизатора 4.С целью автоматического поддержания давления инертного газа в зазоре )между кристаллизатаром и металлопроводом (или индуктором) одновременнос подачей газа 10 в этот зазор подают его в жидкий металл 2 металло приемника через сообщающийся газопровод 9, причем уровень подачи газав металлоприемник 1 принимают на величину...
Головка затравки машины непрерывного литья заготовок

Номер патента: 1348058
Опубликовано: 30.10.1987
Авторы: Бессонов, Богословский, Левин, Петунин, Рудоман, Целиков
МПК: B22D 11/08
Метки: головка, заготовок, затравки, литья, непрерывного
...механически обработать,поэтому важно, чтобы полость можнобыло обработать рядовым инструментом.Полость головки выполнена сочетанием тела вращения и паза, наклоненного к оси тела вращения под угломо10 - 30 , Такая полость в случаеприварки металла может быть обработана рядовым инструментом на токарном 4щп. расточном станках беэ примененияспециальной фрезы,Паэ 3, наклоненный к оси тела вращения необходим для исключения самопроизвольного отделения головки от 50слитка в направлении оси тела вращения и минимальное значение угла наклона , определяется усадкой металлав процессе кристаллизации, а максимальное - возможностью свободного от деления головки поворотом относительно, точки 9.Крышка 6, съемная со стороны наклонной торцовой поверхности,...
Кокиль с горизонтальной плоскостью разъема

Номер патента: 1348059
Опубликовано: 30.10.1987
Авторы: Бейзер, Глейзер, Дунер, Закобуня, Рейн
МПК: B22D 15/00
Метки: горизонтальной, кокиль, плоскостью, разъема
...в выступах 19 верхней полуформы 2. Для ограничения хода плиты 11 верхняя полуформа 2 снабжена регулируемым упором 20.Устройство работает следующим образом.После заливки расплава и кристаллизации отливки 21 осуществляют поворот рукоятки 17 и связанной с ней тяги 16 вокруг оси 18. При этом эксцентрик 15 воздействует на нерабочуючасть 5 контртолкателя 3, который,упираясь своей рабочей частью 4 внижнюю полуформу 1, отрывает от нееверхнюю полуформу 2 с отливкой 21.Одновременно плита 11 освобождаетсяот воздействия выступа 6 контртолкателя 3 и под действием силы тяжестиповорачивается вокруг оси 13 до контакта с упором 20, освобождая тем самым толкатель 7. При этом последнийпродолжает оставаться в первоначальном положении, удерживаясь...
Устройство для транспортирования отливок

Номер патента: 1348060
Опубликовано: 30.10.1987
Авторы: Афонаскин, Бейзер, Зинкевич, Пискунов, Стрельцов
МПК: B22D 15/04
Метки: отливок, транспортирования
...3в ковшах 4 вдоль ряда стационарнорасположенных кокильных секций 5. Заливка металла в кокили 14 проиэводится на кокильных секциях последовательно, начиная от термоагрегата 10.По окончании заливки металла на одной из секций заливщик нажатием кнопки управления или педали включает на этой секции цикл кристаллизации отливки и переходит к следующей секции, где осуществляет очередную заливку. В случае неисправности какой-либо из секций эаливщик ее пропускает.По окончании кристаллизации на каждой секции в той же последовательности, что и заливка металла в кокиль, начинается цикл разборки кокиля и передачи отливки на рольганг 8; извлекается верхний стержень 16, в полость отливки 7 вводится оправка 20 манипулятора 6, разводятся вертикальные...
Машина для литья под давлением с горячей камерой прессования

Номер патента: 1348061
Опубликовано: 30.10.1987
МПК: B22D 17/02
Метки: горячей, давлением, камерой, литья, прессования
...охлаждени жуха и каналы заполнены теплоноси- среды, кожух 11 снателями,35 40 45 50 55 Кроме того, кожух снабжен тепловой,изоляцией и полость кожуха соединенас атмосферой посредством соединительного канала и расширительного сосуда.На чертеже частично изображена мапшца для литья под давлением,Машина содержит тигель 1 печи срасплавом 2, в который погруженазцачительцая часть гузнека 3, а верхняя часть гузнека и надставка 4 ссоплом 5 находятся над поверхностьюрасплава 2 в тигле 1, В гузнеке 3имеется восходящий канал 6, соединяющий горячую камеру 7 прессования,ц которой подвижно размещен поршень15, с проходным каналом 8 надставки 4с соплом 5, которое соединяется сполостью пресс-формы. Вдоль восходящего канапа б создана в гузнеке 3система...
Пресс-форма для литья под давлением

Номер патента: 1348062
Опубликовано: 30.10.1987
Автор: Криворотов
МПК: B22D 17/24
Метки: давлением, литья, пресс-форма
...большего диаметра,связанных пластинчатой пружиной 9 с пятой 10, имеющей возможность взаимодействия с клин-пальцем 2. йиаметрштырей 8 больше диаметра штырей 7фиксатора на 1-1,5 мм, так как привыталкивании они должны упереться встенку подкладной плиты подвижнойполуформы и быть подпружиненными.Пресс-Форма работает следующим образом.Исходное положение - пресс-формазакрыта (фиг, 1). Ползун 4 находитсяв нижнем положении, фиксирующие,штыри 7 под действием усилия пружин 5упираются в ползун 4, Выталкивательфиксатора - штыри 8 под действиемупирающегося в пяту 10 пружины 9клин-пальца 2 также находятся в подпружиненном состоянии и упираются вподкладную плиту 11 подвижной полуформы 3,При открытии пресс-формы ползун 4под действием клин-пальца 2 подни...
Пневматическое устройство для получения порошков распылением расплавов

Номер патента: 1348063
Опубликовано: 30.10.1987
Авторы: Борисов, Корнеев, Лукин, Подольский, Попова, Родионов, Солуянов, Спеваков, Шаров
МПК: B22F 9/08
Метки: пневматическое, порошков, расплавов, распылением
...и рода газа.Истекающий иэ стержневых газоструйных свистков 10 пульсирующийгаз заполняет выходную полость 14под некоторым давлением так, чтобыобеспечить оптимальный перепад давления на выходной ступени устройства, т.е. центральном кольцевом распыливающем сопле 19 и дискретныхакустических соплах 20,Пульсирующий гаэ из выходной полости 14 коллектора корпуса поступает с одной стороны в наклонные каналы 18, выполненные в верхней кольцевой центральной вставке 16,закручивается и,проходя через кольцевое распыливающее сопло 19,распыливает жидкуюметаллическую струю, вытекающую засчет разряжения за срезом стакана 2.Высокоамплитудные пульсации акустической частоты в завихренном газовом потоке сопла 19 образуются и засчет подачи на вход...