Устройство для адаптивного управления движением сварочной головки по стыку
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки







Текст
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИН 09) (И) 23 К 9/ РЕТЕНИЯ ЛЬСТВ ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТ ОПИСАНИЕН АВТОРСКОМУ СВИ(54) УСТРОЙСТВО ДЛЯ АДАПТИВНОГО УПРАВЛЕНИЯ ДВИЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ ПО СТЫКУ(57) Изобретение относится к автоматизации сварки и м.б. использовано в сварочных работах как устройство адаптации робота. Устройство содержит триггер, привод вращения, блок вычисления координат, систему контурного управления, блок синхронизации. С целью повьпдения тсчности слежения за стыком устройство снабжено блокомавтоматического регулирования напряжения дуги, приводом перемещения головки по вертикальной оси, датчикомскорости, компаратором, элементом задержки, регистрами и блоком регистров координат. Сварочная головка жестко закреплена на вращающейся осис некоторым эксцентриситетом, позволяющим осуществлять колебания электрода по дуге окружности с автоматическим реверсом направления вращенияв зависимости от ширины разделки стыка при сварке стыков с изменяющейсякривизной. При этом блок регистровкоординат задает движение оси вращения по стыку. Датчиком стыка является дуга. 1 з.п. ф-лы, 6 ил.Изобретене относится к дцтамдтизлццц гвлрьц и мсжет бьть использовано в гвдрачцых работях кдк угтрайство лддптдциц,6Цель изобретения - повышение точности слежения эа стыком путем осуществления колебания электрода по дуге окружности с автоматическим реверсом направления вращения в зависи- О мости ат ширины разделки стыка при сварке стыков с изменяющейся кривизной.На фиг, 1 дана схема устройства (приводы Х, У, 2,С условно не пока заны); на фиг. 2 - поперечное сечение разделки стыка и траектории движения электрода при повороте головки относительно аси с с точками А А реверсов и точками В В изменения ско рости вертикальнога перемещения электрода; на фиг. 3 - блок-схема устройства; на фиг. 4 - функциональная схема блока регистров координат; нафиг, 5 - функциональная схема системы 25 контурного управления", на фиг. 6функциональная схема блока синхронизации.Устройство содержит последовательна саепцченные блок 1 автоматического ЗО регулроглция напряжения дуги (УПНД) ривап 2 еремещеция сварочной головки атцаситс 1 ьц вертикальной аси 2, датчик 3 скарогти, кампарлтор 4, триггер 5, злемст 6 здпержки привод 7 врдщеия, регистр 8 угла с поворота, соответствующего точке В регистр 9 углас. паиоратд головки, соответствующего тачке В регистр 10 положения головки относительно оси Х в точке В 4 г регистр 11,ал 1 жесия га.анки относительно аси Х ц тачке 1 регистр 12 положения головки атцагцтельна оси У в тачке В, регистр 13 положения головки относительна аси У в точке В, блок 14 вычисления координат, подключенный входом к выхапдм регистров 8- 13, блок 15 регистров координат, свяэлццьсй вхоплми В, Х, У с соответствующими вхапдмц истемы 16 контурного управления и блок 17 синхронизации, входы Х, У катарага саепицецы с выходами Х, У блока 15 регистров координат, д вхапь Х, У; - с выходами гистемы 16 катур; аг упрагления, Вьсап элеме гл 6 здп ржки связан с входам урдвпеця злисью блока 15регистров к с рпилт, выход триггера 5 гаепицец г вх, дмц 1 рлцлеция записью регцгтрав 8 - 13, и 1 кьрмлционцые входы регцгтрав 8 ц 9 гвяляь с выходом привала 7 врлшецця, информационные входы регистров 1 О и 11 связаны с выходом Х сцстемь 16 кптурага управления, ицфармдцициье входы регистров 12 и 13 связаны с выхапам У системы контурного управления, выход блока 17 синхронизации подключен к входу управления считыванием блока 15 регистров координат,Блок 1 АРНД выполнен в виде датчика напряжения, подключенцьм к входам дифференциального усилителя, выход которого соединен с входом преобразователя напряжение - частота.Компаратар 4 - цифровой, формирует на выходе сигнал логической единицыв случае превьпхецня скорости вертикальнога подъема электрода, измеряемой датчиком 3 цад заданным эначениеь и сигнал логического нуля в случае невыполнения укаэанного условия.Триггер 5 - счетный, изменяет состояние по положительному перепаду напряжения ца входе.Блок 15 регигтрав координат содержит регистры 18-22 канала Х, регистры23-27 кяцлла У, регистры 28-32 каналаВ, мультиплексор 33 кацапа Х, мультиплексср 34 канала У, мультиплексор35 канала В, последовательна соединенные удвоитель 36 чл готы и счетчик 37, выходы катарага подключены квходам управления записью регистров18-32, вход упваителк 36 частоты соединен с выходам элемента 6 задержки,счетчик 38, г.вяззнный выходом с входами управления мультиплексоров 3335 и входам с выходом блока 17 синхронизации,Систему 16 к цтурцогс управления образуют интераляторы 39 и 40, падключецнье ь бпак 1 управления следящими присплп, выходы которого подключеы к капу прцвапд Х ч 2 и к входу привапл У 3, фармирацлтепь 44скорости, гггясий цз последовательна саепиц.",ц ."; ,.мятарс 45, блока 46 умцажс я,ум.",т. рд 47 и блока 48 управ;с иятс рпятрами, Выходы првадац Х, У; пь.ецы к в:,адам Х, У блока 1цхрсвлииц. Входы ццтс рппьят.рп Вп, 40 падключень к выходам Х, У б; ьл 1ре .стран координат, перв 11 хп ултзря 45 подключен к ьх и В . кд 15 регцс тров каарПццлт, лз. й в:сс ц - к зддатчику номинальной ширины разделки (сигнал В, на функциональной схеме), Второй вход сумматора 47 соединен с входом задатчика скорости сварки (сигнал Ч на структурной схеме).5Блок 17 синхронизации состоит из компаратора Х 49 и компаратора У 50, выходы которых подключены к входам элемента И 51, выходом связанного че рез одновибратор 52 с входом управления считыванием блока 15 регистров координат, Входы компараторов 49 и 50 соединен с выходами системы 16 контурного управления и блока 15 регистров координат.Счетчик 37 и кольцевой счетчик 38 - счетчики двоичных чисел.Устройство работает следующим образом.Перед включением устройства записывают координаты начальной точки сварки Х , У и номинальную ширину В разделки стыка свариваемого изделия в регистры 18, 23 и 28. Заданную ширину В, устананливают также н задатчике и подают на сумматор 45 формирователя 44 скорости системы 16 контурного управления, В задатчике контурной скорости (скорости сварки) уста- З 0 нанлинают требуемое значение номинальной скорости сварки 1 и ннОдят его н сумматор 47 Формирователя 44 скорости. Далее располагают ось С со снарочной головкой в исходной точке З 5 с нулевыми координатами (или некоторыми заданными, определяющими исходное направление движения оси С), после чего включают устройство. В исходном состоянии дуга не горит, привод 40 вращения отключен и сварочная головка неподвижна относительно оси С, счетчики 37 и 38 и остальные регистры при включении содержат нулевую информацию, мультиплексоры 33-35 подключа ют выходы регистров 22, 27 и 32 соответственна к входам Х, У, В системы 16 контурного управления. Ось С со сварочной головкой начинает движение к начальной точке Х У, определяю п щей точку начала сварки (по прямой со скоростью сварки Ч,). При приближении оси С к начальной точке Х Уо а автоматически зажигается осциллятором дуга, включается привод 7 вращения и сварочная головка начинает вращаться в одном направлении относительно оси С, пересекая разделку стыка в точках А , В, Вг, Аг. При вращении головкиотносительно осн С ее вертикальное положение регулируется следующим приводом 7. 2 посредством блока 1 АРНД,электрод при вращении головки эквидистантно копирует контур разделки стыка. Компаратор 4 в момент подъемаэлектрода в точках В Вг фиксируетпревышение скорости подъема электрода, измеряемой датчиком 3, над некоторой заданной (для сварки непланящимся электродом заданную скоростьподъема устанавливают близкой к нулюили равной половине номинальной скорости подъема электрода при заданнойчастоте колебаний поперек стыка) скоростью, н результате .чего триггер 5изменяет свое состояние, произнодячерез время задержки, определяемоеэлементом 6 задержки, реверс двигателя привода 7 вращения. Таким образом, головка совершает колебательныедвижения относительно стыка с амплитудой, определяемой шириной разделкии временем задержки элемента 6 задержки, В моменты подъема электродаВ Вг в регистрах 8 и 9 по сигналутриггера 5 фиксируются углы поворотад,и р относительно оси С, соответствующие точкам В Вг, и одновременнон регистрах 10-13 фиксируются соответственно текущие координаты Х, ХУ, У оси С, поступающие с датчиковположения приводов 42 и 43 системы16 контурного управления. За времязадержки элемента 6 н блоке 14 вычисления координат производится вычисление координат средней линии стыка последующим формулам;+уги У, =У;, +Кз 1 п;,Х Х +КсозВ = (с, м )у у Кг где К - расстояние между осями сварочной головки (электрода) иосью С вращения;В - ширина разделки; Индексы обозначают:1 - координаты, соответствующиеточке В,;2 - координаты, соответствующиеточке Втекущие координаты;С - координаты оси С,50 51381Вцс.ецце координаты середины рд дслки ц моменты реверсдОловки н точках А Л т дпцсындютгя н блок 15 региг.тров координат в регистры 19Ъ5 2 А и 29 (время задержки устанавливают больше времени вычисления), далее в регистры 20, 25 и 30, в следующем полуцикле колебаний - в регистры 21, 26 и 31 и т.д После записи коорди нат стыка в последние регистры 22, 27 и 32 информация записывается в перные регистры 18, 23 и 28, после чего цикл записи понторяется. Управление записью осуществляется посред ством кольцевого счетчика 37, связанного через удвоитель 36 частоты с выходом элемента 6 задержки, Считывание информации из блока 15 регистров координат осуществляется по мере от работки сигналов Х, У задания посредством блока 17 синхронизации. При выходе оси С н начальную точку с координатами Х , У, вблизи точки начала сварки выходной сигнал блока 17 синхронизации изменяет состояние счетчика 38 на единицу, что вызывает подключение следующего ряда регистров 19,24 и 29 посредством мультиплексоров33-35 к входам системы 16 контурного 30управ:еццч, что определяет новыекоорд;наты Х, У задания, После отрабс тки гледующими приводами системы16 контурного управления информациииз регигтрон 19, 2 А и 29 производится отработка информации из следующихрядон регистров и снова из регистров18, "3 и 28, повторяя цикл считывания. К моменту позиционирования осиС в первую вычисленную точку стыка 40информация о линии стыка заполняеттолько часть регистров (общее количество рядов регистров выбирается снекоторым запасом с целью компенсациивозможных отклонений скоростей записц и считывания), так что интервалвремени между записью и считыванием может изменяться в некоторых пределах (например, ца 20-30 Е). После нахождения дугой стыка ось С продолжает перемещаться в игходцом заданном направлеции до ее позиционирования в первую нычислеццук точку стыка, послечего огь С перемещается во вторую вычисленцук точку стыка) третью и т,д.При этом вращательные колебания голонки автоматически осуществляются приблцзительцс в нормальном относите:ьцс стыка направлении. По мере движения сварочной голоки и заполнения разделки стыка текущая ширина разделки сравнивается с заданной в сумматоре 45, выходной сигнал которого через блок 46 умножения поступает на вход сумматора 17, корректируя задание скорости в блок 48 управления интерполяторами ,амплитуда вращательных колебаний головки автоматически регулируется цепочкой элементов 1-7 устройства),Таким образом, в процессе сварки осуществляется регулирование амплитуды, частоты и направления вращательных колебаний сварочной головки.Устройство характеризуют жесткое закрепление сварочной головки на оси С с некоторым экспентриситетом К осей электрода и оси С и подключение цепи элементов устройства 1-6 к приноду 7 вращения, позволяющие осуществлять колебания электрода по дуге окружности с автоматическим реверсом направления вращения в зависимости от ширины разделки при сварке стыков сизменяющейся кривизной, причем блок15 регистров координат выполняет ноную функцию - задает движение оси С по стыку в то время, как дуга автоматически находит стык. Устройство позволяет осуществлять поиск и слежениеза стыком без дополнительных датчиковстыка, ограничивающих его технологические возможности, и автоматическирегулировать амплитуду и частоту колебдний электрода поперек стыка,формула и з о б р е т е н и я 1, Устройство для адаптивного управления движением сварочной головки по стыку, содержащее систему контурного управления с приводом Х и приводом У, к выходам которой подключен блок синхронэдции, двд регистр;. углового положения, входы управлениязаписью которых вязаны с н ходомтриггера, а информационные ьхОдыс входом б;ок,; нычсления координат,привод нращ 1 ч, о - л и ч а ю щ е ес я тем, то, с слью повышения точНОСТЧ СЛЕжЕЧЦЯ за СТЪКОМ В ЦЕГО ВВЕдецы злс.ма т здлержкн, блок автоматического регулирования напряжения дуги,привод 7 датчц; скорости,компаратор,чс:тыре регистра тек 1 тего положения,блок регистров к з цицдт, при этомвыход блока де гс.;.т; ского регулиро1348108 СУу Вг Фиг. 2 Диет ванин напряжения дуги через последовательно связанные привод Е датчикскорости и компаратор связан с входомтриггера, выход которого связан с элементом задержки и входами управлениязаписью четырех регистров текущегоположения, выход элемента задержкисвязан с входом привода вращения изаписывающим входом блока регистровкоординат, выходы четырех регистровтекущего положения через блок вычисления координат и блок регистров координат связаны с входами системыконтурного управления и блока синхронизации, выход блока синхронизациисвязан со считывающим входом блокарегистров координат,2, Устройство по п.1, о т л и ч аю щ е е с я тем, что блОк регистров координат содержит регистры координат Х, регистры координат У и регистры ширины разделки В, подключенные к соответствующим выходам блока вычисления координат, три мультиплексора, два счетчика и удвоитель частоты,входом подключенный к выходу элемента задержки и выходом связанный через первый счетчик с входами Х, У, В управления записью регистров, вход второго счетчика подключен к выходу блока синхронизации, а его выход соединен с управляющими входами мультиплексоров, выходы которых связаны с входами системы контурного управления.1348108 ЖУс Составитель В, ГрибоваТехред А.Кравчук КорректорВ. Гирняк Редактор А, Огар Заказ 5149/12 Тираж 969 Подписное ВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб д. 4/5Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
3987983, 12.12.1985
ПРЕДПРИЯТИЕ ПЯ В-8772
АНКУДИНОВ ВИКТОР АЛЕКСАНДРОВИЧ, ШЕПЕЛЕВ МИХАИЛ АНАТОЛЬЕВИЧ
МПК / Метки
МПК: B23K 9/10
Метки: адаптивного, головки, движением, сварочной, стыку
Опубликовано: 30.10.1987
Код ссылки
<a href="https://patents.su/7-1348108-ustrojjstvo-dlya-adaptivnogo-upravleniya-dvizheniem-svarochnojj-golovki-po-styku.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для адаптивного управления движением сварочной головки по стыку</a>
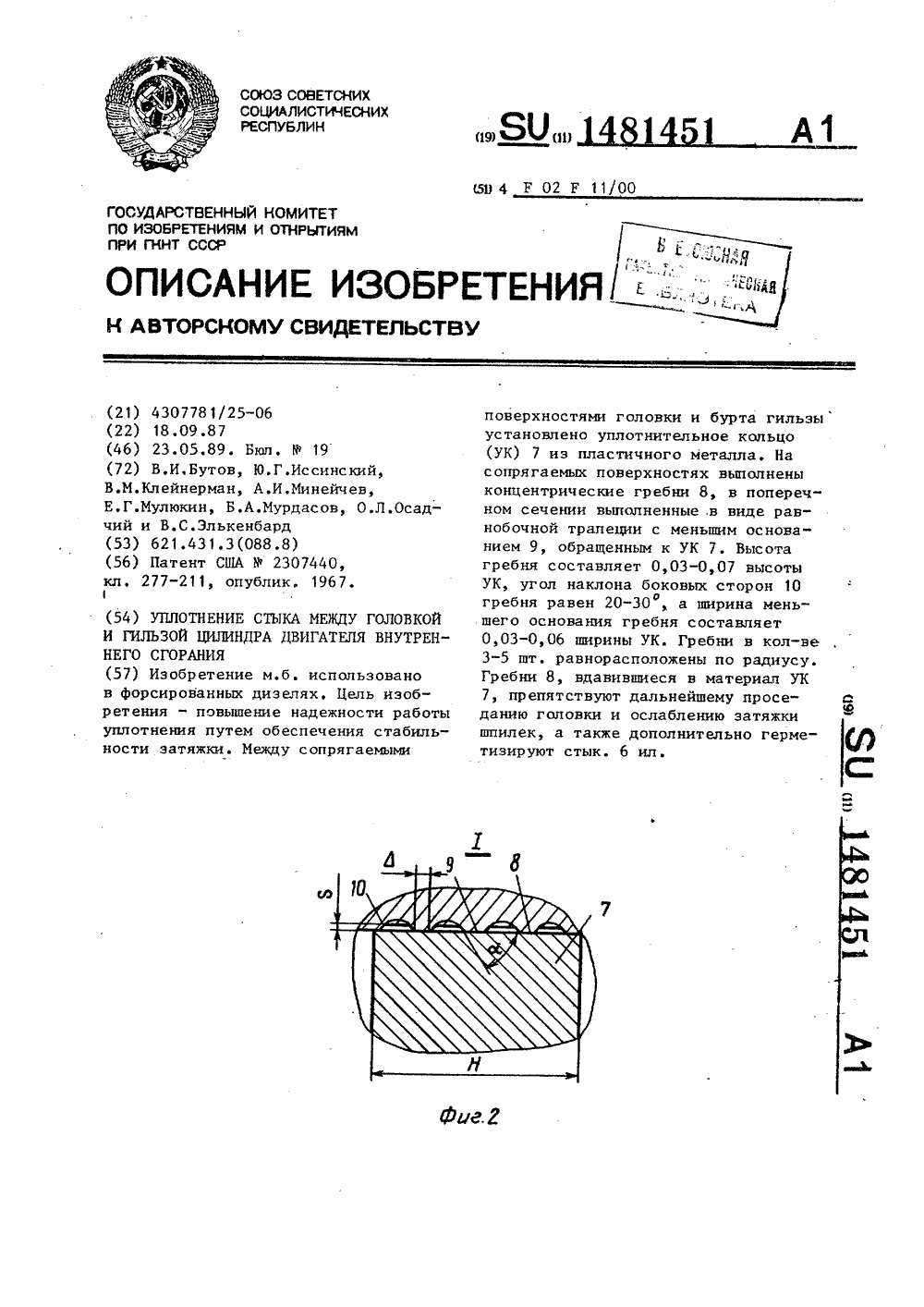
Уплотнение стыка между головкой и гильзой цилиндра двигателя внутреннего сгорания
Номер патента: 1481451
Опубликовано: 23.05.1989
Авторы: Бутов, Иссинский, Клейнерман, Минейчев, Мулюкин, Мурдасов, Осадчий, Элькенбард
МПК: F02F 11/00
Метки: внутреннего, гильзой, головкой, двигателя, между, сгорания, стыка, уплотнение, цилиндра
...вид равнобочнойтрапеции с меньшим основанием 9, обращенным к уплотнительному кольцу 7.При этом высота гребня Б составляет0,03-0,07 высоты Ь кольца 7, уголнаклона боковых сторон 10 гребняо8 равен 20-30, а ширина 4 меньшегооснования 9 составляет 0,03-0,06 ширины Н кольца 7, причем гребни 8 вколичестве 3-5 шт. равнорасположеныпо радиусу, Головка 1 и блок 3 длиндров с размещенной в нем гильзой4 и установленным уплотнительнымкольцом 7 стягиваются силовыми шпильками, герметизируя стык,Уплотнение стыка между головкойи гильзой цилиндра ДВС работает следующим образом,Устанавливают между сопрягаемымиповерхностями 2 и 6 головки 1 и бурта 5 гильзы 4 уплотнительное кольцо7 и стягивают головку и блок 3 цилиндров силовыми шпильками. Гребни...
Уплотнение газового стыка между головкой и гильзой цилиндра двигателя внутреннего сгорания

Номер патента: 1760146
Опубликовано: 07.09.1992
Автор: Скороходов
МПК: F02F 11/00
Метки: внутреннего, газового, гильзой, головкой, двигателя, между, сгорания, стыка, уплотнение, цилиндра
...воздействующую нагазовый стык, Г, так как в этом случае укаэанная сила стремится раскрыть не газовыйстык между головкой и гильзой цилиндра, астык между блоком и буртом гильзы цилиндра, Таким образом, значительно повышается надежность уплотнения газового стыкамежду головкой и гильзой цилиндра двигателя, что исключает прорыв газов, а следовательно, улучшается топливнаяэкономичность двигателя. Кроме того, высокая надежность уплотнения газового стыкапозволяет уеличить максимальное давлениесгорания, что также улучшает топливнуюэкономичность двигателя, К достоинствамданной конструкции уплотнения газовогостыка можно отнести и менее жесткие требования к резьбовым крепежным элементам, так как здесь не требуется большихмоментов затяжки вследствие...
Способ определения координат движущихся элементов механизма и устройство для его осуществления

Номер патента: 1803738
Опубликовано: 23.03.1993
Авторы: Андриевский, Горбачев, Лобанов, Михайловская
МПК: G01B 21/00
Метки: движущихся, координат, механизма, элементов
...поступает импульсы с выхода 3-й фазы ФНП. Обнуление СЧП осуществляется импульсом с выхода ПФН в начале обратного хода каждого кадра. Сигнал на выходе первого ВЯ-триггера приведен на эпюре 3 (фиг.2), В течении интервала Тхр зарядовое изображение строка за строкой передается в выходной регистр и с его помощью позлементно переносится в выходной элемент матрицы. В это время в СН матрицы формируется новая зарядовая картина. Интервал Тхр формируется вторым ВЯ-триггером. Импульс с выхода второго формирователя импульсов, совпадающий с отрицательным фронтом сигнала на первом выходе ДОС 1 (эпюра 6, фиг. 2), переводит второй ВЯ-триггер в единичное состояние, Счетчик числа элементов в строке СЧЭ, выполненный, например, на базе счетчика с...
Устройство для отображения координат на экране электронно лучевой трубки

Номер патента: 537365
Опубликовано: 30.11.1976
Авторы: Непомнящих, Столяренко
МПК: G06K 15/20
Метки: координат, лучевой, отображения, трубки, экране, электронно
...подключен к соответствующему блоку сопряжения, а выход - к реверсивному 5 счетчику. Каждый блок сопряжения содержитаналоговый инвертор, вход и выход которого через разделительные элементы соединены между собой,На чертеже представлена блок-схема пред лагаемого устройства.Устройство включает в себя реверсивныесчетчики 1, 2 по координатам х, у, релаксационные генераторы 3, 4, блоки 5, 6 сопряжения, пороговые блоки 7, 8, блоки 9, 10 зада ния координат, выполненные на потенцпометрах блоки 11, 12 питания. Блоки сопряжения содержат аналоговые инверторы 13, 14 и разделительные элементы 15 - 18.537365 1. Устройство для отображения координат па экране ЭЛТ, содержащее реверсивные счетчики по координатам Х, У, каждый пз которых соединен с...
Уплотнение стыка между головкой и гильзой цилиндра двигателя внутреннего сгорания
Номер патента: 1151704
Опубликовано: 23.04.1985
Авторы: Андреев, Дмитриев, Федотова, Филиппов
МПК: F02F 11/00, F16J 15/06
Метки: внутреннего, гильзой, головкой, двигателя, между, сгорания, стыка, уплотнение, цилиндра
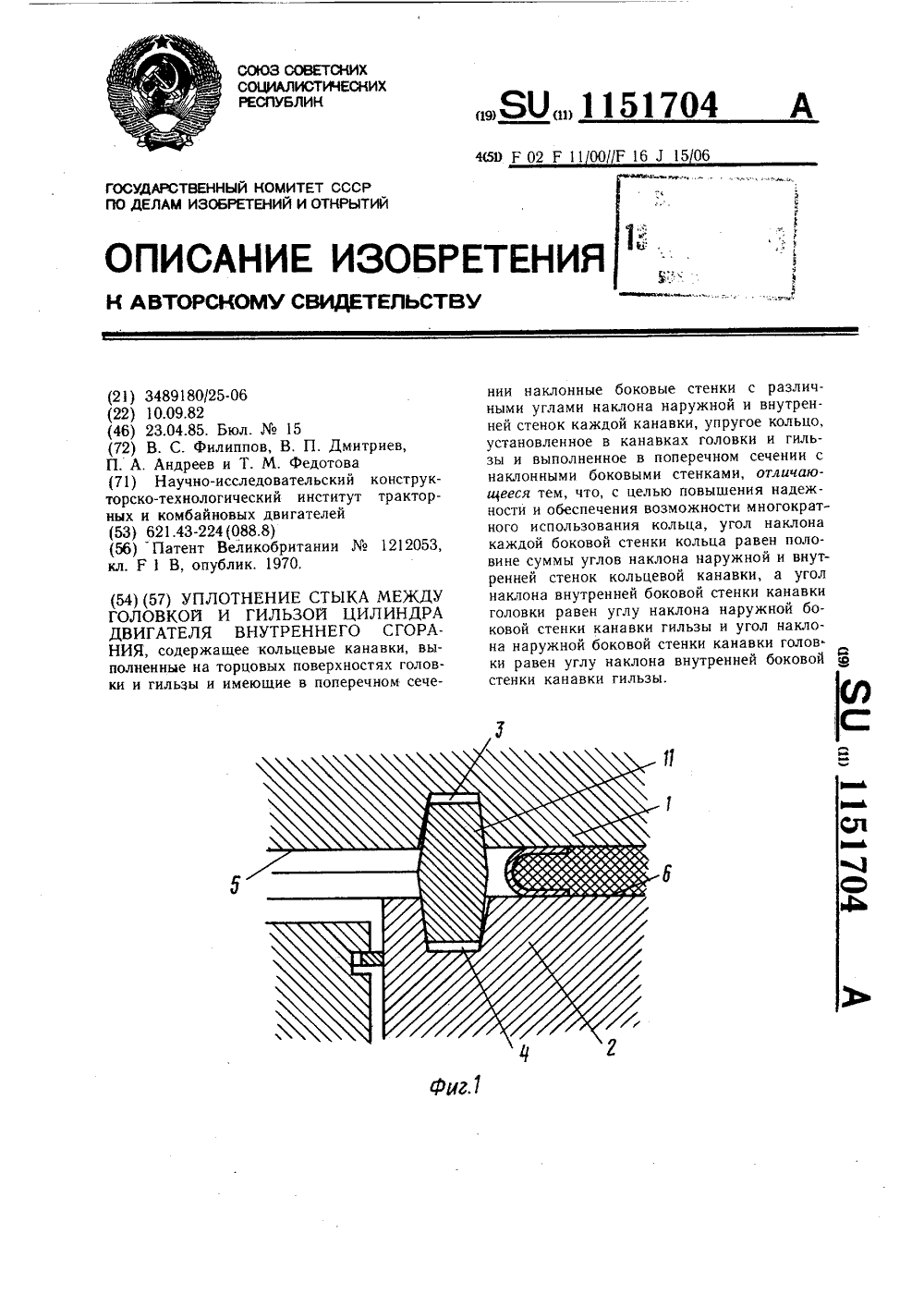
...стенки 12 кольца 11 равен половине суммы углов с и С наружной и внутренней боковых стенок 7 и 8 кольцевой канавки. 3.с =арф ибСх= (Ц,где с - угол наклона наружной боковойстенки 7 канавки 3 головки 1;оС - угол наклона внутренней боковойстенки 8 канавки 3 головки 1;сс - угол наклона наружной боковойстенки 9 канавки 4 гильзы 2;сх - угол наклона внутренней боковойстенки 10 канавки 4 гильзы 2.Кольцо 11 выполнено из материала, отличного от материала, из которого выполнены головка 1 и гильза 2, Так, при выполнении последних из чугуна кольцо 11 может быть выполнено из меди. Угол наклона сЬ каждой боковой стенки 12 кольца 11 выбран из условия превышения угла трения материала кольца 11 по материалу сопрягаемой с ним поверхности головки 1 и...
Предыдущий патент: Способ обработки по круглому контуру и устройство для его осуществления
Следующий патент: Способ определения положения сварного шва и устройство для его осуществления
Случайный патент: Устройство для выравнивания остова склонохода