B23P — Прочие способы обработки; комбинированные способы обработки; универсальные станки
Устройство для сборки запрессовкой

Номер патента: 1569161
Опубликовано: 07.06.1990
Авторы: Русяев, Третьяков, Яремко
МПК: B23P 19/027
Метки: запрессовкой, сборки
...воздухом собранного узла.Силовые цилиндры 11 механизмов запрессовки имеют поршни 14 и 15. Силовой цилиндр, обращенный к поворотному столу 2, выполнен с полым штоком 16, на конце которого смонтирована насадка-чекан 17, а шток 18 второго силового цилиндра расположен в полом штоке 16 и выполнен с расположенным на его конце фиксатором 19 запрессовываемых деталей 6. Отсекатели 8 выполнены с упорами 20 под центрирующими ложементами 10 и установлены с возможностью перемещения каждый между соответствующим механизмом запрессовки и ложементом 3 поворотного стола 2,Устройство работает следующим образом.Запрессованные детали 6 загружаются в вибропитатели 7, ориентируются и отсекателями 8 подаются на позиции сборки соосно силовым цилиндрам 2,...
Роторный автомат сборки крепежа

Номер патента: 1569162
Опубликовано: 07.06.1990
МПК: B23P 19/08
Метки: автомат, крепежа, роторный, сборки
...сборки узла с участием бракованной шайбы.Автомат содержит станину 1, на которой установлены сборочный ротор 2, вибробункерные подающие устройства 3 и 4 для подачи шурупов и шайб, скребковый съемник 5 для сьема собранных узлов и подачи их для дальнейшей сборки и скребковый съемник 6 для удаления в отдельную тару бракованных шайб.В нижней части станины расположен элекродвигатель 7, от которого вращение на ротор передается посредством винтовой зубчатой передачи 8, Лотки 9 и 1 О служат для подачи шурупов и шайб. В сборочном роторе 2 установлены штоки 11 с роликами 12, которые опираются на копир 13. В верхнем отсеке ротора установлены эластичная магнитная вставка 14 для фиксации шайбы и эластичная магнитная вставка 15 для фиксации шурупа,...
Способ сборки

Номер патента: 1569163
Опубликовано: 07.06.1990
Авторы: Воскресенский, Коновалов
МПК: B23P 21/00
Метки: сборки
...издел п=п уста- орядт. д. аждом изпричем При ческого ношеничисла гнезд еделяю ехнологи из соот Особенностью способа является то, чтоизделие до своей полной сборки должно ГОСУДАРСТВЕННЫИ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР 21) 4326762/25-0822) 03.08.8746) 07,06.90. Бю72) Н. Д. В осовалов53) 621.757 (088.8)56) Роторные и роторно-кшины, автоматические рото-конвейерные линии. Катаических линий, М ВНИИ54) СПОСОБ СБОРКИ57) Изобретение относитсяию и может быть испвтоматизации сборочных раетения - расширение техно Изобрет нию и мож тизации сбЦель из логическихНа чер конвейерно сборки.=%1 а- количество пози- количество номе- количество дета елин;- коэффициент,Ь, т, и - целые этом количество конвейера 1 опрыи конвеиер 2деталью с нв...
Шатун

Номер патента: 1572775
Опубликовано: 23.06.1990
Авторы: Душин, Ищенко, Сосновский, Сыченников
МПК: B23P 15/00
Метки: шатун
...Г-образный болт содержит отверстие 5 под стержень болта и полость вод головку болта, выполненную в виде основания 6, боковых стенок и задней стенки, образованных цилиндрической поверхностью, ограниченной поверхностью, смещенной от оси в сторону от задней стенки, Такое выполнение гнезда позволяет осуществлять обработку с применением высокопроизводительных методов сверления и протягивания.2 ил,образуются выступы 9, препятстВующиепровороту Г-образного болта 3, Такоевыполнение гнезда позволяет осуществ.лять обработку отверстия 5 и цилиндрической поверхности, образующей боковые 7 и заднюю стенку 8, методомсверления, Поверхность, смещеннуюот оси в сторону от задней стенки 8,обрабатывают протягиванием. Воэможность применения указанного...
Устройство для сборки деталей

Номер патента: 1572776
Опубликовано: 23.06.1990
Авторы: Артемова, Леженин, Олейник, Филистеев
МПК: B23P 19/00
Метки: сборки
...комбинат "Патент", г.Ужгород, ул. Гагарина,Изобретение относится к механиза"ции сборочных процессов и может бытьиспользовано в различных отрасляхтехники при сборке узлов из металлических деталей типа вал-фланец.5Цель изобретения - упрощение конструкции.Яа фиг. 1 представлено устройство,общий вид, на"фиг. 2 - разрез А-Ана фиг. 1.Устройство состоит из механизма 1(лоТка), подающего деталь 2 типафланца, цилиндрического толкателязахфата 3 с постоянным магнитом 4на торце, упора 5, механизма 6, подающего детали 7 типа вала.Устройство работает следующим образом,Из механизма 1 подачи детали 2поддаются постоянно вращающемуся толкателю 3. Деталь 2 притягивается магнитом 4 и за счет вращения затягиваетсН под него,...
Устройство для переналадки накопителей деталей

Номер патента: 1572777
Опубликовано: 23.06.1990
Авторы: Каган, Канер, Прошляков, Шаров
МПК: B23P 19/00, B65D 25/00, B65G 1/00 ...
Метки: накопителей, переналадки
...заходной частью, установленных на расстоянии, равном расстоянию между отверстиями в поперечных планках накопителя. Для фиксации накопителя в продольном и поперечном направлении основание 1 снабжено призмой 14 и упорами 15, Упоры 5 могут быть выполнены подпружиненными в вертикальном направлении. При этом они расположены ниже пальцев 13.Устройство для переналадки накопителей работает следующим образом,Накопитель 16 деталей устанавливается каким-либо транспортным средством, например, штабеллером транспортно-накопительной системы, на основании 1 и фиксируется призмой 14 и упорами 15. Приводом через ходовые винты перемещают губки 6 на расстояние, соответствующее расстоянию между парными поперечными планками накопителя, с которым...
Устройство для сборки комплектов пружин

Номер патента: 1572778
Опубликовано: 23.06.1990
Автор: Агантаев
МПК: B23P 19/06
Метки: комплектов, пружин, сборки
...пробками 4655 в торцы пружин 44 .и 45, останавливаются, а шпинделя 9 и 10, продолжая перемещаться вместе с механизмами 4 и 5 завинчивания пробок, сжимают пружины 22 и 23 в полостях 15 и 17Приэтом рабочие головки 20 и 2 1, а затемпробки 46 утапливаются примерно на2/3 длины в полости 14 и 16 шпинделей9 и 10, после чего шпиндель 9, расположенный против более длинной пружины44, упирается уступом 18 в торец рабочей головки 20, передавая пробкенеобходимое для наживления осевоедавление от привода 8.При утапливании в шпиндели рабочие головки 20 и 21 через штифты 34и 35, пропущенчые в продольных пазах 32 и 33 шпинделей, соединенные сними кольца 30 и 31 и внутренние обоймы 28 и 29 придают осевое перемещение подшипниковым узлам 26 и 27.Наружные...
Устройство для ремонта теплообменных аппаратов

Номер патента: 1574425
Опубликовано: 30.06.1990
Авторы: Бабой, Бояркин, Кобылянский, Кочкин, Кузнецов, Пысин, Яворский
МПК: B23P 19/00, B23P 6/00
Метки: аппаратов, ремонта, теплообменных
...на корпус привода 4 и рычаг 54, производя надвижку упорной втулки 46 на подпружиненную опору 53, при этом режущие кромки 38 толкателя 37 производят снятие сварного шва 55 с трубы 39. Привод выключают и переналаживают устройство для выдергивания трубы 39 из грубной доски.Для этого цангу 44 освобождают от фик. сации фиксатором 45 вывинчиванием из переходника 43, упорную втулку 46 свинчивают с направляющей 12 в сторону от привода 4, совмещая зону вальцовки трубы 39 с зубчатыми захватами 48, а управляемые по включению шпонки 14 вводят в шпоночные канавки 35. Ловитель 50 и конус 49 устанавливают на тягу 33 в положение, которое зависит от глубины врезания зубчатых захватов 48 и внутреннего диаметра трубы 39. Устройство зубчатыми...
Пресс для монтажа и демонтажа узлов

Номер патента: 1574426
Опубликовано: 30.06.1990
Автор: Мезенцев
МПК: B23P 19/027
Метки: демонтажа, монтажа, пресс, узлов
...перемещения его узлов и включения в работу соответствующих инструментов,Пресс работает следующим образом.На демонтируемой коробке передач с предварительно включенной в зацепление шестерней, например 3-й передачи, выполняют частичную подразборку и устанавливают ее в ложементах 9 и 10 приспособления 7,Включением силового циилиндра 12 перемещают стойку 3 в направлении к коробке предач, при этом через кинематическую связь рейки 14, шестерни 15 и рейки 13 стойка 4 также перемещается к разбираемому узлу. В этом полокении сцепная муфта 18 находится в зацеплении с полумуфтой 20 основания 1, при этом ось 16 оказывается неподвижной относительно последнего, шестерня 15 свободно вращается на оси 16, а рейки 13 и 14 обкатываются по шестерне 15....
Устройство для сборки запрессовкой обечаек с днищами

Номер патента: 1574427
Опубликовано: 30.06.1990
Авторы: Ершов, Сыроватский, Трегуб
МПК: B23P 19/02
Метки: днищами, запрессовкой, обечаек, сборки
...посредством закрепленныхна егоконце роликов 15 и 16, Между опорнымиплитами установлены ложемент 17 для установки обечайки и выталкиватель 18 с приводом 19.Устройство работает следующим обраОбечайка 4 устанавливается на ложемент 17, датчик (не показан) наличия обечайки подает сигнал на вспомогательный привод 3, который захватывает обечайку 4 и перемещает ее в отверстие опорной плиты 5, При этом упругие направляющие лепестки 8 входят внутрь обечайки, Крайнее положение обечайки фиксируется датчиком, который дает сигнал на выдачу днища 11, которое поступает на опорную поверхность диска 12. Наличие днища 11 на диске фиксируется датчиком(не показан), который подает сигнал на основной привод 2, подвижный элемент которого несет...
Способ сборки шпиндельного узла

Номер патента: 1574428
Опубликовано: 30.06.1990
Авторы: Борисов, Капительман, Люцин, Мазий, Плисс, Френкель, Хомутов
МПК: B23P 19/04
Метки: сборки, узла, шпиндельного
...втулке упорную втулку сируют ее в корпусе. Далее подшипни опору извлекают иэ технологического на и устанавливают в корпус, В эаклю подшипниковую опору фиксируют мощью крышки, деформируя ее тор поверхность на регламентируемую в ну. 4 ил. вующую деформации крышки 3 при фиксации с помощью нее подшипниковой опоры 4 в корпусе 5. Затем устанавливают в технологический стакан 2 последовательно подшипниковую опору 4 и технологическую втулку 1, скрепляют детали между собой с помощью винта 6 и устанавливают комплект в корпус 5, Далее к технологической втулке 1 поджимают упорную втулку 7 и фиксируют ее относительно корпуса 5. после чего извлекают подшипниковую опору 4 из стакана 2 и устанавливают в корпус 5 до упора во втулку 7, При этом передний...
Технологический ротор

Номер патента: 1574429
Опубликовано: 30.06.1990
МПК: B23P 21/00, B23Q 7/02
Метки: ротор, технологический
...снабжена держателями 10 изделий 11, а звездочка 5коническими пальцами 12, Губки захватов 8 стянуты пружиной 13, Нижнееплечо рычагов 9 снабжено щупом 14,а верхнее - штырем 1 5,Технологический ротор работаетследующим образом. 30Ползуны 7 находятся в крайнем .верхнем положении, причем губки захватов8 разведены коническими пальцами 12.Изделия 11 - пишущие узлы с наконечниками 16 - подаются в ротор конвей 35ерной цепью 6 и движутся вдоль дуго.образного упора 2. При этом наконечники 1.6 прижимаются к упору 2 щупами 14, По мере опускания ползунов,7пальцы 1 2 выходят из взаимодействияс губками захватов 8, однако губкиостаются раскрытыми благодаря штырям15. Пройдя ротор, комплексные изделия 11 переносятся цепью 6 в следующий ротор. В случае...
Состав для герметизации деталей из магниевых сплавов

Номер патента: 1576221
Опубликовано: 07.07.1990
Авторы: Вершинский, Винюков, Горбачев, Горовецкий, Киселев, Лунева, Федоренко, Якубсон
МПК: B22C 3/00, B22D 19/10, B23P 6/04 ...
Метки: герметизации, магниевых, состав, сплавов
...обезжиривания и промывки загружаются в 50автоклав, который затем закрываюткрышкой, Включают систему вакуумирования и при достижении давления 0,8 кгс/см вакуумирование продолжается еще в течение О мин, Эта 55 операция позволяет очистить имеющиеся поры в теле деталей от паров воды, воздуха и других загрязнений. То же происходит и с поверхностью детали. После этого в автоклав подается предложенный состав герметика, предвао рительно подогретый до 5 О-б О С, и создается давление до 5-7 кгс/см При этом давлении детали в автоклаве выдерживаются в течение 10-15 минГ За эти 10-15 мин и происходит пассивирование механически обработанной поверхности деталей.Пассивирование поверхности детали из магниевых сплавов происходит за счет того,...
Фрезерный станок для обработки деталей по контуру

Номер патента: 1576250
Опубликовано: 07.07.1990
МПК: B23C 3/00, B23P 15/26
Метки: контуру, станок, фрезерный
...крепления 2 с помощью болтов 20, а клин 19 соединен шарнирно с корпусом ползуна 13 с помощью оси 21. Закрепление заготовки через окно 22 осуществляется посредством винта 23, воздействующего на клин 19,Станок работает следующим образом.Заготовку 4 устанавливают в окно 22 ползуна 13 так, что клинья 18 и 19 оказываются в пазах заготовки. Заготовку 4 устанавливают вдоль ее продольной оси так, что из ползуна 13 выступает ее конец, необходимый для обработки длины. Перед началом цикла обработки с помощью рейки 16 и гидроцилиндра 17 ползун 13 устанавливается в пазу 8 в крайнее левое положение, благодаря чему через окно 22 в неподвижном корпусе )1 обеспечивается доступ к винту 23. Под действием винта 23 клин 19 поворачивается относительно оси 21...
Способ восстановления коленчатых валов

Номер патента: 1576264
Опубликовано: 07.07.1990
Авторы: Бурумкулов, Лельчук, Петин, Степанов
МПК: B23P 6/00
Метки: валов, восстановления, коленчатых
...Форма, размер и положение новых галтелей 7 и цилиндрической поверхности 8 обеспечиваются специальной заправкой шлифовального круга 9, при которой цилиндрическая центральная часть имеет симметричный выступ 10 с закругленными краями 11 радиусом г, равным половине радиуса Р исходного галтельного перехода 2, расстояние а от торца 12 круга до выступа 10 равно не менее величины Я, а высота Ь выступа - не более ширины бурта (не показан) базовой поверхности щеки 6 и не менее величины Я.Длина цилиндрической части шеек 5, при обработке составляет 5=5+2 Л, где 5 - ширина вкладыша; Л - размер, предусмотренный проектной документацией для гарантированной реализации осевых перемещений коленчатого вала. Пример. При восстановлении коленчатого вала...
Устройство для установки уплотнительных колец
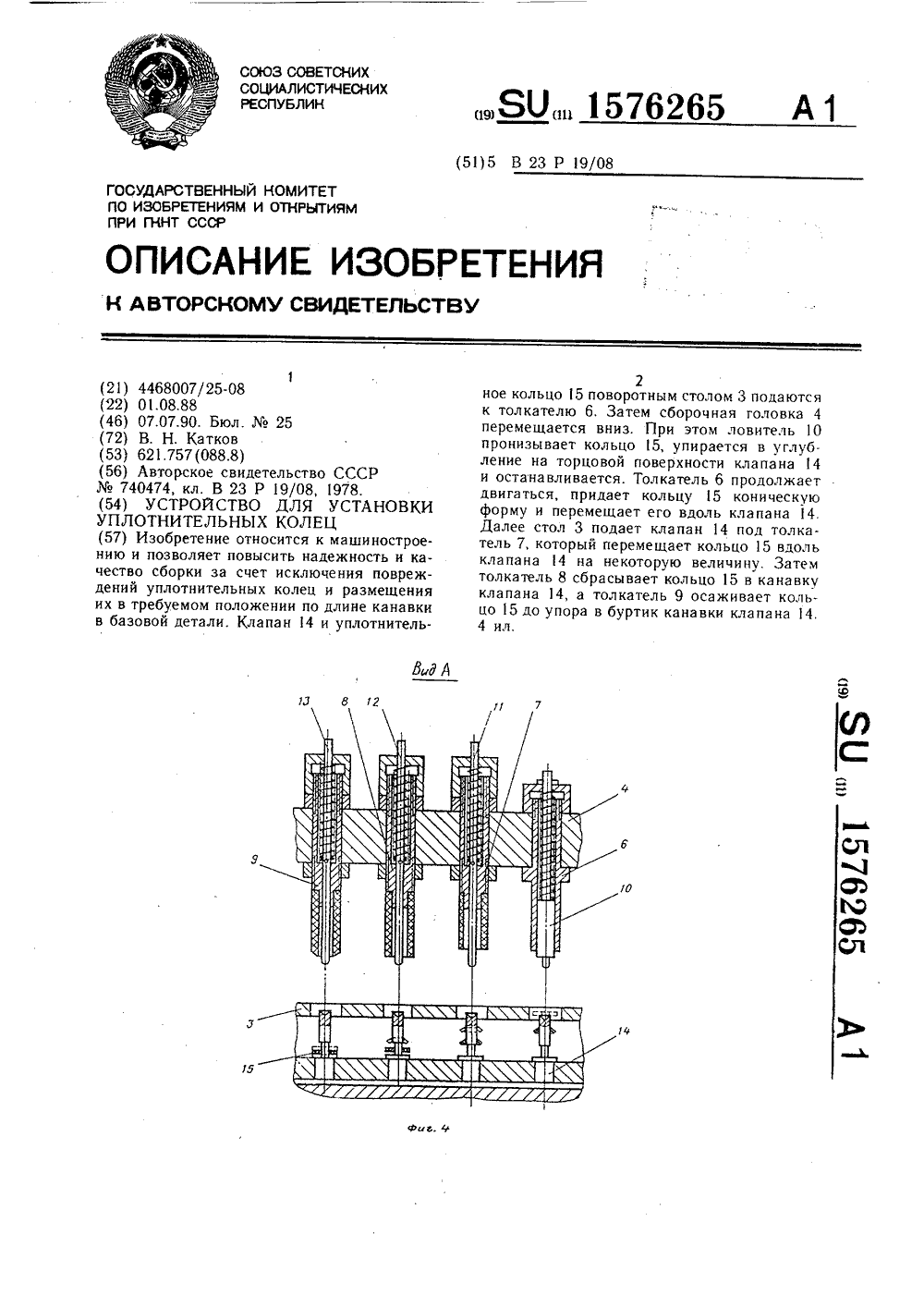
Номер патента: 1576265
Опубликовано: 07.07.1990
Автор: Катков
МПК: B23P 19/08
Метки: колец, уплотнительных, установки
...соответственно 10 - 13. При этом торцовая поверхность толкателя 6 выполнена конической, а диаметр отверстия в нем больше диаметра базовой детали - клапана 14 на толщину уплотнительного кольца 15. Толкатели 7 - 9 снабжены трубками из упругого материала, диаметр отверстия в которых не превышает диаметр клапана 14 более чем на половину толщины кольца 15. При этом торцовая поверхность толкателя 9 выполнена конической. Рабочие концы ловителей 10 - 13 выполнены сферическими, при этом ловитель 10 выполнен ступенчатым,Устройство работает следующим образом.Поворотный стол 3 и сборочная головка 4 получают согласованные прерывистые движения от привода 5. В момент остановки стола 3 с помощью механизма 1 в его гнездо устанавливается клапан...
Соединительный модуль сборочного робота

Номер патента: 1577952
Опубликовано: 15.07.1990
Авторы: Воротников, Рунков
МПК: B23P 19/00, B25J 9/08
Метки: модуль, робота, сборочного, соединительный
...блок линейной податливости, а сильфоны 4 образуют блок угловой податливости. Внутри сильфонов 3, 4 устанавливается механизм фиксаций от сдвига фланцев, представляющий из себя стержни 6, 7 закрепленные на торцах 8, 9 соответственно. В стержнях 6, 7 соответственно выполнены каналы 10, 11 для подачи рабочей среды, Б качестве рабочей среды используется жидкость. На свободном конце стержня 7 выполнен конический выступ 12, а на свободном конце стержня 6 выполнена ответная коническая выемка 13. Канал 1 О соединен с выходом 14 трехпозициоиного клапана 15, входы 16, 17 которого соответственно соединены с магистралью низкого давления и магистралью высокого давления. Управление трехпозиционным клапаном 15 ведется с помощью золотника 18....
Способ сборки запрессовкой деталей с коническими сопрягаемыми поверхностями

Номер патента: 1579699
Опубликовано: 23.07.1990
Авторы: Геровский, Голенко, Жеребцов, Идесман, Левитас, Немировский, Непопушев, Петренко, Сташкевич, Удоев
МПК: B23P 11/02
Метки: запрессовкой, коническими, поверхностями, сборки, сопрягаемыми
...слоя отверстия детали 1 вытесняется к опорному торцу последней, что приводит к уменьшениюнатяга и даже к образованию зазора на некотором участке, между запрессовываемойдеталью 4 и нижней частью отверстия детали 1. Для того, чтобы этого не произошло, вмомент окончания запрессовки (выпаданиявспомогательного конического элемента)нижний торец запрессовываемой детали 4должен не дойти до опорного торца детали1 на величину Л = (0,02 - 0,04) г,.д., где гз.д, -наименьший радиус запрессовываемой охватываемой детали,Для осуществления выпадания вспомогательного элемента 3 именно в этот момент на его торце большего диаметравыполняют фаску, высота котовой определяется из соотношения и =(1,0 - 1,2)Лприэтом диамето упомянутого торца,...
Устройство для сборки деталей

Номер патента: 1579700
Опубликовано: 23.07.1990
МПК: B23P 19/10
Метки: сборки
...(не показана) и смещенные на величину М относительно 20 вертикальной оси сосуда 3, Вариант устройства (фиг. 3) содержит по две камеры. 7, расположенные напротив каждого из отсеков 6 так, что их оси 8 и 9 смещены на величину Ь 2 относительно перегородок 5. 25 Устройство, кроме того, содержит манипулятор 10.Устройство работает следующим образом.Деталь типа втулки 11 устанавливается 30 на платформе 4, а деталь типа вал 12 манипулятором 10 подается в зону сборки и с определенным усилием прижимается к детали 11. При несовпадении осей сопрягаемых поверхностей деталей 11 и 12 на сосуд 35 3 действует выталкивающая сила и крутящий момент, стремящиеся вернуть его в первоначальное положение. Кроме того, в соответствующую камеру 7...
Устройство для установки упругих колец на базовую деталь

Номер патента: 1579701
Опубликовано: 23.07.1990
МПК: B23P 19/08
Метки: базовую, деталь, колец, упругих, установки
...15расположенных полэушек 8, подпружиненных относительно штока 9 привода 5, и расположенных под ними толкателей 10, Навнутренних поверхностях ползушек 8 и толкателей 10 выполнены канавки 11 и 12 под 20упругие кольца 13,Устройство работает следующим образом,На основание 1 устанавливается базовая деталь 14, а на оправку 2 - упругие 25кольца 13. Затем оправку 2 соединяют сприводом 3, который перемещает оправку 2вниз так, чтобы кожух 7 перекрыл канавки вбазовой детали 14, Далее с помощью привода 5 полэушки 8 и толкатели 10 перемещаются к оправке 2, При этом ползушки 8отсекают от стопы колец 13 на оправке 3потребный комплект колец в соответствии сколичеством канавок в детали 14, С помощью привода 3 оправка 2 поднимается на 35такую...
Станок для сборки

Номер патента: 1579702
Опубликовано: 23.07.1990
Автор: Ципес
МПК: B23P 21/00
...штанги 34 с отверстиями 35 и самоцентрирующие патроны в виде закреп ленной на станине 1 втулки 36 и подпружиненного стакана 37 с двуплечими рычагами 38. Каждый иэ контрольно-подающих механизмов 15 и 17 выполнен в виде размещенной на направляющих 39 плиты 40 с подпружиненными толкателями 41 и датчиками 42, количество которых соответствует количеству толкателей,Станок работает следующим образом, После размещения корпусной детали 3 в приспособлении 2 шиберная плита 18 пе ремещается вперед (влево на фиг.6) и стержневые детали 8 и 9 последовательно заполняют гнезда 26 в моменты остановки плиты 18. После заполнения всех гнезд 26 плита 18 продолжает движение, При этом иэ толкателей 20 упирается в упор 24 и поворачивает рычаги 21,...
Способ наплавки самозатачивающихся лезвий

Номер патента: 1581499
Опубликовано: 30.07.1990
Метки: лезвий, наплавки, самозатачивающихся
...на лезвие эффект отражения тепла от кромки канавки обратно в зону нагрева. В результате впроцессе наплавки нагревается тольконаружная часть лезвия (зона наплавки,Фиг.1), а распространение тепла путем теплопроводности в другие зоныдисковой детали уменьшается. Такимобразом, затраты энергии на нагревэоны наплавки до заданной температуры уменьшаются. 30После наплавки износостойкого слоявыполняют заточку лезвия. Далее втехнологическую канавку укладываютприсадочный материал 4 (Фиг,3), на-,пример, в виде проволоки, после чегопроизводят заплавление канавки дуговым методом с использованием сварочной горелки 5, В результате дисковая деталь приобретает правильнуючашеобразную, форму (Фиг.4).Полученный диск имеет более высокую жесткость, нежели...
Способ восстановления шлицевого вала

Номер патента: 1581550
Опубликовано: 30.07.1990
МПК: B23P 6/00
Метки: вала, восстановления, шлицевого
...1000 0,15 прототип меров на 0,5-1 мм превышающий номинальный. Мехобработку после наплавки осуществляют по месту старых впадин и шпицев, Таким образом предлагаемый способ позволяет восстанавливать шпицевые валы любых типоразмеров сложной конфигурации. При этом в прикорневой зоне сохраняется Основной металл, а переходная эона наплав ки находится в средней части по высоте шпица.Использование электропластического деформирования позволяет упростить техпроцесс путем исключения предварительной термической обработки детали.Выполнение первым по ходу роликом рельефа в виде канавки округлой формы и сглаживание его вторым роликом сни-,20 жает усилия раздавливания и позволяет сформировать структуру материала в прикорневой зоне шпица с повышенными...
Способ ремонта кузова автомобиля

Номер патента: 1581551
Опубликовано: 30.07.1990
Авторы: Алифиренко, Звягин, Травкин
МПК: B23P 6/00
Метки: автомобиля, кузова, ремонта
...присоедине ый к силовым элементам кузова авто Способ включает отдельное изготовление деталей-заменителей 1-4 с отверстиями во фланцах 5 и 6 под крепежные элементы, удаление на ремонтируемом кузове вышедших из строя деталей, изготовление каркаса из дополнительных стержней 7, который сое диняют с элементами 8- 1 О кузова при помощи винтовых соединителей, установку деталей-заменителей на каркасе с последующим их закреплением.,Редактор Ю,Середа Корректор Т,Палий Заказ 2057 Тираж 597 ПодписноеВБПРЛ ГосБПРЛ осударственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент" г. Ужгород ул Город, ул. агарина, 101 П р и м е р. После удаления стапых элементов...
Устройство для снятия фрикционных накладок с колодок колесного тормоза

Номер патента: 1581552
Опубликовано: 30.07.1990
Автор: Добжинский
Метки: колесного, колодок, накладок, снятия, тормоза, фрикционных
...илидругие самые различные по своей геометрии базы. Зона Б снабжена узломкрепления колодок без проушин, кото,рый включает пластину 19, выполненную в виде сегмента с рядом круглых1 и фасонных отверстий О для фиксациикоуодок 6 в горизонтальной плоскостинабор легко и быстросменных стержней (не показано) и идентичной, как в зоне ч резьбовой стойкой 18,Прижим колодки 7 осуществляется подпружиненной прижимной планкой, гайкой с рукояткой (не показано), Для сбора осколков срезаемой накладк и заклеп устройство имеет экран,Устройство работает следующим образом.Вначале необходимо закрепить колодку на поворотной планшайбе 5, при этом одновременно обрабатывается только колодка одной группы типоразмеров, имеющая проушину или беэ нее. Колодка б, не...
Способ повышения износостойкости металлических пар трения с ферромагнитными свойствами

Номер патента: 1581553
Опубликовано: 30.07.1990
Авторы: Босамыкина, Захаров, Комолов, Лапшин
МПК: B23P 9/00
Метки: износостойкости, металлических, пар, повышения, свойствами, трения, ферромагнитными
...износостойкости узловтрения машин и механизмов.Цель изобретения - повышение срока службы пары трения за счет создания более благоприятных условий изнашивания.На фиг. 1 показана настроечнаясхема; на фиг. 2 - вариант устройства для реализации предлагаемого способа.Схема состоит из вала 1, ведущей2 и ведомой 3 полумуфт, соединенныхс ведомым валом 4, токосъемника 5,установленного на ведомом валу 4,усилителя 6 напряжения, соединенногос токосъемником 5, генератора 7 частоты, осциллографа 8. Устройство мо жет содержать рамки 9 рабочего генератора и постоянные магниты 10, параметры которых предварительно рассчитаны с помощью схемы.Способ осуществляют следующим об , разом.Соединяют электрически ведущую 2 и ведомую 3 нолумуфты через...
Способ соединения деталей из разнородных металлов

Номер патента: 1581554
Опубликовано: 30.07.1990
МПК: B23P 11/02
Метки: металлов, разнородных, соединения
...предназначенныедля обжатия торцов детали 2 послезапресс"нки, охнатывают по периметрусопряженные поверхности деталей 1 и 2.Способ соединения деталей из разнородных металлов. осуществляютследующим образом.Перед сборкой сопрягаемые поверхности деталей 1 и 2, а также поверхность режущей кромкифильеры 6 тщательно обезжириваются. Затем охватываемую деталь 1 с усилием Р проталкивают сквозь фильеру 6, При этомна пояске 3 нарезаются продольныешлицыи одновременно происходит очистка всех поверхностей э;ого пояска. 2 ОДалее осуществляют запрессовку детали 1 в отверстие детали 2. При этомпоясок 4 зачищает поверхность отверстия, а шпицы на пояске 3 детали 1нарезают н отверстии детали 2 соотнетствующие шпицы. Одновременно канавка 5 детали 1 заполняется...
Способ получения неподвижного соединения охватываемой и охватывающей деталей

Номер патента: 1581555
Опубликовано: 30.07.1990
МПК: B23P 11/02
Метки: неподвижного, охватываемой, охватывающей, соединения
...нагрева одной детали и охлаждения другой или изменения температуры одной иэ деталей, что зависит от величины натяга. После этого собранное соединение дор" 10 нуют по поверхнЬсти отверстия охватываемой детали,. что приводит к пластической деформации последней в радиальномнаправлении.Наличие на одной поверхности мйкрорельефа вогнутой Формы, а на друт гой - выпуклой позволяет при дорновании осуцествить зацепление по синусоиде, Та часть полностью регулярного микрорельфа, которая не вошла во впадины вогнутого частично регулярного микрорельефа при дорновании деформируется, что приводит к уменьше- нию высоты неровностей и увеличению радиусов, а следовательно, повышению 25 площади контакта сопрягаемых поверхностей, что увеличивает прочность...
Устройство для сборки соединения деталей типа вал-втулка к протяжному станку

Номер патента: 1581556
Опубликовано: 30.07.1990
Авторы: Ведмедовский, Кухарец, Петунов, Тимирбаев
МПК: B23P 19/02
Метки: вал-втулка, протяжному, сборки, соединения, станку, типа
...4, связанная с кареткой протяжного станка посредством двух тяг 5 и 6. На планшайбе 1 закреплен корпус 7 с направляюцими отверстиями для тяг 5 и б и осевым отверстием, 30 в котором расположены обжимная обойма в виде последовательно установленных деформируюцих колец 8 и направляюцая втулка 9, Рабочая поверхность колец имеет форму двух усеченных обраценных друг к другу конусов, между которыми расположена цилиндрическая ленточка. На основании 2 соосно направляющей втулке 9 смонтированы на" правляющая обойма 10 и центрирующая опора 11 для собираемой втулки 12. В траверсе 4 закреплен стержневой элемент 13 с центрируюцим углублением 14 для собираемого вала 15. Один ко- нец стержневого элемента 13 расположен в направляюцей обойме 1...
Устройство для сборки деталей запрессовкой

Номер патента: 1581557
Опубликовано: 30.07.1990
Автор: Коласкин
МПК: B23P 19/027
Метки: запрессовкой, сборки
...в зоне сборки, выполненным в виде датчика 26, закрепленного на кронштейне 27 и электрически связанного с системой управления и щупа 28, установленного на плите и подпружиненного относительно. последнего.Устройство работает следующим образом.Базовая деталь 29 устанавливается на основании 1. Запрессовываемая втулка 30 из вибробункера 2 по магазину подается в посадочное место, образованное шибером 4 и плитой 13. При этом подпорам столба деталей втулка 30 подается на опорную поверхность направляющей 10. В начале движения шибера 4 проходит перемещение втулки 30 по поверхности направляющей 10 до размещения ее в выемке 14 плиты 13, которая выстаивает, опираясь винтами .16 на упоры до тех пор, пока не перестанут действовать на нее пру" жины...