B23P — Прочие способы обработки; комбинированные способы обработки; универсальные станки
Устройство для сборки деталей запрессовкой

Номер патента: 1286390
Опубликовано: 30.01.1987
Авторы: Винс, Константинов, Шишкин
МПК: B23P 19/10
Метки: запрессовкой, сборки
...поджата к плоскости 29 кронштейна 27 пружиной ЗО, Плоскости 28 и 29 образуют фрикционный контакт, позволяющий фиксировать положение коромысла 20. Зазор между пальцами 25 и отверстием 26 определяет локальную область перемещениякоромысла 20Устройство для сборки деталей работает следующим образом,В исходном состоянии (фиг,1) центрирующая оправка 4 находится в левом,а запрессовочный пуансон 5 в правомкрайних положениях. Втулка 11 установлена в приемном лотке 12, а каток8 подан на базирующие ролики 9.При включении пневмоцилиндра 6центрирующая оправка 4 начинает перемещаться в посадочное отверстие 10катка 8 (фиг.4). Когда наступает контакт отверстия 10 с конусной частью13, возникает сила реакции, поперечная составляющая которой,...
Способ сборки с натягом охватывающей и полой охватываемой деталей

Номер патента: 1288012
Опубликовано: 07.02.1987
Авторы: Абрамов, Дулотин, Калинкин, Клековкин, Турыгин
МПК: B23P 11/02
Метки: натягом, охватываемой, охватывающей, полой, сборки
...нагрузочную способность соединений. С увеличением зазора уменьшается фактический уровень контактного давления по сравнению с расчетным, Значительное уменьшение зазораусложняет установку охватываемойдетали в охватывающую, Оптимальнаявеличина зазора составляет 0,15%от Й.При выдержках от 1 до 3 мин поддавлением Р не происходит полнойстабилизации напряженно-деформированного состояния, Оптимальное значение времени выдержки составляет5 мин, при увеличении выдержки увеличивается время сборки.Результаты испытаний приведеныв таблице1288012 Образцы г Диаметр полости,мм 120 14 Длина сопряжения, мм 1201 з 14 Толщина покрытия, мм 0,10 Т Зазор, мм Материал охватываемой детали СТ 3 ГОСТ 380-71 230 230 230из одной партии 230 230 Материал охватывающей...
Устройство для запрессовки деталей типа штифтов

Номер патента: 1288013
Опубликовано: 07.02.1987
Авторы: Апатов, Васильевых, Жуйков, Костин, Патупчик
МПК: B23P 19/02
Метки: запрессовки, типа, штифтов
...противоположных концах двуплечих рычагов, взаимодействуют с упорами 34 планок 35, поворачивая двуплечие рычаги 31 и освобождая кольцо 27 ударника. Пружина 29 резко распрямляется,приводя в действие ударник, боек 26которого воздействует на толкатель17. Тот, в свою очередь, запрессовывает штифт 46 в отверстие детали45 до упора. При этом плоская пружина 19 отходит вниз под действием самого штифта, который далее направляется втулкой 11 и отверстием 12,строго соосными выполненному в детали отверстию.В этот момент запрессовыванияштифта пиноль силовой головки ещепродолжает отходить назад и воздействует на конечный выключатель (непоказан), который включает электромагнит 38. Включение последнего сопровождается поворотом шарнирного фиксатора 40...
Устройство для сборки деталей типа вал-втулка

Номер патента: 1288014
Опубликовано: 07.02.1987
МПК: B23P 19/02, B23P 19/12
Метки: вал-втулка, сборки, типа
...устройство с удерживаемой деталью 23 перемещается вниз,При взаимодействии кромки детали23 с фаской отверстия детали 24 силывзаимодействия через деталь 23, ос 15тов 19 схвата, опору 16 с коническим гнездом, шарики 13 перемещаютопорную втулку 12 вверх по прессующему штоку 7, сжимая пружину 11,имеющую меньшую жесткость, чем пружина3. Между поверхностями конуса 15 иконического гнезда опоры 16, а также между поверхностью конуса 15 ицентральным отверстием сепаратора14 образуются зазоры. Радиальнаясоставляющая сил взаимодействия заставляет смещаться опору 16 с деталью23 в сторону оси отверстия детали 24Соскальзывание детали 23 по фаске отверстия детали 24 продолжается до момента упора детали 23 в противоположную кромку отверстия детали 24,а...
Устройство для сборки деталей типа вал-втулка

Номер патента: 1288019
Опубликовано: 07.02.1987
Авторы: Карпенко, Рекис, Русецкий, Симсонс
МПК: B23P 19/04
Метки: вал-втулка, сборки, типа
...и предотвращают выскальзывание детали из лотка в процессе сборки, На плоской пружине 5 закреп - лен упругий отсекатель 8, второй конец которого размещен в пазу 9, выполненном в лотке 1.Отсекатель 8 установлен таким образом, что при опущенной пружине 5 он находится за пределами паза, а при подъеме пружины 5 входит в паз 9 прижимая очередную деталь к верхней40 стороне лотка.Устройство работает следующим образом.Втулки 2 из вибробункера (не показан) поступают на лоток 1, переме 45 щаясь по которому деталь занимает горизонтальное положение. Вал 4 перемещают в направлении втулки 2, он входит в паэ 3 лотка 1, вступает в контакт с нижней частью торца втул 50 ки 2. Далее втулка 2 перемещается вместе с валом 4 и другой ее торец, перемещаемый...
Устройство для упрочнения цилиндрических деталей

Номер патента: 1289606
Опубликовано: 15.02.1987
Авторы: Горошко, Карпушин, Нехай, Олейников, Петрашевич
Метки: упрочнения, цилиндрических
...пластификатором, подается из кассеты 5 с помощью направляющего устройства (на Фиг. 1 не ловказанного) в канавку и прижимается квнутренней поверхности канавки кулачком 6, который кинематически связанс двигателем 9. В процессе вращениякулачок 6 формирует на ленте продольные риски треугольного профиля (масляные карманы 11) для задерживанияв них смазки при работе детали в механизме. Величина угла о , под которым устанавливается кулачок 6, определяется конструктивной принадлежностью детали, лежит в пределах ч 5- о80 и получается в зависимости от настройки шага спирали канавки.2 О Предлагаемое устройство обеспечивает нанесение покрытия металлическойлентой на нежесткие детали (0/Й8),Так как ширина ленты меньше длины детали в 5...
Устройство для установки уплотнительных колец
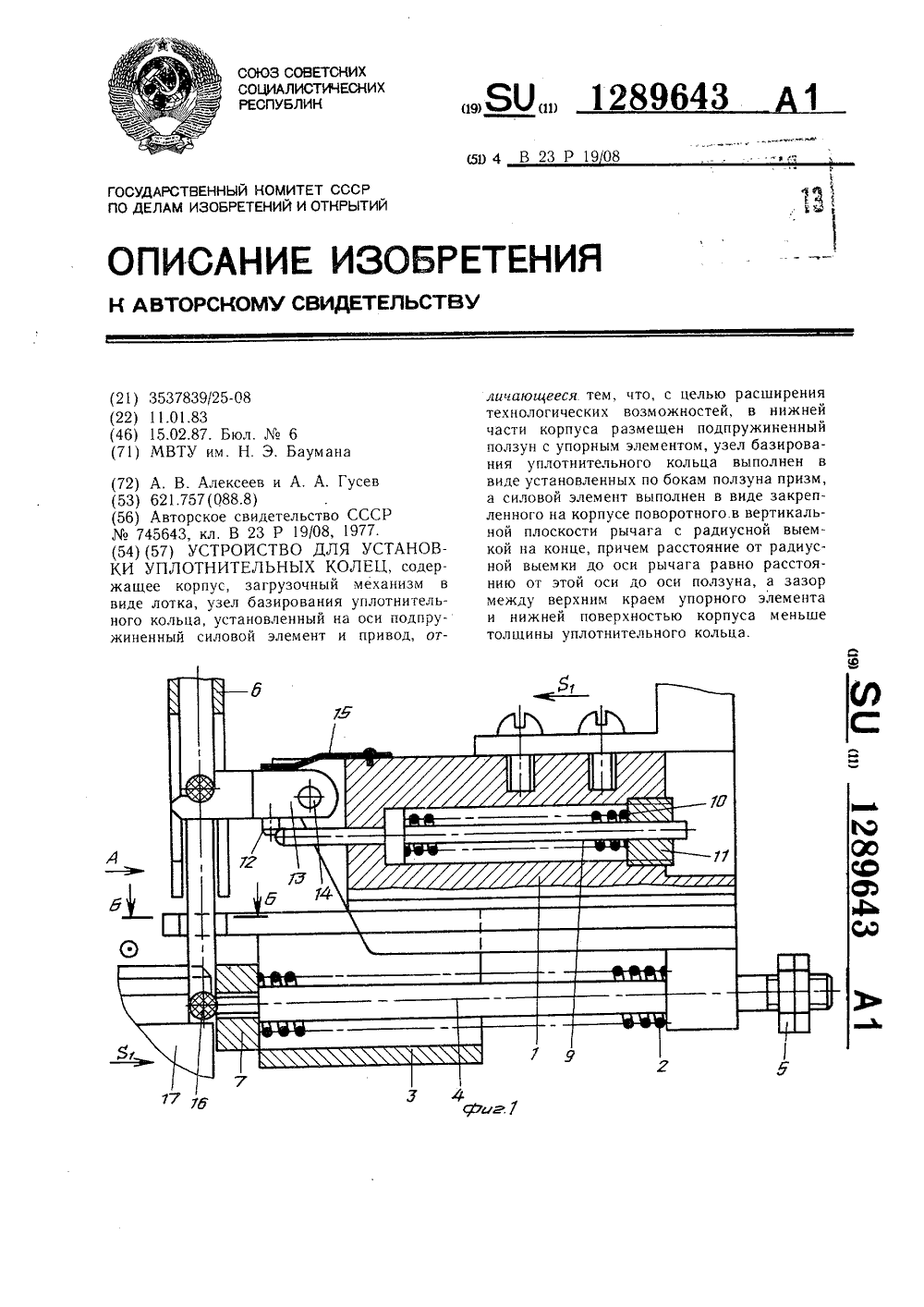
Номер патента: 1289643
Опубликовано: 15.02.1987
МПК: B23P 19/08
Метки: колец, уплотнительных, установки
...15 ползуна 3, На конце направляющей 4 расположены гайки 5 для придания призмам на ползуне 3 правильного положения относительно питающего лотка 6 и корпуса 1. На передней части ползуна 3 располагается упорный элемент - планка , прикреп 2 О ленная винтами 8 к ползуну, причем зазор между планкой 7 и нижней поверхностью корпуса меньше толщины устанавливаемого уплотнительного кольца. В корпусе 1 имеется расточка под цилиндрический тол катель 9, подпружиненный относительно корпуса пружиной 10, имеющий регулировочную гайку 11 для создания необходимого усилия на толкателе для обеспечения нужной траектории его движения. Закругленный конец толкателя опирается на закругленную головку 12 рычага 13 с радиусной выемкой закрепленного на...
Устройство для установки упругих колец во внутренние канавки изделий

Номер патента: 1289644
Опубликовано: 15.02.1987
МПК: B23P 19/08
Метки: внутренние, канавки, колец, упругих, установки
...по оси которых расположен стержень 5 с каналом 6. Внутри корпуса 1 на осях установлены рычаги 7, связанные с поршнем 4 и подвижной втулкой 8 с пазами для рычагов 7. Втулка 8 подпружинена пружиной 9. В нижней части корпуса выполнены ложементы 10 для колец и каналы 11, связанные с полостью, в которую выходят отверстия 12, перпендикулярные каналу 6. Устройство работает следующим образом, В исходном положении оба штока 4 и 3 силовых цилиндров находятся в нижнем положении. Рычаги, подвижная втулка 8 и рычаги 7 - также в нижнем положении. Рычаги 7 раскрыты. Для захвата уплотнительных колец в штоковую полость нижнего штока 4 подается энергоноситель, а другая полость связывается со сливом. Шток 4 поднимается до, упора в торец штока 3....
Способ доработки многогранных твердосплавных пластин

Номер патента: 1289659
Опубликовано: 15.02.1987
Авторы: Бурков, Изотов, Кабалдин, Кожевников
МПК: B23P 15/28, B24B 3/34
Метки: доработки, многогранных, пластин, твердосплавных
...режимами резания (скорости и подачи). При достижении величины износа по задней поверхности 11., соответствующей начальному износу, прекращают работу резцом. Затем осуществляют съем материала последовательно другими режущими кромками многогранной твердосплавной пластины, и после периода приработки (появления на задних поверхностях пластины площадок износа, ширина Ь которых равна величине начального износа) пластину извлекают из державки и подвергают химико-термической обработке, например низкотемлературному цианированию в жидкостной ванне следующего состава,: НаСЛ 25-30; КС 1 28-ЙО; Ма СО 25-30, в течение 3-4 ч при 560-580 С. После химико-термической обработки пластины промывают и вновь устанавливают в держанку резца для...
Способ тепловой сборки с натягом охватываемой и охватывающей деталей

Номер патента: 1291348
Опубликовано: 23.02.1987
Авторы: Воячек, Курносов, Москвитин, Мурзин, Шавишвили
МПК: B23P 11/02, F16B 4/00
Метки: натягом, охватываемой, охватывающей, сборки, тепловой
...материала и порошка, на фиг. 2 - место сопряжения деталей в момент внедрения частиц порошка в сопрягаемые поверхности деталей,Способ осуществляют следующим образом.На сопрягаемой поверхности одной из деталей, например вала 1, формируют слой электроизоляционного материала 2, напримеркремнийорганической эмали типа К 0-859, после чего на эту же поверхность наносят электропроводный порошок 3 в один слой, например, шаржированием, Затем осуществляют сборку вала 1 с втулкой 4 тепловым методом, после чего частицы порошка нагревают путем пропускания через них электрического тока. 5 10 5 20 25 30 верхностей охватываемой и охватывающей деталей.П р и м е р. Изготовляют образцысоединения с натягом, охватывающаядеталь которых выполняется в...
Способ извлечения поршня

Номер патента: 1291349
Опубликовано: 23.02.1987
Авторы: Гамазов, Искендеров, Рипп, Саркисов, Степанян
МПК: B23P 19/00
Метки: извлечения, поршня
...и ч а ю щ и й с я тем, что, с целью повышения надежности, над извлекаемым поршнем предварительно устанавливают дополнительный поршень исоединяют указанные поршни с помощьюстяжного элемента так, чтобы междуизвлекаемым и дополнительным поршнями образовалась полость. Составитель В.ГудковТехред Л,Олейник Редактор А,Шандор Корректор Е.Сирохман,Заказ 82/16 Тираж 976 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Подписное Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 Изобретение относится к испытательному оборудованию и может быть использовано в сосудах высокого давления.Целью изобретения является повышение надежности за счет исключения перекосов...
Устройство для съема букс с колесных пар

Номер патента: 1291350
Опубликовано: 23.02.1987
Авторы: Елсуков, Лазарев, Лукьянов, Минченко, Путилин, Чайка
МПК: B23P 19/027
Метки: букс, колесных, пар, съема
...цилиндр 33, связанный с подвижным корпусом 34 зажимной головки 29, с конической поверхностью которого скользяще связаны кулачки 35, установленные в радиальных направляющих 36 корпуса 31 зажимной головки 29. Внутри корпуса 31 эажимной головки 29 также закреплены конечный выключатель 37 и реле 38 давления ограничения хода силового цилиндра 33.Устройство для съема букс с колес- ных пар 39 расположено на позиции съема букс 40, снабженной конечным выключателем 41. Для точной установки колесной пары 39 относительно оси зажимной головки 29 устройства на рельсовых путях 1 предусмотрена лыска 42.Устройство работает следующим образом.Колесная пара 39 подается на позицию съема букс 40 и фиксируется на ней так, что ось колесной пары 39 и ось...
Устройство для монтажа и демонтажа деталей

Номер патента: 1291351
Опубликовано: 23.02.1987
МПК: B23P 19/027
...В процессе переналадки устройства для установки ролика другого типоразмера геометрическая ось последнего выставляетсятакже в одной ппоскости с геометрическими осями шарниров поворотныхзахватов при помощи призмы соответствующего размера.Устройство работает следующим образом.При демонтаже поворотные захваты 8 поворотом эксцентриковых валов 9 при помощи рукояток 14 рычагов 13 разводят на соответствующий размер зева и грузоподъемным средством ролик 4 с подшипниками 7 качения, опуская, направляют в эев поворотных захватов 8. После введения ролика 4 в зев поворотных захватов 8 и при дальнейшем опускании ролик 4 нижней своей поверхностью вступает в контакт с концами поворотных захватов 8 и эа счет гравитационной силы своей массы воздействует...
Устройство для монтажа и демонтажа прессовых соединений деталей типа вал-втулка

Номер патента: 1291352
Опубликовано: 23.02.1987
Авторы: Исаченков, Маргулян, Понкратов, Шмаков
МПК: B23P 19/027
Метки: вал-втулка, демонтажа, монтажа, прессовых, соединений, типа
...параллельной стойке9, выполненным в виде маховика 23 свинтом 24, установленным в опоре 25,которая упирается в бурт 26 винта 24и поджимается к нему гайкой 27, закрепленной сверху трубчатой направляющей 10,Винт 24 входит в соединение с гайкой 28, установ.пенной в верхней части полой стойки 9 в ее расточке 29 и зафиксированной от проворота пальцем 30. Привод поворота опорной рамы 11 и соответственно полой стойки 9, кинематически связанной со средством 22 перемещения опорной рамы 11, состоит из размещенного в корпусе 31, жестко закрепленном на платформе 3, и соединенного с полой стойкой 9 в ее нижней части шарового пальца 32, который пружиной 33 посредством фланца 34 сверху поджимается к гнезду 35 корпуса 3.Шаровой палец 32 стопорится...
Устройство для обработки поршневых колец

Номер патента: 1292968
Опубликовано: 28.02.1987
Авторы: Мохорт, Стоянов, Черноусова
МПК: B23P 15/06
...поршневого кольца. Толкатель 14 при помощи пружины растяжения 17 стремится занять крайнее правоеположение.В зажимной головке 2 расположен вал 18,на котором закреплены кулачки 19 и 20,при этом кулачок 19 предназначен для управления шибером 21 через систему рычагов 22.Кулачок 20 предназначен для перемещениятолкателя 14 с подпятником 15.Шпиндель 6 и вал 18 получают вращени от электродвигателя 23 через клиноременную передачу 24 и систему шестерен.Для установки пакета поршневых колецпод обработку служит шпонка 25. Обработанное кольцо удаляется через щель 26,Устройство работает следующим образом.В исходном положении толкатель 8 поддействием пружины 10 находится в крайнемправом положении, при котором открытыйторец упорного подпятника 9...
Наконечник для сборки секций радиаторов с плоскоовальными трубками

Номер патента: 1292969
Опубликовано: 28.02.1987
Автор: Мандрыкин
МПК: B23P 15/26
Метки: наконечник, плоскоовальными, радиаторов, сборки, секций, трубками
...пластин 5, участок 6 для калибровки с плоскими элементами и хвостовик 7 для радиаторной трубки 8. Участок 4 для отгибки прямолинейных кромок отверстий радиаторной пластины выполнен в виде продольных пазов 9, ширина которых равна ширине плоских элементов участка 6 для калибровки и радиусного перехода К от дна пазов к плоским элементам участка 6 для калибровки.Наконечник работает следующим образом.Радиаторную пластину 5 с предварительно отбортованными отверстиями надевают на заходный участок 2 стержня 1. После этого пластину 5 перемещают по стержню 1, При этом в работу сначала вступают участки 3 для отбортовки овальных кромок отверстий, происходит окончательная формовка только овальных кромок отверстий. Поскольку на участках 4...
Устройство для сборки

Номер патента: 1292970
Опубликовано: 28.02.1987
МПК: B23P 19/027
Метки: сборки
...вид; на фиг.2 - сечение А - А на фиг.1; на фиг.3 - сечение Б - Б на фиг,2.Устройство содержит станину 1, инструмент для запрессовки 2, его привод в виде силового цилиндра 3, упругий элемент 4, ось 5 для центрирования оси изделия 6, опорный элемент 7 для размещения корпуса 8 изделия, механизм для подачи в зону сборкиоси изделия 6, выполненный в виде клиновых опор 9 и их приводов 10. Ось 5 подпружинена относительно штока силового цилиндра 3.Устройство работает следующим образом.Корпус 8 с размещенной в нем осью 6 устанавливают на опорный элемент 7. Клиновидные опоры 9 перемещаются вверх за счет приводов 10. При взаимодействии наклонных поверхностей 11 с осью 6 и корпусом 8 происходит их взаимная соосная установка. После этого...
Устройство для сборки резьбовых соединений

Номер патента: 1292971
Опубликовано: 28.02.1987
Автор: Соболев
МПК: B23P 19/06
Метки: резьбовых, сборки, соединений
...отвод механизма 14 в исходное положение, а винтозавинчивающая головка 7 подводится к базовой детали и завинчивает в нее удерживаемый в гнезде 12 шпинделя 8 винт. После завинчивания винта головка 7 отводится в исходное положение. 4 ил. винтозавинчиваюших головках 7 установлены приводы вращения 26.Контроль функционирования механизма подачи винтов осуществляется датчиками 27 и 28, а винтозавинчивающей головки 7 датчиком 29.Устройство работает следую гцим образом.Базовые детали, подлежащие сборке, устанавливаются в многоместное приспособление 3 и транспортируются поворотным столом 1 на позицию сборки. Стол устанавливается на фиксатор 2. Винты из загрузочно-ориентирующего устройства (не показано) по ручьям 24 подаются в отверстия 7 и...
Автомат для сборки цилиндрового механизма замка

Номер патента: 1292972
Опубликовано: 28.02.1987
Авторы: Григорьев, Гусарев, Зеликов, Надеин
МПК: B23P 21/00
Метки: автомат, замка, механизма, сборки, цилиндрового
...3 включают в себя корпус 16, в отверстии которого установлена с возможностью поворота ось 17, несущая ложемент. 18. Приводом поворота оси 17 является силовой цилиндр 19 через реечную передачу 20. На ложементе 18 выполнено гнездо 21 под устанавливаемые детали. На корпусе 16 закреплена сегментная планка-ограничитель 22, центр которой совпадает с осью 17, кроме того, в корпусе 16 размещен толкатель 23. На 1 У и У позициях на станине 1 под поворотным столом 2 закреплены силовые цилиндры 24 со штоками 25.Автомат работает следующим образом. 40 Позиция 1. Согласно программе запорные шайбы 6 и пружинные шайбы 7 из загрузочных механизмов 13 подаются в зону действия манипулятора 14, который устанавливает их в стакане 5, размещенном в гнезде 21...
Способ компенсации износа деталей передач

Номер патента: 1293412
Опубликовано: 28.02.1987
Автор: Калиниченко
МПК: B23P 6/00, B62D 3/10, F16H 1/08 ...
Метки: износа, компенсации, передач
...и отказа от установки дополнительных элементов, таких как плоские кольцевые пружины, упоры и пружинные толкатели.На фиг. 1 показана деталь передачи в виде сектора рулевого управления трактора после осуществления ремонта, вид спереди; на фиг. 2 - то же, вид сверху.Сектор рулевого управления содержит зубчатую часть 1. В процессе эксплуатации зубья изнашиваются неравномерно. Средняя зона 2 имеет максимальный износ, в направлении концов 3 и 4 сектора износ 2 О зубьев монотонно убывает. Показано, что на концах сектора выполнены прорези 5, обес. печивающие изменение жесткости по длине изношенного участка прямо пропорционально величине износа. Для осуществления способа участкам сектора с малым износом зубьев обеспечивают возможность упругих...
Режущий инструмент и способ его изготовления

Номер патента: 1110212
Опубликовано: 07.03.1987
Авторы: Боярунас, Гаврилов, Галицкая, Жедь, Лейн, Синельщиков, Степнов
МПК: B23P 15/28, C23C 14/24
Метки: инструмент, режущий
...нагрев инструментальной основы и нагрев ее в процессе формирования покрытия должен1110212 Ьбыть ниже температуры ее разупроч- и на червячные фрезы ф 24 мм, изнения с целью сохранения стойкост- готовленные из стали 9 ХС, наносиных характеристик режущего инстру- лись износостойкие покрытия методоммента, При предварительном разог- конденсации с ионной бомбардировкойреве основы до температуры ниже тем- на установке "Булат-зМ" при раэлич 5пературы ее раэупрочнения более, . ном сочетании температуры разогречем на 100 С, количество тепла, ак- ва основы и давления газа-реагента.кумулирующееся в объеме инструмента, Одновременно с инструменом в канедостаточно для интенсификации ме- меру устанавливался образец из маталлургическалл гических и...
Способ ремонта литых корпусов

Номер патента: 1294551
Опубликовано: 07.03.1987
Авторы: Бельферман, Водичев, Гольдберг, Должанский, Израилев, Тиллиб, Тимофеев, Фролов
МПК: B23P 6/04
Метки: корпусов, литых, ремонта
...напряжений зоны трещин.Посредине зоны трещин при ее длинеболее 10 размеров ширины выполняютдополнительное отверстие 7 той жеформы и глубины. По обе стороны снаружи отверстий 3 могут быть выполнены аналогичные отверстия 8 на расстоянии 1 = (2-3)а .Ремонт длительно эксплуатируемых 35литых корпусов осуществляют следующим образом,Вводят периодически энергоустановку в капитальный ремонт (через 58 лет), Снимают изоляцию в зонахконструкционных концентраторов, за-чищают литую поверхность, контролируют размеры зоны трещин, например,магнитопорошковым методом. Затемпо краям зоны выполняют отверстия3, а посредине зоны - отверстие 7,Корпус изолируют, вводят в эксплуатацию до следующего контроля металла в капитальный ремонт, До техпор, пока зона...
Способ сборки бандажированной матрицы

Номер патента: 1294552
Опубликовано: 07.03.1987
Авторы: Алистратов, Бобошко, Касатка, Михайленко
МПК: B21C 25/10, B23P 11/02
Метки: бандажированной, матрицы, сборки
...и корпуса, при этом вставкасжимается, а корпус расширяется,т,е, диаметр конусного отверстиякорпуса увеличивается. Перед залрессовкой матричной вставки 4 в ееполость устанавливают опорный стержень 5, высота которого больше высоты вставки, При запрессовке торецползуна одновременно воздействуеткак на стержень, так и на твердосплавную вставку, при этом черезстержень усилие передается непосредственно на вспомогательную вставку, проталкивая ее по высоте отверстия, а к матричной вставке прикладывается усилие, необходимое для еезапрессовки в предварительно расширенный корпус, По мере запрессовкиматричной вставки вспомогательнаявставка выпрессовывается из корпусадо полного удаления в конце запрес-совки (фиг. 2),...
Способ соединения двух деталей

Номер патента: 1294553
Опубликовано: 07.03.1987
Авторы: Атаманюк, Бочков, Кмыта
МПК: B23P 11/02
Метки: двух, соединения
...на фиг, 3вариант выполнения трех граней.Соединение деталей производятпутем запрессовки одной детали (металлической гильзы) в другую (керамический корпус). Отличием способа является .осуществление эапрессовки круглого фланца гильзы в многогранное углубление с ограничением глубины запрессовки,Предложенный способ осуществляется при помощи устройства, содержащего пуансон 1 с коническим ловителем для базирования гильзы 2, опорной плиты 3 и вальцующего,инструмента 4, 35 для фиксации гильзы 2 в осевом направлении, базирующих элементов 5 и 6. Пуансон 1 выполнен цилиндрическим с двумя ступенями 7 и 8. Ступень 7 осуществляет запрессовку круглого фланца гильзы в многогранное углубление корпуса 9, а ступень 8 ограничивает глубину эапрессовки....
Способ изготовления поршневых колец

Номер патента: 1294554
Опубликовано: 07.03.1987
МПК: B23P 15/06
...состоянию кольца. Затем кольца собирают в пакет, базируя по наружной поверхности в калиброванной гильзе 4, а по замку - на центральной оправке 5 с конической частью 6, которая устанавливается на конической поверхности гильзы,В данном приспособлении обеспечивается точное положение оси кольца относительно его спинки и середины замка.Дальнейшая копирная обработка колец, обеспечивающая их формообразование, осуществляется на оправке 5 с базированием колец по замку, т.е, по его торцам, в результате чего обеспечивается повьппение точности обработки, поскольку конст- В рукторская база (торцы замка) используется в качестве технологической и измерительной баз.П р и м е р , Изготавливали опытную партию стальных поршневых колец, В процессе...
Гидравлическое устройство для разборки забойных двигателей

Номер патента: 1294555
Опубликовано: 07.03.1987
Авторы: Князев, Костыря, Олешков
МПК: B23P 19/027
Метки: гидравлическое, двигателей, забойных, разборки
...пор, пока все гидроцилиндры не закончат свой рабочий ход и вал забойного двигателя 19 с турбиной 21 полностью не выйдет из корпуса, Может случиться так, что какой-то из силовых гидроцилиндров закончит рабочий ход, а усилия, развиваемого следующим гидроцилиндром меньшего диаметра, недостаточно, В этом случае прекращают подачу рабо- . 20 чей жидкости в гидрокамеру С,.соединив ее со сливной линией, размыкают захватные плашки 9 и подают рабочую жидкость в гидрокамеру обратного хода того гидроцилиндра, который совершил рабочий ход последним, и возвращают его в исходное положение. Замыкают захватные плашки 9 на тяге 1, Снова подают рабочую жидкость в гидрокамеру С, предварительно соединив со сливной линией гидро- камеру обратного хода,...
Устройство для сборки

Номер патента: 1296347
Опубликовано: 15.03.1987
Автор: Бендикас
МПК: B21F 45/22, B23P 19/10
Метки: сборки
...проволока, .арукоятка 19 поворачивается в расширении 20 окна 18, благодаря чему ветви пружины 5 занимают требуемое угло,вое положениев собранномизделии.После этого захват 11 и толкатель 16 занимают исходноеположение иповоротом рукоятки 30 загибают проволоку . 4 ил. причем окна 18 имеют расширение 20,образованное под углом к вертикальной линии 60 - 70 , а в нижней части нолзуна 10 образовано окно 21,скошенное в сторону расширения подугол 50 - 60Нижняя часть корпуса, состоящегоиз пластины 8 и направляющей 9, снаб.жена винтовым упором 22, взаимодейст.10 вующим с поверхностями окна 21 ползуна 10 и регулирующим конечные положения ползуна 10 и захвата 11.Базирующее приспособление 2 снабжено направляющей канавкой 23, пер 15 пендикулярной...
Устройство для завинчивания шпилек

Номер патента: 1296348
Опубликовано: 15.03.1987
Авторы: Житников, Леонов, Шарков
МПК: B23P 19/06
Метки: завинчивания, шпилек
...штангам 2 держатель6 гайковертов и кондуктор 7, позволяя при этом по одной шпильке полностью выйти из подающих трубок 12.Жестко закрепленный на держателе 6 гайковертов кулачок 11 находит наотсекатели 13, которые задерживаютостальные шпильки от выпадания изподающих трубок 12. Отсекатели 13представляют собой разжимные пружиннйе разрезные кольца. На подающихшпильки трубках 12 выполнены канавки под, отсекатели 13; ниже канавоксделаны прорези, в которые заведеныразрезные концы отсекателей 13, Поддействием кулачка 11 отсекатели 13прижимают шпильку к противоположнойпрорези внутренней стороне каждойподающей трубки 12, тем самым удерживают шпильки от выпадания, Приперемещении кулачка 11 вверх освобождаются отсекатели 13, и шпилькипод действием...
Устройство для установки упругих замков

Номер патента: 1296349
Опубликовано: 15.03.1987
Авторы: Колбасников, Лев, Хащин, Ямпольский
МПК: B23P 19/08
Метки: замков, упругих, установки
...поворота шпонкой 21 копир 22 и 35 клиновая вилка 23 привода толкателя 13. Копир 22 и клиновая вилка 23 поджаты соответственно пружинами 24 и 25, В сведенном положении губки рычагов образуют ложементы, нижней 40 плоскостью которых являются горизон" тальные выступы 26 губок, а задней стенкой - плоскость 27 поджатого пружиной 28 толкателя 13. В передней части захватных губок выполнены на 2правляющие скосы 29 и пазы 30. Собираемые детали - упругий замок 31 и катушка с сердечником 32.Устройство работает следующим образом,Детали - упругие замки 31 С-образной формы - в лотке 15, базируясь пазом на ограничитель 16, образуют столб деталей, нижняя из которых опирается на планку 14, Толкатель 13 находится в крайнем левом положении, где...
Автоматическая сборочная линия

Номер патента: 1296350
Опубликовано: 15.03.1987
МПК: B23P 21/00
Метки: автоматическая, линия, сборочная
...133 конвейера 6 размещены два механизма 137 сбрасывания брака. Собираемый узел содержит отжимной рычаг 138, вилку 139, две металлокера мические втулки 140, палец 141.Линия работает следующим образом.Заправка кассет 27 производится вне линии при повернутом и зафиксированном относительно стола 19 промежу точном диске 20, т.е. когда провальные окна 26 стола 19 перекрыты промежуточным диском 20. Магазин 18 устанавливают на ось 14 приемника 11 при отведенном в исходное положение шибере 16, совмещают провальные окна 12 и 23 приемника 11 и диска 20. Захват 17 вводят в паз 24 диска 20, а фиксатор 22 выводят из отверстия диска и стол 19 поворачивают в положение, 0 когда захват 17 войдет в его копирный паз 28. При включении кнопки "Пуск" на...