B23P — Прочие способы обработки; комбинированные способы обработки; универсальные станки
Устройство для сборки деталей

Номер патента: 1604538
Опубликовано: 07.11.1990
Авторы: Баринов, Иволгин, Князева, Хащин
МПК: B23P 19/10
Метки: сборки
...мое устройство.Устройство для сборки деталей типа вал 1 и втулка 2 содержит емкость 3 с жидкостью 4, в которой размещен герметичный сосуд 5 с платформой 6 и грузом 7, а также манипулятор 8. В сосуде 5 размещены соосно с его вертикальной осью инерционные массы - верхний 9 и нижний 10 диски и привод 11 вращения, скрепленный с грузом 7. Между дисками 9 и 1 0 на оси 12 размещены ролики 13, имеющие резиновое покрытие.Устройство работает следующим образом. 25Перед сборкой включается привод 11 и диски 9 и 10 получают вращение в противоположных направлениях. При этом резиновое покрытие роликов 13 исключает их проскальзывание по по верхности дисков 9 и 10.Затем на платформу Ь устанавливается втулка 2, а вал 1 манипулятором 8 Нодается в...
Способ сборки уплотнительных соединений

Номер патента: 1604539
Опубликовано: 07.11.1990
Авторы: Сомкин, Шерешевский
МПК: B23P 19/08
Метки: сборки, соединений, уплотнительных
...поверхности базовой детали 3, кольцо 1 фиксируют во вращающемся исполнительном механизме фиксатором 4 (фиг. 2), Затем исполнительный механизм останавливают, снимают фиксатор 4 с платформы 2 и подают на позицию сборки (фиг. 3). зывания упругого кольца по канавкев базовой детали. Вначале упругоекольцо устанавливают на платформу исполнительного механизма и сообщаютему вращение, После деформированнякольца центробежными силами до требуемой величины кольцо фиксируют вовращающемся механизме. Затем механизм останавливают, совмещают сдеформированное кольцо с канавкой вбазовой детали и кольцо расфиксируют; За счет сил упругости кольцо устанавливают в канавку базовой детали без скольжения по ней. 4 ил. формула изобретенияСпособ сборки...
Способ восстановления дисков трения

Номер патента: 1129815
Опубликовано: 15.11.1990
Авторы: Барилович, Большеченко, Ваховский, Ковальчук, Котов, Шейко
Метки: восстановления, дисков, трения
...трущихся поверхностейдиска на глубину 0,05 0,08 толщинывосстанавливаемого диска с каждойстороны, Проточки наносят на все тру 15щиеся поверхности диска с обеих сторон, Нанесение проточек заканчиваютне доходя до окружности впадин зубьев0,2-0,3 высоты зуба, чтобы не сни"зить прочность зуба, 20Количество проточек строго нерегламентируется, но они должны располагаться в непосредственной близости друг от друга, таким образом,чтобы можно было нанести максимальное их количество,П р и м е:р Восстановлению подвергались диски коробки передач трактора "Кировец", Первоначально дискиподвергали очистке в горячем содовом 30растворе, термоправке, а затем проточке на токарном станке поверхнос"тей трения на глубину 0,3 мм с каждой стороны...
Способ гибки

Номер патента: 1606222
Опубликовано: 15.11.1990
МПК: B21D 5/02, B23P 19/04
Метки: гибки
...их из исходного вертикального положения. Возникшая в этих условиях потеря устойчивости свободных концов стремится к уменьшению радиуса их кривизны, обеспечивая тем самым прижатие загибаемых концов к элементам 6. Т.е. нужное чаправление отклонения свободных концов достигается тем, что смещение последних из положения равновесия усилием Р во временном интервале происходит раньше потери ими устойчивости, Данное обстоятельство связано с особенностью схемы нагружения. При приложении усилия Р оно не мгновенно достигает своего максимального значения, так как нагружение происходит не ударом. Кроме того, на некоторое время, сколь угодно малым оно не было, происходит задержка отклонения свободного конца при потере им устойчивости из состояния...
Способ изготовления и восстановления зубчатых колес и устройство для его осуществления

Номер патента: 1606247
Опубликовано: 15.11.1990
Метки: восстановления, зубчатых, колес
...с возможностью зацепления снакатником 3, оправки 5 для установки обода 6, реборды 7 для создания замкнутого калибра в зоне взаимодействия синхронизирующей шестернис канатником 3. дополнительного источника 8 индукционного нагревавыполненного в виде сектора и установленного за накатником 3 вокругнаматываемого на обод 6 зубчатоговенца 9, средства 10 для созданияокружного нагружения при калибровкезубьев.,Устройство работает следующим образом,Нагретая источником 11 предварительно сп"ченная лента 12 подается взамкнутый калибр между валком 1 инакатником 2. При этом из ленты 12профилируется зубчатая рейка 9 которая подается ь зону взаимодействиянакатника,э с си:,хронизирующеи шес -тр;:)ней Д, Накатник 3 Гинхро+изчрукфщач шестерня 4 и...
Способ восстановления чугунных коленчатых валов двигателей внутреннего сгорания

Номер патента: 1606300
Опубликовано: 15.11.1990
Автор: Денисов
МПК: B23P 6/00
Метки: валов, внутреннего, восстановления, двигателей, коленчатых, сгорания, чугунных
...тока - например, сварочный трансформатор для дуговой электросварки любого типа.После окончания намотки, не ослабляя натяжения проволоки, последние два витка сваривают между собой плавлением соприкасающихся кромок без присадочного материала любым концентрированным источником тепла, например острофокусированной струей плазмы. Сварку выполняют с глубиной проплавления, равной толщине проволоки, при обязательном условии - отсутствие расплавления основного металла шейки (фиг, 2). Длина шва, как показали зксперименты, достаточна в пределах 0,1 - 0,25 длины витка. Затем аналогичным образом сваривают между собой два первых витка, После этого снимают струбцину и натяжение свободного конца проволоки, Вместо сварки соединение витков можно...
Способ герметизации линейных дефектов

Номер патента: 1606301
Опубликовано: 15.11.1990
Авторы: Малышев, Минеев, Шумаков, Юделевич
МПК: B23P 6/04
Метки: герметизации, дефектов, линейных
...трещина,Если же деталь 6 из диэлектрического материала, подносят к обратной стороне дефектного места 7 вплоть до соприкосновения высоковольтный электрод, 4 с диэлектрической оболочкой 5, находящийся под напряжением.При герметизации изделия 6 из диэлектрического материала токопроводящий герметик 3 в результате электростатического притяжения заполняет дефекты 7 литья вплоть до микродефектов, устраняя дефекты. Перемещение герметика по микропорам осуществляется до тех пор, пока он не достигнет оболочки электрода (при сквозных трещинах), при этом, если герметика не хватает на поверхности изделия, то он периодически пополняется,П р и м е р, Заполнялись поры изделия из диэлектрического материала, в качестве которого применен капролон, Тип...
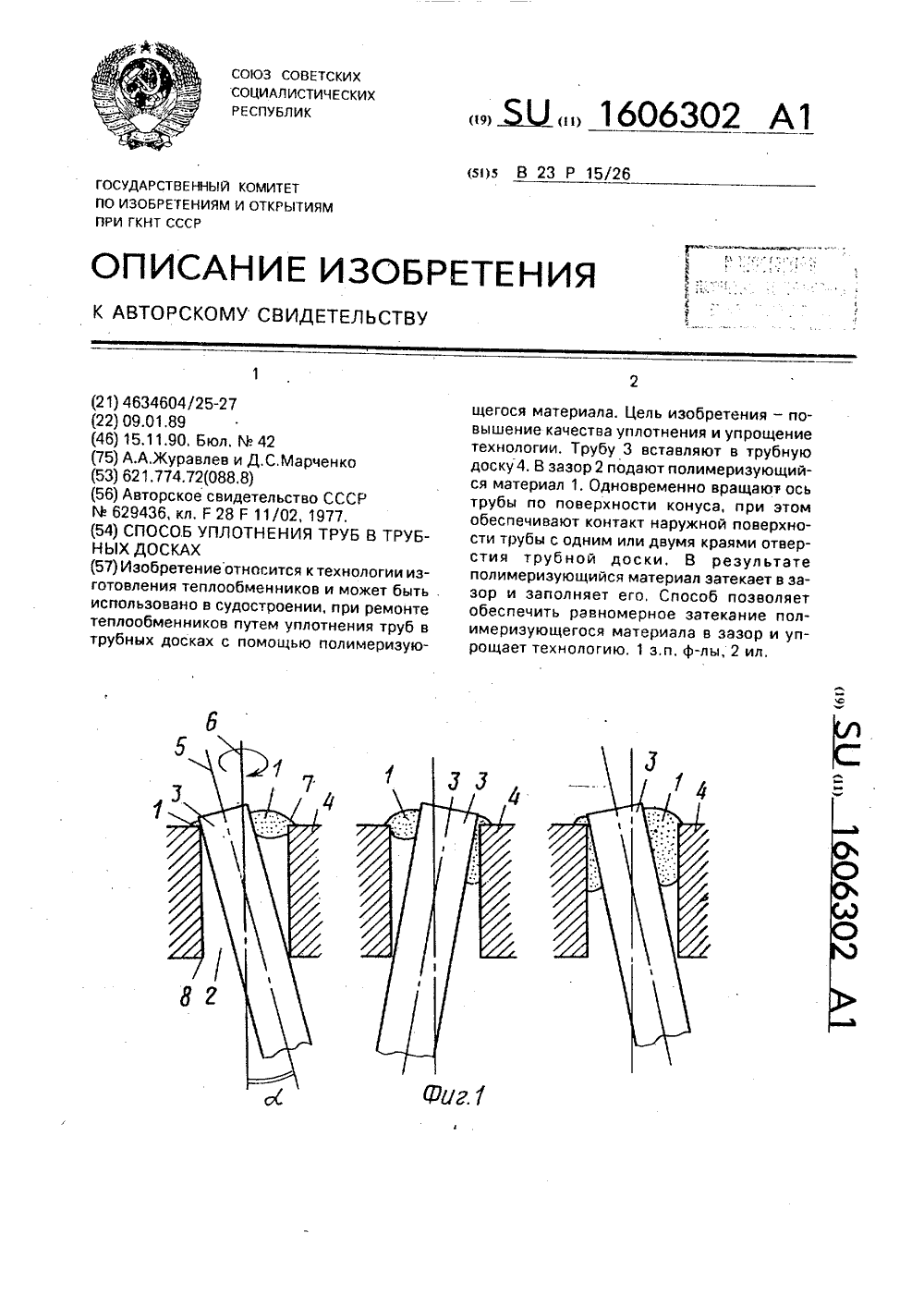
Способ уплотнения труб в трубных досках
Номер патента: 1606302
Опубликовано: 15.11.1990
МПК: B23P 15/26
Метки: досках, труб, трубных, уплотнения
...безударно, что снижаетшум при работе.С целью снижения величины усилия, направленного на изгиб трубы для приданияей меняющихся наклонов, иногда достаточно обеспечить непрерывный контакт трубы3 (фиг, 2) только с одним наружным краем 7отверстия в трубной доске, при этом контакт между ними также остается непрерывным, а контакта трубы с внутренним краем8 отверстия не происходит.В этом случае угол а между осями менее максимального (фиг. 1 и 2),Способ осуществляется следующим образом.Труба 3 вставлена в трубную доску 4,Внутрь трубы 3 по оси 5 снаружи введенсоосно рабочий орган вибратора (вибраторне показан), Он передает на трубу радиальное усилие в результате воздействия неуравновешенной массы, вращающейся вокруг оси рабочего органа,...
Устройство для сборки запрессовкой

Номер патента: 1606303
Опубликовано: 15.11.1990
Авторы: Володин, Дубровицкий, Игнатова, Мельников, Сюткин, Цыбуленков
МПК: B23P 19/027
Метки: запрессовкой, сборки
...между собой плитами 16 и 17, На плите 16 размещены регулируемые ограничители 18 перемещения штырей 14, Механизм окончательной сборки выполнен ввиде силового цилиндра 19, на штоке 20которого установлен с возможностью взаимодействия с пазом 11 тяги 10 наконечник5 21,Фиксатор базовой детали (блока 3 цилиндров) выполнен в виде стержня 22, шарнирно связанного через рычаги 23 и 24 соштоком 25 силового цилиндра 26. Стержень10 22 установлен с воэможностью поступательного перемещения в направляющей рамы 6. Механизм подъема комплектующейдетали (крышки 2 коренного подшипника)выполнен в виде силового цилиндра 27 и15 закрепленной на его штоке опоры 28. Дляограничения путевого перемещения всехмеханизмов служат размещенные на рамеконечные...
Устройство для запрессовки деталей типа штифтов

Номер патента: 1606304
Опубликовано: 15.11.1990
Автор: Буцкивский
МПК: B23P 19/027
Метки: запрессовки, типа, штифтов
...равномерно выполненных на конце втулки-корпуса 4 со стороны силового цилиндра 1 и контактируют с кольцевой канавкой 10. Во втулке-корпусе 4 выполнены две пары соосных радиальных окон, в которых расположены сухари 17, имеющие возможность перемещения в радиальном направлении, и сквозные продольные пазы 18 под штыри 13,1выполненные в плоскости, перпендикулярной к продольной оси радиальных окон длина пазов соответствует длине хода толкателя 2), На торцовой поверхности каж дого иэ сухарей 17, со стороны толкателявыполнена полуцилиндрическая канавка 19 под часть толкателя наименьшего сечения и скос 20 в сторону части толкателя большего сечения. Устройство содержит также непод вижный упор 21, в которбм крепится гайка22 с собираемой...
Устройство для распрессовки осей колес

Номер патента: 1606305
Опубликовано: 15.11.1990
Авторы: Борисенко, Решетько, Чернин
МПК: B23P 11/02
Метки: колес, осей, распрессовки
...на ложементе 1, при этом ось 26 размещается в отверстии последнего. На конце шейки оси 26 через уплотнение 27 закрепляют поршень 13. Основной стакан 8 надевают на поршень 13 и поджимают его торец через вспомогательное уплотнение 28 к торцу колеса 25, На наружную поверхность стакана 8 одевают дополнительный стакан 10, а на последний одевают втулку 5 с уплотнениями 4 и 6, При включении силового цилиндра 2 его нажимная плита прижимает втулку 5 и стакан 8 через уплотнения к колесу 25 и к ложементу 1 основания.Полости А и Б заполняют рабочей жидкостью через штуцер 18, стравливая воздух через клапан 20. После заполнения поднимают давление в них до максимально возможной величины, обеспечиваемой гидросистемой пресса, Затем через штуцер...
Устройство для взаимного центрирования деталей типа крестовины и фланца-вилки

Номер патента: 1606306
Опубликовано: 15.11.1990
Авторы: Дашко, Самойлов, Сыркин
МПК: B23P 19/10
Метки: взаимного, крестовины, типа, фланца-вилки, центрирования
...основании 1 соо,:но отверстиямфланца-вилки 3 установлены прессующие оправки 25, предназначенные для выполнения последующих после центрирования 15 операций сборки фланца-вилки 3, и крсстовины 26 с уплотнительными кольцами и подшипниками (на чертеже не показаны),Устройство рабогает следующим образом.20 В исходном положении обе части ползуна находятся в крайнем верхнем положении, фланец-вилка 3 со свободно лежащей в отверстиях крестовиной 26 базируется на установочном приспособлении 2 и зажима ется (элементы зажима не показаны). По команде системы управления (не показана срабатывает механизм 6 поджима и поднимает установочное приспособление 2 вверх до соприкосновения с упорами 5, тем самым 30 фиксируя его относительно основания 1...
Устройство для разборки

Номер патента: 1606307
Опубликовано: 15.11.1990
Авторы: Кияновский, Кондаков, Чертищев
МПК: B23P 19/027
Метки: разборки
...выполнен со сквозными отверстиями 20, соосными с отверстиями фланца 12 планшайбы 11, и одним концом при помощи вилки 21 и оси 22 шарнирно закреплен на штоке силового цилиндра 10, а вторым концом жестко связан с валом 18. Механизм сцепления рычага 19 с планшайбой 11 выполнен в виде дополнительныхсиловых цилиндров 23, смонтированных нарычаге 19 соосно с отверстиями 20 последнего с возможностью взаимодействия своимиштоками 24 с отверстиями 12,Разбираемый узел состоит из корпуса25 блока цилиндров, коленчатого вала 26,поршней 27, гильз 28 и шатунов 29, при. крепленных к коленчатому валу 26 при помощи крышек 30, болтов 31 и гаек 32. Дляотсоединенных шатунов с поршнями предназначен контейнер 33. Устройство работает следующим...
Технологический ротор для сборки линз

Номер патента: 1606308
Опубликовано: 15.11.1990
Авторы: Жукин, Лясковский, Сенаторов, Чередник
МПК: B23P 19/04
Метки: линз, ротор, сборки, технологический
...приспособление 3 и механизм 4 фиксации, Рабочая головка 2 выполнена в виде подпружиненной полой пиноли 5 с приводом 6 осевого перемещения и снабжена механизмом контроля в виде объектива 7, сзетоделительного элемента 8, передающей электронно-лучевой трубки (ЭЛТ) 9, видео- контрольного устройства 10, объектива 11 и лазера 12, Привод 6 может быть снабжен рукояткой 13 или двигателем 14, Базирующее приспособление 3 выполнено в виде подпружиненного пуансона 15 и полой цанги 16 с ложементом 17, в котором размещен датчик силы в видепьезоэлемента 18, электрическисвязанного с блоком 19 управления. Механизм фиксации включает в себя зеркальную заслонку 20 с приводом 21 и реле 22 времени, конденсор 23 и источник 24 ультрафиолетового...
Автомат для сборки

Номер патента: 1606309
Опубликовано: 15.11.1990
Автор: Филиппов
МПК: B23P 19/00
...поворота барабана 4 между позициями 1 и 111 толкатели 21, 22 и 29 получают перемещения от копиров 2, В результате45 этого при повороте захватов 8, 9 губки 14, 15 выходят из контакта с копи- рами 16, 18 и Фиксируют крайние гофры шторки 31. Одновременно с захватами 8, 9 поворачиваются и рычаги 6, 7, в результате чего обечайка 30 и шторка 31 приобретают каплевидную форму (фиг.14). На позиции 111 крайние гофры шторки 31 скрепляются между собой с помощью скрепки 39, подаваемой механизмом загрузки (не показан). При дальнейшем повороте барабана 4 каретка 20 получает перемещение вверх и своими копирами 17, 19 отжимает губки 14, 15, освобождая шторку 31, которая опускается и равномерно охватывает металлическую трубку 38 (фиг.15), Далее...
Способ получения посадок в системе вала

Номер патента: 1606755
Опубликовано: 15.11.1990
Авторы: Афонин, Бочков, Кожин, Лямин, Филиппов, Чернявский, Шахманов
МПК: B23P 11/02, F16B 4/00
...В 19 сохраняется до температуры Аи, В интер 55вале температур А 1, - Ак наблюдаетсядвухфазное состояние (перестройкаВ 19 - Ф В 2), Выше температуры Ак сплавимеет структуру В 2, Для сплава ТН 1 юМ = 54 С; Мк 31 оС; Ац = 60 оС;110 фС. Охватывающую деталь номинальным диаметром И из сплава ТН 1 изготавливают по заданному квалитету в аустенитном состоянии при температуре выше точки А к, обеспечивая основное отклонение ЕС. Затем ее охлаждают и при температуре ниже М к (фиг.4) увеличивают ее внутренний диаметр до значения, обеспечивающего основное отклонение А (при этом деформация не должна превышать 87, так как в противном случае не всегда происходит восстановление первоначальной формы детали). При нагревании охватывающей детали в интервале...
Способ монтажа трубопровода

Номер патента: 1606793
Опубликовано: 15.11.1990
Авторы: Беляев, Колпаков, Отставнов, Родионов, Сладков
МПК: B23P 19/04, F16L 1/00
Метки: монтажа, трубопровода
...подвижный хомуты, а подсоединяемый фитинг размещают на подъемной площадке поддона, Затем подвижный хомут соединяют с поддоном посредством троса и, перемещая подвижный хомут, подтягивают поддон к уложенному участку трубопровода, После этого трос отсоединяют от поддона и фитинг центрируют относительно уложенного участка трубопровода путем подъема или опускания площадки поддона. В дальнейшем подвижный хомут соединяют с фитингом и путем перемещения хомута осуществляют соединение фитинга с уложенным участком трубопровода, 1 з,п,ф-лы, 7 ил. ный хомут 3 монтажного приспособления посредством троса 7 соединяют с поддоном б (фиг. 2) и перемещением подвижного хомута 3 пододвигают поддон 6 с размещенным на нем фитингом 4 к уложенному...
Способ восстановления поверхности детали с отверстиями

Номер патента: 1608031
Опубликовано: 23.11.1990
МПК: B23P 6/00
Метки: восстановления, детали, отверстиями, поверхности
...слой, будут напряжения среза, обеспечивающие образование четкого контура отверстия и исключающие нерегулируемые разрушения напыленного слоя в виде трещин и отслоение его от основы.Во избежание нарушения адгезии напыленного слоя с основой в процессе удаления заглушек и очистки отверстий напыленный слой зенкуют до выхода в отверстие основы, При этом угол зенковки напыленного слоя выполняют на 60 - 90 меньше угла зенковки основы, в результате чего достигается постепенное уменьшение толщины напыленного слоя на поверхности зенковки от максимальной у напыленной поверхности до нуля у входа в отверстие основы, где напыленный слой не подвергается эксплуатационным нагрузкам, что повышает эксплуатационную надежность адгезии напыленного...
Установка для металлизации поверхностей

Номер патента: 1609603
Опубликовано: 30.11.1990
Авторы: Герасимчук, Кульбицкий, Мальцев
МПК: B23P 6/00
Метки: металлизации, поверхностей
...93, опирающимся на шарике 94, Направляюпртй штифт 95 одним концом жестко закреплен в корпусе 83.Работа установки для ремонтно- восстановительной металлизации отверстий печатных плат осуществляется следующим образом.В исходном состоянии печатная плата закреплена на плите 54 координатного суппорта прижимом 11. При вращении рукой маховика 60 вращается ходовой винт 53. Плавающая гайка 52, перемещаясь по ходовому винту 53, увлекает за собой плиту 54, опираю-. щуюся роликами 77 на направляющие 80, вместе с печатной плитой по координате Ъ до совмещения центра начального отверстия в печатной плате с центром электродной проволоки в устройстве для подачи проволоки, затем вращая рукой маховик 62, вращают вал 63 вместе с конической шестерней...
Способ восстановления изношенных поверхностей деталей машин

Номер патента: 1609604
Опубликовано: 30.11.1990
МПК: B23P 6/02
Метки: восстановления, изношенных, машин, поверхностей
...разрушению окисной пленки на соединяемых поверхностях и уменьшает деформационное упрочнение, при этом происходит удлинение дуги захвата и, как результат этого, увеличение длительности пребывания металла в очаге 12 деформации, Таким образом, улучшаются условия образования физического контакта и активизации контактных поверхностей, способствующие получению соединения с высоким качеством, 25При выборе значений технологических параметров режима процесса исходя из того, чтобы процесс приварки не сопровождался выдавливанием метал. ла прослойки 13 за кромки приварива-, емой полосы 5. При пропускании электрического тока через очаг 12 деформации процесс получения качественногосоединения становится малочувствительным к возможным...
Способ соединения двух деталей

Номер патента: 1609605
Опубликовано: 30.11.1990
Автор: Вождаенко
МПК: B23P 11/02
Метки: двух, соединения
...паза. Полоса 1 выполненав йорме параллелепипеда, а поверхность дна паза 3 покрыта грайитосодержащей смазкой. К установленному. в пазу 3 концу полосы 1 подводитсябочкообразный ролик 4., кривизнарабочей поверхности которого большекривизны криволинейной поверхностидна паза 3,Усилием Г ролика 4 производитсядейормирование полосы 1 до упора еев криволинейную поверхность днапаза 3, Далее поршню 2 сообщаютвращательное движение После серииоборотов поршня 2 увеличивают усилиеР ролика 4 (йиг, ) и одновременноГ 4 Осообщают ему возвратно-поступательноеперемещение вдоль поперечного размера полосы 1, чем дос"игается заполнени металлом полосы всего сечения паза поршня, По окончании процесса завальцовки поверхность установлен- ной полосы...
Устройство для разборки и сборки фрез с вставными ножами

Номер патента: 1609606
Опубликовано: 30.11.1990
Автор: Емельянов
МПК: B23P 19/02
Метки: вставными, ножами, разборки, сборки, фрез
...22 и Гобразным ползуном 23 с приводным пневмоцилиндкром 2 чУстройство работает следующим об 40разом,.На позиции А в исходном положениикаре гка А смещена влево. а оправка 12пневмоцилиндра 16 псднята. После установки на нее Арезь. 25 оправке. 12опускается,. Аиксиоуя Арезу 25, а ка"ретка Ь. перемещается вправо до упора 2, предварительнс отрее улированного на определенный типоразмер орез,Зате, храпозьм механизмом 14 Ареза25 позогачивает я н; шаг так, чтобыпуансон 8 Оыл сориев.тироеан Относи "тельно клина ножа 21., 111 аг поворотадрезы 25 предварительно регулирует=ся винтом 20 пневмоцигпиндра 18, Далеегпуансоном 8 осуществляется последова"тельная выпрессозка клиньев у всехножей 26 при шаговом повороте Арезы25 После этого каре" ка А...
Устройство для сборки

Номер патента: 1609607
Опубликовано: 30.11.1990
Авторы: Амнуэль, Гольдман, Кавалерчик
МПК: B23P 19/033
Метки: сборки
...выполнен аналогично основному и состоит из ползуна 26, размещенного в центрирующемштоке 14, оси 27 с роликами 28, копира 29, упругого элемента 30, муфты 31 и привода поворота 32,Устройство работает следующим образом,Из накопителей механизмами подачив ориентированном положении шатун 8укладывается в ложемент 5, поршень 7 -в ложемент 4, а палец б - в ложемент 3,В поршень 7 и шатун 8 вводитсяцентрирующий шток 14, При его введении,отверстия бобышек поршня 7 ипоршневой головки шатуна 8 вставляются по оси сборки, т.е. общей осисоосно установленных центрирующегоштока 14 и направляющей Аильеры 17,После ввода штока 14 происходит одновременное включение привода 23 вращения механизма вращательно-ударноговоздействия заталкивающего штока 13и...
Устройство для сборки контакта с контактной пластиной

Номер патента: 1609608
Опубликовано: 30.11.1990
МПК: B23P 19/02
Метки: контакта, контактной, пластиной, сборки
...левом положе-.нии шибера расположен соосно с осьюразвапьцовки и с отверстием 8 в ленте 7,35Механизм 3 поштучной подачи контактов выполнен в виде 5 аправляющейс пазом 10 и скосом 11,. причем ширина паза (1 , превышает диаметр голов-ки (й,) кочтакта 4 на удвоенный до 40пустимый ее экспентриситет относитель.но ножкч, торец паза пс вторяет ФормуГОлОВки контакта и явл 51 Рся упоромдля крайнего контакта,Устрой 1 во работает следующим образом,При рабочем ходе механизма раз- вальцовки механизм 3 подачи контаксоз подает один контакт 4 на позицию сборки, устанавливая его соосно с мЕханизмом развальцовкн, Одновременно игибер 1 который в исходном положении расположен заподлнцо с направляющей 3, скользит по скосу 11, затем по головке контакта...
Способ восстановления матриц

Номер патента: 1611675
Опубликовано: 07.12.1990
Авторы: Лобанов, Степанко, Хохлов
МПК: B23P 6/00
Метки: восстановления, матриц
...полматрицы;у- угол наклона формообразующей ч сти инструмента,Способ восстановления матриц осущ ствляют следующим образом,Изношенную матрицу укладывают режущим выступом на проем газовой щелевой печи и производят нагрев режущего выступа до 1110 С, после чего его осаживают на молоте. В результате этого изношенная кромка режущего контура заполнилась металлом. С температуры 1000 С, которая соответствует температуре окончания осадки режущего выступа, производят закалку в масле, а затем отпуск . при 380 С в течение 2 ч. После термообработки осуществляют зачистки режущей кромки до получения окончательных размеров и формы матрицы. Параметры, при которых производят процесс восстановления, получают экспериментальным путем и являются оптимальным с...
Способ соединения деталей, охватывающих одна другую

Номер патента: 1611676
Опубликовано: 07.12.1990
Авторы: Власенко, Зенкин, Козелло, Ляшенко, Оборский, Цыгулев
МПК: B23P 6/00
Метки: другую, одна, охватывающих, соединения
...Увеличивается срок службы соединений, особенно таких, в которых разница напряжений по площади контакта наиболее резко1611676 Составитель Н.ГрудевТехред М,Моргентал Корректор О. Кравцова Редактор Л.Зайцева Заказ 3800 Тираж 600 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г, Ужгород, ул,Гагарина, 101 выражена 1 облегченных охватывающих деталей и т,п,),П р и м е р. Соединение состоит из вала и втулки с размерами 01=40 мм, бх=080 мм,= 50 мкм, На поверхность вала нанесен микрорельеф и клеевой состав,Для получения действительного распределения радиальных напряжений по длине (площади) сопряжения при посадке с...
Способ исправления сквозной пористости отливок

Номер патента: 1611677
Опубликовано: 07.12.1990
Авторы: Косенко, Симоненко, Шевченко
МПК: B23P 6/00
Метки: исправления, отливок, пористости, сквозной
...Цель изобретения - расширение технологических возможностей. Перед пропиткой герметиком на тыльную сторону дефектного места наносят слой жидкого стекла плотностью 1,3-1,4 г/см . Стенку с дефектом при этом нагревают до 50-60 С, При исправлении дефекта на вертикальных стенках нанесенный слой жидкого стекла закрепляется листом бумаги или полиэтиленовой пленки, Способ позволяет исправлять сквозную пористость более 0,3 мм, 2 з.п,ф-лы. ла в течение 15-25 мин, а затем приступк пропитке отливки герметиками,П р и м е р 1. На стенку чугунной отливки, нагретую до 50 С, наносили слой жидкого стекла плотностью 1,4 г/см, толщиной до0,5 мм, затвердел через 15 мин.П р и м е р 2. На стенку чугунной отливки, нагретой до 60 С, наносили с ой жидкого стекла...
Способ изготовления тепловой трубы

Номер патента: 1611678
Опубликовано: 07.12.1990
Авторы: Гусейн-Заде, Насиров, Саттаров
МПК: B23P 15/26
...через патрубок 9 с вентилем 10 закачивается определенное количество рабочего агента, которое, проходя через от 1511678верстия перфорированной трубы 3, воздействует на внутреннюю поверхность эластичного рукава 4 и тем самым придает ему требуемую форму. Затем на внешней поверхности рукава 4 устанавливается пористый материал 1, образующий структуру фитиля, и подачей во внутрь стержня 2 избыточного количества рабочего аген 1 а осуществляется фиксация материала фитиля на поверхности этого стержня, после чего вентилем 10 магистраль перекрывается. При этом труба 3 совместно с установленными на торцах заглушками 5 и 8.предохраняют эластичный рукав 4 от продольной деформации.После установки и фиксации пористого материала, образующего...
Способ изготовления оребренных труб

Номер патента: 1611679
Опубликовано: 07.12.1990
Автор: Злобин
МПК: B23P 15/26
Метки: оребренных, труб
...сплава также равна 25-40 мкм, Затем осуществляют сборку труб 1 с ребрами 2, при которой ребра 2 отбортаванными отверстиями. насаживают на трубы 1 с небольшим зазором (0,05-0,1 мм) в соединении. После сборки трубы раздают изнутри механическим способом (дарнуют), обеспечивая плотное соединение труб 1 с отбортавками ребер 2. Собранную и прадорнованную трубу (пучок труб) помещают в печь с температурой 200- 230 С на время 5 - 7 мин, причем в печи собранную трубу устанавливают вертикально. В результате нагревания оловянно1611679 Формула изобретения Составитель А.СушкинЗаказ 3800 Тираж 600 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5...
Полуавтомат для сборки замков

Номер патента: 1611680
Опубликовано: 07.12.1990
Авторы: Андрущенко, Попов
МПК: B23P 19/00
Метки: замков, полуавтомат, сборки
...группе равно количеству типоразмеров штифтов 4, Ползун-собиратель 30 соединен с приводом 29 Отверстия Б, количество которых равно четырем, и такое же количество отверстий В кронштейна 11 соединены между собой. трубками 31, подключенными к источнику сжатого воздуха (не показан). На кронштейне 11 над ползуном-собирателем закреплен магазин 32 для штифтов 4, состоящий из верхнего 33 и нижнего 34 оснований, в которых выполнены по четьре группы сквозных отверстий 3 и И, количество которых в каждой группе. равно количеству типоразмеров штифтов 4, Отверстия 3 и И соединены между. собой трубками 35, снабженными пазами, На нижнемосновании 34 магазина 32 возле пазов трубок 35 установлены с возможностью. взаимодействия со штифтами 4 отсекатели...