Архив за 1992 год
Способ нанесения порошковых покрытий на внутренние поверхности

Номер патента: 1775226
Опубликовано: 15.11.1992
МПК: B22F 7/00
Метки: внутренние, нанесения, поверхности, покрытий, порошковых
...обеспечивающие напрессовку слоя на ее внутреннюю поверхность,Примеры реализации способа,П р и м е р 1. Наносили покрытие из порошка бронзы БрОФ 10 на внутреннюю поверхность бронзовой втулки диаметром 50 и длиной 90 мм, При этом использовали индуктор, токонесущэя спираль которого имеет следующие параметры: ширина витка 8 мм, шаг намотки 13 мм, расстояние между витками 3-5 мм, На поверхность индуктора наносили газоплазменным напылением порошок бронзы, при этом плотность слоя в экспериментахсоставляла По=70 и По =78;4,:р го 3 ) Г8и " П О р 0 Ш 1 О 1 О Г 0 СЛОЯ б на Г)ессовк на Деталь81- о р г у л 3 изобретенияГОсоб анесеья порошковых покрыГй г Бнут 1)гнге поверхности, Бкл 10 чЯ 10 .;,й НЯГ 11 ЛЕ;ИЕ ПОРОЦКОБОГО СЛОЯ На -; С цгЛНдрИЧБСКИй...
Устройство для изготовления волокон из металлического порошка

Номер патента: 1775227
Опубликовано: 15.11.1992
Авторы: Глазов, Карпушин, Мишута, Теренько
МПК: B22F 3/18
Метки: волокон, металлического, порошка
...между деформиру:ащими зг аментами, включа,ощий установленный на оси 11 своэмокностью возвратно-поворотного углового перемещения бункер 12, кинематически свяэанньй посредством планки 13 ичервячно-зубчатой передачи (червяка 14 ичервячного колеса 15) с приводным реверсивным двигателем 16. Червяк 14 установлен на осях 17, 18 в опорах 19,20,Торцы планки 15 с обеих сторон обращены к жестко закрепленным концевым переключателям 21, 22, электрическисвязанным с реверсивным двигателем 16,На фиг,2 позицией 23 обозначен размещенный вбункере металлический порошок,Устройство для изготовления волокониз металлических порошков работает следующим образом. В бункер 12 засыпают дозуметаллического порошка 23, включают привод вращения деформирующих валков 1...
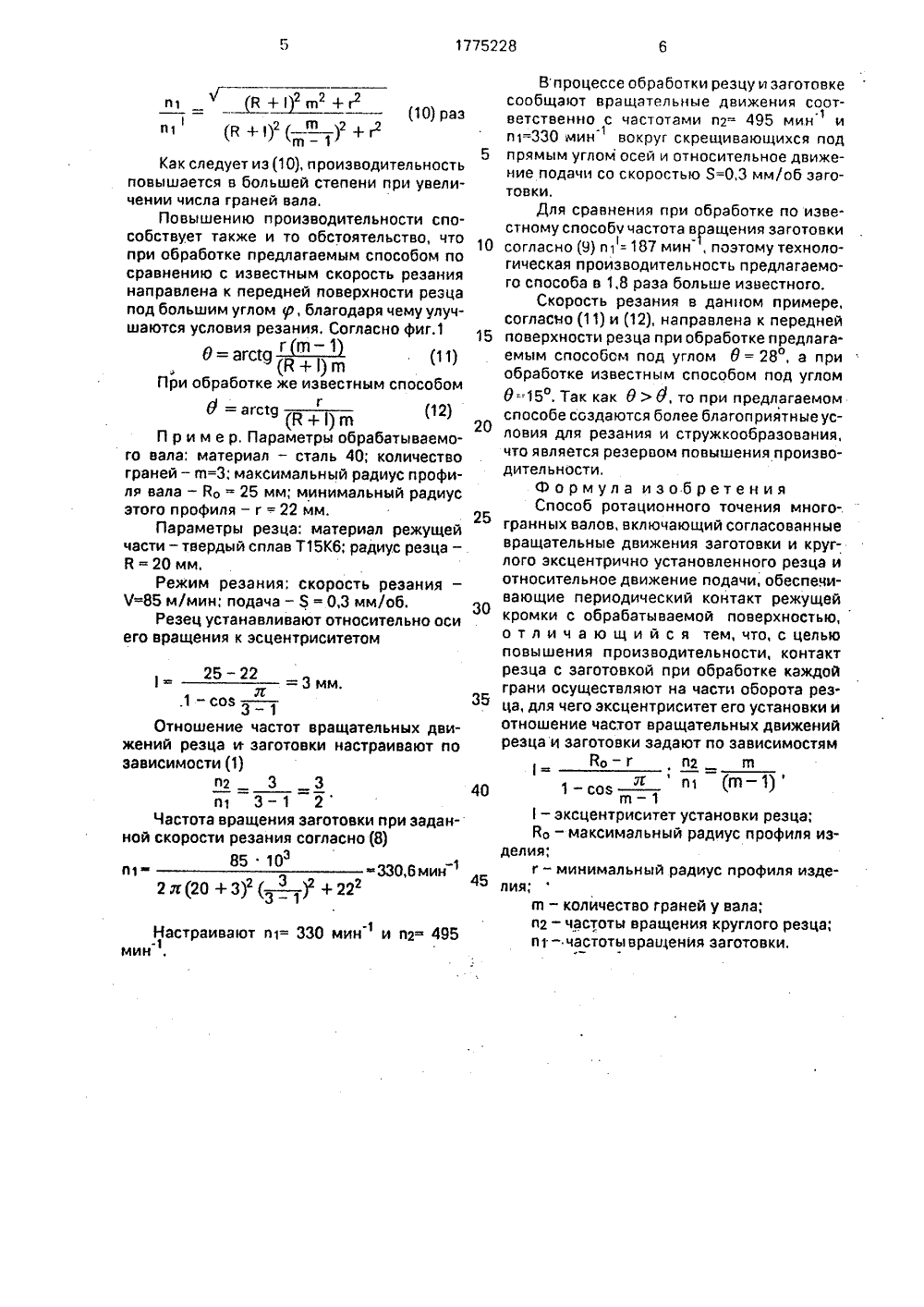
Способ ротационного точения многогранных валов
Номер патента: 1775228
Опубликовано: 15.11.1992
Автор: Данилов
МПК: B23B 1/00
Метки: валов, многогранных, ротационного, точения
...с обрабатываемой поверхностью,о т л и ч а ю щ и й с я тем, что, с цельюповышения производительности, контактрезца с заготовкой при обработке каждойграни осуществляют на части оборота реэ 35 ца, для чего эксцентриситет его установки иотношение частот вращательных движенийрезца и заготовки задают по зависимостямВо Г , П 2 п 1, , "=(-1)а - 1- эксцентриситет установки резца;Во - максимальный радиус профиля изделия;г - минимальный радиус профиля иэде 45 лия;гп - количество граней у вала;п 2 - частоты вращения круглого резца;п 1- частоты вращения заготовки,177522 Д Щя оставитель В.Данилехред 1 Л.Моргентал Н,Коро Коррек дакт и ГКНТ ССС Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 Заказ 4010 Тираж ВНИИПИ...
Устройство для закрепления детали

Номер патента: 1775229
Опубликовано: 15.11.1992
Автор: Соловьев
МПК: B23B 13/00
Метки: детали, закрепления
...23, Захват 22 может быть выполнен в виде кронштейна с гнездом для детали, а также в виде уступа, выполненного на штоке 19 пневмоцилиндра 18,Распределительный узел 4 выполнен в виде четырех двух позиционных пневмораспределителей 32, 33, 24 и 35, связанных с агмосферой, а также магистралями 36, 37 и 38 между собой. Пневмораспределители 33, 34 и 35 магистралями 39, 40, 41 и 42 связаны соответственно с полостями пневмоцилиндров 8, 15 и 18, а пневмораспределитель 32 - с магистралью 43 сжатого воздуха, Вместо пневмосистемы для управления устройством может быть применена гидросистема с гидроцилиндрами и гидрораспределителями,Устройство для закрепления детали работает следующим образом,В исходном положении пневмораспределители 32, 33, 34 и...
Наборный инструмент

Номер патента: 1775230
Опубликовано: 15.11.1992
МПК: B23B 27/16, B23B 29/03
Метки: инструмент, наборный
...То внутренняя часть разрезного конического хвостовика выполнена в виде пари расположенных последовате, ь(0 конических поверхностей , гол анус:ости церрсй из 1 их определяет- :" Я П 0 З а В И " и М 0 С Т 1 ли хвостовику, что повышает точность обработки и позволяет повысить режимы резания, в улучшении динамических характеристик инструмента, в частности демпфирования, за счет увеличения реальной площади контакта в соединении модулей и более интенсивного рассеивания нергии в стыках, что повышает стойкость и прочность режущего инструмента и качество обработанной поверхности при более жестких режимах резания.Общий вид наборного инструмента в одном из вариантов компоновки модулей представлен на фиг.1, а примеры выполнения соединения моду ей -...
Зажимной патрон

Номер патента: 1775231
Опубликовано: 15.11.1992
МПК: B23B 31/02
...инструмент 11 не займет требуемое по вылету положение. При этом избы гак магнитореологической жидкости 7 вытесняется из центрального отверстия 3, После этого на корпус 1 надевают накидную втулку 2 и поворачивают для фиксации выступов 17 в Г-образцых пазах 16. Постоянный магнит 14, воздействует на магнитореологическую жидкость б своигл магнитным полем и вызывает увеличение ее вязкости вплоть до состояния твердости в обьеме расточки 8 и части центрального отверстия 3 у торца 13. Возможен другой вариант заполнения магцитореологической жидкостью 7 при надетой на корпус 1 накидной втулке 2 и вставленном в центральное отверстие 3 в требуемое положение инструменте 11. Для этого заливку магнитореологической жидкости 7, осуществляют через канал...
Цанговый патрон

Номер патента: 1775232
Опубликовано: 15.11.1992
Автор: Быкова
МПК: B23B 31/20
...нажимной элемент 7 в свободном состоянии упругими средствами в виде пружин 9, Пружины 9 расположены против каждого лепестка цанги 5 на равном расстоянии от центральной оси и обеспечивают самоустановку нажимного элемента 7 в случае биение зажимаемой поверхности относительно оси центров, Положение цанги 5 зафиксировано от произвольного проворота штифтом 10, зубчатый фланец 4 жестко скреплен с втулкой 6 винтами и шпонкой 11.Устройство работает следующим образом.Очередная заготовка устанавливается в цангу 5 патрона и эажимается центрами станка. Зубчатое колесо 2 затормаживается известн ым устройством (условно не показано), а зубчатый фланец 4 получает вращение через зубчатую передачу от гидродвигателя, Винтовая передача сообщает осевое...
Разжимная оправка

Номер патента: 1775233
Опубликовано: 15.11.1992
Автор: Челпановский
МПК: B23B 31/40
...элемент выполнен в виде диска с Ч-образными прорезями, образующими чередующиеся направляющие и центрирующие лепестки, при этом ширина прорезей выбрана по формуле:)Праг,Я с.:Гдержи) корпус 1 с диском, Б КсэторОМ БЫПс)/184 Ы ПрОрЕЗ 2 И 3 Та(, ЧТО г)браэую ДВЯ гипа 1-образне:(х лепескоВ;181)Валяю.цлх " и центрирук)В(их 5, поочеред:о и ряаномернс расположенных друг за дру-оч(, Г 1 рорези 2 располоке(ы на оси диСка, Я ПРОРЕ;)сиВЫПОЛНЕ 1 Ы ПОД УГ;018 К прогеезлм ,: (-Я 11 ЯБл ощие 1 лепестки Вы)олнены кесткс)ми, л сцее(тр:руеацсие 5 лепете( Выполнены уг)ругими .; Линии изгиба б е,енсоир ссе)еье 5 лепесткоз раБноудалены Ос ссес.с.ра ЛИСКЯ -.1 ЯП сКНЫй ДсИЯМЕТО Г) Г,ОВеохнастей напрааляеощ "х с 1 гепесткоВ Бы 1,1 ОЛНс.Е С ЗЯЗОРОМ 1 О ОтсОШС...
Зажимной патрон

Номер патента: 1775234
Опубликовано: 15.11.1992
Авторы: Насретдинов, Сегаль, Суровцев
МПК: B23B 31/169
...БЬН(С 3 НЕГ( СОС(да Ы. .Огтда;ЫЕ ЧВГГИ СКРЕПЛ 81(Ы КЕ5 Со 10;,3 С Г 3- "5 3 ИО(3(ь 0 Ви( ОВ ( и шт,:(3 пБ О, ": ох " , сДТУЛ Ч )Кос 50 дДКГ 30 3 ЦНВ 11 и(; :3 за реп ен(, до 303 нито(ьн 1,8 зксцепБиОВЬ е ку)(гЯки 1:), В центре между 0053,;И г ,;Ста; ОБ (на П 00 МЕ)куточнаЯ ОСь 1.)плтпа 3 .В 13 1;,1;3-,м колесом 4, нахоЦгЧИ К и1,33 /3:1 Н И Г Ч:Г: то РЯ 1,1 И Я Н а 30:; 1 ., с Боз(зожнось Го сБОГ)од(ОГО Браще .,и 53 3 станален О допсл нител ь нос це 1(трал ь 303 3" ( Л 3 08 "БесоО, 1 аХОДЯЩ 88 СЯ В :," и/3013; г 5.,Ол И те(ьны" и шестРрня11Б рдсточках корпуса 1 В напраеляощих 3 г 3 КЬХ3,Са 30(ЗЛО; Ы ОЕ К(, НВХОДЯ .циеся; зацеплении с одними из шестере.:Л 1: 1 Т= "Ь0 )гЙ" 3 13"ХЭГ я щИРСя д:дцгг 1 ле:и, с Олч Ии из дог(олнельнь(х...
Устройство для сверления сквозных отверстий в цилиндрических деталях преимущественно типа труб

Номер патента: 1775235
Опубликовано: 15.11.1992
Авторы: Барыбина, Трофимов, Черкашин
МПК: B23B 49/02
Метки: деталях, отверстий, преимущественно, сверления, сквозных, типа, труб, цилиндрических
...во внутренний базирующий элемент 3 и прижимают прихватами 11 и 12, Сверло через втулку 5 обрабатывает верхнюю часть детали 4, после этого входит в контакт с пазом 10 ролика 9, Б упруго закрепленного на эксцентриковом валике, создавая регулируемое противодействие боковой силе резания. Раэжим детали ( 4 осуществляется в обратной последовательности, 4 ил,закрепленными на ментом 2 для наружн рующим элемента поверхности деталиВ каждом из баз 3 соосно друг другу у ные втулки 5 и 6.На базирующем ренней поверхности ковый валик 7. Бази связаны между сабо гого регулирования стержня 8, закрепле(ондукторная втулка б базирующего элемента 3 выполнена в виде ролика 9, на наружной поверхности которого в плоскости кондукторной втулки 5 выполнен...
Полуавтомат для изготовления цилиндрических разрезных кожухов

Номер патента: 1775236
Опубликовано: 15.11.1992
Авторы: Алтухов, Богданов, Петин
МПК: B21D 5/12, B23D 15/04
Метки: кожухов, полуавтомат, разрезных, цилиндрических
...выступов.Крайние выступы 11 выполнены в виде отдельных кольцевых деталей с воэможностью регулировочного перемещения вдоль оси валков 8 и 9 и совместного с кими вращения, при помощи шпоночного соединения 12 на подвижном верхнем выступе 11 выполнена рабочая грань 13 для зиговки, а нэ нижнем выступе 11 установлены керны 14.Поджим никнего валка 9 к верхнему валку 8 выполнен подпружиненным каретками 15 с роликами 16 посредством пружины 17.Механизм 4 загиба (гибки) снабжен штангой 18 шириной, равной ширине обрабатываемого материала, и выполнен в виде отдельных роликов 19, установленных на плите 20 с возмокностью возвратно-поступательного перемещения, при этом штанги 18 установлены над роликами 19,Механизм б отрезки снабжен подвижным 21 и...
Устройство для резки листовых материалов

Номер патента: 1775237
Опубликовано: 15.11.1992
Автор: Игнатьев
МПК: B23D 15/08
...неподвижным ножом, траверсу с подвижным ножом и привод перемещения подвижного ножа, последний выполнен в виде двух линейных проводников, электрически соединенныхмежду собой, и источника им1775237 оставитель Е.Порозоехред М.Моргентал Редактор Корректор Л,филь каз 4010 ВНИИП Тирак Подписноеударственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб 4/5 роизводственно-иэдательс:,ий комбинат "Патент", г. Ужгород, ул,Гагарина пульсного тока, соединенного с проводниками, при этом один из линейных проводников закреплен на траверсе, а другой - на подвижном ноке, Для удобства использования, в качестве одного линейного проводника может быть использована траверса, выполненная из электропроводного материала.На...
Устройство для обрезки кромок листов

Номер патента: 1775238
Опубликовано: 15.11.1992
МПК: B23D 19/06
Метки: кромок, листов, обрезки
...10 положения может быть выполнен в виде бесконтактного датчика типа"вал-код" и редуктора, Коэффициент передачи редуктора выбирается таким, чтобы перемещение лиса на 1 мм соответствовало 1 импульсу. Датчики 16 и 17 располокения представляют собой совокупность зубчатой рейки. шестерни, редуктора и датчика тица вал-кад",Блок 19 сравнения мокет быть построен на базе микросхем К 134 СП 1 или К 530 СП 1, В качестве триггеров могут быгь исггользованы микросхемы К 155 ТМ 2, в которых 8 - вход используется как вход "Сброс", Я - вход - как вход "Установка", С-вход - как синхронизирующий вход, аЭ- вход - как информационныи, Причем сигналы на Й- и Б - входы целесообразно подавать через дифференцируощуо цепочку, например, через...
Способ резки тонкостенных труб и устройство для его осуществления

Номер патента: 1775239
Опубликовано: 15.11.1992
Автор: Тетельман
МПК: B23D 21/00
Метки: резки, тонкостенных, труб
...их перемещения, установленные на планшайбе и выполненные с различными профилями для последовательного внедрения режущих инструментов, и механизм удаления заготовок. При этом одно плечо каждого двуплечего рычага связано соответственно с резцедержателем с резцом и с дисковым ножом, а другое установлено в пазу планшайбы с воэможностью перемещения по профилю копирной скалки. Механизм зажима устройства выполнен в виде цангового патрона с установленной в нем цангой, торцы которых, обращенные к режущим инструментам, расположены в одной вертикальной плоскости и установлены с зазором относительно последних. Механизм удаление заготовок выполнен о виде усеченного конуса, установленного с противоположной механизму зажима стороны относительно...
Штамп для резки труб

Номер патента: 1775240
Опубликовано: 15.11.1992
Автор: Мишаткин
МПК: B23D 21/00
...ножам, предназначены для выбора зазора между внутренней поверхностью трубы и нарукной поверхностью оправок с целью исклюценил деформации трубы при резании,Составные оправки содеркат кулачки 14 и 20, выполненные в виде секторов со срезанной наклонно вдоль образующей центральной частью, связанные пружинными кольцами 16, и многогранные клинья 17 и 21,Оправка. соответствующая подвижному ножу, размещена в гнезде 12 подвижного ножа и содержит кулачки 14 с буртом 15 и клин 17 с фланцем 18, Длина кулачков 14 выбрана такой, чтобы при упоре их бурта в тыльную плоскость подвижного ножа торцы кулачков 14 находились в плоскости реза. Клин 17 связан с кулачками 14 с возможностью ограниченного перемещения относительно них винтами 19, вставленными с...
Устройство для резки проката

Номер патента: 1775241
Опубликовано: 15.11.1992
Авторы: Абражевский, Гура
МПК: B23D 21/04, B23D 23/00
...для резки проката содержит приводную планшайбу 1, закрепленную на полом валу 2, состоящем из двух соосных трубчатых частей, образующих замкнуту,о полость 3 и внутреннюю осевую полость, в которой располагается обрабатываемая заготовка 4,Бал 2 с родной планшайбой 1 вращается на подшипниках 5 и б. опирающихся на неподвикную опору (нз фиг. не показана), На планшайбе 1 расположены через 120 три резцедеркателя 7 с резцами 8, установленные с возможностью перемешения по радиальным направляющим, Пружины 10 установлены так, что они одной стороной упираются на резцедержатель 7, а другой на кронштейн 11, жестко соединенный с полым валом 2, Пружины удерживают резцедержатели в исходном начальном полокении, т,е. в положении наибольшего удаления от...
Штамп для резки профильного материала

Номер патента: 1775242
Опубликовано: 15.11.1992
Автор: Романов
МПК: B23D 23/00
Метки: профильного, резки, штамп
...матрицы с возможностью взаимодей.твия своей контактной поверхностью сгоризонтальной плоскостью секции матрицы и перемещения по ней.На фиг, 1 изображен общий вид штампадля резки профильного материала; на фиг.2 - то же, в момент резки профиля,Штамп для резки профильного материала состоит из верхней плиты 1, на которойжестко закреплен шарнир 2. С шарниром 2связан подвикный пуансон, состоящий издвух симметричных частей 3, 4, подпружиненных пружиной 5, С каждой стороны частей 3, 4 пуансона подвешены шарнирные. 5 10 15 20 25 30 35 46 45 50 55 опоры 6, 7 с плоской контактной поверхностью. Шарнирные опоры б, 7 расположены над секциями 8, 9 матрицы 10, которая жестко закоеплена на никней плите 11, секции 8, 9 матрицы 10 связаны с приводом...
Пневматический ударный инструмент

Номер патента: 1775243
Опубликовано: 15.11.1992
Автор: Яковлев
МПК: B23D 29/00
Метки: инструмент, пневматический, ударный
...с ударником 3 камеры 11 и 12 и связанного с камерами б и 7 поочередно через отверстия 13 и 14, полненные в ударнике 3 попарно и сиь рично относительно оси инструмеВращение золотника 10 осуществляется с помощью турбины 15. управляемой дросселем 16 На ударниках 2 и 3 соответственно жестко смонтированы рабочие инструменты 17 и 18, выполненные таким образом, что нижние части рабочих инструментов имеют взаимный упор и возможность скольжения по боковым плоским поверхн ктям друг друга, а при совмещенном состоянии они образуют цилиндрическую поверхность. Между ударником 3 и золотником 10, между ударником 2 и корпусом 1, а также между рабочими инструментами 17 и 18 установлены тела скольжения 19, 20, 21, 22, 23, выполненные из железистого...
Устройство для импульсной резки пруткового материала

Номер патента: 1775244
Опубликовано: 15.11.1992
Авторы: Артюшкин, Белозеров, Беспалько, Киселев
МПК: B23D 31/00
Метки: импульсной, пруткового, резки
...превышает момент массы электродвигателя 3 с маховиком 1, На основании 6 в качестве ораничителей хода коромысла 4, установлены регулировочные болты 7 и 8, а с противоположной стороны относительно регул ировочного болта 7 установлен путевой выключатель 9, Отсекаемый пруток 10 расположен в канале направляощей 11, а на пути подачи отсекаемого прутка установлен путевой выключатель 12.Работает устройство следующим образом,При подаче напряжения на клеммь 1 АВС получает электропитание электродвигатель 3 через закрытые контакты 13, 14, 15 пускателя обеспечивающего вращение ротора элен гродвигателя против часовой стрелки, Маховик 1 раскручивается до номинальной часготь 1 вращения. Реакция статора электродвигателя противозначна направлению вращения...
Установка для раскроя проката

Номер патента: 1775245
Опубликовано: 15.11.1992
Авторы: Исаев, Карнаух, Роганов
МПК: B23D 23/00, B23D 31/00
...систему опора 7 -5 10 15 20 25 30 35 40 зажимная втулка 8, при этом загоговка 13 надежно зажимается, При трехточечной ломке проката, для обеспечения качества разделяемых заготовок, необходимо обеспечить равенство плеч С 1=2 (см. фиг. 1), Пад действием усилия гидроцилиндра 15 подвижная плита 2 перемещается по направляющим 16, При этом клин 10 с выпуклой цилиндрической поверхностью воздействует на шарнир 11, который поворачивается относительно оси ползуна 12, Таким образом, горизонтальное движение клина 10 переходит в вертикальное движение ползуна 12. Ползун 12 совершает возвратно-поступательное движение, нанося на прокат 13 концентратор напряжений, Величина сдвига одной части проката относительно другой для каждого материала...
Способ измерения зазора между режущими кромками ножей ножниц

Номер патента: 1775246
Опубликовано: 15.11.1992
Авторы: Авербух, Калетин, Лейзерман, Сакин
МПК: B23D 33/00, B23D 35/00
Метки: зазора, кромками, между, ножей, ножниц, режущими
...фиг, 1 показан заявляемый спссоб:на фиг. 2 - вид А на фиг, 1; на фиг, 3- сечениеЬ - Б на фиг. 1,Для измерения зазора между верхнимножам 1 и нижним ножом 2 оптический прибор 3 устанавливают под углом и к вертикальной плоскости 4 верхнего ока 1,равным, например. 3 20 и под углом Вкогоризонтальной плоскости 5 нижнего ножа2,Измеряют зазор по всей длине ножей,так как вследствие карабления ножей от 20 25 30 35 40 45 50 температуры зазор вдоль ножей может быть различным, Измерение проводят в нескольких точках, например, в пяти точках, Эти точки помечают на ножах заранее И. 1, К. 2, И. 3 М 4, М 5, Переход ат одной точки к другой осуществляют изменением угла Р наклона прибора в вертикальной плоскости, например, от Ь до /Зм (фиг, 1) и смещением...
Зуборезная головка для нарезания конических колес с круговыми зубьями

Номер патента: 1775247
Опубликовано: 15.11.1992
Авторы: Горманюк, Старовойтов, Черкашин
МПК: B23F 21/04
Метки: головка, зуборезная, зубьями, колес, конических, круговыми, нарезания
...резцом срасчетным углом профиля %,1.Сплошной лнией изображен резец срасчетным углом профиля ао, Двойнымштрихпунктиром изображено то положениерезца с углом профиля а обозначенноговверху штрихпунктирной линией, котороеон займет при повороте резцовой головкина 180 О, Пересечение профилей являетсятой точкой (точкой С), которая принадлежитодновременно режущему лезвию резца суглом профиля а 1 и режущему лезвию резца с углом профиля ао 1. Расстояние от этихточек (точек С) до оси 00 зубореэной головки одинаковое,Н - высота резца (участка резца) с расчетным углом профиля а,1, которая необходима для формирования поднутреннегооснования.Режущие лезвия М и М соответственнорезцов 2 и 3 описывают при вращении зуборезной головки вокруг своей оси...
Устройство для электрообработки вне рабочей зоны станка

Номер патента: 1775248
Опубликовано: 15.11.1992
Авторы: Воеводин, Меркушев, Мокроносов, Титов
МПК: B23H 7/26
Метки: вне, зоны, рабочей, станка, электрообработки
...выход на боковуюповерхность, позволяет подвести рабочую жидкость к зоне обработки изнутри электрода-инструмента, чем обеспечивается вынос шлама из зоны обработки,Соединение полостей гидроцилиндров шлангом высокого давления способствует передаче осциллирующих движений, задаваемых станком, электроду-инструменту,На Фиг. 1 изображено устройство,общий вид, на йиг, 2 - выносной элемент.Устройство для электроэрозионнойи электрохимической обработки деталей вне рабочей зоны станка сопержитэлектрод-инструмент 1, закрепленныйв подвижном электрододержателе 2,механизм подачи электрода, связанныйс механизмом подачи 3 станка 4, устройство 5 для прокачки рабочей жидкости и накладную ванну.Накладная ванна выполнена в видеэластичной камеры б,...
Способ электрохимического формообразования регулярного рельефа

Номер патента: 1775249
Опубликовано: 15.11.1992
Авторы: Волгин, Кикнадзе, Новикова, Честюнин, Чушкин
Метки: регулярного, рельефа, формообразования, электрохимического
...а задней базой 14 - по кондукторной втулке не показана), Приводом подачи ЭИ посредством штанги 2 осуществляется его перемещение внутрь трубы 17 на величину, определяемую заходом ряда 4 катодных участков секц и 10 в обрабатываемое отверстие. В 1 ЛЭЗ 18 через полости 15 подается электролит, выходящий через полости 16, На заготов у 17 и ЭИ подается технологическое напряжение, В течение промежутка времени обработки т ЭИ неподвижен, По истечении времени т, зэ которое формируется часть профиля лунок 19 глубиной Л 1, технологическое напряжение снимается, Изоляция 2 обеспечивает отсутствие ЭХО за пределами лунок 19, Происходит перемещение ЭИ на величину 2 Ь, Подается технологическое напряжение, При этом ряд 4 секцли 10 начинает обрабатывать...
Способ контроля керамических деталей перед изготовлением узлов

Номер патента: 1775250
Опубликовано: 15.11.1992
МПК: B23K 1/20
Метки: изготовлением, керамических, узлов
...годных паяных узлов.Целью изобретения является повышение выхода годных изделий.Поставленная цель достигается тем, чтов способе контроля керамических деталейперед изготовлением узлов, включающемочистку керамических деталей, термообработку для обнаружения органических загрязнений, отбор чистых деталей исоединения их в узлы, термообработку проводят при температуре 600-800 С в защитной среде с выдержкой в течение 15 - 30 мин,а отбор чистых деталей производят по отсутствию темны пятен и полос,Проведение указанной термообработкикерамических деталей позволяет визуально обнаружить органические загрязнения на поверхности керамики и не допустить попадания загрязненных деталей на операцию соединения их в узел, что позволяет увеличить выход годных...
Электропаяльник

Номер патента: 1775251
Опубликовано: 15.11.1992
МПК: B23K 3/02
Метки: электропаяльник
...размерами цилиндрических выступов зажима и ихконфигурацией, т.к. только их оптимальное сочетание позволит надежно сжимать и удерживать шнур в корпусе зажима и в то же время быстро, без труда вводить в отверстие ручки или при необходимости извлекать его оттуда с помощью упора, что создает удобство при эксплуатации и обеспечивает требования ГОСТа по ремонтопригодности электропаяльника, Размещение и закрепление трубки на выходе шнура из отверстия ручки паяльника возможно лишь при надежном закреплении зажима в отверстии ручки.Таким образом, ручка паяльника взаимосвязана с устройством для удержания шнура, а все элементы этого устройства взаимосвязаны между собой, что обеспечивает выполнение ими возложенных функций и достижение цели...
Способ сварки кольцевых соединений магнитоуправляемой дугой

Номер патента: 1775252
Опубликовано: 15.11.1992
Авторы: Багаутдинов, Гараев, Ибатуллин, Хисматуллин, Ястребов
МПК: B23K 9/08
Метки: дугой, кольцевых, магнитоуправляемой, сварки, соединений
...отключения электоомагнита, На фиг, 3 представлен при-. мер асимметричного формирования управляюшего реверсируемого магнитного поля путем изменения длительности противоположных полупериодов тока электромагнита 11т 2 с его кратковременными отключениями. где амплитуда тока противоположного полупериодак и первого полупериода р - равны, а длительности тока первого полупериода 11 и противоположного полупериода не равны, соответственно не равны длительности пауз тока после первого палупериода 1 п 1 и после прот."воположного полупериода афпг. Возможно одновременное сочетание асимметричного формирования уп раля ющего реверсируемого магнитного поля путем изменения амплитуды ци длительности т.; Ф- т противоположных полупериодов тока...
Устройство для автоматической сварки под флюсом в потолочном положении

Номер патента: 1775253
Опубликовано: 15.11.1992
Авторы: Варенчук, Галинич, Иваненко, Ковалев, Привалов, Романенко, Ющенко
МПК: B23K 37/06, B23K 9/18
Метки: автоматической, положении, потолочном, сварки, флюсом
...суппорта 3, кронштейна б и оси 7 поджимает копирное колесо 12 к поверхности свариваемого изделия 21. Включают силовой привод 22, отрегулированный для сварки данного типа изделий, который посредством поворота двуплечего рычага 19 вокруг оси 18 качания поджимает форми рующее приспособление 20 к свариваемому изделию 21, Включают управляемый силовой привод 23 поворота бункера 8 для флюса, также отрегулированный для сварки данного типа изделий, воздействующий череэ шарнир на бункер 8, который путем поворота вокруг оси 7 создает заданное давление флюса, подаваемого питателем 10 со шнеком 11, в чашу 9 при включении привода 13 подачи флюса. Включают привод 2 ходовой тележки 1 при сварке продольных швов (при сварке кольцевых швов,...
Устройство для удаления внутреннего грата

Номер патента: 1775254
Опубликовано: 15.11.1992
Авторы: Галян, Зяхор, Казымов, Кучук-Яценко, Мосендз, Сахарнов, Топчий
МПК: B23K 11/00
Метки: внутреннего, грата, удаления
...узла, расположенного в труб- в сторону от стыка, т,е, подальше от мест э интенсивного обыскривания.3 этот же момент происходит разгерметиэ щия со стороны переходника. Поршень 9 пад действием рабочего давления в полости между поршнями 5 и 9 перемещается в20 25 30 щими узлами, каждый из которых вьполненв виде двух фланцев и размещенного между ними уплотнения из упругого материала,5 10 15 35 40 45 50 сторону разведения фланцев 11, В этот момент полость между поршнем 9 и корпусом соединена со сливом,Таким образом благодаря наличию дополнительного цилиндра с тремя поршнями и четырьмя рабочими полостями возможно поддержание в герметиэирующих узлах постоянного усилия для деформации уплотнения при относительном перемещении...
Способ срезки грата в горячем состоянии на машине для контактной стыковой сварки

Номер патента: 1775255
Опубликовано: 15.11.1992
Авторы: Беляев, Богорский, Бондарук, Дидковский, Думчев, Кучук-Яценко, Чередничок
МПК: B23K 11/00, B23K 11/04
Метки: горячем, грата, контактной, машине, сварки, состоянии, срезки, стыковой
...- циклы одного иэ вариантов реализации способа среэки грата при контактной стыковой сварке оплавлением,После окончания цикла сварки и выдер. жки сварного соединения 1 под усилием осадки начинается цикл срезки грата, который осуществляется в два этапа. Сначала в неподвижной колонне 2 приподнимается на.5 2 мм башмак 3 механизма зэкатия. Подвижная колонна 4 вместе с изделием перемещается от колонны 2 на расстояние, необходимое для ввода режущего элемента 5 между колонной 2 и усилением сварного соединения, Режущий элемент 5 вводится между колонной 2 и усилением сварного соединения, Путем перемещения подвижной колонны 4 к колонне 2 срезается грат на величину, равную более 1/21, где - длина усиления желательно большую часть грата снимать на...