Архив за 1990 год
Устройство для двусторонней обработки отверстий

Номер патента: 1570854
Опубликовано: 15.06.1990
МПК: B23B 35/00, B23B 41/12
Метки: двусторонней, отверстий
...в опорнойплите 22 и корпусе 23, и стержней 29,один конец которых закреплен в опорнойплите 22, а другой подпружинен относительно корпуса 23 пружинами 30,Каждая из втулок 24 связана с егомеханизмом 31 фиксации в осевом направленни. Механизм зажима изделия 7 выполнен в виде рычага 32, шарнирно связанного со штоком силового цилиндра 33 икоромыслом 34, который соединен с двумябайонетными прихватами 35,Шпиндель 36 установлен соосно со шпинделем 8 под приспособлением 6 и размещен внутри шпиндельной насадки 37,несущей кондукторную втулку 38. В шпинделе 36 закреплен режущий инструмент -10 развертка 39, направляющая часть которойдаже в крайнем нижнем положении шпинделя 36 находится выше кондукторскойвтулки 38, Шпиндельная насадка 37...
Металлорежущий станок для обработки отверстий

Номер патента: 1570855
Опубликовано: 15.06.1990
Автор: Столяров
МПК: B23B 39/00
Метки: металлорежущий, отверстий, станок
...35 и 36, связанных через упорные подшипники 37 и 38 с валиком 39, который соединен с двух концов с приводной роликовой цепью 40 привода 19 подачи.Каждое хонинговальное устройство 31 содержит размещенную в корпусе 41 колодку 42 с хонинговальным бруском 43 и регулировочное устройство, выполненное в виде верхней планки 44, в верхних направляющих 45 и 46 которой установлена подпружиненная с помощью пружин 47, 48 колодка 42 с хонинговальным бруском 43. Колодка 42 и верхняя планка 44 соединены между собой регулировочными винтами 49 и 50. Нижние направляющие 51 и 52 верхней планки 44 фиксируют ее относительно двух выступов соответственно 53 и 54, основания корпуса 41. К последнему прикреплены одним концом кольца 55 и 56, другой конец которых...
Направляющая стойка

Номер патента: 1570856
Опубликовано: 15.06.1990
МПК: B23B 41/02
Метки: направляющая, стойка
...посредством рукоятки 9 через коническую пару 10, 11, 25 вал-эксцентрик 12, перемещающий шток-рейку 13 до зацепления с рейкой 14, а прижим к направляющим станины 8 осуществляется посредством цилиндров 15 с прихватами 16. На подвижной части 2 корпуса закреплена гайка 17, взаимодействующая с винтом 30 8 который приводится во вращение от двигателя 19. Винт 18 подпружинен в осевом направлении посредством тарированной пружины 20 и своим торцом через сферическую опору 21 взаимодействует с вал-рейкой 22, кинематически связанной с зубчатым колесом З 5 23 ротора сельсин-датчика (не показан) механизма контроля перемещения винта, которым снабжена стойка.Подвижная часть 2 корпуса перемещается по неподвижной части 1 на направ О ляющих 24...
Инструмент для обработки отверстий

Номер патента: 1570857
Опубликовано: 15.06.1990
Авторы: Дикарев, Кочкин, Левковская, Штерин
МПК: B23B 51/10
Метки: инструмент, отверстий
...6.9 ил. расстояние от продольной оси инструмента до продоль,й оси дополнительного углубления в корпусе; диаметр шарика;максимальный вылет вершины дополнительного режущего элемента относительно продольной оси инструмента;минимальный вылет вершины дополнительного режущего элемента относительно продольной оси инструмента;расстояние от вершины дополнительного режущего элемента до оси углубления в державке;расстояние от продольной оси инструмента до оси углубления в корпусе. Дополнительный режущий элемент 7 подпружинен в радиальном направлении при помощи пружины 14, а крышка 15 предотвращает попадание стружки в паз 8. Винты 16 ограничивают перемещение хвостовика 4 в осевом направлении при прямом и обратном ходе инструмента.При прямом...
Устройство для разрыва металлических отходов

Номер патента: 1570858
Опубликовано: 15.06.1990
Авторы: Вишняков, Зиновьев, Лаптев, Садовников, Синельников, Юдин
МПК: B23D 15/02
Метки: металлических, отходов, разрыва
...деформацию, соответствующую максимальным усилиям разрыва материала на ножах 17, создаваемую при помощи регулировочных гаек 31. Жесткость и длина пружины 29 выбрана таким образом, что при попадании недробимого предмета в зону разрыва 18 (1 и 11 в зависимости от направления вращения ротора) и возникновении перегрузки на ножах 17 за счет усилия, создаваемого зубьями 13 ротора 2, осуществляется поворот кронштейна 5 с ножами 17 "О вокруг оси 23 и вывод ножей 17 из зоны 18разрыва. Жесткость и длина пружины 30 выбрана из условий: обеспечения в процессе разрыва материала систематических колебательных перемещений с малой амплитудой (15 - 20 мм) кронштейна 5 с ножами 17 вокруг оси 23 относительно пазов 4 наклонной плиты 3 для...
Ножницы для резки проката

Номер патента: 1570859
Опубликовано: 15.06.1990
Авторы: Бойко, Дегтярев, Меньшиков, Милушев, Трофимов
МПК: B23D 23/00
Метки: ножницы, проката, резки
...клина 11 и сегментного пальца 12, клина 13 и сегментного пальца 14 соответственно. Клинья 11 и 13 имеют собственный привод, например пневмоцилиндры, установленные на вкладышах 3, 4 соответственно, Пружины 15 и 16 служат для разведения вкладышей в исходное положение.Ножницы работают следующим образом, Перемещение клина 13 под действием пневмоцилиндра передается сегментным пальцем 14 вкладышу 6, который поворачивается до соприкосновения прижима 10 с лежащим на ноже 8 прутком. Совместное перемещение рычага 2 и расположенного в нем механизма зажима отрезаемой заготовки - вкладышей 3, 5 сегментного пальца 12, клина 11 под действием гидроцилиндра приводит к сопротивлению ножа 7 с предварительно зафиксированным прутком, Перемещение...
Устройство для поперечной резки листовых материалов

Номер патента: 1570860
Опубликовано: 15.06.1990
Авторы: Исаченков, Мельников, Сюзев
МПК: B23D 25/12
Метки: листовых, поперечной, резки
...8 на величину и, определяемую соотношением где Р.". - осевое усилие сопротивленияйодачи материала;Н, Е - толщина и модуль упругостиэластичного материала инструментального валка;в - ширина контактной зоны междувалками;Ь - длина контактной зоны междувалками.Устройство работает следующим образом.Цилиндры 5 и 6 поджимают инструментальный валок 3 к валку 1 с определенным усилием, валок 1 получает вращение от привода 7, передает его за счет сил трения валку 3. Материал получает поступательное перемещение. При перемещении материала на длину отрезаемого листа 9 в зоне контакта валков 1 и 3 оказывается соответ 5 10 15 20 ствуюший продольный нож 4, в этот момент увеличивают усилие цилиндров 5 и 6, Г 1 роисходит сближение валков 1 и 3. Материал...
Сборная протяжка

Номер патента: 1570861
Опубликовано: 15.06.1990
Авторы: Богданов, Ведмедовский, Дорошенко
МПК: B23D 43/02
...осевых усилий. При этом осуществляется поджатие деталей, установленных на оправке, и надежная осевая фиксация без использования дополнительных деталей. Демонтаж осуществляется при обратном вращении. Если свободный конец проволоки расположен в винтовой канавке, а не в окне 18, то демонтаж задней направляющей 6 осуществляется ее свинчиванием с оправки 1 и спирали 15.Протяжка согласно фиг. 4 снабжена передней направляющей 5, которая закреплена на оправке 1 посредством одновиткового кольца 14, и задней направляющей 6, закрепленной посредством спирали 15. Последняя при закреплении задней направляющей 6 одновременно позволяет поджать установленные на оправке 1 зубья (деформирующие, режущие) и распорные втулки 9, При данном варианте...
Станок для резки труб

Номер патента: 1570862
Опубликовано: 15.06.1990
Авторы: Ландсберг, Луцько, Михневич, Ратников
МПК: B23D 45/02
...Крепление копиров осушествляют через отверстия 8 с помощью болтов. На фиг. 5 цифровые обозначения соответствуют позициям фиг. 1 - 4, кроме того, введены обозначения: стрелки С - движение платформы шпинделей; а - эксцентриситеты расположения осей шпинделей; О - ось режущей головки; и - начальное положение роликов 9 при движении по копиру 10; К - конечное положение роликов 9 после разрезания трубы; позиция 1 - вреза ние инструмента 7 в стенку трубы; позиция 11 - разрезание участка (сегмента) трубы; позиция 111 - выход из зоны резания. Ход роликов 9 и торцовых частей инструментов 7 обозначен пунктирными линиями Ь:Станок для резки труб работает следующим образом.Пластмассовую трубу 19, армированную проволочным каркасом 20, пропускают...
Устройство для электродуговой обработки длинномерных изделий

Номер патента: 1570863
Опубликовано: 15.06.1990
Авторы: Зеленцов, Салмаш, Сергиенко, Терехов, Шефель
МПК: B23H 7/36
Метки: длинномерных, электродуговой
...перпендикулярно оси изделия, 10 - электрод, 11 - электрическая дуга.Присоединение тоннеля к вакуумной камере может быть осуществлено через штуцер 12 (фиг, 2), резиновая трубка крепится бандажом 13. На фиг. 3 отдельные уплотнительные элементы соединены пальцами 14. Возможен вариант, когда к камере 1 присоединена камера 15 предварительного разрежения, которая соединена с вакуумным насосом.Устройство работает следующим образом,Проволока протягивается последовательно через тоннель, камеру 1 и выходной тоннель, за которым расположена вторая пара опорных роликов 8.Несоосность, искривление изделия, вибрация, неточность монтажа не вызывает износа элементов 4 в связи с тем, что они имеют возможность самоустановки, Для изменения...
Способ контактно-реактивной пайки жаропрочных никелевых сплавов

Номер патента: 1570864
Опубликовано: 15.06.1990
Авторы: Житников, Заболотский, Квасницкий, Костин, Кулик, Самохин
МПК: B23K 1/20
Метки: жаропрочных, контактно-реактивной, никелевых, пайки, сплавов
...вольфрам областью растворения без и-ф печивает высокую пластичнос Практически вся жидкость из ка выдавливается. Высокая и динения обеспечивается твер механизмом упрочнения.Использование предложен обеспечивает повышение ресур личных агрегатов, в частност ных двигателей.Пример. Образцы литейно сплава ЭП 539 ЛМУ паяли че (П) следующих составов, мас 8%; П 2 94 Ч - 6%; ПЗ 90 95 Ч - 5%; П 5 89 Ч - 11%; тотип).Прокладки выполнялись в путем прокатки. Пайку вели по пература пайки 1215 С, выде1570864 формула изобретения Составитель Л. АбросимоваРедактор М. Келемеш Техред А. Кравчук Корректор Н. КорольЗаказ 1477 Тираж 652 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Моска а, Ж - 35, Раушская...
Способ получения биметаллических заготовок

Номер патента: 1570865
Опубликовано: 15.06.1990
Автор: Назарчук
МПК: B23K 9/16
Метки: биметаллических, заготовок
...к заготовке 1 подкладке 3 таким образом, чтобы зазор, образованный между элементами 1 и 2 в верхней и нижней частях, был одинаковым. В этом положении плиту 2 фиксируют относительно заготовки 1 с помощью скоб, прихваченных с боков соединяемых элементов таким образом, что упоры 6, плита 2 и скобы дополнительно образуют гнезда для балок 7. Затем сверху и снизу плиты 2 устанавливаются удерживающие ее балки 5. На концы балок и приваренные к заготовке 1 сухари 4 надеваются четыре хомута 8. Между балками 5 и сухарями 4 вбиваются клинья 9. Упоры 6 к плите 2 рекомендуется приваривать по месту после установки и фиксации балки 5. После этого устанавливается медная подкладка 10, а с боков, в месте сварки, - ползуны 11 для удержания жидкого...
Сварочное устройство цепесварочного автомата

Номер патента: 1570866
Опубликовано: 15.06.1990
Автор: Николаев
МПК: B23K 11/00
Метки: автомата, сварочное, цепесварочного
...с управляющим входом тиристорного контактора 2 (фиг. 1). Расположение второго датчика 4 тока относительно свариваемого звена 5 показано на фиг, 2.Канал обратной связи содержит также вычислитель 12 действующих (среднеквадратических) значений тока, одноквадрантный аналоговой делитель 13, задатчик 14 действующий значений тока, одноквадрантный аналоговый перемножитель 15, пер. вую 16 и вторую 17 ячейки выборки и хранения, В состав фазового регулятора входит также формирователь 18 отпирающих импульсов и логический элемент 2 ИЛИ 19 (фиг. 3).Второй датчик 4 тока состоит из каркаса 20 и обмотки 21 (фиг. 2).Устройство работает следующим образом.Сигналы, пропорциональные производным общего тока сварочного контура и тока шунтирования,...
Измеритель сварочного тока

Номер патента: 1570867
Опубликовано: 15.06.1990
Авторы: Карлюченко, Кондратьев, Куришко
МПК: B23K 11/24
Метки: измеритель, сварочного
...значительно умсньводки на выходе дифференителя, подключенного к шунного напряжения наводок в льной цепи и большего коэфления синфазных входных на 1570867Устройство работает следующим образом.Шунт токовыми выводами 2 подключается в разрыв цепи сварочного тока контактной сварочной машины. Напряжение, пропорциональное величине проходящего тока, с потенциальных выводов 3 подается на входы дифференциального усилителя 6, усиливается и далее проходит на регистрирующий прибор измерительной цепи 7.Шунт (.)-образной формы выполнен из двух омических плеч, расположенных параллельно и соединенных с одного края пластиной, образующей средний вывод. Шунт такой конструкции, как двухпроводная линия с большой площадью сечения проводников...
Сварочное устройство машины для контактной сварки

Номер патента: 1570868
Опубликовано: 15.06.1990
МПК: B23K 11/24
Метки: контактной, сварки, сварочное
...элемент И 1 О также в единичное состояние. При этом запускается таймер 5 и сбрасывается КЯ-триггер 11, что переводит элемент И 10 в нулевое состояние. Запуск таймера 5 сопровождается появлением на его выходе единичного уровня на время, отрабатываемое таймером 5. С момента запуска таймера 5 запускается одно- вибратор 3, фазовый регулятор 1, инвертор 4 переводится в нулевое состояние (последнее снимает запрет на перевод КЯ- триггера 8 в единичное состояние). Импульс, сформированный одновибратором 3, вызывает появление импульса на выходе элемента ИЛИ 6, отпирающего первый тиристорный контактор 9. Таким образом, последний отпирается с незначительным запаз. дыванием, вызванным конечным быстродействием участвующих элементов, после...
Способ управления конденсаторной точечной сваркой

Номер патента: 1570869
Опубликовано: 15.06.1990
Авторы: Гавриш, Ковалев, Подола, Романюк
МПК: B23K 11/24
Метки: конденсаторной, сваркой, точечной
...Состояние ЧР)даН Т, кЛ поверхностидеталей 5220 235 0,405 5080 235 0,401 8370 235 0,304 7220 235 0,337 7900 280 0,397 9790 300 0,416 0)632 0,604 0,477 0,511 0,630 0,622 9,8 9,2 3,8 10,0 10,2 НормальноеТо жеОкисленноеТо жеОкисленное.То же Таблица 2 Способ управления контактной точечной сваркойУс = 235 В 275 В Р,кВА Тсв кА кА 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8 О, 188 0,389 0)504 0,563 0)592 0,604 0)605 0 60) 0,589 0,134 0,197 0,230 0,249 0,262 0,272 0,280 0,287 0,293 0,137 0,284 0,368 0,411 0,432 0,441 0,442 0,4380,430 0,1570)2310,269(Х 1 )Р1Ь, .4.5 51.)С 8 на конденсаторах: 1.) 85=280 В, Ц 8 в= =300 В,Результаты расчетов тока сварки 1(я(1) и мощности Р(1) представлены в табл. 2. Прочность сварных точек, полученных при регулировании...
Способ соединения плакированных материалов

Номер патента: 1570870
Опубликовано: 15.06.1990
Авторы: Борченко, Воробьев, Дудко, Малашко, Малкин, Мечев, Никитин
МПК: B23K 31/00
Метки: плакированных, соединения
...поток, необходимый для получения качественной сварки всех слоев, может регулироваться раздельно: энер 20 передающего тепло непосредственно основногетическими параметрами источника нагрева,му материалу; протяженностью зоны основного материала, освобожденной от покрытия; при плазменно-дуговой или газовой сварке принудительным отводом тепла из зоны основного материала, непосредственно охватывающего область свариваемого покрытия.Из перечисленных трех факторов регулирования теплового потока первый обеспечивает формирование сварочной ванны основного материала с заданной скоростью, второй - формирование сварочного соединения материала покрытия, третий - в случае недостаточности сочетания первого и второго факторов.Величина зоны,...
Устройство для вибрационного заполнения трубчатой заготовки порошкообразным материалом

Номер патента: 1570871
Опубликовано: 15.06.1990
Автор: Потураев
МПК: B23K 35/40
Метки: вибрационного, заготовки, заполнения, материалом, порошкообразным, трубчатой
...за счет ликвидации его комкования и обеспечения равномерной подачи материала в трубную заготовку,На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сверху.Устройство состоит из барабана 1, на который навита трубка 2. Барабан 1 закреплен на вибраторе 3, опирающемся на амортизатор 4. Кроме того, барабан снабжен кольцевым желобом 5, который закреплен на его внутренней поверхности.Кольцевой желоб 5 заполнен шарами 6 одинакового диаметра, причем диаметр шара меньше диаметра желоба. В месте разгрузки желоб выполнен с поперечными 7 и продольными 8 щелями, ограниченными с наружной стороны желоба стенками наконечника 9 с конусообразным каналом, расположенным под острым углом к горизонтальной плоскости желоба....
Устройство для зажима детали

Номер патента: 1570872
Опубликовано: 15.06.1990
Автор: Эльстер
МПК: B23Q 3/06
...зажима детали содержит серьги 1, шарнирно установленные в неподвижном корпусе 2 на осях 3, привод и прихваты 4. Каждый из прихватов 4 шарнирно установлен на осях 5 в серьгах 1. На прихватах 4 размещены ролики 6. Приводной элемент выполнен в виде связанного со штоком гидропривода толкателя 7 с двускосым клином. На осях 5 шарнирного соединения прихватов 4 с серьгами 1 размещены ролики 8, а на толкателе 7 выполнены выемки 9, взаимодействующие с роликами 8 в момент фиксации прихватов 4. Прихваты 4 подпружинены пружиной 10. Устройство для зажима деталей работает следующий образом.Обрабатываемую деталь 11 подводят к устройству для зажима, Перемещают толка- тель 7 с помощью привода в направлении зажима, Прихваты 4 вместе с серьгами 1 ускоренно...
Устройство автоматической смены шлифовального круга

Номер патента: 1570873
Опубликовано: 15.06.1990
Авторы: Колокольчиков, Лещев, Москалев, Олехнович, Тилигузов
МПК: B23Q 3/155
Метки: автоматической, круга, смены, шлифовального
...3, соединенным с приводом 2 через понижающую передачу 4 - 5 и механизма фиксации шлифовального круга, содержащего гильзу 6 с упорами 7 и фиксатором 8. Шлифовальный круг 9 установлен на фланцеО, который закреплен на шпинделе 11 посредством крепежного элемента (гайки) 12 с упорами 13. Шпиндель 1 снабжен хвостовиком 14, предназначенным для взаимодействия с выполненным в валу 3 поводкового устройства ответным пазом 15, крепежный элемент 12 закреплен во фланце 10 с помощью пластины 16. Гильза 6 и поводковое устройство подпружинены и установлены с возможностью перемещения вдоль оси шпинделя.Устройство автоматической смены шлифовального круга работает следующим образом.Шйиндель 11 со шлифовальным кругом 9 перемещается вдоль своей оси в...
Многоцелевой станок с автоматической сменой инструмента

Номер патента: 1570874
Опубликовано: 15.06.1990
Авторы: Белага, Брюзгин, Суровцев
МПК: B23Q 3/157, B23Q 41/02
Метки: автоматической, инструмента, многоцелевой, сменой, станок
...14 сменных насадок 4 и оправок 5. Дополнительные насадки 4 и оправки 5 размещаются в магазинах 15, распо.поженных на стойках 16 рядом с боковыми станинами 1 в зоне действия манипуляторов 13.Ста нок работает следующим образом.Перед началом работы из магазинов 15, расположенных на стойках 16 рядом с боковыми станинами 1, манипуляторами 3 с помощью механизма установки и фиксации 14 по направляющим 12 производится перенос и закрепление необходимых для работы сменных многошпиндельных насадок 4 и расточных оправок 5 на многошпиндельных коробках 3. После подготовительного цикла станок готов к работе.Автоматический цикл обработки деталей 9 производится следующим образом.Детали 9, установленные и закрепленные в приспособлениях 8 одновременно на...
Загрузочно-разгрузочное устройство

Номер патента: 1570875
Опубликовано: 15.06.1990
Авторы: Зельдин, Корж, Мосин, Шиханов
МПК: B23Q 7/00
Метки: загрузочно-разгрузочное
...поршневых приводов 11 и 12. При этомгубки 8 захватов установлены дополнительно на осях 13 с возможностью поворота вплоскости, перпендикулярной плоскости перемещения захватов. Отводящий лоток 14включает в себя приемники 15 и 16 для сброса и ориентации обработанных деталейманипуляторами 17 и 18, обслуживающимистанки 19 и 20, а также подъемник 21 дляперемещения деталей в тару 22,Устройство работает следующим образом.В исходном положении заслонка 4 отсекателя поднята, губки 7 и 8 захватов перегружателя опущены к подающему лотку 1.Детали, поступающие в подающий лоток 1,накапливаются на нем. Чередованием перемещения заслонок 3 и 4 приводами 5 и 6вверх - вниз одна из деталей потока остается перед заслонкой 4, а другая перемещается до...
Загрузочное устройство

Номер патента: 1570876
Опубликовано: 15.06.1990
Авторы: Жиров, Кропинов, Сарана
МПК: B23Q 7/02
Метки: загрузочное
...1, подающий наклонный лоток 2 с расположенными на нем деталями 3, питатель 4, толкатель 5, двуплечие рычаги 6 и 7, связанные между собой тягой 8 с подпружиненным фиксатором 9, силовой привод 10,Питатель 4 выполнен в виде поворотного сектора (фиг. 2) состоящего нз двух губок, одна из которых отсекает деталь 3 от подающего лотка 2 и удерживает общий поток деталей 3, а на другом выполнен сквозной канал, образованный двумя профильными канавками под контакты детали 3 и имеющий паз для прохода горизонтального лотка 1.В толкателе 5 выполнен паз для выхода рычагов 6 и 7. Рычаг 6, кинематически связанный с толкателем 5, размещен неподвижно на оси поворота питателя 4, закрепленной на горизонтальном лотке 1, и предназначен для его поворота,Рычаг 7...
Устройство для подачи деталей

Номер патента: 1570877
Опубликовано: 15.06.1990
Авторы: Боев, Бондарев, Сиденко, Суворин, Щербаков
МПК: B23Q 7/06
Метки: подачи
...возвратно-поступательного перемещения, втулку 3 с электромагнитной катушкой 4, толкатель 5 с захватом 6, установленный внутри катушки 4 в подшипниках 7 с возможностью поворота, и подпружиненный пружиной 8 шток 9 для сбрасывания деталей с захвата 6, установленный внутри толкателя 5 с возможностью возвратно-поступательного перемещения от регулируемого упора 1 О, неподвижно закрепленного на корпусе 1,Пиноль 2 посредством копирного механизма 11 связана с приводом 12 рабочего инструмента 13. На валу копирного механизма 11 установлен кулачок 4, взаимодействующий в исходном положении с конечным выключателем 15. Для осевой настройки втулка 3 имеет регулировочную гайку 16 с фиксатором. Перед рабочим инструментом 13 установлена приемная...
Способ измерения переходного сопротивления в паре режущий инструмент-деталь и устройство для его осуществления

Номер патента: 1570878
Опубликовано: 15.06.1990
Автор: Либерман
МПК: B23Q 15/00
Метки: инструмент-деталь, паре, переходного, режущий, сопротивления
...1 через сопротивление 2, амперметр 3, контакт 8 и ключи 4 и 10 подается на пару режущий инструмент 7 - деталь 6. Вольтметр 11 производит измерение падения напряжения на переходном сопротивлении в паре инструмент - деталь с положительной (отрицательной) добавкой термо-ЭДС резания. По окончании измерения блок 26 за.- держки пропускает сигнал на ключ 15 и результат измерения заносится в запоминаю 5 10 15 20 25 30 35 40 щее устройство 14. К этому моменту истекает время задержки сигнала блоком 20. Этот блок выдает сигнал на одновибратор 24, а последний переключает триггер 23 в исходное положение. Сигнал 1 исчезает с второго выхода триггера и появляется на его первом выходе, Он поступает на ключи 5 и 9 и включает их. Ключи 4, 10 и 15...
Ротор

Номер патента: 1570879
Опубликовано: 15.06.1990
МПК: B23Q 39/00
Метки: ротор
...блоке 4 установлены шпиндели 8, связанные при помощи шлицевых соединений с коническими зубчатыми шестернями 9 и зафиксирова нные в пинолях 10. Перемещением пиноли 1 О управляет неподвижный кулачок 11, вокруг которого при вращении шпиндельного блока 4 при помощи ролика 12 обкатываются пиноли 10 вместе со шпинделями 8. Шпиндели 8 получают вращение от центрального конического колеса 13, находящегося с одной стороны в зацеплении с коническими шестернями 9, а с другой стороны соединенного при помощи вала 14 со шкивом 15 посредством шлицевого соединения. Палец 16 передает вращение от барабана 17 на шпяндельный блок 4.На барабане 17 установлены звездочка 18, несущая транспортную цепь 19 с установленными на ней носителями заготовок 20, и...
Способ транспортирования деталей

Номер патента: 1570880
Опубликовано: 15.06.1990
Авторы: Игнатьев, Уфатов, Хазов, Шишкин
МПК: B23Q 41/02
Метки: транспортирования
...ее на другую секцию транспортного устройства, передающую деталь на следующий станок линии.Перемещение деталей 9 типа осей на транспортном устройстве автоматической линии осуществляют следующим образом.В исходном положении деталь, предназначенную для обработки, помещают на неподвижные гребенки 2 - положение 1 (фиг. 2), При этом фиксации детали на гребенках нет.При включении привода гребенки 1, отстоящей дальше от бокового ограничительного элемента 4, сообщают ей перемещение на величину 1, равную расстоянию между впадиной и вершиной гребенки. Так как деталь 9 обладает инерцией покоя, то возникает некоторое проскальзывание ее 40 45 50 55 4относительно движущейся гребенки 1. В.результате торец детали смещают на величину Л 1 - в положение 11...
Устройство для обработки наружных цилиндрических поверхностей

Номер патента: 1570881
Опубликовано: 15.06.1990
МПК: B24B 29/00, B24B 5/42
Метки: наружных, поверхностей, цилиндрических
...общий вид; на фиг, 2 - сечение А - А на фиг. 1; на фиг. 3 - узел 1 на фиг. 1; на фиг. 4 - разрез Б - Б на фиг, 3; иа фиг. 5 - вид В на фиг. 3.Корпус устройства выполнен в виде С-образной формы и состоит из двух одинаковой формы половин с плоскостью разъема, перпендикулярной оси устройства, каждая из которых снабжена круговыми направляюгцимии 2 и хвостовиками 3 и 4. Внутри направляющих размещена ступица 5. с лепестками шлифовальной шкурки 6, закрепленными на ее внутренней части и направленными к центру ступицы.Между двух половин корпуса размещен привод врашения ступицы, состоящий из звездочки 7 и охватывающей ее роликовой цепи 8. Звездочка 7 закреплена на наружном диаметре ступицы, Цепь 8 может быть соединена с звездочкой,...
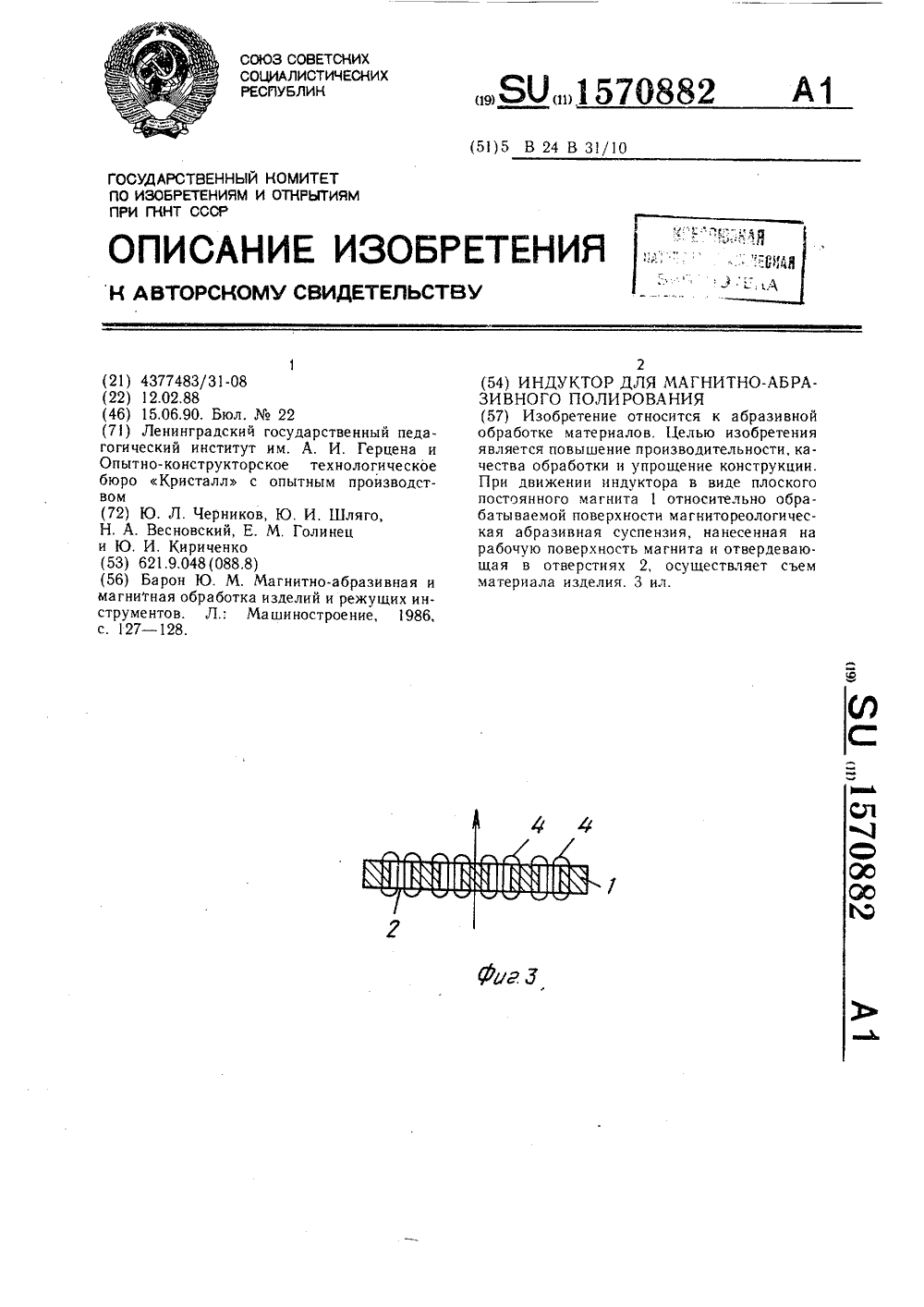
Индуктор для магнитно-абразивного полирования
Номер патента: 1570882
Опубликовано: 15.06.1990
Авторы: Весновский, Голинец, Кириченко, Черников, Шляго
МПК: B24B 31/10
Метки: индуктор, магнитно-абразивного, полирования
...и инструмента, что, в свою очередь, зависит от интенсивности и однородности магнитного поля, обеспечивающего однородность свойств и устойчивость магнитореологической суспензии. Линии 3 магнитного поля плоского магнита 1, намагниченного в направлении, указанном осевой стрелкой, показаны на фиг. 2. Магнит не имеет отверстий, поэтому все магнитные линии проходят в теле магнита в направлении его намагниченности и огибают края магнита, замыкаясь вне объема, занятого магнитным материалом, т. е. по немагнитной среде. Вследствие 5 10 15 20 25 30 35 большого магнитного сопротивления этой среды интенсивность магнитного поля оказывается весьма слабой.На фиг, 3 показаны короткие пути замыкания магнитного потока в магните 1, имеющем отверстия 2,...
Способ абразивной обработки деталей и устройство для его осуществления

Номер патента: 1570883
Опубликовано: 15.06.1990
Авторы: Васин, Чучалин, Щепелев
МПК: B24B 31/104
Метки: абразивной
...а деталь попадает в зону активного воздействия последующей струи возлуха. Вся масса деталей в рабочей камере перемещается по круговой траектории.Одновременно сжатый воздух меньшего давления через распределитель 10 подается и каналы 9 крышки 5 и далее в сопла 7, расположенные под углом и встречно соплам 6. Подвод сжатого воздуха к противоположно цаправленным соплам устраняет эффект мертвых зон между основными сопловыми отверстиями. Воздушные струи встречных сопел непосредственной обработки деталей не производят, а служат только для перемещения деталей из застойных зон в зону обработки, а также предотврац.,ают засорение сопловых отверстий. По сигналу от реле 11 времени осуществляется переключение распределителя. Распредепитель 10...