Архив за 1990 год
Устройство для базирования и вращения деталей

Номер патента: 1569188
Опубликовано: 07.06.1990
МПК: B24B 5/18
Метки: базирования, вращения
...взаимодействующий с поворотным кулачком 24. С плечом 22 рычага 9 взаимодействует элементсилового замыкания - пружина 25, связанная свободный концом с регулировочнымвинтом 26, несущим гайку 27. На рычаге 9установлен также регулировочный винт-ограничитель 28 положения рычага 9 и ролика 16при отсутствии детали 6. Рычаги 9 и 10 связаны между собой силовым элементом - пружиной 29 растяжения с регулировочным винтом 30 и гайкой 31, и на рычаге 10 установлен регулировочный винт-ограничитель 32, задающий положение рычага 10 при отсутствии детали 6.Устройство работает следующим образом.В представленной позиции обработки детали 6 инструментом 33, в данном случае .шлифовальным кругом, деталь 6 лежит в призмах 3 и 4 и прижата к ним роликом 16 с...
Устройство для двустороннего шлифования торцов деталей

Номер патента: 1569189
Опубликовано: 07.06.1990
Авторы: Баршевский, Вершинин
МПК: B24B 7/00
Метки: двустороннего, торцов, шлифования
...торцевых поверхностей заготовок пластин относительно внутреннего окна мала и ею практически можно пренебречь, но допуск Л на размер Ь имеет значительную величину, так как на величину допуска Л заготовки влияет целый ряд факторов: сырье, из которого изготовлена пластина, температура спекания и т. д которые определяют величину усадки,На симметричность плоскостей окна относительно торцевых наружных плоскостей перечисленные факторы практически не влияют, а влияет лишь точность изготовления вырубных штампов, что обеспечивает заготовке достаточно высокую симметричность,Расстояние от оси симметрии загрузочного диска до выступов растет от входа к выходу на величину е, где е - требуемая несимметричность тор цов пл астины...
Плоскошлифовальная машина

Номер патента: 1569190
Опубликовано: 07.06.1990
Автор: Аракелян
Метки: плоскошлифовальная
...2. Шестерня 6 через наружные зубья кинематически связана со съемными промежуточными 7 и ведомыми 8 сателлитами, посаженными на приводные валы шлифовальных рабочих головок 9. Приводами планетарных механизмов служат два водила 10. Рабочие головки 9 содержат абразивные инструменты 11. Ходовая тележка 12 с независимыми приводами 13 связана с оедуктором 2 и ведомой частью 14 через гидроцилиндр 15. одовая тележка снабжена гидрорегулирующим устройством 16, связанным с гидро- системой 17, оросительной системой (емкостью) 18 и автоматическим пультом 19 управления.Машина работает следующим образом.Машина устанавливается на исходную позицию в рабочей зоне. При помощи гидро- цилиндра 15 головки 9 переводятся с транспортного положения до...
Устройство для притирки шариковых клапанов

Номер патента: 1569191
Опубликовано: 07.06.1990
Авторы: Бабаев, Бухман, Гасанов
МПК: B24B 15/08
Метки: клапанов, притирки, шариковых
...машинным маслом торца диска 9, Если сепаратор 5 и приводной диск 9 вращаются с разными угловыми скороСтями, то сепаратор, кроме вращения, движется возвратно-поступательно относительно дисков 9 и 1 на величину двойного эксцентриситета Л. Количество двойных ходов сепаратора в единицу времени равно разности чисел оборотов диска и сепаратора. Обычно стремятся к соотношению чисел оборотов диска 9 и сепаратора 5, равному 2:1, т.е. за два оборота диска сепаратор совершает один оборот и перемещается возвратно-поступательно относительно дисков на величину двойного эксцентриситета Л. Вместе с сепаратором вращательное и возвратно-поступательное перемещение совер. шают седла клапанов и шарики 17.При проскальзывании торца диска 9 относительно...
Способ ленточного шлифования

Номер патента: 1569192
Опубликовано: 07.06.1990
МПК: B24B 21/00
Метки: ленточного, шлифования
...с деталью, имеет различную скорость износа: в начале резания (данного участка ленты) происходит интенсивная обработка свежим участком - шлифование, а в конце - менее интенсивная обработка изношенным участком, т. е, полирование.Так как система абразивной ленты, установленная на планшайбе 1, совершает вместе с ней встречное вращательное движение относительно детали, то скорость чр определяется как сумма их скоростей:ч =ч,+ч,где ч, - скорость вращения системы абразивной ленты;ч - скорость вращения детали.Для определения скорости перемотки ленты, удовлетворяющей условию полного износа ленты при обработке детали, экспериментальным путем установлена зависимость скорости перемотки ленты от скорости резания: Как видно из таблицы, со...
Способ шлифования абразивной лентой

Номер патента: 1569193
Опубликовано: 07.06.1990
Автор: Агасарян
МПК: B24B 21/06
Метки: абразивной, лентой, шлифования
...резания5 д и сообщают ей колебательные перемещения в двух взаимно перпендикулярныхнаправлениях, одно из которых совпадаетс направлением движения резания, а другое - перпендикулярно ему. Амплитудуи частоту колебаний ленты выбирают изусловия(54) С ЗИВНО (57) Из ТОЧНОГО повышен печения работан зивной возвратн делия, ща ются взаимно одно из дви жени лярно е ных кол симость ПОСОБ ШЛ ИФОВАНИЯ АБРАЙ ЛЕНТОЙобретение предназначено для леншлифования. Цель изобретения - ие качества обработки путем обесоптимального микрорельефа на обной поверхности. Обработка абра- лентой идет при вращательном и о-поступательном перемещении изАбразивной ленте при этом сообколебательные перемещения в двухперпендикулярных направлениях, которых совпадает с...
Плоскошлифовальная головка

Номер патента: 1569194
Опубликовано: 07.06.1990
Автор: Ухов
МПК: B24B 23/02, B24D 13/20
Метки: головка, плоскошлифовальная
...с гайками 1 О, а соответствующие пластины 6 снабжены пазами 11. Абразивная шкурка 12 по периметру размещена между роликами 4 и подпружиненными пластинами 6 прижимной рам- кИ 5. Под абразивной шкуркой 12 размещена эластичная подложка 13, закрепленная на плите 1. Ролик 4 может иметь зубцы 14, а плита 1 - пружину 15, взаимодействующую с зубцами 14 и обеспечивающую вращение ролика 4 в одну сторону. Абразивная шкурка 12 может быть выполнена с угловыми вырезами 16,Плоскошлифовальная головка работает следующим образом.Абразивную шкурку 12, предварительно размещенную на эластичной подложке 13 и роликах 4, поджимают подпружиненной прижимной рамкой 5. При этом шпильки 9 плиты 1 входят в пазы 11 пластин 6, а абразивная шкурка 12, прижатая с...
Шлифовальная головка

Номер патента: 1569195
Опубликовано: 07.06.1990
Автор: Ухов
МПК: B24B 23/02, B24D 17/00
Метки: головка, шлифовальная
...16 шарнирно соединены с болтами 18, входящими в пазы пластин 6 и .имеющими зажимные гайки 19, а плечи 20 рычагов опираются на упоры 12 плиты 11. Последняя имеет ограничитель перемещения, выполненный в виде клина 21, установленного с возможностью перемещения вдоль платформы 1 и взаимодействующего с клиновой поверхностью 22 пазов 23 упоров 12. Клин 21 снабжен фиксатором 24.Шлифовальная головка работает следующим образом.Устанавливают заданную величину деформации эластичной подложки 10 смещением клина 21 по платформе 1 и зажимают фиксатором 24, Переворачивают устройство эластичной подложкой 10 вверх. При этом плита 11 опускается на платформу 1, упоры 12 смещаются в отверстиях 13 благодаря наличию паза 23, а между клиновой поверхностью...
Устройство для центробежной объемной обработки изделий

Номер патента: 1569196
Опубликовано: 07.06.1990
Авторы: Виджис, Вишневскис, Субач
МПК: B24B 31/104
Метки: объемной, центробежной
...дна чашеобразного контейнера выполнен,выступ 3 с ребрами 4, Лопатки 5 закреп- ленЫ неподвижно на станине 6 установки на некотором расстоянии от дна контейнера 1.: Форма лопаток 5 подобрана таким образом, чтоодна их кромка прилегает с минимальным зазОром к образующей стенки контейнера 1, КрОме того, лопатки 5 выполнены скрученными, что обеспечивает отделение загрузки от стенки контейнера 1 и сообщение ей движения по винтообразной траектории.устройство работает следующим образом.Загрузку, состоящую из абразивных частиц и обрабатываемых деталей, помещают в контейнер, Включают привод, и посредством приводного вала 2 контейнер 1 приводится во вращательное движение. Под действием центробежных силчастиц и сил трения с дном контейнера 1 загрузка...
Способ центробежной абразивной обработки фасонных деталей

Номер патента: 1569197
Опубликовано: 07.06.1990
Авторы: Ланщиков, Лемин, Мартынов
МПК: B24B 31/104
Метки: абразивной, фасонных, центробежной
...манометр 12, который выполняет функции чувствительного элемента пневмосхемы и способен реагировать на разность давлений в измерительном 13 и эталонном 14 соплах, диаметры которых выполнены равными. Эталонное сопло 14 жестко закреплено в левой части микрометра 15 стопор- Й ным винтом 16.Пример. На базирующие элементы оправ- май ки 4 в корпусе барабана 1 устанавливает- фся эталонная деталь 3, к лимитирующему участку профиля которой подводится и жестко фиксируется на расстоянии 5=0,5 - 1,2 мм измерительное сопло 13 манометричесЬаай кого датчика, Включается привод вращения (,ф детали, затем открывается запорный вентиль 6 и сжатый воздух (Р=0,2 - 0,5 МПа) Через фильтр-влагоотделитель 7 и стабилизатор 8 давления поступает в эталонную и...
Инструмент для доводки отверстий

Номер патента: 1569198
Опубликовано: 07.06.1990
МПК: B24B 37/02
Метки: доводки, инструмент, отверстий
...геометрическои точности разжима разрезнойн5 втулки. Формула изобретения Инструмент для доводки отверстий, содержащий разрезную втулку с выполненной 10 в виде ступенчатых цилиндрических участков внутренней поверхностью, установленную с возможностью взаимодействия с разжимной конусной иглой, отличающийся тем, что, с целью повышения качества обработки 5 путем обеспечения геометрической точностиразжима разрезной втулки, на внутренней поверхности последней дополнительно выполнены равномерно чередующиеся с цилиндрическими конические участки с конусностью, соответствующей конусности раз жимной иглы, и длиной, равной 0,5 - 5 мм,причем соотношение длин цилиндрических и конических участков выбрано из условия 5:1 - 20:1. Составитель Т. Никонорова1...
Абразивная развертка для обработки ступенчатых отверстий

Номер патента: 1569199
Опубликовано: 07.06.1990
Авторы: Куколев, Писклюков, Татаринов
МПК: B24B 37/02
Метки: абразивная, отверстий, развертка, ступенчатых
...5 с закрепленным алмазосодержащимслоем 6 и фиксирующим элементом - штифтом 7. Втулка 5 снабжена наружной резьбой 15под гайку 8, которая фиксируется на оправкепосредством двух полуколец 9, удерживаемых пружинным кольцом 10. Штифт 11 слу-.жит для крепления развертки через промежуточную подвеску (не показана) к шпинделю станка,20Абразивная развертка работает следующим образом.При вращении гайки 8, зафиксированной на оправке посредством полуколец 9,происходит надвигание деформируемой втулки 5 на коническую часть оправки, и наружный диаметр деформируемой втулки 5 салмазосодержащим слоем 6 увеличиваетсядо заданного размера. От вращения деформируемую втулку 5 удерживает штифт 7,взаимодействующий с продольным пазом 4 ЗОоправки...
Двухдисковый шлифовально-доводочный станок

Номер патента: 1569200
Опубликовано: 07.06.1990
Авторы: Балыков, Величук, Курбатов, Мащанов, Орлов, Шевченко
МПК: B24B 37/04
Метки: двухдисковый, станок, шлифовально-доводочный
...передачу 39 и 40. Для беспрепятственного вращения втулки 37 служат подшипники 41. Привод вращения верхнего шпинделя 9 осуществляется двигателем 42. Кроме того, консоль 6 имеет возможность вертикального перемещения от отдельного привода (не показано), а нижний шпиндель приводят во вращение от двигателя 43 через зубчатую передачу 44 и 45.Приводы вращения кривошипа 23 и втулки 37 электрически связаны между собой посредством датчиков.46 и 47 положения, в качестве которых могут быть использованы, например, фотоимпульсные датчики угла поворота типа ВЕ 187, позволяющие контролировать углы поворота валов двигателей 38 иб 9200 5 1525 как по абсолютной величине, так идруг относительно другаПомимо датчиков 46 и 47 положенияв состав приводов...
Устройство для упрочнения длинномерных цилиндрических деталей

Номер патента: 1569201
Опубликовано: 07.06.1990
Авторы: Витвицкий, Гладий, Загайдук, Петрина, Пыриг, Ропяк, Стоцкий
МПК: B24B 39/00
Метки: длинномерных, упрочнения, цилиндрических
...12 происходит сп .стоянным усилием за счет центробежнк; сил, позволяет обрабатывать широк й диапазон диаметров упрочняемыхд - алей. 3 ил. чт а к его периферии и с помощью тяг 7 канчивающихся роликами 8 поворачивают кулачки 10 вокруг осей 13,о расположенных также под углом 120 по часовой стрелке, при этом плечо 1 силы инерции грузов Р ) остается постоянным Деформирующие элементы 11, выполненные, например, иэ твердого сплава, которыми снабжены кулачки 10, движутся к центру упрочняемой детали 12 за счет чего и создается усилие (Р) в зонах контакта, расположенных под углом 120 , 1 осле этого включают продольную подачу суппорта станка и осуществляют упрочнение по всей длине детали 12.Обеспечение постоянного усилия Р в зонах контакта...
Способ насечки валков абразивным методом

Номер патента: 1569202
Опубликовано: 07.06.1990
Авторы: Багров, Боровик, Булатников, Колпаков
МПК: B24B 39/04
Метки: абразивным, валков, методом, насечки
...2 К 5. Возможно применение кругов с абразивом марок 64 С, 54 С, 14 А 25 А и других твердостью СМ 1-СТЗ.Режим насечки: усилие прижимакруга к валку Р = 8000-8500 Н; продольная подача валка Б = 30-80 об/мин;частота вращения валка и = 80;85 об/мин,После обработки валков поверхность бочки становится матовой, Шероховатость поверхности бочки в продольном и поперечном направленияхимела одинаковое значение параметров.Для приведенного примера обработки 40параметры шероховатости бочек валковимели следующие значения: К, = 1,92 3 мкмэ Б = Оэ 06-Оэ 1 ммДля получения таких величин параметров шероховатости поверхностибочек обработку валков по предлагае"мому способу необходимо осуществлятьс технологическими параметрами про" .цесса, значения которых...
Механизм подач

Номер патента: 1569203
Опубликовано: 07.06.1990
Автор: Пакальнишкис
МПК: B24B 47/20
...ручных импульсных подач прин,матии ручки 23 собачка 20 поворачив, ет храповое колесо 6 и черезшестерни 5 и 4 выходной вал 1. Пру.:ина 24 возвращает собачку 20 вместе)учкой 23 в исходное положение,В режиме врезных подач электромагнитная муфта 28 включена, Выходной вал 1,получает вращение от гидроцилиндра 25 через шток-рейку 26,шестерню 27 и муфту 28,В режиме реверса врезных подачк.,лачок 30 переставляется по отношению к бесконтактному переключате"лю 34 поворотом лимба 31 на необхо=димую величину реверса. Затем включается электромагнитная муфта 28.По получении команды реверса врезныхподач гидроцилиндр 25 через штокрейку 26, шестерню 27 и муфту 28 поворачивает выходнрй вал ,1 до момента стоп-сигнала от бесконФактногопереключателя 34, на...
Устройство для правки шлифовальных кругов

Номер патента: 1569204
Опубликовано: 07.06.1990
Авторы: Глованарь, Левицкий, Лисовский, Пустохин, Рындин
МПК: B24B 53/04
Метки: кругов, правки, шлифовальных
...концевые выключатели 20 и 21, сброс сжатого воздуха из правой камеры распределителя по трубопроводу 18 через концевой выключатель 20 переместил поршень распределителя вправо (Фиг, 1). В результате подпоршневая полость цилиндра 13 оказывается связанной с нагнетательной полостью распределителя трубопроводом 14, а надпоршневая часть - другой ветвью трубопровода 14 с выпускным отверстием 23. Шток 12 щ- линдра 13 приходит в движение, ка-. ретка, поворачиваясь на шарнире, располагается на левой опорной поверхности 6 копира 5, при этом срабатывает концевой выключатель 21 и открывает выход сжатому воздуху из левой полости силового цилиндра 2 по трубопроводу 18. В результате державка 4 приступает к движению вдоль правой рабочей...
Торцовый шлифовальный круг

Номер патента: 1569205
Опубликовано: 07.06.1990
Авторы: Артемьев, Горбунов, Гусев, Кафидов, Петров, Подураев, Судьин, Ханский
МПК: B24B 55/02
Метки: круг, торцовый, шлифовальный
...СОЖ, попав- и," в канал 5, действуют центростремительное а и касательное аускочрения, которые, суммируясь векторно, создают результирующее ускорение а (Фиг. 2), При этом под действием тангенциального ускорения а " СОЖ, прижимаясь к левой стороне канала 5, при его полном заполнении может выплескиваться из канала. Чтобы этого не происходило, уголнаклона горизонтальной оси 11 к установочной плоскости 4 должен определяться по формулеолу = 90 агсд(а "/а) .При таком значении у СОЖ не может выплеснуться из канала при его заполнении до уровня точки С (Фиг. 4).л Значения ускорений а, авычислчются на основании известных режимов резания при торцовом шлифовании.В процессе шлифования инструмент, а следовательно, и абразивные сегменты 3 вращаются...
Способ струйно-абразивной обработки
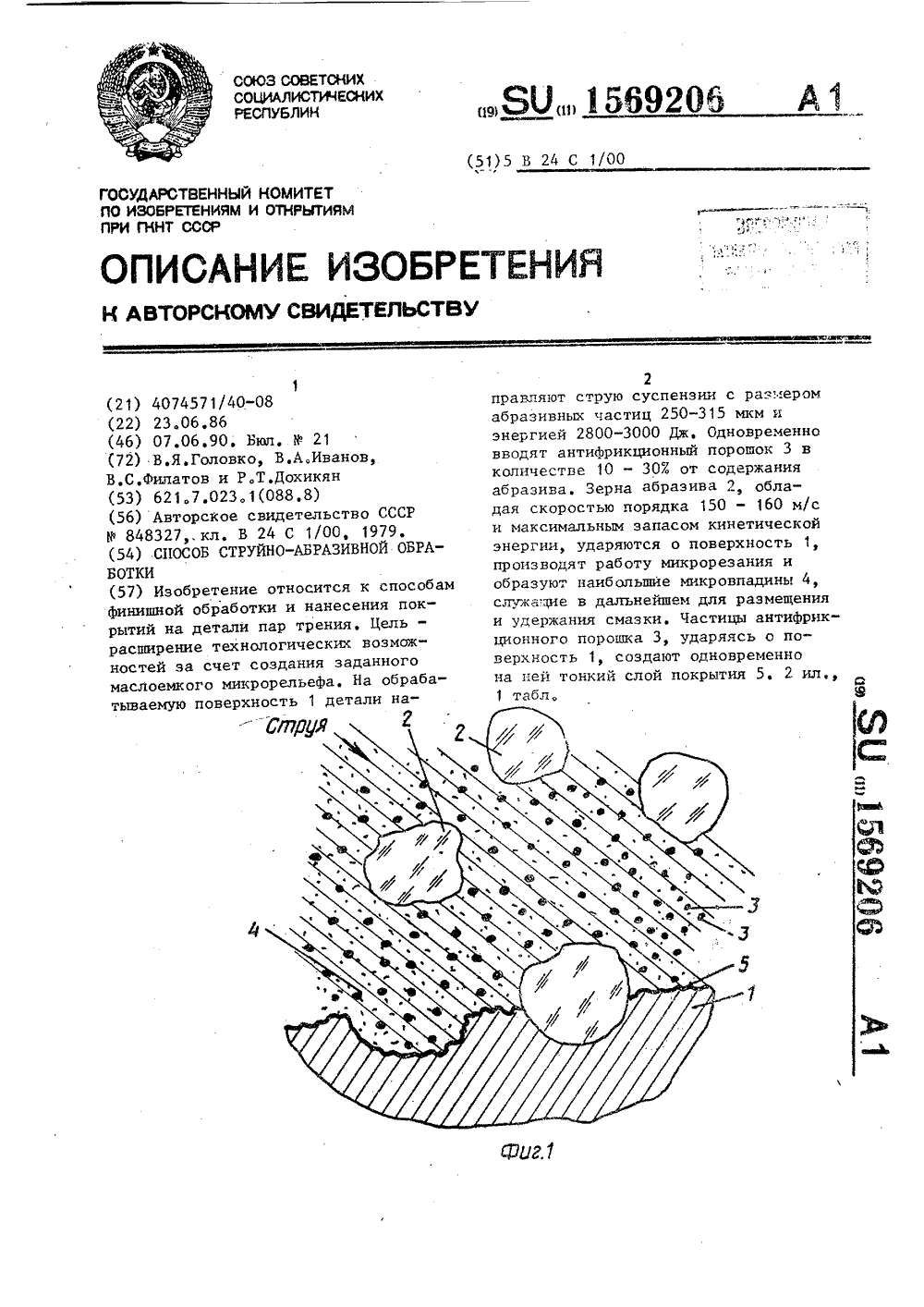
Номер патента: 1569206
Опубликовано: 07.06.1990
Авторы: Головко, Дохикян, Иванов, Филатов
МПК: B24C 1/00
Метки: струйно-абразивной
...антифрикционного порошка 3, ударяясь о поверхность 1, создают одновременно на ней тонкий слойпокрытия 5 с повышенными эксплуатационными свойствами,Указанные режимы обработки получены экспериментальным путем. Эксперименты проводились на станке модели33-161, оборудованном для работыспециально изготовленной оснасткой.Давление сжатого воздуха выдерживали в пределах 0,3-0,6 ИПа, в качестве абразива применяли карбид кремния зеленый марки 63 С, зернистостью5 - 50, Обработке подвергали образцы из стали ст3, установленные отсопла на расстоянии 80 мм. Результаты экспериментов приведены в таблице.Зависимость глубины микровпадинот размеров абразивных зерен подтверждается графиком (фиг. 2), построенным на основании изложенных втаблице данных.Как...
Устройство для гидроабразивной обработки внутренней поверхности труб

Номер патента: 1569208
Опубликовано: 07.06.1990
Авторы: Дементьев, Засыпкин, Трухачев
МПК: B24B 31/10, B24B 31/116, B24C 1/08 ...
Метки: внутренней, гидроабразивной, поверхности, труб
...имеются отверстия 16,через которые стравливается избыточный воздух иэ рабочих камер 1 и пополняется запас воздуха в надпоршневой полости А в зависимости от положения поршня 17. прессора, От электродвигателя 23 сообщается возвратно-поступательное перемещение поршням 17, Гидроабразив 3одной из камер 1 перетекает черезобрабатываемую деталь 5 в другую кам .ру и совершает при этом полезнуюработу, т.е. обработку детали. 1 ил. Поршень 17 компрессора шарнирно соединен с шатуном 18 и кривошипом 19, который свободно вращается в подшипниковых опорах корпуса компрессора 4. Кривошип 19 соединен с муфтой 20 и редуктором 21, который кинематически связан гибкой передачей 22 с электродвигателем 23.Обработка производится следующим образом....
Аппарат для абразивоструйной обработки деталей

Номер патента: 1569209
Опубликовано: 07.06.1990
Авторы: Бронин, Жаворонков, Зайцев, Цесарский
МПК: B24C 3/12
Метки: абразивоструйной, аппарат
...5 и окно 23 крышкиАппарат работает следующим образом.В барабан 5 через открытый проем ;4 загружается партия деталей, включ;тся привод 11 вращения барабана, обеспечивающий ворошение деталей в процессе обработки. Закрывается дверцей 25 проем 24, включается вытяжная вентиляция камеры (не показано) . Одновременно по трубопроводу 12 подается в струйное сопло 6 сжатый воздух, который обеспечивает эжектирование по трубопроводу 13 и трубке 14 абразива в сопло 6.При вращении барабана 5 торцовый кулачок воздействует на подпружиненный шток 9, сообщая ем., возвратно- поступательное движение в полости бункера 3, заполненного частично абразивом. Вместе со штоком 9 колебательное движение совершает и закрепленная нижним концом на штоке 9 трубка 14,...
Масса для изготовления абразивного инструмента

Номер патента: 1569210
Опубликовано: 07.06.1990
Авторы: Булгаров, Галанин, Друченко, Мельник, Приходько
МПК: B24D 3/28
Метки: абразивного, инструмента, масса
...попивинилхлоридной смолы,пластификатора и наполнителя.Пластика характеризуется следующими свойствами.Способность к размягчению. Должнабыть пластичной и не образовыватьтрещин на месте сгиба, не прилипатьк рукам, не затвердевать и легко(54) МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА(57) Изобретение относится к технологии изготовления полировального инструмента, Цель изобретения - повышение качества полирования. В качестве связки при изготовлении полировальника применена пластика, используемая для лепки и моделирования. Пластикао отверждается при нагреве до 140-400 С в течение 5-30 мин, 1 табл. метре при нагрузке 50 г должна рави ься нулю.Перемешивают двуокись циркония с пластикой до получения однородноймассы, полученную массу...
Абразивный инструмент для деревообработки

Номер патента: 1569211
Опубликовано: 07.06.1990
Авторы: Белевский, Воякин, Соломаха
МПК: B24D 5/00
Метки: абразивный, деревообработки, инструмент
...резьбовое отверстие 7 во фланце 3 внутрь обоймы 1 заливается жидкость 8. Отверстиезакрывается пробкой 9. Цилиндр без жидкости собирается таким образом, что при вывинчивании пробки 9 одно из отверстий б занимает нижнее положение на вертикальной оси шайбы 5, а отверстие 7 - верхнее. Жидкость 8 заливается в обойму 1 в таком количестве, что ее уровень совпадает с нижней границей отверстия б, а все объемы, разделенные шайбами 5, представляют собой сообщающиеся сосуды.Инструмент работает следующим образом.При приведении обоймы 1 во вращение жидкость 8, занимавшая до начала вращения в каждом из объемов между шайбами 5 (шайбами 5 и фланцами 2 и 3) часть цилиндра с поперечным сечением в форме сегмента высотой К, под действием...
Устройство для завинчивания и отвинчивания гайки гребного винта

Номер патента: 1569212
Опубликовано: 07.06.1990
МПК: B25B 21/00
Метки: винта, гайки, гребного, завинчивания, отвинчивания
...3 и 4) воздействует на шарики 16 в кольцевом канале 7 корпуса б привода 5 и через них на шток 15 гидроцилиндра 13 перемещая его вниз (на фиг, 4 .показан момент окончания поворота гайки 28 пи рабочем ходе - завинчивании),Слив рабочей жидкости из полости гидроцнлиндра 13 происходчт через выводы Е и С переключателей ";8 и 24 в69212 6 5 10 5 20 5 15 линию "Слив" и далее в резервуар источника питания.С достижением крайнего верхнего положения поршень штока 14 гидро- цилиндра 12 воздействует через свой толкатель на рычаг 25 переключателя 17, перемещая золотник 26 вверх (фиг, 4) . При этом рабочая жидкость под давлением через выводы В и 0 переключателя 17 поступает в гидроцилиндр 21 механизма реверса и переме- щает поршень штока 22 вправо,...
Способ разборки шаровых опор транспортных средств и технологическое приспособление для его осуществления

Номер патента: 1569213
Опубликовано: 07.06.1990
Автор: Киселев
МПК: B25B 27/00
Метки: опор, разборки, средств, технологическое, транспортных, шаровых
...цилиндрического углубления под гайку 5 шаровой опоры. По боковым поверхностямвтулки 2 выполнены льски б со скосами 7 для размещения втулки в узлешаровых опор. (На фиг, -4 изображена30втулка с одним опорным элементом 3для винтового конца шаровой опоры) .Способ осуществляется следующимобразом,Втулку 2 надевают на гайку 5 одной из шаровых опор 1 таким образом,что второй торец втулки находитсяпод винтовым концом второй шаровойопоры. Гаику 5 поворачивают ключом,Она упирается торцом на торец втул 40 ки через опорный элемент 4, Дальнейшее вращение гайки создают в резьбовом соединении ее с шаровой опорой1 осевое усилие, которое и выпрессо.ывает шаровую опору из узла шаровых.,-ор, Наличие лысок б и скосов 7обеспечивает размещение приспособления в...
Пневмомеханическое устройство ударного действия

Номер патента: 1569214
Опубликовано: 07.06.1990
Авторы: Масленников, Мельник, Редькина
МПК: B25D 9/00
Метки: действия, пневмомеханическое, ударного
...31 числом, равным числуосевых отверстий 30 ударника 5, Направляющие пальцы 31 закреплены одними концами на радиальном бурте 2 1,а другими установлены в осевых отверстиях 30 ударника 5. В устройстветакже имеются пружины 32, число ихвыбрано равным числу направляющихпальцев 31. Пружины 32 расположенына направляющих пальцах 31, однимиконцами контактируют с радиальнымбуртом 21, а другими - с ударником 5Устройство имеет также сменные стержни 33 для закрепления на свободномторце хвостовика б. Сжатый воздухподводится к воэдухораспределителю 7по воздухопроваду 34. Пневмомеханическое устройствоударного действия работает следующимобразом,69214ций, а также использоват .ся как Руч= ной инструмент. При это перемещение золотника 9 в рабочее...
Пневматический ударный инструмент

Номер патента: 1569215
Опубликовано: 07.06.1990
Автор: Яковлев
МПК: B25D 9/02
Метки: инструмент, пневматический, ударный
...2. В стенке дополнительного ударника 5 по его длине выполнены сквозные отверстия 7и 8, сообщающие воздухопроводящийэлемент с полостями 9 и 10, образованными соседними выступами 4 и 6"истенками ударников 2 и 5.Воздухопроводящий элемент выполнен в виде установленного в дополнительном ударнике 5 с воэможностьювращения относительно оси инструмента 11 золотника 12, имеющего разделенные кромкой 13 полости 14 и 15,сообщающиеся через отверстия 7 и 8 сполостями 9 и 10.Ударники 2 и 5 связаны друг с дру- З 5гом упругими элементами 16 и с корпусом 1 упругим элементом 17, а массы ударников 2 и 5 равны.Для привода золотника 12 в корпусе 1 установлена турбинка 18, соединенная с каналом 19 подачи воздухадросселем 20 и каналом 21 выпускавоздуха.В стенках...
Устройство для забивки уплотнений

Номер патента: 1569216
Опубликовано: 07.06.1990
Авторы: Ведерников, Кривцов, Лац, Меркулов
МПК: B25D 9/04
Метки: забивки, уплотнений
...6перемещается внутрь наконечника 4сжимая пружину 7, а уплотнение отжимает рабочий инструмент 9 внутрьустройства до посадки его бурта набуксу 3, Хвостовик 8 рабочего инструмента 9 выходит из буксы 3 в рабочую45зоду хода ударника 2. Происходит сжатие всего устройства для запуска молотка, При ударе бойка хвостовик 8рабочего инструмента 9 передает импульс рабочей части 10, а последняяуплотнению, которое входит в зазор.П. мере вхождения в зазор уплотнени. направляющая 6 все больше сжимает и.;ужину 7 до тех пор, пока уплотнение полностью не войдет в зазор.з-за скоса рабочей части 10 это проис: одит на одном краю, перемещениемус:ройства забивают следующую длинууплотнения, По окончании процессазабивки уплотнения устройство отводится от места...
Устройство для клеймения

Номер патента: 1569217
Опубликовано: 07.06.1990
Автор: Дрожженников
МПК: B25H 7/00
Метки: клеймения
...со скошенным концом 25, контактирующим с упором 26,поджатым пружиной 27 к толкателю 24 Для создания замкнутого объсвоздуха на корпусе 16 закреплена герме":чная крышка 28,Для смягчения удара при клеймении:-жду ударником 5 и корпусо 1 16 расожен амортизатор 29. Для удобстваоб: луживания на корпусе 16 закрепле"на ручка 30, На концах трубки (непоказана) для подачи воздуха в пс,.1 сть между бойком 4 и ударником 5,"а:положены головки 31 и 32, Подводв духа из магистрали осуществляетсякраном 33, смонтированным на корп; -се 16.Устройство работает следующим образом.В исходном положении ударник 5удерживается рычагами 11 концыклейм 3 при этом выступают за наконечник 2, Канал 17 соединен с подводом сжатого воздуха. Канал 18 связывает подачу...
Устройство для разметки

Номер патента: 1569218
Опубликовано: 07.06.1990
Авторы: Зелев, Кирин, Мельникова
МПК: B25H 7/00
Метки: разметки
...С концами двух соседних звеньев 1 и 2, 3 и 4 парал- ЗО лелограммного механизма шарнирно связаны соосно расположенные подпружиненные в осевом направлении обоймы 5 и 6, Установочные элементы выполнены в виде опори 8 со сквозными отверстиями 9 и 10 для размещения в них соответствуюпрх обойм 5 и 6.Устройство работает следующимобразом.Размечаемую цилиндрическую деталь 40 11 устанавливают боковой поверхностью на столе (не показан) и закрепляют в таком положении. Параллелограммный механизм в сборе с опорами7 и 8 надевают на деталь 11. Приэтом подпружиненные в осевом направлении опоры 7 и 8 плотно поджимаютнавливаются так, чта их оси пересекают ось детали 11При этом аси; "айм 5, 6 перпендикулярны оси детал 11 и соосны друг с другом. Полуа.и...