Способ соединения плакированных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
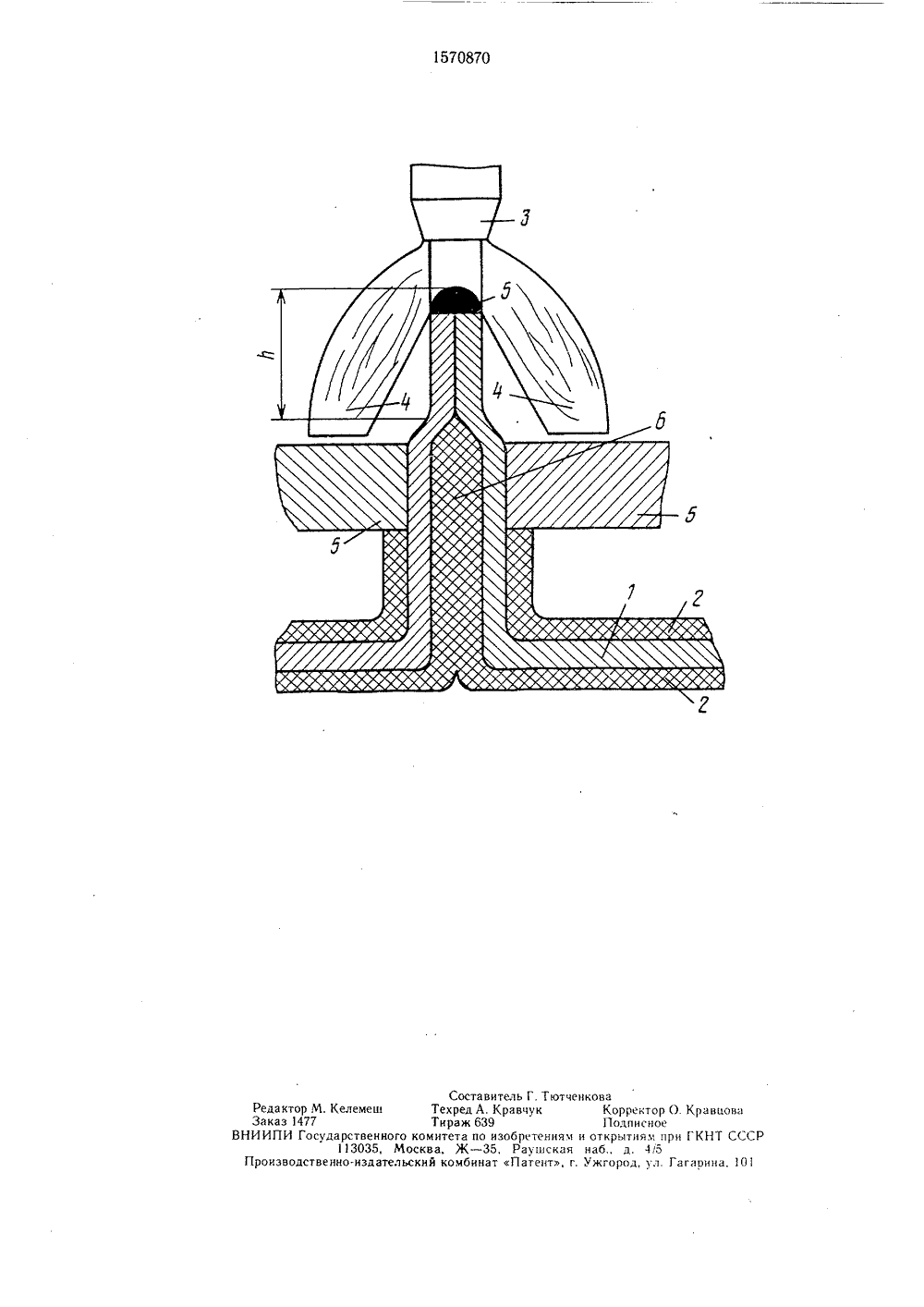
)5 В 23 К 31/О ТЕН ОБ САНИ ЕЛЬСТ И быть товьеств ски при ховирок матего от икосо ма- сточ- снов- авлеводи товы тепл тия и шен ГОСУДАРСТВЕННЫЙ НОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИПРИ ГКНТ СССР ВТОРСНОМУ СВИ(71) Институт электросварки им. Е. О. Патона и Всесоюзный научно-исследовательский институт гидромеханизации, санитарно-технических и специальных строительных работ(54) СПОСОБ СОЕДИНЕНИЯ ПЛАКИРОВАННЫХ МАТЕРИАЛОВ(57) Изобретение относится к сварке и можетбыть использовано при сварке плакированных листовых материалов, в которых покрытие существенно отличается по своим теплофизическим свойствам от основного материала. Цель изобретения - повышение производительности и качества сварного соедиобретение относится к сварке и может использовано при сварке покрытых лисматериалов, в которых покрытие суенно отличается по своим теплофизим свойствам от основного материала, мер при сварке вентиляционных возодов с антикоррозионным покрытием, о используемых в строительстве.ль изобретения - повышение произельности процесса сварки слоистых лисматериалов с резко различающимися физическими свойствами слоев покрыосновного материала, а также повыкачества их соединения (сварки),нения. Кромки основного материала, предварительно освобожденные от плакирующего слоя, отгибают, собирают до соприкосновения боковых поверхностей основного материала и материала покрытия, а сварку обоих материалов осуществляют одним источником нагрева. Сварку материала покрытия обеспечивают тепловым потоком, передаваемым через освобожденную от покрытия зону основного материала, протяженность которой подбирают с учетом теплопроводности основного материала, Для получения сварного соединения металлопласта в местах соприкосновения боковых поверхностей материала покрытия осуществляют сжатие кромок. При плазмеино-дуговой или газовой сварке основного материала для исключения избыточного теплового воздействия на материал покрытия его участок, примыкающий к околошовной зоне сварки материала покрытия, экранируют. Способ позволяет уменьшить толщину стенки конструкции при сохранении ее прочности. 2 з. п. ф-лы, 1 ил. На чертеже изображена схема соединения двух листов материала с антикоррозионным покрытием, имеющим температуру плавления ниже температуры плавления основного материала.Способ осуществляется следующим образом.Отформованные кромки основного риала 1, предварительно освобожденно плакирующего слоя 2, собирают до сопр новения боковых поверхностей основног териала на величину 11. С помощью и ника 3 нагрева производят нагрев о ного материала до температуры его плния. Расплавленная сварочная ванна торцового соединения основного материала, являющегося более тугоплавким по отношению к материалу плакирующего слоя, передает путем теплопроводности тепловой поток материалу покрытия 2, слои которого сплавляются прилегающим боковым поверхностям. Тепловое воздействие на материал плакирующего слоя факела 4 ограничивается экраном 5, который наряду с этим предназначен для сжатия отогнутых кромок с це лью сварки слоев покрытия 2 (и получения сварного соединения 6), Теплоотводящий эк. ран 5 перекрывает доступ избыточного теплового потока источника нагрева 3 на покрытие части свариваемого изделия и используется при плазменно-дуговой или газовой сварке.При этом тепловой поток, необходимый для получения качественной сварки всех слоев, может регулироваться раздельно: энер 20 передающего тепло непосредственно основногетическими параметрами источника нагрева,му материалу; протяженностью зоны основного материала, освобожденной от покрытия; при плазменно-дуговой или газовой сварке принудительным отводом тепла из зоны основного материала, непосредственно охватывающего область свариваемого покрытия.Из перечисленных трех факторов регулирования теплового потока первый обеспечивает формирование сварочной ванны основного материала с заданной скоростью, второй - формирование сварочного соединения материала покрытия, третий - в случае недостаточности сочетания первого и второго факторов.Величина зоны, освобожденной от покрытия, определяется двумя путями.Расчетный путь. С использованием нестационарного уравнения теплопроводности основного материала, решение которого дает поле температур внутри нагретого основного материала в зависимости от удаленности от источника нагрева. В соответствии с этим и выбирается величина 6, определяюная равенство и близость температуры нагрева основного материала покрытия и температуры плавления (текучести) материала покрытия.Экспериментальный путь заключается в подборе расстояния, Основным критерием этого метода является отсутствие возгонки или испарения материала покрытия по мере нагрева основного материала.Отметим, что экспериМентальный путь определения величины зоны, освобожденной от покрытия, является путем, уточняющим расчетный. 25 30 35 40 45 50 Пример. Способ был проверен в лабораторных условиях на установке изготовления спирально-шовных тонкостенных труб. Были изготовлены образць труб и 200 мм из полосы металлопласта шириной 500 мм, толщиной 0,7 мм, где толщина покрытия 0,2 мм. Кромки полосы, предварительно освобожденной от полимера на величину 4 мм (ширина этого участка определялась экспериментально), отформовывались Ч-образно. сварка проводилась плазменной дугой в углекислом газе при токе 30 - 35 А, напряжении 60 - 65 В, скорости сварки 2,0 м/мин, расходе плазмообразующего газа 5 - 6 л/мин. При этом имела место герметичность швов основного металла и материала покрытия.Использование предложенного способа получения сварного соединения покрытых листовых материалов обеспечивает: возможность уменьшить толщину стенки конструкции при сохранении ее прочностных характеристик (так как защитное покрытие не нарушается); значительное повышение коррозионностойкости конструкции; повышение производительности и уменьшение трудоемкости процесса ввиду исключения некоторых дополнительных технологических операций и оснастки; повышение качества сварного соединения основного материала и материала покрытия.Формула изобретения1. Способ соединения плакированных материалов, при котором перед сваркой часть плакирующего покрытия, примыкающего к сварному шву, удаляют, отличающийся тем, что, с целью повышения качества сварки и производительности при использовании плакирующего слоя из материала с более низкой температурой плавления, чем у основного материала, кромки основного материала, свободные от покрытия, отгибают, собирают до соприкосновения боковых поверхностей основного материала и материала покрытия и сваривают одновременно одним источником нагрева.2, Способ по и. 1, отличающийся. тем, что, с целью получения сварного соединения при использовании в качестве плакирующего слоя неметаллов, осуществляют сжатие кромок в местах соприкосновения боковых поверхностей плакирующего слоя.3. Способ по пп. 1 и 2, отличающийся тем, что, с целью исключения избыточного теплового воздействия при плазменной и газовой сварке, экранируют участок плакирующего слоя, примыкающий к околошовной зоне сварки.Составитель Г. ТютченковаРедактор М, Келемеш Техред А. Кравчук Корректор О. КравцоваЗаказ 1477 Тираж 639 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж - 35, Раушская наб., д. 45Производственно-издательский комбинат сПатент, г. Ужгород, ул. Гагаоцна. 101
СмотретьЗаявка
4453005, 18.05.1988
ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. Е. О. ПАТОНА, ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ГИДРОМЕХАНИЗАЦИИ, САНИТАРНО-ТЕХНИЧЕСКИХ И СПЕЦИАЛЬНЫХ СТРОИТЕЛЬНЫХ РАБОТ
ДУДКО ДАНИИЛ АНДРЕЕВИЧ, МАЛКИН ВАСИЛИЙ БЕРКОВИЧ, МЕЧЕВ ВАЛЕРИЙ СЕРГЕЕВИЧ, МАЛАШКО АНАТОЛИЙ АНИСИМОВИЧ, НИКИТИН ГЕРМАН ВИКТОРОВИЧ, БОРЧЕНКО ДМИТРИЙ НИКОЛАЕВИЧ, ВОРОБЬЕВ АЛЕКСЕЙ ВАЛЕНТИНОВИЧ
МПК / Метки
МПК: B23K 31/00
Метки: плакированных, соединения
Опубликовано: 15.06.1990
Код ссылки
<a href="https://patents.su/3-1570870-sposob-soedineniya-plakirovannykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Способ соединения плакированных материалов</a>
Способ определения прочности соединения плакирующего слоя двухслойного образца с основным

Номер патента: 1441273
Опубликовано: 30.11.1988
Авторы: Афанасьев, Байдуганов, Буленков, Кобелев, Кузнецов, Нам, Потапов
МПК: G01N 19/04
Метки: двухслойного, образца, основным, плакирующего, прочности, слоя, соединения
...и 17-8-9- 25 101, В поперечный надрез (например, в надрез А) устанавливают жесткую вставку 11, геометрические размеры которого совпадают с геометрическими размерами поперечного надреза, при чем материал жесткой вставки имеет твердость выше, чем твердости плахи" рующего и основных слоев, Изготовлен ный таким образом образец с силовым элементом устанавливают на стержне так, чтобы поперечные надрезы А и Б располагались перпендикулярно и симметрично относительно оси стержня 12. Далее изгибают образец вокруг стерж ня 12, используя привод испытатель ной машины и определяют критический угол изгиба, при котором происходит отслоение зоны покрытия, находящейся на участке сжатия (например, зоны 1.7-8-9- 101 ). После этого образец ус-, 45...
Способ определения качества соединений, выполненных диффузионной сваркой и реагент для его осуществления

Номер патента: 822453
Опубликовано: 20.04.2005
Авторы: Матюшкин, Никифоров, Редчиц
МПК: B23K 28/00
Метки: выполненных, диффузионной, качества, реагент, сваркой, соединений
1. Способ определения качества соединений, выполненных диффузионной сваркой, преимущественно сплавов титана, заключающийся в проплавлении твердофазного соединения дугой и последующей оценке его качества по наличию пор в литой зоне сварочного шва, отличающийся тем, что, с целью повышения чувствительности способа, в зону расплавления вводят реагент, интенсифицирующий зарождение и развитие газовых пузырьков до размеров более 0,01 мм в диаметре на базе микродефектов твердофазного соединения, количество вводимого в зону расплавления реагента и длительность существования этой зоны устанавливают до момента насыщения последней компонентами реагента до предела их растворимости в металле.2....
Способ приготовления основных соединений гипохлорита кальция

Номер патента: 7528
Опубликовано: 31.01.1929
МПК: C01B 11/06
Метки: гипохлорита, кальция, основных, приготовления, соединений
...хлорированием содержащей двуосновное тело кашицеобразной реакционной смеси доводят концентрацию активного хлорав маточном растворе до определенП, П,Типо-литография Красный 11 енатнин, Ленинград, Международный, 75. ной степени, по отношению к че-му и наблюдают новую убыль хлора, Если ведут процесс хлорирования дальше, до вто рич ного увеличения концентрации активного хлора в маточном растворе, то получают, в качестве основнОго тела, йродукт реакции, состоящий почти исключительно из однородногоодноосновного гипохлорита кальция. Микроскопическое исследование выпавшего в иглообразных кристаллах соединения указывает на его однородность. Дальнейшая обработка одноосновной соли производится таким же образом, как и двуосновной,Можно применить...
Устройство для нагрева вещества при повышенном давлении

Номер патента: 587646
Опубликовано: 05.01.1978
Автор: Григорьев
МПК: H05B 3/00
Метки: вещества, давлении, нагрева, повышенном
...с источником питания через токоподвод 3. Ме-. таллическая ампула 4 для нагреваемого вещества укреплена внутри стакана на металлической трубке 5, нижний конец которой защищен от нагрева керамической трубкой 6. Эта трубка вставлена в тефлоновый изолятор 7, укрепленный в днище 8 стакана 2 резьбовой пробкой 9, Через тефлоновый изолятор 7 проходят провода термопары 10 и токопро 11, соединяющий ампулу с источнипитания через металлическую трубсиликоновым маслом, заполняющим и верхнюю часть стакана 2.Нагрев ампулы осуществляется за счет прохождения тока через электро лит при подключении токопроводов 3 и 11 к источнику питания,Плотность тока в электролите дос" кигает максимума у поверхности ампулы, Поэтому ампула является самой го рячей частью...
Способ сварки деталей, покрытых слоем изоляции

Номер патента: 213236
Опубликовано: 01.01.1968
Автор: Евтифеев
МПК: B23K 31/02
Метки: изоляции, покрытых, сварки, слоем
...известен,Предлагаемый способ отличается от известных тем, что через нагревательный элемент,прижатый к свариваемым деталям пропускается электрический ток от сварочного трансформатора, разогревающий его до температуры необходимой для выжигания или оплавления изоляционного слоя на свариваемых деталях, Разогретый до высоких температур, порядка 1000 - 2000 С, нагревательный элементвыжигает в местах сварки изоляционный слой,разогревает и сваривает соединяемые детали. 15Таким образом, выжигание изоляции исварка осуществляются одним и тем же нагревательным элементом, способом теплопере.дачи (косвенным нагревом).Тепловое воздействие на свариваемые детали для выжигания и сварки осуществляется либо с одной стороны свариваемых деталей(сварка с...
Предыдущий патент: Способ управления конденсаторной точечной сваркой
Следующий патент: Устройство для вибрационного заполнения трубчатой заготовки порошкообразным материалом
Случайный патент: Гидромеханический бур