Архив за 1987 год
Устройство для гидропрессования трубных заготовок и изделий типа “стакан

Номер патента: 1291225
Опубликовано: 23.02.1987
Авторы: Алексеев, Богданов, Коваленко, Спусканюк
МПК: B21C 23/00, B21J 5/04
Метки: гидропрессования, заготовок, стакан, типа, трубных
...контейнера размещается оправка 4, имеющая рабочий участок 5 и опорную поверхность 6, выполненную в виде усеченного конуса с углом, равным углу конической части полости матрицы. На опорной поверхности оправки имеются каналы 7 для прохода жидкости. Внутренняя полость матрицы 3 выполнена с дополнительным пояском 8, расположенным в ее нижней части, и пояском 9 в верхней части, причем расстояние между пояском 9 и пояском 8 равно длине рабочей части оправки. Предлагаемое устройство работаетследующим образом,) 30 1 онтейнер наполняют рабочей жидкостью, При сжатии жидкости штоком 2 до требуемого давления начинается истечение заготовки 10 вместе с оправкой 4 через поясок 9 матрицы 3. 35 В момент окончания деформирования опорная поверхность б...
Способ подготовки заготовок из тугоплавких и порошковых материалов для горячего деформирования

Номер патента: 1291226
Опубликовано: 23.02.1987
Авторы: Бондарев, Головачук, Коликов, Перемкулов, Потапов, Снегирев, Сурков
МПК: B21C 23/24
Метки: горячего, деформирования, заготовок, подготовки, порошковых, тугоплавких
...заготовкисверху на фаску устанавливаетсявставка-герметиэатор. Собранная заготовка помещается в вакуумную вертикальную индукционную печь мощ -ностью 100 кВт, создается вакуум 50разрежением 10 мм рт.ст. н заготовка нагревается в течение 10 миндо температуры поверхности Т=1200 С,в процессе чего медная вставка расплавляется и заполняет зазор между 55крышкой и оболочкой. Контроль температуры осуществляют с помощью пирометра. Отключают печь и в течениедвух минут выдерживают заготовку в вакууме, в результате чего температура поверхности заготовки снижаетфся до требуемой температуры 1050 С,а герметиэатор кристаллизуется, после чего осуществляют напуск воздухаи заготовку выдают к прессу для деформации на воздухе. Анализ, деформированных...
Устройство для изготовления оболочек на гидравлическом прессе

Номер патента: 1291227
Опубликовано: 23.02.1987
Авторы: Греков, Данилюк, Ковалев, Лавров, Легченко, Яшкин
МПК: B21C 37/00
Метки: гидравлическом, оболочек, прессе
...со сливом, а второй выход - с гидро- цилиндром 4.Устройство работает следующим образом,Перед началом работы настраивается зазор между дорном и матрицей на заданную величину толщины оболочки (с учетом начального давления прессования и жесткости инструмента). 25 После подачи давления прессования в результате синхронного перемещения пресс-штемпелей 15 происходит пластическое истечение материала в зазор и образование оболочки 16, З 3 Величине давления Р в зоне кольцевого зазора фиксируется датчиком 5давления. Блок 11 управления обеспечивает повышение давления в полостигидроцилиндра 4 до тех пор, покатолщина оболочки не достигнет расчетной величины. При этом реализуется зависимостьЬ,=Б +Р/Игде Ь, - толщина оболочки;8 - величина начального...
Формовочно-сварочный стан для изготовления прямошовных труб

Номер патента: 1291228
Опубликовано: 23.02.1987
Авторы: Бронфен, Дзюба, Казакевич, Кулебин, Лексенберг, Разин
МПК: B21C 37/06
Метки: прямошовных, стан, труб, формовочно-сварочный
...и увеличить выход годного. Формула изобретения Изобретение относится к производству электросварных труб, а точнее к производству электросварныхтруб малого диаметра из непрерывнойполосы, и наиболее эффективно можетбыть использовано на станах с двумяи более параллельными линиями формовки,Цель изобретения - повышение производительности и увеличение выходагодного.На фиг. изображен стан, общийвид; йа фиг,2 - разрез А-А на фиг,на фиг.3 - схема управления нажимными механизмами,Формовочно-сварочный стан для изготовления прямошовных труб содержит две параллельные линии формовкии сварки, в каждой из которых последовательно установлены разматыватель 1 полосы, стыко-сварочное устройство 2, формовочные клети 3,сварочное 4 и отрезное 5...
Сварочная клеть стана для изготовления прямошовных труб

Номер патента: 1291229
Опубликовано: 23.02.1987
Авторы: Гаврилин, Кричевский, Молчанов, Орлов, Плаксин, Пунин
МПК: B21C 37/08
Метки: клеть, прямошовных, сварочная, стана, труб
...относится к сварочному производству труб и может быть использовано для получения труб преимущественно иэ нержавеющей стали,Цель изобретения - увеличение производительности и улучшение качества сварки путем стабилизации положения свариваемых кромок и предотвращения раскрытия сварного шва.На фиг,1 схематично представлена сварочная клеть, разрез на фиг.2 то же, вид сверху; на фиг.3 - разрез А-А на фиг.2.Сварочная клеть содержит корпус размещенные на вертикальных полых осях 2 опорные ролики 3, дополнительный опорный ролик 4, установленный на горизонтальной полой оси 5, торсионы 6, соединенные рычагами 7 с вилками 8, несущими шарнирные опоры 9, на которых установлены стабилизирующие ролики 10.Ролики 3 и 4 и оси 2 и 5 имеют и при...
Способ удаления внутреннего грата в электросварных трубах

Номер патента: 1291230
Опубликовано: 23.02.1987
Авторы: Аксючиц, Кузнецов, Мироненко, Самарянов, Танцырев, Шулежко
МПК: B21C 37/08
Метки: внутреннего, грата, трубах, удаления, электросварных
...диктуется особенностями процесса удаления внутреннегограта.о1. При К = О имеет место продоль 40ная подача кислорода навстречу дви.ьжению трубы или по ходу движения трубы, при которой не было получено положительного результата,2. При м,= 90 имеет место попереч 5 ная подача, при которой также гратудаляется не полностью,3. При отклонении струи газа отоуглов= О и О(, = 90 имеет местотангенциальное движение расплавлен 50 ных частиц, которые с учетом большойскорости струи отклоняются от устройства при их падении: прим = 8589 процесс удаленияграта устойчив при ь, = 15 схема воздействия струи на грат приближается к случаю 1.оГраницы угла Ы, близкого к 0зависят от размеров устройства, размещенного в трубе, В случае, когда10 40 устройство...
Устройство для осевого крепления деталей на валу, преимущественно катушек на валу намоточного агрегата

Номер патента: 1291231
Опубликовано: 23.02.1987
Автор: Климов
МПК: B21C 47/02
Метки: агрегата, валу, катушек, крепления, намоточного, осевого, преимущественно
...образом.Перед установкой устройства на вал 4 намоточного агрегата 5 оператор поворачивает рукоятку 15 с эксцентриком 14, давая возможность защелке 2 подняться в верхнее положение (фиг.4). Не отпуская рукоятки 15, оператор устанавливает устройство на вал 4 намоточного агрегата 5 до упора в катушку 18, после чего рукоятка 15 отпускается, а упругийэлемент 16 перемещает эксцентрик 14в исходное положение. Вместе с нимперемещаются колодка 13 и защелка 2,которая входит в канавку 3 на валу 4.При необходимости снять катушку 18,т.е, освободить ее от Фиксации навалу 4, устройство снимается с последнего в обратной последовательнос О ти.Технико-экономический эффект отвнедрения изобретения обеспечивается15повышением надежности по сравнениюс...
Способ правки цилиндрических изделий

Номер патента: 1291232
Опубликовано: 23.02.1987
Автор: Афанасьев
МПК: B21D 3/02
Метки: правки, цилиндрических
...устранять исходную кривизну стержня с обеспечением его прямолинейности.На второй стадии деформации стержня осуществляют создание перемещающихся зон воздействия выступающих частей валков на стержень путем вращения стержня во вращающихся валках с винтовой профильной спиралью при скорости вращения стержня п = 4050) й Й, об/мин .Скорость вращения стержня и установлена экспериментально и обусловлено ограничением выделения тепла в гиба и ухудшению качества правки,При 10,42 до необходимо увеличивать время операции правки.Профильные части валков выполняют с шириной выступающей частипрофиля, равной ширине зоны воздействия (вдавливания) Г, = (0,740,76) с 1 , где с 1 - диаметр стержнядетали в начале правки,Выбор ширины зоны воздействия вуказанных...
Устройство для контроля прогиба заготовок при правке

Номер патента: 1291233
Опубликовано: 23.02.1987
Авторы: Акимов, Белоногов, Левочкин, Ощепков
МПК: B21C 51/00, B21D 3/10
Метки: заготовок, правке, прогиба
...относительно эталона так, чтобы предохранители 9 и 10 измерительных сопел 8 находились от эталона на расстоянии 1,5-2 мм, что соответствует допуску на изготовляемые заготовки.После настройки устройств одновременно в каждое из них подается сжатый воздух по воздухопроводу 20 от источника 21 питания, который поступает в стабилизатор 17 давления, от стабилизатора воздух поступает по воздухопроводу 16 к тройнику 14, от тройника к основной магистрали 6 и измерительному соплу 8, через которое выходит в атмосферу: При этом часть воздуха в тройнике отделяется от общего потока и по воздухопроводу 15 постугает в камеру 4 противо; давления, соединенную воздухопрово- . дом 18 с отсчетно-регистрирующим прибором. После того, как настроены все...
Установка для рихтовки пластин из тонколистового материала

Номер патента: 1291234
Опубликовано: 23.02.1987
Авторы: Григоришин, Ефремов, Шамров
МПК: B21D 3/10
Метки: пластин, рихтовки, тонколистового
...спальцами 31 и 32,кронштейнов 33 и34, фиксируемых на колонках 22 и 23с помощью винтов. Установка работает следующим образом.Включают электропечь 3 и устанавливают требуемую температуру нагрева, На направляющие 19 укладывают рихтуемую пластину 35, Включают механизм 1 переноса. Шестерня 8, вращаясь, по направляющим 11 и 12 перемещает каретку 1 О, которая толкателем 13 передвигает пластину 35 по направляющим 19 в электропечь 3. При этом упор 14 нажимает на мик-ропереключатель 16, отключая электродвигатель 7 и включая реле времени. После выдержки пластины в печи, требуемой для прогрева пластины, ре-. ле времени снова включает механизм 1 переноса, который быстро переме 129234щает по направляющим 19 пластину из печи в штамп 4, при...
Штамп для гибки деталей из листовых заготовок

Номер патента: 1291235
Опубликовано: 23.02.1987
Авторы: Богданов, Куклин, Попов
МПК: B21D 5/01
Метки: гибки, заготовок, листовых, штамп
...9 заданногорадиуса изгиба выбирается расстояниеЬ между опорами, учитывая усилиепресса Р, момент сопротивления детали 11 и радиус изгиба К. Устанавливаются и закрепляются в пазах призматические вставки 5 с соответствующимрадиусом цилиндрической поверхности,контактируемой с изгибаемой заготовкой, и с толщиной, выбираемойпо соотношению с = Я - 1,1 Я . После этоголевый поворотный башмак .3 поворачивается и в его паз заводится кромкаизгибаемой заготовки 9. Основнойсвоей частью заготовка 9 ложится направый поворотный башмак 3, которыйпод тяжестью заготовки 9 самопроизвольно устанавливается.После этого начинается подгибкакромки. Пуансон Я давит на концевуюверхнюю поверхность левого поворотного башмака 3, который начинает поворачиваться...
Способ изготовления несимметричных гнутых профилей

Номер патента: 1291236
Опубликовано: 23.02.1987
Авторы: Герасько, Калужский, Марченко
МПК: B21D 5/06
Метки: гнутых, несимметричных, профилей
...С позволяет устранитьскручивание при различной несимметричности.Статистическая обработка полученных экспериментальных результатовпозволяет получить математическуюзависимость между принятой несимметН - Ь10ричностью профиля --- и величинойЬконтакта Й верхней части большей полки 1 профиля с валком, которая с достаточной точностью описывается за- висимостью(Н - и)Й:= К --- НЬгде й - величина контакта большейполки с валком, мм;20 К - коэффициент несимметричности;Н и Ь - соответственно ширинабольшей и меньшей полокпрофиля, мм.25В таблице приведены конкретныезначения коэффициента К, которые определяют исходя из накопленных экспериментальных данных по определениювеличины контакта й верхнего валка 3с большей полкой 1 профиля для...
Способ изготовления сортовых гнутых профилей

Номер патента: 1291237
Опубликовано: 23.02.1987
Авторы: Антипенко, Игнатенко, Калужский, Смоляров, Хижняков
МПК: B21D 5/06
Метки: гнутых, профилей, сортовых
...изготовлении профилей согласно предлагаемому способу полное усилие давления металла стенки 4 профиля на валки Я. в каждом технологическом переходе уравновешивается двумя поперечными усилиями Р", приложенными к торцам обеих полок 2 и 3: нологическом переходепо Формуле я предотвращения потери уст ти полки при сжатии в попер цилиндрическаяжесткость пластинк при изгибе;40 коэффициент Пуассона (для стали нец =0,3) экспериментальных установлено, что максиина поперечного сжимаю ширина полки профиля.ждение внутренних поверхст изгиба от воздействия и формовке подгибкой плоснтов со сжатием полок в по- направлении обеспечивает повышение качества выполнения размеров за счет устранения иружинения,а следовательно, уменьшения недоформовки углов,...
Устройство для гибки труб

Номер патента: 1291238
Опубликовано: 23.02.1987
Авторы: Закревский, Либерман, Тамутис
МПК: B21D 7/02
...образованном ручьями шаблона 1 и зажима 3.Прижимом 19 через корпус 5, основание 18, ролики 16 и полэун 4 на трубную заготовку 6 силой Р создается необходимое поперечное усилие калибровки и гибки с одновременным образованием величины трения качения ползуна, т.е. созданием продольных сил растяжения на сжатие внутренней и растяжение внешней стенок изгибаемой детали, по величине меньшей, чем требуется для осуществления гибки.Регулировочными винтами 12 призматические планки 8 с некоторым натягом подводятся к упорам 11 и винты 12 фиксируют контргайками 13. Включается привод. Шаблон 1, сидящий на оси привода, приходит во вращательное движение в направлении стрелки (фиг.1). Создающаяся упругая нагрузка изгибающейся трубы в местах сопряжения...
Способ непрерывного изготовления шнеков и устройство для его осуществления

Номер патента: 1291239
Опубликовано: 23.02.1987
Авторы: Натфуллин, Плотникова
МПК: B21D 11/06, B21H 3/12
Метки: непрерывного, шнеков
...25. Это позволяет перемещать ролики 20 один относительно другого, сближать их или разводить.Фрикционный механизм содержит устройство для перемещения его в радиальном направлении от оси шнека (для перемещения поверхности кон 15 такта по высоте спирали). Для этого плита 21 с помощью крепления типа "ласточкин хвост" соединяется с направляющей 26. Последняя имеет на концах конструктивные элементы пря 20 моугольного сечения для ввода их в прямоугольные отверстия опор 27. Последние установлены в пазы кронштейнов 28 с возможностью перемещения и фиксирования в них с помощью шпилек 29 и гаек 30, опирающихся на плиту 31Кронштейны 28 имеют возможность менять положение в радиальном направлении от оси корпуса 1, например, с помощью прокладок, и...
Способ изготовления гнутых профилей

Номер патента: 1291240
Опубликовано: 23.02.1987
МПК: B21D 11/20
...при гофрировании, правке и последующем продольном изгибе суммируются, образуя зоны увеличенных значений 5 . Превытшение размеров этой зоны более ЗЬ приводит к тому, что появляются участки с различными значениями 8 где упрочнение не достигнуто ни при гофрировании, ни при правке, ни при последующем продольном изгибе. Четвертая операция заключаетсяв том, что профиль разрезают на мерные длины и подвергают правке иливальцовке, если он идет на изготовление металлорукавов.При профилировании с изгибом обоих,полок 3 и 4 поворотом участков 1 вокруг АВ пластические зоны распространяются от линии СР и ЕГ по всейширине листа Ь. В ряде случаев целесообразно часть листа, соответствующую полке 4, пропустить черезклеть, не деформируя ее (не подвергая...
Способ изготовления колец из прутка и устройство для его осуществления
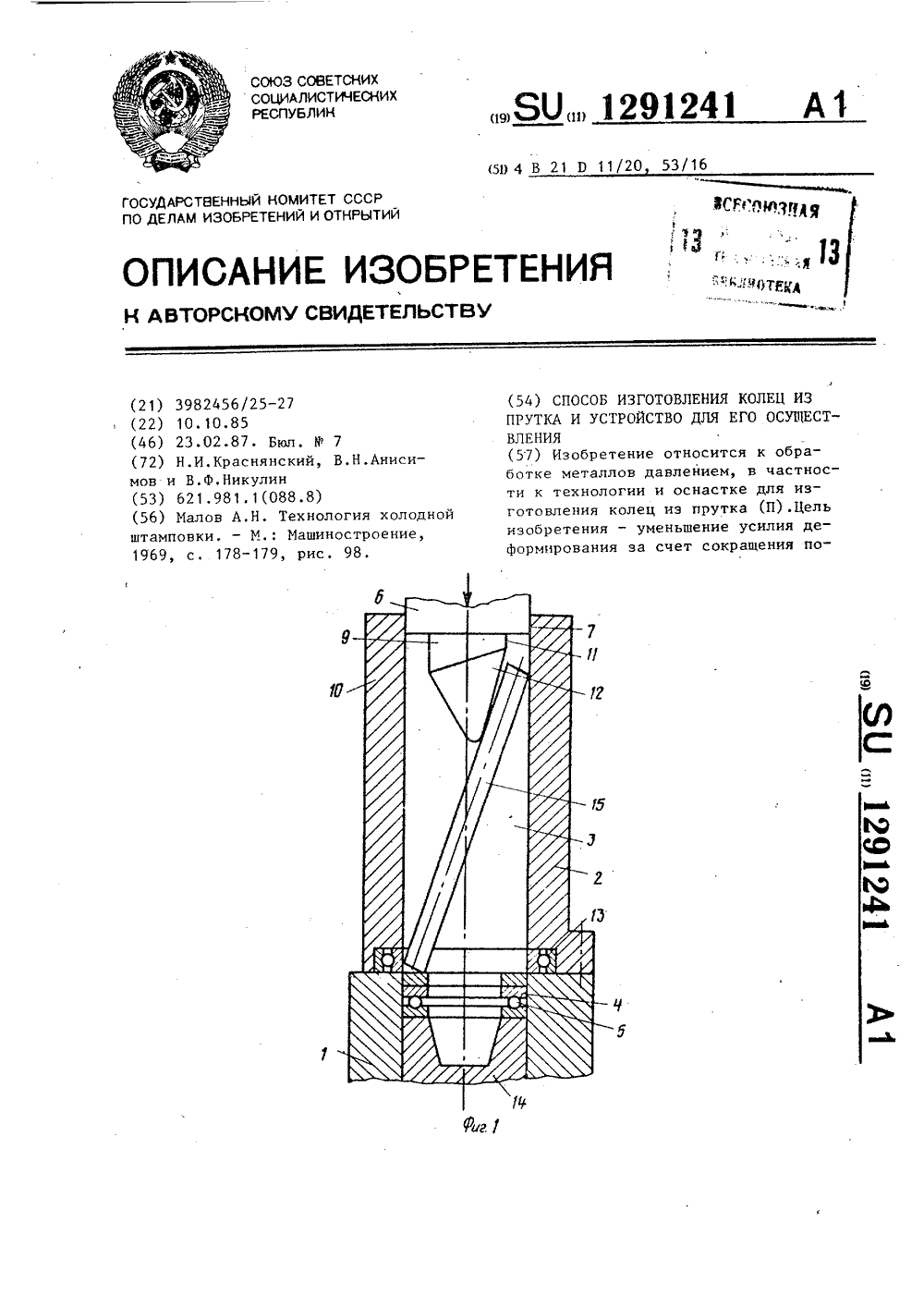
Номер патента: 1291241
Опубликовано: 23.02.1987
Авторы: Анисимов, Краснянский, Никулин
МПК: B21D 11/20, B21D 53/16
...участка калибрующей части пуансона. В конце хода ПН изогнутый П заходит на цилиндрический участок ПН и калибруется между рабочим торцом ПН и опорным диском, 2 с.п. Ф-лы, 3 ил. а его ось расположена наклонно к осицилиндрического участка 11. В пазудонной части матрицы 2 встроен подшипник 13, Диск 4 с подшипником 6установлен на выталкивателе 14.Диаметр направляющей части 8 пуансона выполнен соответствующим диаметру полости 3, а диаметр отверстия 5 - не менее диаметра цилиндрического участка 11,Устройство работает следующим образом,При рабочем ходе пуансона 7 происходит деформирование прутка 15,установленного наклонно в цилиндрической полости 3 матрицы 2 на опорном диске 4. Пруток 15 завивается повинтообразной линии посредством...
Штамп для гибки п-образных скоб

Номер патента: 1291242
Опубликовано: 23.02.1987
МПК: B21D 22/02
Метки: гибки, п-образных, скоб, штамп
...стойках 4 с возможностью свободного перемещения по нап равляющим. Фиксирующие винты 7 эакреп. лены в подвижных секциях и установлены свободными концами в направляющих 5, Выталкиватель 8 расположен между неподвижными стойками 4. Для взаимодействия выталкивателя с подвижными секциями 6 в устройстве предусмотрен механизм привода в виде пары тяг 9, установленных под выталкивателем, и серег 10, связывающих указанные тяги с подвижными секциями. Серьги нежестко закреплены на осях 11 и 12, в качестве которых использованы в 1 инты.Штамп работает следующим образом,40Заготовка устанавливается в рабочей положении и фиксируется одним из известных способов. При рабочем ходе пуансон 2 производит гибку.В процессе гибки он прижимает заготов 45 ку к...
Штамп для гибки листовых заготовок

Номер патента: 1291243
Опубликовано: 23.02.1987
МПК: B21D 22/02
Метки: гибки, заготовок, листовых, штамп
...13,Штамп работает следующим образом.Перед установкой штампа на пресс части 4 и 5 пуансона настраиваются на расчетный угол гибки Р . Затем производится пробная гибка. Для этого заготовки устанавливают на прижим 14 и при опускании подвижнойплиты 1 зажимают гибочной колодкой3 и отгибают частями 10 и 11 матрицы по частям 4 и 5 пуансона, На основании результатов контроля при необходимости производится повторнаянастройка пуансона штампа. Настройка может быть ручной - при помощи тарированного лимба 7 путем вращения его на необходимое количестводелений. Причем цена одного делениялимба соответствует определенномууглу поворота подвижной части пуансона, например О - 10Настройка пуансона на заданныйугол может быть выполнена и...
Устройство для штамповки эластичной средой

Номер патента: 1291244
Опубликовано: 23.02.1987
Авторы: Гольман, Дзядель, Краснокутский, Кривонос, Курович, Попов, Скобляков, Финогеев, Щеголева
МПК: B21D 22/10, B30B 15/04
Метки: средой, штамповки, эластичной
...выступы 14 и 15, входящие при работе устройства во втулку. На опорной плите 13 установлен формообразующий инструмент 16 с заготовкой 17. Опорная плита 13 жестко соединена с выталкивателлем 18 и установлена на нижней поперечине 3 через промежуточную проставку 19, обеспечивающую возможность удаления готового изделия иэ устройства. К верхней подвижной траверсе пресса с помощью инструментодержателя 20 жестко крепится шток 21, который через отверстие 22 воздействует на. эластичную подушку 1 О.В полости: контейнера установлены уплотнения 23 и 24.Для установки обрабатываемой заготовки 17 и удаления готового изделия с формообразующим инструментом 16 на проставке 19 смонтирована ручка 25,а на нижней поперечине 3 крепится монтажный столик в виде...
Штамп для безотходной резки полосы

Номер патента: 1291245
Опубликовано: 23.02.1987
Автор: Кольцов
МПК: B21D 28/04
Метки: безотходной, полосы, резки, штамп
...штамповки деталей из полосы,Цель изобретения - повышение стойкости и производительности штампа для безотходной резки полосы путем обеспечения одновременной вырубки двух деталей. На фиг. 1 изображен штамп для беэотходной резки полосы; на фиг. 2 матрица, вид сверху; на фиг, 3 - разрез А-А на фиг. 2,1Штамп для безотходной резки полосы содержит установленную на нижней плите матрицу 1 с закрепленными на ней направляющими 2 и 3, по которым скользит полоса 4. На верхней плите закреплены вырубной 5 и пробивные 6 пуансоны, На съемнике 7 установлен ограничитель, выполненный в виде упора 8 и толкателя 9. Последний подпружинен пружиной 10, установленной на шпильке 11, На съемнике 7 выполнен вырез 12 для установки полосы и паз 13 для толкателя 9. В...
Способ изготовления рельсовых подкладок

Номер патента: 1291247
Опубликовано: 23.02.1987
Авторы: Гучков, Казанцева, Локшин, Плахотин, Сорокин, Толмачев, Трунина
МПК: B21D 35/00
...пробивают Т-образное отверстие. При дальнейшем ходе пуансона вниз одновременно производят пластический сдвиг выступающих элементов по малой грани в направлении к внешним поверхностям (при этом отдельные грани матрицы и пуансона работают как ножи), их гибку и чистовую штамповку. с образованием на выступающих элементах внутренних сопрягаемых поверхностей контакта, плоскостей центрирования и внешних поверхностей выступающих элементов контролируемой высоты.40 При этом напряжения деформации для формирования всех поверхностей и элементов должны соответствовать, 1,0-1,4 предела текучести металла.1 25 Формула изобретения Изобретение относится к обработке металлов давлением, а именно к технологии изготовления рельсовых поцПри экспериментальном...
Штамп для листовой штамповки

Номер патента: 1291248
Опубликовано: 23.02.1987
МПК: B21D 37/00
Метки: листовой, штамп, штамповки
...перемещения, выполненный в виде стержня 5 с пружиной 6. В стержне 5 упора выполнены продольные пазы 7, в которых на шарнирах 8 установлены ограничители перемещения в виде собачек 9, нагруженные пружиной 10. В верхней части стержня 5 выполнены лыски 11 под ключ и отверстие 12 для облегчения удаления стержня упора иэ гнезда 3.Штамп работает следующим образом.Заготовку кладут на матрицу 1 и фиксируют стержнями 5 двух упоров.После рабочего хода готовую деталь снимают со стержней упоров. В случае выхода из строя пружины 6 упораили при возникшей необходимости установить упор в другое гнездо, выполненное в матрице, гаечным ключом поворачивают стержень 5 упора 5 в гнезде 3, утапливая собачки 9в пазах 7, После этого, просунув в...
Узел крепления быстросменного инструмента

Номер патента: 1291249
Опубликовано: 23.02.1987
Авторы: Гамаюнов, Перевозчиков, Семенов
МПК: B21D 37/04
Метки: быстросменного, инструмента, крепления, узел
...по ступенчатым наклонным отверстиям 8 обоймы 2 до упора торцом 13 в рабочую поверхность 12 канавки 11 на поверхности хвостовика 5 инструмента и поджимают инструмент к плите 1,Быстрая смена инструмента обеспечивается за счет неполного свинчивания накидной гайки 7 с обоймы 2. Для извлечения инструмента необходимо сначала неполностью свинтить с обоймы 2 накидную гайку 7. Так, например, при угле наклона оси ступенчатых наклонных отверстий 8 к оси обоймы 2, равным 40, наружном диаметре резьбы обоймы 2 180 мм, шаге резьбы 4 мм и большем диаметре ступенчатых сухарей 9, равном 15 мм, накидную гайку 7 для извлечений инструмента необходимо отвернуть на четыре оборота, что обеспечивает возможность смены инструмента.При извлечении...
Штамп для обжима тонкостенных цилиндрических заготовок

Номер патента: 1291250
Опубликовано: 23.02.1987
Авторы: Алюшин, Березовский, Кадеров, Остриков
МПК: B21D 41/04
Метки: заготовок, обжима, тонкостенных, цилиндрических, штамп
...1. При дальнейшем перемещении подвижной плиты 2 вниз клинья 3 вступают в контакт с клиновыми ползунами 12 н посредством их перемещают секции матрицы 4 в радиальном направлении. Коническая поверхность 14 матрицы 4 вступает в контакт с кромкой заготовки 18 и формоизменяет ее верхнюю часть в усеченный конус. Степень обжима при радиальном перемещении секций матрицы 4 не превышает 3-5После окончания радиального перемещения секции матрицы 4 смыкаются и вступают в жесткий контакт с подвижной плитой 2, которая перемещает матрицу 4 вниз. Дальнейшее формоизменение заготовки 18 производится за счет осевого перемещения матрицы 4 в усговиях подпора по всей поверхности заготовки 18, так как коническая поверхность 14 матрицы 4 и коническая...
Заготовка для изготовления полых изделий типа шаровых корпусов сосудов

Номер патента: 1291251
Опубликовано: 23.02.1987
Авторы: Арефьев, Горохов, Зубков, Пакало, Петунин
МПК: B21D 41/04, B21D 51/00
Метки: заготовка, корпусов, полых, сосудов, типа, шаровых
...штамповку методом продольного обжима шаровых корпусов сосудов диаметром Р =90 мм из стали 10. Н = 0,5 Р (агс сов в+ агс соя - )+Б; (2)Й с 12о оЬ, = 0,5 Ро (1 - );1(б) где Э - диаметр шарового корпуса посрединной поверхности,Анализ полученных зависимостей(5) и (6) показывает, что регулирование величины отжатия торцов в предлагаемой форме заготовки возможноосуществлять не только с помощью параметра 2 Н, с 8 с, но также за счетизменения толщин Б,и Б , так как этивеличины выбираются в зависимости отчисленных значений диаметров торцовых отверстий с 1 и с 1 шарового корпуса.В таблице приведены сравнительныеданные по изготовлению шаровых корпусов сосудов из цилиндрических и конических обечаек. Геометрические, размеры конических обечаек...
Устройство для отделения части термопластичного материала от общего массива

Номер патента: 1291252
Опубликовано: 23.02.1987
МПК: B21D 43/00, B26F 3/00
Метки: массива, общего, отделения, термопластичного, части
...работ пластичными смазками, 5 всего массива, После этого за рукоЦель изобретения - повышение на- ятку и корпус 1 вынимают из массива дежности работы. термопластичного материала, переноНа фиг. 1 изображено устройство; сят на необходимое расстояние и, на фиг, 2 - разрез А-А на фиг, 1; устанавливая ручку 9 отсекателя в на фиг, 3 - разрез Б-Б на фиг.1; на 10 первоначальное положение, выгружают фиг. 4 - клапаны отсекателя. материал из полости корпуса 1.Устройство содержит полый корпус1, крышку 2 с упором 3 и рукояткой4, нож 5, закрепленный в нижней час- Формула изобретения ти корпуса 1, отсекатель, имеющиивал б, смонтированный в стенке корпуса 1 параллельно его продольнойоси несущий отсекающий элемент 7Отсекающий элемент 7 выполнен в...
Автоматизированный комплекс для штамповки

Номер патента: 1291253
Опубликовано: 23.02.1987
Авторы: Герасимов, Костров, Котова, Макеев, Роднянский, Рыбаков, Штабной
МПК: B21D 43/00, B30B 15/30
Метки: автоматизированный, комплекс, штамповки
...черновой штамп, приемиэ чернового штампа остающегося отполосового материала 2 скрала 60,и подачу последнего в приемник 65.Захваты 15 при своем возвратно-поступательном перемещении воздействуют на толкатели 91, которые проиэво 55дят включение командопередающих счетных устройств 72 и 87. Кроме того,захват 15 передает вращение черезшарнирно прикрепленное к нему води 53 4ло 66 с зубчатой рейкой 51, шестерню 52, храповик 53 и плавающий вал 50 ориентирующему диску 57. Укомплектовывающий вал 50 копиром проводит периодический подъем и опускание диска 57, За счет совмещенного циклического однонаправленного вращения и периодического подъема и опускания диска 57 проводятся заталкивание стержнями 59 деталей в установочные гнезда 48 кассеты 47...
Фрикционный питатель

Номер патента: 1291254
Опубликовано: 23.02.1987
МПК: B21D 43/08, B21D 43/24
Метки: питатель, фрикционный
...возможностьвертикального перемещения и электрически связанный с механизмом подъемастопы заготовок. Со стороны обрабатывающей машины на стойках 2 закреп лен отсекатель 11, имеющий пазы 12Фрикционный питатель работает следующим образом.На стол 3 укладывают стопу листовых заготовок 4 до отсекателя 11,послечего проводят настройку отсекателя 11 на заданную толщину листа посредством перемещения его с установкой зазора 1,1-1,3 толщины листа. Отсекатель 11 фиксируется в нужном положении винтами 13. Включается привод5 подъема стола 3, Стол 3 перемещается вверх до тех пор, пока не сработает командоаппарат 10, после чего50включается привод 8 вращения валка 1.При этом может возникнуть проскальзывание и отделение листа не происходит. Втаком случае...
Устройство для подачи длинномерного материала в зону обработки

Номер патента: 1291255
Опубликовано: 23.02.1987
Авторы: Ефимов, Изотов, Комаров, Корнев, Ленский, Логинов, Симанов
МПК: B21D 43/08, B30B 15/30
Метки: длинномерного, зону, подачи
...2 1, соединенным через муфту 22 с электродвигателем 23, Между кареткой 15 и корпусом 1 установ лен конечный выключатель 24 с возможностью взаимодействия с кареткой 15.В зоне обработки установлен датчик наличия материала, выполненный в виде полого корпуса 25, в полости которого установлен стержень 26, подпружиненный пружиной 27, контактов 28.и 29, двуплечего рычага 30, шарнирно закрепленного на основании и связанного с электромагнитом 31.Датчик 26 электрически соединен с электродвигателем 23, а электромагнит 31 через датчик 11 - с электродвигателем 23,Конечный выключатель электрически соединен с электродвигателем 23,электромагнит 10 через датчик 12с электродвигателем 23.Устройство работает следующимобразом.На материале 21 (кольце или...