Способ изготовления сортовых гнутых профилей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки






Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСНРЕСПУБЛИК 19) (11 ОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТ ЙСГ,ОЯЗН 1 З, 1ОПИСАНИЕ Н АВТОРСКОМУ СВ ТЕНИ ТЕЛЬСТВ 2 легибочного является по тан ышение кпеченияразмеровт изгиба за счет обе метрических утонения ме л, Раучно едовательски (72) А. А.П.Ант и А.М,С (53) 62 (56) Ав У 60665 ут металнко, Я.В.Б.Кал овХижняков,ский и инстит П.Игнате ипенко, моляров 1. 981. 1( торское 7, кл. В пере егибо ехода сител в задающем оль проил и ся в дующих пе ойиля отн ей мере в х переход посл ки и 088, 8)свидетельство СССР 21 Э 7/00, 15.05.78 м краи в сж в поперечном н вая усилия к и нно освобождаю(54) СПОСОБ ИЗГОТОВЛЕГНУТЫХ ПРОФИЛЕЙ(57) Изобретение отнке металлов давлениек способам изготовлетьх пройилей проката ИЯ СОРТОВЫХ кла в ости мест изгиб й. Величину поп я определяют из е ится к обрабо си сжат ем, 3 ил.,етн(21) 3927718/2 (22) 11,07,85 (46) 23.02,87, (71) Украински в частности я сортовых гнувалках профиЮ 4 В 2105/О лью изобретения чества проАилей очности их геои уменьшенияЗаготовка прооде перемещает- ного. стана. В подгибают полно стенки. По из технологиают полки проравлении, приторцам. Одно- внутренние поот воздействия речного усилия соотношения рас табл.+1+ сг Я ЗР,12 где М удельный иэ гибающий момент, необходимый для формовки места изгиба в -м технологи 0 Еход в х-м технологическом переходе; длина участка нижнего валка у места изгиба, на коФ С,=г с 8 н где Р. тором отсутствуетконтакт между полосой и нижнимвалком в х"м тех-ф нологическом переходе;наружный радиусместа изгиба в -м г; технологическом переходе;радиус нейтрального слоя деформаций места изгибав осевой плоскости валков -го о Йх.(3) Изобретение относится к механической обработке листового материала с помощью валков специальной формы и предназначено для использования в черной металлургии, транспортном машиностроении и строительстве.Цель изобретения - повышение качества профилей эа счет обеспечения точности их геометрических размеров и уменьшения утонения мест изгиба.На фиг, 1 показана схема формовки гнутого швеллера согласно предлагаемому способу; на Фиг.2 - схема для определения поперечных усилий Р на Фиг.З - калибр промежуточного пе" рехода при формовке гнутого швеллера по предлагаемому способу,В задающем технологическом переходе 1 заготовка 1 профиля перемещается вдоль стана. В технологических переходах 11 и 111, по крайней мере в одном из них, при подгибке полок 2 и 3 профиля относительно стен" ки 4 одновременно внутренние поверх,ности 5 и 6 мест 7 и 8 изгиба освобождают от воздействия усилий и полки 2 и 3 профиля сжимают в поперечном направлении усилиями, минимальную величину которых определяют из соотношения величина поперечного усилия сжатия, приложенного 35нормально к торцу каждойполки в х-м технологическом переходе;- полное усилие давления металла стенки профиля навалки в -м технологическом.переходе;- суммарный угол подгибкиполки профиля в -м технологическом переходе; 45Р - величина критической силыпотери устойчивости,Давление металла стенки профиля на валки при профилировании может быть определено по зависимости50 4С, схем-С(2)1,б 852 хЬ-х) где х - расстояние от вершины местаизгиба (начала координат) дорассматриваемого сечения.И = -8 1 В (1)(1= -ч)3+1 ю П 4 Я.Р,=8Е ЗЕф 8 ческом переходе;модуль упругостипервого рода материала заготовки;предел текучестиматериала заготовки;модуль упрочненияматериала заготовки на второмучастке графикаистинных напряжений;ширина стенки проФиля;толщина заготовки,суммарный уголподгибки полкипрофиля в -м технологическом переходе;угол подгибки полки профиля за про" технологическогоперехода.Полное усилие давления металластенки профиля на валки вычисляютпо Формуле) 15 На ваний именталь сследов альная тановл а иопеприло но чтоечного с ики еличи силия мающегомально ого рсево торцу каждо м сечении п полки восы в поперечн е определяется 4 ЯЗПз 0(6) зпю; ть валк Наличие мосматических ив чопределения усили опустимых величин но точно п оизвод о аправл аксимальн ел и 30 позволяет ть расчет о конкрет дельн а поперечного ышать критиче силия не должна иой силы потери уическая сила Р,быть определена. и ой ив ости. Кри тинки может фо может бытьустройства,лаче к лы прих 4 ммки пропрофиля8=4 мм,осн а й исследова мальная в щего усилторцу каждном сеченческом пеФормуле но я, при ой поли поло женного но загоосевом ер технологи ем упрочнения1 Об, 2400 ,)вИп еходе,ределяетс о ла заготовки ат ЕЯ,мокс определенные со способу,ривед аско предлагаемомы в таблице. офиль формую на профиле 0-300 из рул ающем технол обо о ностеи 1-4 х В за усилии п ких элем) заготовна. еречном т Из зависимостей (2) и (3) имеют ЕБ 1, ьЫ, 0,8426 ,/и При изготовлении профилей согласно предлагаемому способу полное усилие давления металла стенки 4 профиля на валки Я. в каждом технологическом переходе уравновешивается двумя поперечными усилиями Р", приложенными к торцам обеих полок 2 и 3: нологическом переходепо Формуле я предотвращения потери уст ти полки при сжатии в попер цилиндрическаяжесткость пластинк при изгибе;40 коэффициент Пуассона (для стали нец =0,3) экспериментальных установлено, что максиина поперечного сжимаю ширина полки профиля.ждение внутренних поверхст изгиба от воздействия и формовке подгибкой плоснтов со сжатием полок в по- направлении обеспечивает повышение качества выполнения размеров за счет устранения иружинения,а следовательно, уменьшения недоформовки углов, радиусов и отклонениялинейных размеров, Пружинекие устраняется ликвидацией поперечных растягивающих усилий путем сжатия полокв поперечном направлении одновременно с подгибкой. Освобождение внутренних мест изгиба при подгибке ипоперечное сжатие подгибаемых полоксводит утонение металла в местахизгиба к минимуму, а при определенных режимах Формовки может созда -ваться утолщение металла в местахизгиба или равенство толщине заготовки,Ввиду того, что ири обычном профилировании наиболее интенсивныйизнос валков происходит в местахконтакта их с внутренними поверхностями мест изгиба полосы, что требует ремонта валков, то ири освобождении этих поверхностей по предлагаемому способу увеличивается стойдостаточ рпараметров формовки каждного профиля.Предлагаемый способосуществлен с помощьюсодержащего комплект вал готовления сортовогофиля. Так, например, численныесуммарных углов иодгибки полФиля, минимальных и максималчений поперечной сжимающей сизготовлении швеллера 120 х 10из стали Ст.3 (с шириной стефиля Ь=120 мм, шириной полкиЬ=100 мм, толщиной заготовкипределом текучести материалаМптовки б, =240 - , модул т непрерывным споибочном станеонной заготовки.огическом переходенаправляется вдоль1291237 стойкость и уменьшить массу рабочихвалков; повысить качество внутреннейповерхности мест изгиба сортовых гнутых профилей.5 Предлагаемый способ не оказываетотрицательного влияния на состояниеокружающей среды.Экономический эффект получаютза счет повышения качества сортовыхгнутых профилей, повышения стойкостии уменьшения массы рабочих валков. где Р,. Рке В технологических переходах 2-10(11 и 111) одновременно освобождаютвнутренние поверхности 5 и 6 мест 7и 8 изгиба профиля от воздействияусилий, а полки 2 и 3 профиля сжимают в поперечном направлении усилиямиР . Суммарные углы подгибки полокйб.определяют по методуэкспертных оценок (и применяют их равными угламподгибки при изготовлении профиляпо известному способу), Минимальныезначения поперечной сжимающей силыР, определяют по формуле (1),а максимальные значения Р. - по1, Маке,Формуле (2). Действительные значенияпоперечной сжимающей силы Р, определяют экспериментально.Для получения готового профиляпо предлагаемому способу (как и поизвестному с) потребовалось 20десять технологических переходов.Утонение металла мест изгиба готового профиля составляет 5-67, а отклонение по ширине полки составляет+1,2-1,5 мм, что находится в пределах требований (допускаемое предельное отклонение по ширине полки принепрерывном профилировании для полокшириной от 50 до 100 мм составляет+1,2 мм, для 1 категории +1,5 мм).Согласно данным опытной проверкина профилегибочном стане 1-4 х 50-300предлагаемый способ изготовления позволяет по сравнению с известным способом повысить качество сортовых гнутых профилей путем повышения точностиих геометрических размеров и уменьшения утонения мест изгиба (например,при изготовлении швеллера 120 х 100 х 4 ммпо предлагаемому способу утонение 40мест изгиба готового профиля составляет 5-67, а при изготовлении по известному способу 10-117., отклонениепо ширине полки при изготовлении попредлагаемому способу составляет+1,2-1,5 мм, при изготовлении по известному способу +3,0 мм); повысить формула изобретения Способ изготовления сортовых гнутых профилей проката, преимущественно швеллерного типа путем многопереходкой подгибки элементов профиля в валках, при котором по крайней мере в одном из технологических переходов сжимают полки профиля в поперечном направлении приложением усилий к их торцам с одновременным освобождением вунтренней поверхности мест изгиба от воздействия усилий, о т л и ч а ю щ и й с я тем, что, с целью повышения качества профилей за счет обеспечения точности их геометрических размеров и уменьшенияутонения мест изгиба, величину поперечного усилия сжатия определяют из соотношения0 650;09 РРкаЗП ск- величина поперечного усилия сжатия в 1"м технологичес ком переходе;полное усилие давления стенки профиля на валки в -мтехнологическом переходе;суммарный угол подгибки каждой полки профиля в 1-мтехнологическом переходе;величина критической силыпотери устойчивости полкипрофиля,1291237 силы 0 128 0 0 34,0 27,2 128 32) 8128 46,0 18 58,0 128 44,3 30 66,0 128 56,8 68,0 128 60,0 56,0 128 50,4 70 40,1 42,0 128 80 32,0 128 26,3 88 14,0 128 12,4 90 10 ПереходСуммарныйугол подгибки полок профиля .,град Минимальное значе ние поперечнойсжимающей Максимальное значение попе"речнойсжимающейсилы1 2.91 237 Составитель Е.ЧистяковТехред В.Кадар,орректор А.Ильи едактор М.Бла аказ 75/ о сноеССР 5 Производственно-полиграфическое предприятие, г,ужгород, ул.Проектн Тираж 733 ВНИИПИ Государств по делам изобр 113035, Москва, Ж
СмотретьЗаявка
3927718, 11.07.1985
УКРАИНСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕТАЛЛОВ
ИГНАТЕНКО АНАТОЛИЙ ПАВЛОВИЧ, ХИЖНЯКОВ ЯКОВ ВАСИЛЬЕВИЧ, АНТИПЕНКО АНАТОЛИЙ ПЕТРОВИЧ, КАЛУЖСКИЙ ВЛАДИМИР БОРИСОВИЧ, СМОЛЯРОВ АНАТОЛИЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: B21D 5/06
Метки: гнутых, профилей, сортовых
Опубликовано: 23.02.1987
Код ссылки
<a href="https://patents.su/6-1291237-sposob-izgotovleniya-sortovykh-gnutykh-profilejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления сортовых гнутых профилей</a>
Способ определения параметров технологической системы при изготовлении зубчатого колеса
Номер патента: 1328739
Опубликовано: 07.08.1987
Автор: Сторчак
МПК: G01N 3/48
Метки: зубчатого, изготовлении, колеса, параметров, системы, технологической
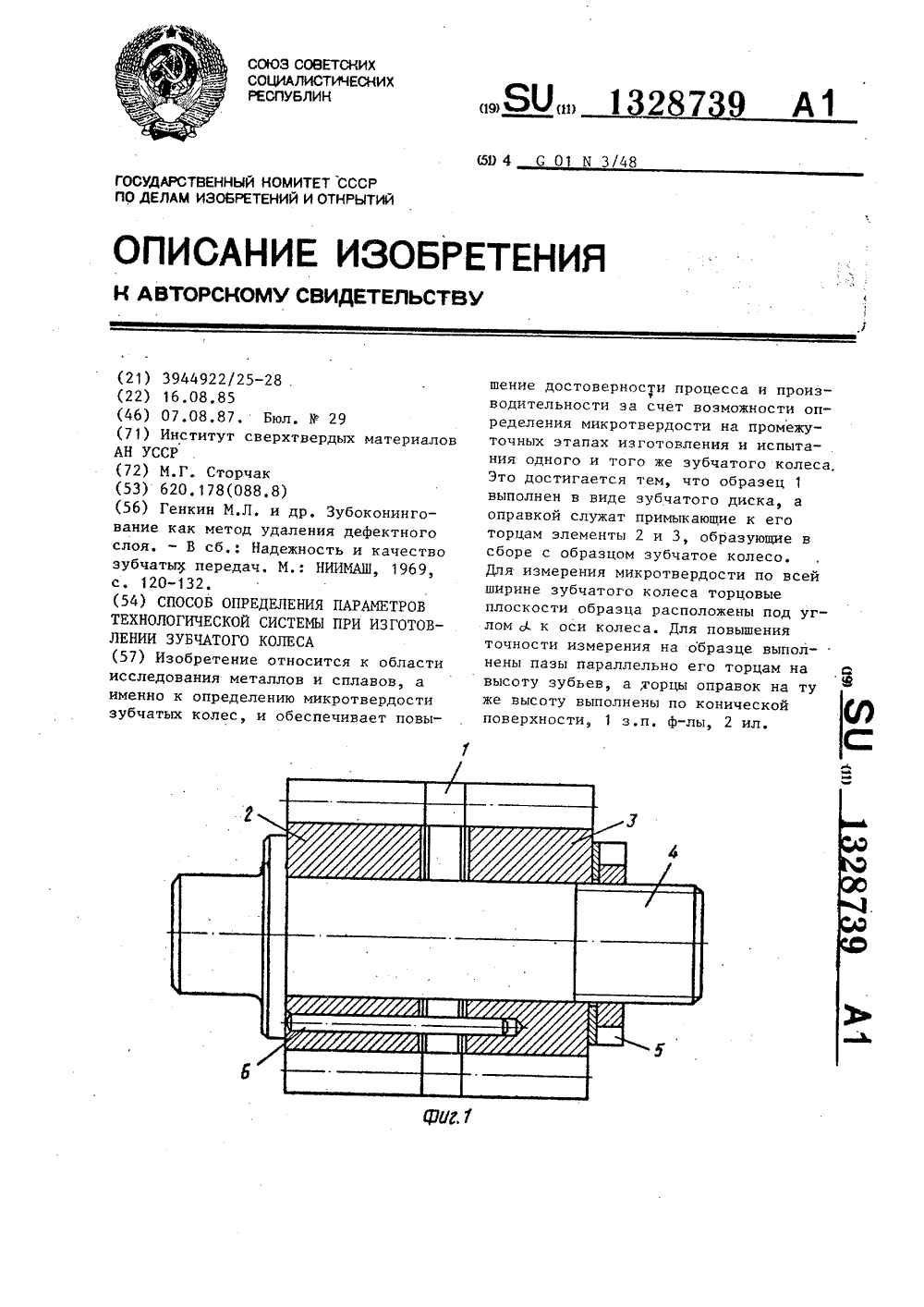
...посредством штифтов б.Для измерения микротвердости поширине зубчатого венца колеса торцаобразца 1 наклонены к оси исследуе 35мого колеса под углом д., определяемымпо приведенной ниже зависимости. Торцыобразца должны плотно прилегать коправке,С этой целью в образце 1 выполнены пазы параллельно его торцам на высоту зубьев, а торцовые поверхностиоправок на ту же высоту выполнены поконической поверхности. Ширина пазадолжна быть не более 1,0-1,5 мм, аугол при вершине конической поверхности не более 30Способ осуществляют следующим образом,Изготавливают зубчатое колесо. Изнего вырезают образец в виде дискаи производят необходимую термическуюобработку образца и элементов 2 и 3оправки. Известным способом из образца готовят...
Способ калибровки тонкостенных фланцевых профилей

Номер патента: 1026853
Опубликовано: 07.07.1983
Авторы: Барков, Выдрин, Долгов, Пастухов
МПК: B21B 1/08
Метки: калибровки, профилей, тонкостенных, фланцевых
...калибровки прокаткой в четырехвалкавом калибре с биканическими валками не пазволяет калибровать тавровые и угалкавые профили. Цля калибровки тавровыхпрофилей их прокатывают в калибре,образованном двумя биконическими иодним цилиндрическим валком, а дляугалковага профиля в калибре, образованном двумя калиброванными валками,Целью изобретения является расширение сортамента калибруемых профилей путем обеспечения вазможностипрокатки тавровых и уголковых профилей без перевалки валков,Поставленная цель достигаетсятем, что согласно способу калибровкитонкостенных фланцевых профилей,вклюОчающему образование четырехвалкаваго,калибра биконическими валками поменьшей мере, два валка калибра предварительно состыкованы по их коническим поверхностям, 65...
Устройство для обрезки полки витражного профиля

Номер патента: 856691
Опубликовано: 23.08.1981
Автор: Якубов
МПК: B23D 29/00
Метки: витражного, обрезки, полки, профиля
...упором и прижимом, установленным на указанном регулировочном упоре.На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 -разрез А - А на фиг. 1. Устройство для обрезки полки витражного профиля содержит корпус 1, рычаг 2, несущий режущий элемент 3. Корпус 1 выполнен в виде полого замкнутого профиля с пазами 4 под полки витражного профиля и снабжен регулируемым упором 5, несущим прижим 6. Предлагаемое устройство работает следующим образом. 1 о Корпус 1 .устройства закрепляют неподвижно, например, в слесарных тисках, затем внутрь корпуса вводят конец витражного профиля 7 и закрепляют его с помощью регулируемого упора 5 с прижимом 6 на конце. Затем перемещают режущий элемент 3 сверху вниз с помощью рычага 2, обрезая...
Способ получения канавок в заготовках поршневых колец

Номер патента: 897459
Опубликовано: 15.01.1982
Авторы: Братченко, Захаров, Никитин, Шалай
МПК: B23P 15/06
Метки: заготовках, канавок, колец, поршневых
...поршня размеров заданной канавки) осуществляют наглубину 0,5 - 1,3 глубины заданной канавки, а в качестве легируюших материалов используют материалы переходнойгруппы или их сплавы (никель никельхром, алюминий-никель-хром и т.д,) Длятого, чтобы обеспечить равномерное распределение легирующего материала впроплавленном слое подачу присадочнойпроволоки производят со скоростьюсе /напр =0,75-1,26,где 7 - скорость проплавления;- скорость подачи легирующей"Р проволокиПредлагаемый способ упрочнения канавок поршней реализован при изготовлении алюминиевых поршней ф 150 и210 мм для дизелей 6 ЧН 15/18 и После проплавления зоны канавок заго-о товка порпня охлаждается до комнатной температуры и затем проводится проточка заданной канавки. Испытания...
Способ закрепления цилиндрической стеклянной заготовки на оправке

Номер патента: 963711
Опубликовано: 07.10.1982
Авторы: Борисов, Вишнев, Кошелев, Седых
МПК: B23B 31/40
Метки: заготовки, закрепления, оправке, стеклянной, цилиндрической
...допустимой разцостеццости заготовки. После этого От(ранку вводят во ьпутрепцюю полость заготовки, излишки клея при этом подрезаютс гпжцим торцом заготовки. После утацОвкц загОтОВкз 1 ц 2 Опр 2 вку излишки клея удаляют, а оправку последовательно (стл.ецчато) Охлаждают до комнатной -.пцсратуры, начиная Охлаждение с ее . (жцй части. При этом Охлаждециая асть Оправки уменьшает., а зазор меж- . ЦЮ 11 СТЕЦ 1 еой З 2 ГОТОВКП " ВСЛ 1 П 1 цваЕТ- я. Находящаяся выше места охлаждения жидкая термопластичная масса стекает и;из, заполняет появгшийся и результате охлаждения дополгптельный объем и прп 60 - 65 С загустевает в цем. В резуль96311 Формула изобретения Составитель Н. ГлотоваТехред А. Камышникова Корректор И, Осиновска Редактор Н. Багирова...
Предыдущий патент: Способ изготовления несимметричных гнутых профилей
Следующий патент: Устройство для гибки труб
Случайный патент: Устройство для сепарации зерновых смесей