Способ изготовления гнутых профилей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
(59 4 ЙСВ.9 н) Т СССРТНРЫТИЙ ОСУДАРСТВЕННЫЙ НОМИ ПО ДЕЛАМ ИЗОБРЕТЕНИЙ Г 1,ф НОТЕ ОПИСАНИЕ ИЭОБРЕТЕ(56) Авторское свидетельство СССРУ 795626, кл. В 21 Э 11/20, 19.09 8 54) СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ(57) Изобретение относитсяботке металлов давлением,ти к способам изготовления 803291240 профилей. Целью изобретения являетсяповышение качества профилей за счетвыравнивания механических свойствпо всему профилю. Плоский лист подвергают по ширине профилировке путемгофрирования его концевых участков.Затем выпрямляют лист и осуществляютподгибку полок профиля. Ширина плоского центрального участка составляет1-3 его ширины, а величина степенидеформирования (30-45)Ж. Способ позволяет получать профильные заготовкиметодом холодной пластической деформации. В результате улучшается прочность изделий, их долговечность инадежность. 1 з.п.ф-лы, 4 ил.Изобретение относится к обработке металлов давлением, в частности к способам изготовления профилей.Цель изобретения - повышение качества профилей за счет выравнивания механических свойств по длине и ширине профиля.На фиг, 1 показан гофрированный лист; на фиг.2 - плоский лист; на фиг.З - схема формирования уголка; на фиг.4 - конечная форма и эпюра величин предела текучести по сечению профиля.Первая операция состоит в том, что плоский лист подвергают по его ширине профилировке путем гофрирования участков 1 заготовки, оставляя плоскими участки 2 последующего профильного изгиба. Эту операцию осуществляют обычно при комнатной температуре 20-30 С. Затем осуществляют вторую операцию: пропускают лист через гладкие валки и выпрямляют его (или через валки с небольшими выступами обратного знака, чтобы учесть упругое восстановление формы). ВтоРую операцию, как и первую, произво" дят при комнатной температуре. Суммарная пластическая деформация в первых двух операциях равна = 0,30- 0,45, а в каждом иэ них, соответственно Г, = - = 0,15-0,225. При изгибеЬ2 К0 15-0 225Ь= 0 30-0 45 = /3,3-2,2 Ь Таков радиус дуг образующих гофрированные участки профиля (2,2-3,3) еготолщины. Третья операция состоит впрофилировке конечной заготовки -уголка с полками 3 и 4 в одной клетиили в многоклетьевом профилегибочномстане. Полки 3 и 4 поворачивают вокруг оси АВ и при этом наиболее сильноупрочняется участок 2 - у эоны перегиба. При этом величины пределов текучести на участках 2 и 1 выравниваются. При изготовлении профилейизвестными методами среднее по длинепрофиля упрочнение - повышение предела текучести участков 1 составляет6-10 , а участка 2 шириной, равной1-3 толщины листа у оси АВ (у эоныпродольного изгиба) 36-55 . (пунктир,фиг.4),Различие величин предела текучести составляет 30-45 и именно такую Ю 15 20 25 30 35 40 45 50 55 деформацию сообщают в предлагаемом способе участкам 1 до профилировки изгибом вокруг оси АВ, что позволяет выравнять пределы текучести по длине профиля (фиг,4, сплошная линия).Это определяет оптимальность выбранных величин деформации, поскольку меньшая, чем 30 , степень деформации при гофрировании и последующем выпрямлении листа не обеспечивает выравнивания предела текучести по периметру. В то же время, если в первых двух операциях степень деформации, превышающая верхний предел, 45 , то боковые участки 1 имеют более высокие величины предела текучести, чем зона 2, в которой осуществляется продольный изгиб при профилировке. Нирина участка 2 равна 1-3 толщины. Если ее уменьшить, то появляются зоны, в которых деформация при гофрировании, правке и последующем продольном изгибе суммируются, образуя зоны увеличенных значений 5 . Превытшение размеров этой зоны более ЗЬ приводит к тому, что появляются участки с различными значениями 8 где упрочнение не достигнуто ни при гофрировании, ни при правке, ни при последующем продольном изгибе. Четвертая операция заключаетсяв том, что профиль разрезают на мерные длины и подвергают правке иливальцовке, если он идет на изготовление металлорукавов.При профилировании с изгибом обоих,полок 3 и 4 поворотом участков 1 вокруг АВ пластические зоны распространяются от линии СР и ЕГ по всейширине листа Ь. В ряде случаев целесообразно часть листа, соответствующую полке 4, пропустить черезклеть, не деформируя ее (не подвергая изгибу на 45 - при получениипрямоугЬльного уголка), а полку 3повернуть на удвоенный угол (например, не на 45 , а на 90 ), При этомпластическая зона от СП распространится только на ширине 0,5 Ь. Конечно,мощность для изгиба с поворотом на90 выше, чем мощность на 45 , ноне в два раза. Мощность для профилировки полки (3 или 4) с поворотомна угол. равнаИ = 1,158 ЧЪЬ(2 + ср-),где Ч - скорость.Если иэгибают две полки на 45то мощность равна 2 Ы=2,35 ь 7 ЬЬ(2+сд 22,5)=5,5 й 7 ЬЬ,а если изгибают только одну полку 5 на угол й = 90 , то мощность в 1,59 раз меньше.Асимметричная деформация при профилировке с поворотом только одной0 полки (на удвоенный угол) существенно выгоднее с точки зрения расхода энергии, чем симметричная с поворотом двух полок (на меньшие в два раза углы). Гнутые профили выгоднее получать асиммтеричной по ширине профиля деформацией.П р и м е р. Из стального листа (сталь 45) толщиной Ь = 4, Ъ = 80 мм профилируют заготовку (углового профиля) с углом сс = 45 . На участке 2,5 Ь = 10 мм, центральный участок профил, оставляют плоским, а остальные - шириной 35 мм каждый гофрируют, изгибая по дугам окружностей радиусами К = ЗЬ = 12 мм со степенью деЬ 1формации Е = - = в . После распрям 2 К 6 ления весь лист стал плоским, нобоковые участки были уже упрочненысоответственно степени деформации.Я = ЗЗЕ. После этого изгибом получают из плоского листа угловой профиль со средней по боковым участкамстепенью деформации 6-7 Х, т.е. доЕ =, 39-403, а средний участок 1 увершины уголка получает такую жестепень деформации при профилировке,что и обеспечивает равную по ширинепрофиля степень упрочнения и однородность величин предела текучести,определяющих дальнейшие эксплуатационные качества заготовок. 35 Предлагаемый способ позволяет получить профильные заготовки мето дом холодной пластической деформации, например металлорукава с одинаковыми по всему профилю свойствамиР материала. В результате улучшаются эксплуатационная прочность металла, долговечность и надежность иэделий.Формула изобретения1, Способ изготовления гнутых профилей, содержащих по меньшей мере одно место изгиба, включающий предварительную деформацию заготовки .изгибом, последующее выпрямление изогнутых участков и формовку профиля подгибкой его плоских элементов с образованием криволинейных зон изгиба, о т л и ч а ю щ и й с я тем, что, с целью повышения качества профилей за счет выравнивания механических свойств по всему профилю, предварительную деформацию осуществляют на участках будущих плоских элементов профиля путем их гофрирования, оставляя недеформированными участки будущих мест изгиба, а подгибку плоских элементов профиля осуществляют после выпрямления ранее изогнутых участков, при этом величину радиуса кривизны гофров опре" деляют из соотношенияЕ = (2,2-3,3) Б,а ширину недеформированных участковпри предварительном изгибе определяют иэ соотношенияЬ = (1-3)Я,где Ъ - ширина недеформированныхучастков, мл;К - радиус кривизны гофров, мг;Я - толщина заготовки, мг.2. Способ по п.1, о т л и ч а ю -щ и й с я тем, что Формовку профилейс одним местом изгиба осуществляютповоротом относительно продольнойоси одного из плоских элементовпрофиля.1291240 ектор А.Ильин аказ 75/11 Тираж 733 ВНИИПИ Государственного по делам изобретений 113035, Москва, Ж, РПодписноомитета СССР открыти ская на 4/ ол ическое предприятие, г.ужго зводстве ул.Проектная Составитель Е.ЧистяковРедактор М.Бланар Техред В.Кадар
СмотретьЗаявка
3962189, 09.10.1985
КРАМАТОРСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНО ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ МАШИНОСТРОЕНИЯ
БРОВМАН МИХАИЛ ЯКОВЛЕВИЧ, САФРОНОВА ТАТЬЯНА ВАСИЛЬЕВНА
МПК / Метки
МПК: B21D 11/20
Опубликовано: 23.02.1987
Код ссылки
<a href="https://patents.su/4-1291240-sposob-izgotovleniya-gnutykh-profilejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления гнутых профилей</a>
Устройство для контроля незапечатанных участков листа

Номер патента: 1413007
Опубликовано: 30.07.1988
МПК: B41F 33/00
Метки: листа, незапечатанных, участков
...машину, это может бытьоттиск для набора клише на клинографе, По одну сторону с источником25Света относительно вертикали 4 распоЛожены последовательно один за другим два фотоэлектрических датчика 5и б, При этом датчик 5 .настроен наприем светового сигнала, отраженного 30от незапечатанной точки листа 3, датчик 6 - на прием светового сигнала,отраженного от запечатанной точкилиста 3 с помощью средства регулиро,вания расстояния между ними (не показано), Датчики 5 и 6 связаны с блоком 7 сравнения поступающих с нихсигналов, который, в свою очередь,соединен с устройством 8 сигнализации, срабатывающим при.обнаружениидеФекта оттискаТранспортер 2 подает лист 3 с оттиском к источнику 1 света, лучи которого, отражаясь от бумаги, диффузно...
Способ изготовления гнутых профилей

Номер патента: 956093
Опубликовано: 07.09.1982
Авторы: Росляков, Скульский, Стрюк, Тришевский, Хижняков
МПК: B21D 5/06
...наружным изгибающими радиусами Р и г.Величина сЬ 1-с 1, приобретает максимальное значение при глубине гофра,равной двум формующим радиусам, чтопрактически при производстве корытных и листовых гофрированных профилейне используется.Так, например, при профилированиикорытного или двухгофрового строительного профиля с трапециевидными гофрами Н = 80 х 377 х 1 для перекрытияпромышленных зданий из листовой сталиСт 3 пс толщиной 1 мм формоизменениепослойно наложенных друг на друга ссовмещенными передними концами двухзаготовок осуществлялось в валках споследовательной подгибкой элементовпрофилей по переходам. В третьем ичетырнадцатом переходах подгибаемыеэлементы сжимались в радиальном направлении (см. Фиг. 3) в зоне упругихдеформаций, при этом...
Устройство для испытания материалов на предельную деформацию при изгибе
Номер патента: 781677
Опубликовано: 23.11.1980
Авторы: Андрющенко, Масленников, Печеный
МПК: G01N 3/26
Метки: деформацию, изгибе, испытания, предельную
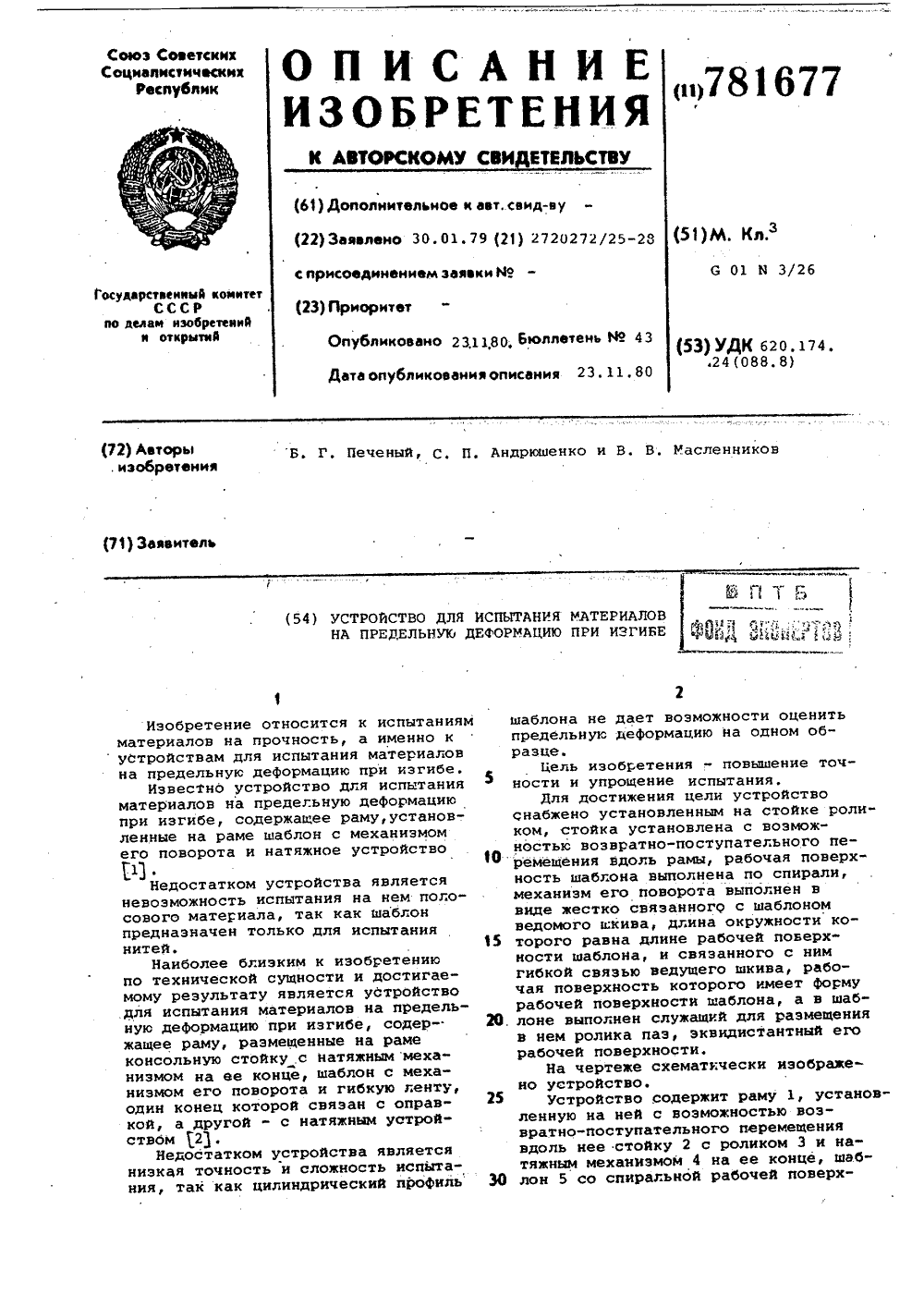
...Устройство содержит раму 1, установленную на ней с воэможностью возвратно-поступательного перемещениявдоль нее стойку 2 с роликом 3 и натяжным механизмом 4 на ее конце, шаб лон 5 со спирагьной рабочей поверхформула изобретения Источникиинформации,принятые во внимание при экспертизе 30 1. Авторское свидетельство СССР 9 219857, кл,6 01 Н 3/26, 1968. 2. Авторское свидетельство СССР 9 296023, кл. 6 01 Ю 3/26, 1971 (прототип).ностью 6, гибкую ленту 7, один конец которой связан. - сшаблоном 5, а второй - с натяжным механизмом 4, В шаблоне 5 выполнен паз 8, эквидистантный рабочей поверхности шаблона 5 и служащий для оазмещения в нем ролика .3, Кроме этого устройство содержит ведомый шкив 9, жестко связанный с шаблоном 5, длина...
Способ изготовления гнутых профилей

Номер патента: 1011299
Опубликовано: 15.04.1983
Авторы: Антипенко, Гуров, Дахновский, Долгих, Жуков, Кумбриди, Мирошниченко, Стукалов, Тришевский
МПК: B21D 5/06
...для изготовления гофрированного профиля с 4 Окрайними плоскими элементами.из листового металла с защитным покрытием.Например, при изготовлении гофрированного профиля высотой 25 мм излистовой стали Ст ЗСП толщиной 1 мм с 45толщиной цинкового, покрытия 38-40 мккрайние плоские элементы 1 шириной150 мм в черновых и предчистовыхклетях изгибают с внутренним радиусом К= 180 мм, 50Работа деформации металла искрив."ленных крайних элементов 1 при подгибке боковых элементов 2 меньше работы деформации крайних плоскихэлементов в тех же условиях. Послеокончания подгибки боковых элементов 2 искривленные элементы 1 выправляются полностью, остаточной кривизны не наблюдается, что обеспечивает улучшение качества профилей путем предотвращения остаточной...
Устройство для определения предельной деформации при изгибе образцов листовых материалов

Номер патента: 1444617
Опубликовано: 15.12.1988
МПК: G01B 5/30
Метки: деформации, изгибе, листовых, образцов, предельной
...траверсу 8 с неподвижным захватом 11 разрывной машины, рычаги 12, закрепленные на оси 5 вращения цилиндра 4 перпендикулярно ей и предназначенные для связи через траверсу 9 с подвижным захватом 13 разрывной машины, при этом направляющие и рычаги зафиксированы друг относительно друга с возможностью взаимного перемещения в направлении, перпендикулярном перемещению предметного стола 1: Цилиндр 4 статически уравновешен с помощью балансира 14.Перед испытанием образца устройство закрепляют в захватах разрывной машины таким образом, чтобы поверхность предметного стола была касательной к спиральной поверхности цилиндра 4 в месте с известным радиусом кривизны, в котором образец зажимом 6 прижат к цилиндру 4. Место касания поверхности предметного...
Предыдущий патент: Способ непрерывного изготовления шнеков и устройство для его осуществления
Следующий патент: Способ изготовления колец из прутка и устройство для его осуществления
Случайный патент: Устройство для обработки контура кристаллических элементов