B22C 7/02 — разовые модели
Модельная композиция

Номер патента: 1107952
Опубликовано: 15.08.1984
Авторы: Иванова, Плотников, Рева
МПК: B22C 7/02
Метки: композиция, модельная
...путем расплавления церизина с последующим введением солидола (ГОСТ 43 ббб) или литиевой пластичной смазки, представителем которой является смазка"ЦИАТИМ" (ГОСТ б 2 б 7-74)Температура жидкой композициидолжна составлять 170-200"С для композиций, содержащих ЦИЛТИМ, и 110 120 С для композиций, содержащихсолидол . Готовая композиция разливается по формовкам и после охлаждения используется по назначению.Осадок, образующийся при сплавлении церизина с солидолом послеотстаивания и слива массы, удаляетсясо дна плавильной ванны.Составы композиций и их свойства 10 приведены соответственно в табл, 1и 2, где составы У 1-4 соответствуют изобретению, а составы Ф 5 и 6известным источйикам Г 1 и 1,22.Модельные композиции по изобрете нию (Р 1-4)...
Пресс-форма для выплавляемых моделей

Номер патента: 1113205
Опубликовано: 15.09.1984
Автор: Васин
МПК: B22C 7/02
Метки: выплавляемых, моделей, пресс-форма
...противоположный конец подпружиненного пальца выступает за тореццентрирующей втулки, а в средней час.ти пластины шиберного механизма выполнены литьевой канал и коническоеотверстие под рабочую коническуючасть пальца, при этом пластина размещена в матрице подвижной полуформдперпендикулярно литьевому каналуцентрирующей втулки, а выступающийиз матрицы торец пластины скошен ирасположен напротив конического скоса копира,На фиг, 1 изображен шиберный механизм перекрытия литьевого канала висходном положении, продольный ко -нец, на фиг.2 - положение шиберногомеханизма перекрытия литьевого канала в момент запрессовки модельноймассы," на Фиг.3 - то же, положение вмомент прочистки литьевого канала.Пресс-форма состоит из неподвижной...
Композиция для изготовления выплавляемых моделей

Номер патента: 1115840
Опубликовано: 30.09.1984
Авторы: Гарип, Гришин, Киприянова, Хандогин
МПК: B22C 7/02
Метки: выплавляемых, композиция, моделей
...в различных интервалах температур, температура каплепадания, теплоустойчивость, твердость (см.табл.2).При этом температура каплепаданияопределяется по ГОСТ 6793-74, твердость - по понетрации иглой поГОСТ 11501-78, теплоустойчивость -по методике НИИТавтопрома,А 3 11Атактический полипроицлец, цыра -батываемый Томским химическим комбинатом, имеет температуру размягчения 145 о С (ТУ 6-05-194-80). Оцтцмальные техцологцческие свойства модельной композиции постигаются придобавке полипропилена в количестве0,2-0,7 мас. %.При содержании полипропилена менее 0,2 мас. свойства композицииулучшаются незначительно, Увеличениесодержания полипропилена свыше0,7 мас. % снижает прочность и твердость модельной композиции,Использование...
Композиция для изготовления выплавляемых моделей

Номер патента: 1117117
Опубликовано: 07.10.1984
Авторы: Баско, Беренц, Гамбург, Думский, Жабрева, Королев, Ларионов, Мухина, Ровнова
МПК: B22C 7/02
Метки: выплавляемых, композиция, моделей
...МС 20(ТУ 38101317-72).Указанные масла состоят преимущественно .иэ парофинонефтеновых углеводородов 63-69 ароматических углеводородов с обыкновенными цепями 1-й(нефтеполимерной смолы) нефтяным маслом производится в промышленном аппарате колонного типа и осуществляется при следующих условиях: температура 423-453 К, перемешивание в мешалке со скоростью 3 об/с, продолжительность 2 ч.Полученная смесь имеет гомогенный характер.При меньшем количестве нефтяногомасла ( ( 0,1 мас.) не полностьюпротекают реакции сополимеризации,а при большем ( ) 1,3 мас,) падаетпластичность полимера. Глубина вакуума менее 10 мм рт,ст. не можетбыть применена при модифицированиипиропластамаслом, так как не наблюдается полное удаление легкихмономеров, не...
Композиция для изготовления водорастворимого стержня

Номер патента: 1135523
Опубликовано: 23.01.1985
Авторы: Лернер, Никонов, Хусаинов
МПК: B22C 1/18, B22C 7/02
Метки: водорастворимого, композиция, стержня
...перемешивают, Затем вводят 150 г (15 мас.%) наполнителя, измельченного до величины частиц 5-10 мм, смесь снова перемешивают и плавят в тигле при 400-420 С, затем заливают в нагретую до 150 С форму, Дафолее все выполняют аналогично примеру 1.бс = 190 10 - 199, 10 5 Н/м .П р и м е р 3, Берут 330 г (33 мас.%).нитрата натрия, 420 г (42.мас.%) нитрата калия и соли перемешивают. Затем вводят 250 г (25 мас,%) наполнителя, измельченного до величины частиц 5-10 мм. Смесь снова перемешивают и плавят в тиг-ле при 380 оС, а затем заливают в нагретую до 150 С форму, бс = 175 ф МО - 18110 Н/м. Далее порядок приготовления аналогичен примеру 1.1135523 наполнителя, измельченного до величины частиц 1-5 мм. Смесь снова перемешивают и плавят в тигле при...
Установка для сборки модельных блоков

Номер патента: 1144757
Опубликовано: 15.03.1985
Авторы: Гарбер, Доскинский, Серов
МПК: B22C 7/02
Метки: блоков, модельных, сборки
...штырях 5, расположенных навнутренних сторонах стенок обоймы 11(фиг, 12 и 13),Кассета 12 зафиксирована посредством двухподпружиненных шариковых фиксаторов 16,размещенных иа наружной стороне стенок обой.мы 11 и контактирующих с боковымистенкамикассеты 12 (фиг. 13). На верхней плоскости панели кассеты 12 размещензажимный механизм в виде подпружиненной3 1144планки 17, смонтированной на откидной крышке 18, шарнирно закрепленной на панели кассеты 12 (фиг, 9 и 10),Зажимной механизм кассеты 12 обеспечивает фиксированное положение моделей 19 перед припайкой, т,е. питатели 20 по высотеустановлены на одну величину и размещеныв плоскости параллельной продольной осистояка.Обойма 11 устройства подачи моделей кстояку снабжена двумя...
Пресс-форма для изготовления модельного блока

Номер патента: 1144758
Опубликовано: 15.03.1985
Авторы: Иванов, Кольцов, Маркевич
МПК: B22C 7/02, B22D 17/22
Метки: блока, модельного, пресс-форма
...связанные с планкой 29, Колонки относительно кронштейна 27 имеют возможностьгоризонтального возвратно.-поступательного пере.мещения, На планке 29 укреплен посадочныйштырь ЗО, сцентрированный с посадочным отверстием 18, Штырь предназначен для размещения на нем металлического стояка (не показан), В тело кронцпейна 27 перпендикулярно колонкам вмонтированы .два противонаправленных горизонтальных подпружиненныхфиксатора 31.В кронштейне 27 и планке 29 с нижнеистороны предусмотрена сквозная П.образнаявыемка, в которой размещена с возможностью горизонтального возвратно-постуцательного перемещения тяга 32 с водилом 33 наконце, размещенным в пазу 34, предусмотрен.ном в кронштейне 27 и планка 29, Тяга жестко связана с подвижной попуформой 1,...
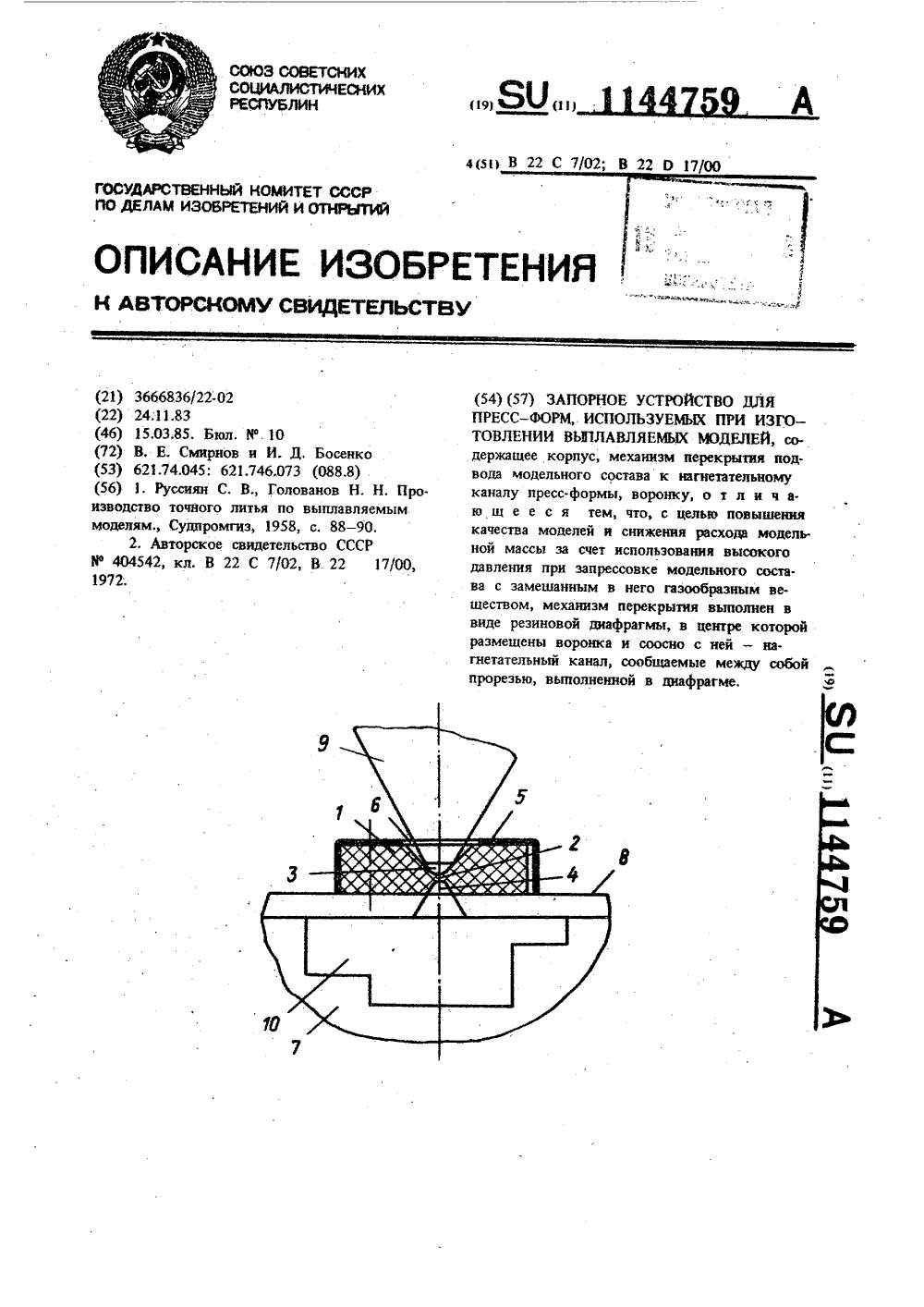
Запорное устройство для пресс-форм, используемых при изготовлении выплавляемых моделей
Номер патента: 1144759
Опубликовано: 15.03.1985
МПК: B22C 7/02, B22D 17/00
Метки: выплавляемых, запорное, изготовлении, используемых, моделей, пресс-форм
...частьюи нагнетательный канал 4 размещены в диафрагме соосно друг другу и разделены пере.городкой, в которой выполнена прорезь 2 пообщей оси воронки 3 и верхней части нагиетательного канала 4. Механизм 1 перекрытияустановлен в корпусе 5, имеющей по оси отверстия 6,2Корпус 5 и механизм перекрытия 1 распо ложены концентрично с нагнетательным кана. лом, верхняя часть которого выполнена в резиновой диафрагме.Корпус 5 соединен с пресс-формой 7 винта. ми, При этом наружная боковая поверхность механизма 1 перекрытия и внутренняя поверхность корпуса 6 образуют зазор, обеспечивающий упругость механизма 1 перекрытия. Торцовые поверхности механизма 1 перекры. тия, прижаты к поверхности 8 пресс-формы 7 корпусом 5 беэ зазора.Запорное устройство...
Способ выплавления модельной композиции из многослойной оболочковой формы

Номер патента: 1155347
Опубликовано: 15.05.1985
Авторы: Ашихмина, Басенко, Кириевский, Куц, Мовчан, Найдек, Приступа, Чихачев
МПК: B22C 7/02, B22C 9/04
Метки: выплавления, композиции, многослойной, модельной, оболочковой, формы
...расРабочаятемпераСостав расплава нитрит-нитратных солей тура среды выглавТемлеВремя выплава сод лей, С ратурапрокалнвалия, Сдержкч Фом н ления моделей, С БаИО КИО печи, ч 900 4,0 130 900 4,0 45 150 900 160 140 4,0 48 4,0 900 170 138,9 50 50 900 180 4,0 140 52 48 4,0 900 148 190 перегретого расплава модельной массы,находящегося на поверхности ванны.Продолжительность выплавления моделей зависит от размеров и конфигурации формы и должна обеспечиватьполное расплавление моделей в формах.Выплавление модельного состава врасплаве нитрит-нитратных солей состава 48-527 МаИО и 52-487 КМО посравнению с выплавлением в расплавемодельного состава резко снижает содержание модельных остатков в форме,т,е. потери модельного состава сокращаются примерно...
Пресс-форма для изготовления выплавляемых моделей

Номер патента: 1156813
Опубликовано: 23.05.1985
МПК: B22C 7/02, B22D 17/22
Метки: выплавляемых, моделей, пресс-форма
...перекрытия, выполненное в виде центрального подпружиненного отсекателя, который установлен в гильзе неподвижной матрицы, снабжена концентрично установленной на загрузочной воронке неподвижной гильзой с профильными отверстия О ми в ее стенке, телескопической втулкой, схватывающей неподвижную гильзу и верхнюю часть гильзы неподвижной матрицы, причем внутри втулки выполнены профильные углубления со 55 сквозными отверстиями, а на поверхности загрузочной воронки - профиль. ная кольцевая проточкапальцами,е 813установленными в профильных отверстиях неподвижной гильзы с размещением их концов в углублениях телескопнческой втулки и кольцевой проточке загрузочной воронки,На фиг. 1 изображена предлагаемая пресс-форма, на фиг. 2 - запорный механизм...
Способ удаления модельного материала из керамических форм

Номер патента: 1156814
Опубликовано: 23.05.1985
Авторы: Василевский, Грузман
МПК: B22C 7/02, B22D 29/00
Метки: керамических, модельного, удаления, форм
...производству, а именно к способам удаления модельного материала при изготовлении отливок по выплавляемым моделям.Известен способ удапения модельного материала из керамических форм горячим воздухом 1,Недостатками этого способа являются неравномерность и замедленность прогрева блоков керамических форм ввиду сложностирельефа их поверхностей и низкого коэффициента теплоотдачи от воздушного потока. Это приводит к повышенному браку керамических Форм по трещинам.Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ удаления модельного материала из кера - мических форм, получаемых по выплавляемым моделям, включающий предварительный нагрев формы в горячей воде и последующее воздействие на нее горячим...
Пресс-форма для изготовления выплавляемых моделей

Номер патента: 1158280
Опубликовано: 30.05.1985
МПК: B22C 7/02, B22D 17/22
Метки: выплавляемых, моделей, пресс-форма
...на ней подвижными стержнями 13 и тягой 14 со скосом 5 и заплечиком 16. Пресс-форма работает следующим образом.После окончания запрессовки модельного состава в формообразующую полость пресс-формы и его отвердения в ней фиг, 1 ) механизм автомата для изготовления модельных звеньев осу. - ществляет разъем пресс-формы путем отвода промежуточной плиты 12 с эакреленными на ней подвижными стержнями 13 и тягой 14 влево, при этом ползушка 2, размещенная в пазу непод-вижной полуформы 1, находясь своим клиновым скосом 4 в зацеплении с кольцевой проточкой 11 пальца 10 и взаимодействуя своим противоположным торцом с тягой 14, удерживает подвижную и нейодвижную полуформы в сомкнутом положении, в то время как ф 280 2 тяга 14 скользит вдоль...
Пресс-форма для изготовления моделей с поднутрением

Номер патента: 1163975
Опубликовано: 30.06.1985
МПК: B22C 7/02, B22D 17/22
Метки: моделей, поднутрением, пресс-форма
...втулка 11с отверстием для запрессовки модельного состава прикреплена к подвижной 30полуформе 1, Выталкивающее устройство состоит из выталкивателей 12,толкательной плиты 13 и возвращающих пружин 14, На неподвижной полуформе закреплена дополнительнаяплита 15, В дополнительной и толкательной плитах выполнены кольцевыеи прямые проточки 16, соединенныесистемой каналов 17 между собой исоосно через отверстия с кольцевыми 40проточками, с поверхностями тренияоформляющих стержней 5 и толкателей12, центрального стержня 18 и центрального толкателя 19, направляющейвтулки 20 и направляющей колонки 21,Кольцевые проточки, выполненные наповерхности дополнительной плиты,образуют полости 22,Перед работой полости заполняют маслом, жидкая смазка...
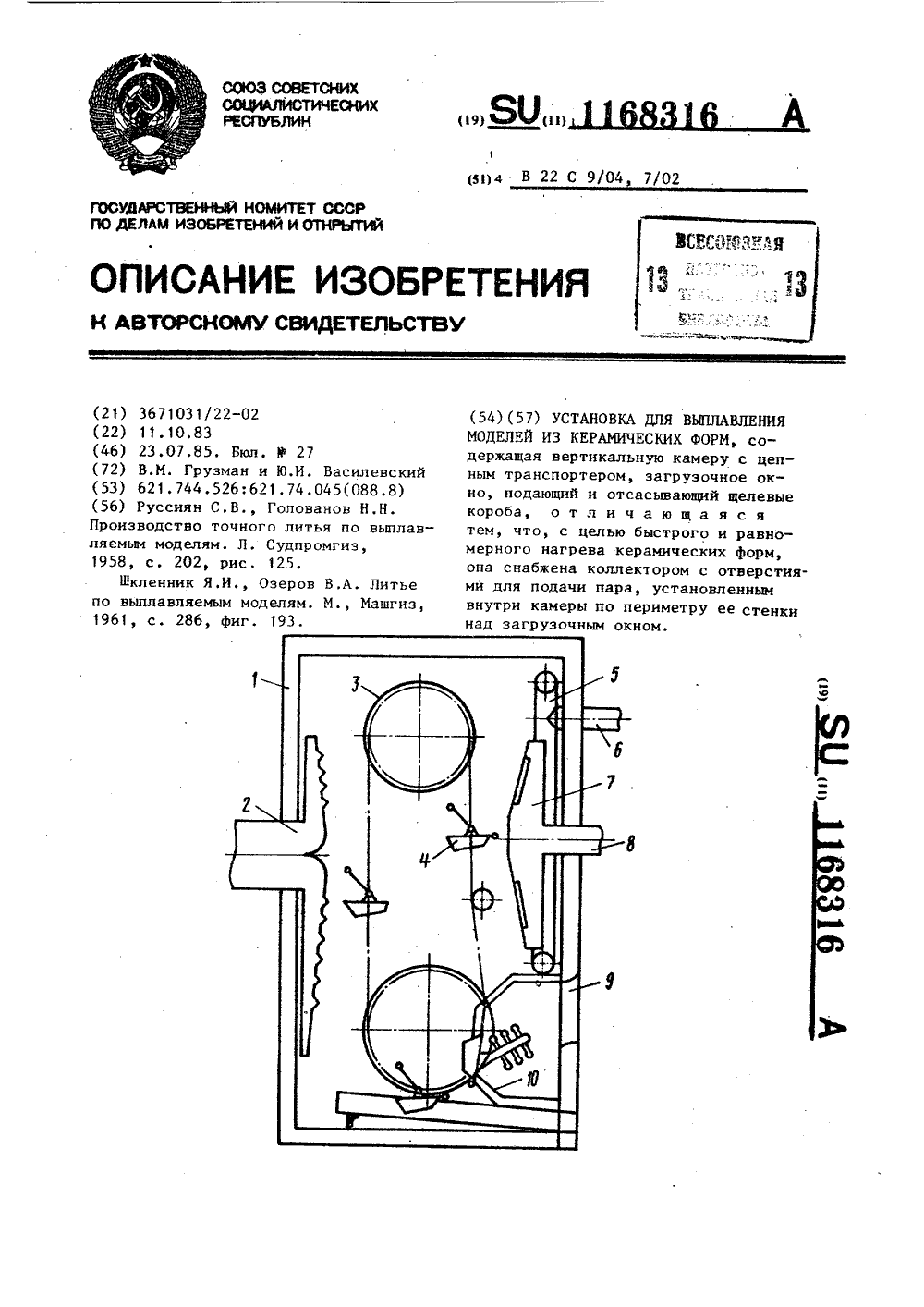
Установка для выплавления моделей из керамических форм
Номер патента: 1168316
Опубликовано: 23.07.1985
Авторы: Василевский, Грузман
МПК: B22C 7/02, B22C 9/04
Метки: выплавления, керамических, моделей, форм
...4 соштырямн для крепления блоков. Попериметру передней стенки выполненколлектор 5 пара с отверстиями,соединенный трубой 6 с паропроводом. 20Воздух и нар отсасываются через щелевой короб 7 н частично выбрасываютсяв атмосферу через патрубок 8. Камера снабжена загрузочным окном 9,Блоки укрепляются на штыри через 25загрузочное окно 9, через негоизвлекаются формы после вытопкимодельного состава. Жидкий модель. ный состав вытекает в корытца подвесок, имеющих рычаг. При подходе З 0подвески к загрузочному окну рычагупирается в копир 10 и наклоняеткорытце.Установка работает следующимобразом,3 камеру 1 установки, через щелевой короб 2 подается горячий воздух, нагретый до 150-180 СОдновременно через коллектор 5 пара сотверстиями подается...
Устройство для запрессовки модельной массы

Номер патента: 1171183
Опубликовано: 07.08.1985
Автор: Кошляков
МПК: B22C 7/02
Метки: запрессовки, массы, модельной
...к литейному производству, в частности к оборудованию для изготовления выплавляемых моделей для точного литья в керамические Формы.Целью изобретения является упрощение конструкции и повышение долговечности.На чертеже представлено предлагаемое устройство.Устройство содержит обогреваемую емкость 1, корпус 2 и подпружиненный шток 3 с выполненным внутри него осевым каналом 4 для подвода модельной массы. Верхний конец 5 штока 3 выведен в емкость 1 с подогретой модельной массой. Шток 3 выполнен из высокотеплопроводного материала, например бериллиевой бронзы, и поджат пружиной .6 к внутренней поверхности 7 корпуса 2, В верхней части штока 3 выполнены радиальные каналы 8, перекрытые хвостовиком 9 корпуса 2, На верхнем конце 5 штока 3 выполнена...
Пресс-форма для изготовления выплавляемых моделей с поднутрением

Номер патента: 1171184
Опубликовано: 07.08.1985
Авторы: Беккер, Вольнов, Кузнецов, Тяпкин
МПК: B22C 7/02, B22D 17/22
Метки: выплавляемых, моделей, поднутрением, пресс-форма
...двухступенчатым с выступающим наконечником, на котором расположен эластичный сердечник 7, оформляющий внутреннюю полость модели 8, Сердечники 7 в нормальном состоянии выполнены бочкообразной формы и изготовляются из эластичного материала, Неподвижная полуформа содержит несущую плиту 9 с закрепленными на ней втулкой выталкивателя 10 и стержнем 11, снабженного ограничительными буртами, а также матрицу 12. Внутреннее отверстие стержня 11 сопряжено с диаметром меньшей ступенистержня 5, а количество их устанавливается по числу гнезд в пресс-форме, На плите 4 установлена центрирующая втулка 13 с отверстием для запрессовки модельной массы в полость формы, Приспособление, регулирующее усилиесжатия эластичного сердечника 7, установлено в...
Способ изготовления выплавляемой модели рабочего колеса турбоагрегата и пресс-форма для его осуществления

Номер патента: 1180148
Опубликовано: 23.09.1985
Авторы: Азарков, Артемов, Данилов, Никитина, Солоухин
МПК: B22C 7/02
Метки: выплавляемой, колеса, модели, пресс-форма, рабочего, турбоагрегата
...рабочего колеса с лопатками, перекрывающими друг друга, путем изготовления частей 1 О модели рабочего колеса с лопатками в одной пресс-форме и с последующим скреплением частей в единую,модель.На фиг. 1 и 2 показано колесо, об щий вид;. на фиг 3-7 - конструкция пресс-формы; на Фиг. 8-10 - отдельные части модели колеса перед сборкой единой модели.В качестве примера приводится 20 технология изготовления выплавляемой модели рабочего колеса турбоагрегата, имеющего девять перекрывающих одна другую лопаток. Сложный аэродинамический профиль лопаток не позволяет 25 извлечь нераэъемные вкладыши, оформляющие перо лопаток, ни в осевом, ни в радиальном направлениях. В данном случае частей модели должно быть три, так как количество частей ЗО...
Пресс-форма для изготовления выплавляемых моделей

Номер патента: 1183282
Опубликовано: 07.10.1985
Авторы: Водолазова, Киселев, Ковалькова, Фефилов
МПК: B22C 7/02, B22D 17/22
Метки: выплавляемых, моделей, пресс-форма
...полуформы 2, а плита 7 выталкивания, удерживаемая ступенчатыми рычагами 10, продолжает оставаться подвижной и толкатели 8 удерживают модель в полости неподвижной полуформы 2Продолжая движение подвижная полуформа 5 опорными элементами 11 отводит ступенчатые рычаги 10 в стороны до их фиксированного положения фиксирующими элементами 12, после чего ступенчатые рычаги 10 выходят из паза. Подается команда на привод запрессовочного агрегата и приводится в движение плита 3 толкателей с контртолкателями 4, которые выталкивают выплавляемую модель из плоскости полуформы 2.Цикл повторяется.Конструкция пресс-формы обеспечи-, вает надежную работу, что увеличивает съем выплавляемых моделей с прессФормы на 20 Х. Ожидаемый экономический эффект - 595 руб...
Способ получения в литейной форме по газифицируемым моделям отливок

Номер патента: 1186360
Опубликовано: 23.10.1985
Авторы: Бураков, Василенко, Нетес, Никитенко, Сагура, Серебро
МПК: B22C 7/02, B22C 9/04
Метки: газифицируемым, литейной, моделям, отливок, форме
...заключаетсяв том, что металл в процессе литьяпо газифицируемым моделям подаетсяв форму порциями, причем первуюпорцию сливают из полости формы вспециальную бобышку, а вторую заливают для получения отливок,Массу жидкого металла, идущую напервую порцию (М о ), определяют из1следующих соображейий: количествотепла, отбираемого у металла на нагрев и оплавление модели массой Млл ,составляет мод ( ( + т (1 де Ям,- теплота плавления модели;См- удельная теплоемкость модели;Ьтм - интервал температуры нагрева модели до ее оплавленияЯ мо берется у заливаемой порции жидкого металла, имеющей искомую ассу Г 1 ео , причем необходимо обесечить условие, чтобы после оплавлеия модели температура порции жидкоо металла была достаточной для ее...
Модель для вакуумно-пленочной формовки

Номер патента: 1189565
Опубликовано: 07.11.1985
Авторы: Ищук, Князев, Московка, Навроцкий, Чайкин, Шинский
МПК: B22C 7/02
Метки: вакуумно-пленочной, модель, формовки
...заглушки 5. Наполнителем являются гранулыпенополистирола, поэтому оставшиеся после удаления наполнителя гранулы пенополистирола газиФицируют впроцессе заливки металлом, значительно уменьшая брак по засорам и неметаллическим включениям, Таким образам, путем использования при Формовке модели, заполняемой грануламигазифицируемого материала, достигается повышение качества отливок.Предельные значения гранул пенополистирола выбраны из условий па 55лучения качественной модели и ее оптимальной массы. Нецелесообразно использовать пенополистирол Фракциименее 0,4 мм иэ-за высокой объемноймассы получаемой модели. В случае.применения пенополистирола Фракцииболее 2,5 мм получают низкое качество поверхности отливки, так как гранулы не...
Композиция для изготовления водорастворимых стержней и моделей

Номер патента: 1194566
Опубликовано: 30.11.1985
Авторы: Аксенов, Крейз, Миллер, Мордвинов, Свиридов, Танкелевич
МПК: B22C 1/02, B22C 7/02
Метки: водорастворимых, композиция, моделей, стержней
...на основе этилсилоката, которую используют для получения отливок иэ углеродистых и малолегнрованных сталей по общепринятой технологии.П р н м е р 2. Водорастворимуюкомпозицию с полиэтиленгликолем566 25 з 1194Полиэтиленоксид (ВфС 42-811-79приготовленную согласно технологиипримера 1, используют для изготовления водорастворимых моделей с толщиной стенок 1,5 ми . Запрессовку моделей производят на прессах при50 С под давлением 1,2-1,5 Н/м .Запрессованные модели охлаждаютдо 30 С и извлекают из пресс-форм.Полученные модели собирают в блоки и наносят на них керамическоепокрытие на основе этилсиликата пообщепринятой технологии. Блоки сготовым керамическим покрытием помещают в ванну с водой при 20 С 15и выдерживают их до полного раствоэрения...
Выплавляющая жидкость для удаления воскообразных модельных составов

Номер патента: 1194575
Опубликовано: 30.11.1985
Автор: Шубников
МПК: B22C 7/02, B22D 29/00
Метки: воскообразных, выплавляющая, жидкость, модельных, составов, удаления
...с кис лой реакцией рН 2-4, подогревается до температуры 96-98 С и затем в нее погружают блоки, подлежащие выплавке. С целью поддержания постоянного качества, выплавляющая жидкость постоянно перекачивается насосом через установку для активации воды. Так, при использовании "плюсовой" активированной постоянным током воды с рН 2,8 содержание воды в возврате модельного состава составляет 0,4-0,53 при допустимом содержании воды в модельном составе 1,5 Х.До использования выплавки модельного состава в "активированной воде" содержание воды в возврате ко 194575 3леблется от 2 до 67. Поэтому длядоведения содержания воды до допустимьм пределов приходится дополнительно отстаивать модельный состави выпаривать из него воду.Выплавленный модельный...
Композиция для изготовления выплавляемых моделей

Номер патента: 1196101
Опубликовано: 07.12.1985
МПК: B22C 7/02
Метки: выплавляемых, композиция, моделей
...Для повышения пластичности модельной композиции (снижения температуры каплепадения, 2 б температуры и давления при запрессовке ее в пресс-форму) в композицию дополнительно вводят .антистаритель - продукт переработки нефти, представляющий собой пастообразное вещество 25 коричневого цвета и состоящий из смеси масла минерального, парафина и рафикатов, взятых в соотношении (1,0-1,3):(2,5-3,0):(6,5-5,7) соответственно.30 Для своевременного обнаружения возможных дефектов моделей в композицию может быть введен краситель в количестве 0,1-0,15 мас.% от массы композиции (сверх 100%).35Расплав композиции образуется сплавлением всех составляющих ингре 01 2диентов при 100-120 С в специальных емкостях или непосредственно в пневматической...
Пресс-форма для изготовления моделей

Номер патента: 1196102
Опубликовано: 07.12.1985
Авторы: Агафонов, Беккер, Кузнецов, Тяпкин
МПК: B22C 7/02, B22D 17/22, B29C 5/00 ...
Метки: моделей, пресс-форма
...подпружиненныхстержня 8 и 9, установленных сооснов подвижной полуформе 2 по противоположным сторонам клапана 5 с возможностью поочередного взаимодействияс торцами. При этомвнешние торцыстержней 8 и 9 выполнены в виде клиньев 10 и 11 для взаимодействия с клиновыми упорами 12 и 13, расположенными на двух противоположных сторонахнеподвижной полуформы 1.Устройство работает следующим образом,Устанавливают и закрепляют прессформу на автомате, а затем смыкаютполуформы 1 и 2. При смыкании полуформ взаимодействие клиньев 11 и 13отводит стержень 9; сжимаяпружину14 на заданный .ход,и, давая возможность пружине 15, нагруженной клиновой парой 10 и 12, отжать клапан 5на тот же ход и тем самым перекрытьлитниковый канал (фиг. 1).При подводе...
Раствор для удаления модельного материала из многослойных оболочковых форм

Номер патента: 1201055
Опубликовано: 30.12.1985
Авторы: Перевозкин, Ривина, Синюшин
МПК: B22C 7/02, B22D 29/00
Метки: многослойных, модельного, оболочковых, раствор, удаления, форм
...98-100 С для окончательного раст-. ворения борной кислоты и подготовки раствора к эксплуатации. Аналогич ным образом готовят 5 вариантов предлагаемого раствора.Опробование растворов по изобретению для выплавления модельного состава из оболочковых форм осущест , вляют в сравнении с известньж. Готовят раствор с борной кислотой по изобретению.и с фосфорной кислотой марки ч, при этом раствор с фосфорной кислотой плотностью=1,47 г/см. 0 Раствор фосфорной кислоты подогревают до 100-102 С.В горячих растворах выплавляют образцы оболочки для механических испытаний, а также. оболочковые формы для заливки их металлом.Оболочковые формы и образцы 4-слойные комбинированные: 3 слоя с этилсиликатным связующим, 1 - на жидкостекольном...
Растворитель для моделей из пенополистирола

Номер патента: 1202687
Опубликовано: 07.01.1986
Авторы: Зиньковский, Иванюк, Колесников, Комаров, Крамный, Кренделева, Лобода
МПК: B22C 7/02
Метки: моделей, пенополистирола, растворитель
...наб,Заказ 8352/10-нс д, 4/5 лиал ППП "Патент, г,ужгород, ул.Проектная,11202 бИзобретение относится к литейному производству, а именно к получению точного литья с применением разовых моделей из пенополистирола,и может найти применение при голучении сложных фасонных отливок,Целью изобретения является ускорение процесса растворения моделейпри сниженном расходе. тетралина.Предлагаемый растворитель содержит тетралин и этилцеллозольв вУ.количествах соответственно; мас.740"-45 и 55-60.Тетралин - бесцветная жидкостьс запахом нафталина, температура 1 скипения 206-207 С. Этилцеллозсльвбесцветная жидкость со слабым за.пахом, плотность при 20 С 0 93 г/смФ Ътемпература кипения 134,8 С,В бинарных (двухкомпонентных)смесях растворителей...
Способ получения литой пресс-формы

Номер патента: 1202688
Опубликовано: 07.01.1986
МПК: B22C 7/02, B22D 17/22
Метки: литой, пресс-формы
...пресс-формы заключают в обойму 8 на некотором расстоянии одна от другой так, чта между поверхностями совмешения абра" зуется зазор, Величину зазора выбирают исходя из прочности применяемой керамической массы. Затем по металлическим эталонам половин пресс-формы предварительно получают совместно с подмодельной плитой керамический стержень путем запрессовки керами- ческой массы через отверстие в абай" ме (не показана), Наружная поверх" ность 9 и 10 керамического стержня идентична внутренним рабочим поверх" настям половин пресс-формы, Под".модельная керамическая плита 11, на которой отпечатались стыкующие элементы и поверхности 12 и 13 сав мещения половин пресс-формы, приобретает конфигурацию, идентичную плоскости разъема. Одновременное...
Состав для получения эластичной формы

Номер патента: 1204321
Опубликовано: 15.01.1986
Авторы: Исупов, Лобанов, Степанов, Футорян
МПК: B22C 7/02
Метки: состав, формы, эластичной
...1:4в качестве материала эластичной формы испо получении моделей на о1204321 Составитель Г,ЕлистратоваРедактор М.Горват Техред Т.Тулик Корректор А.0 бРУчаР Заказ 8460/10 Тираж 746 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д, 4/5филиал ППП Патент", г,Ужгород, ул. Проектная, 4 Изобретение относится к гальванотехнике, в частности для изготовления форм, служащих для отливки разрушаемых моделей из смеси воска и парафина на предприятиях, производство которых включает в технологические процессы методы гальванопластики,Целью изобретения является упрощение процесса изготовления формы для отливки моделей сложной конфигурации, например из воска или его композиций.При...
Способ изготовления выплавляемых моделей со сложными внутренними полостями

Номер патента: 1204322
Опубликовано: 15.01.1986
Авторы: Виноградов, Глушков, Краюшкин
МПК: B22C 7/02
Метки: внутренними, выплавляемых, моделей, полостями, сложными
...скорости протяжки, Для болеетугоплавкой модельной массы требу.ются более жесткие режимы по температуре и скорости протяжки. Отклонения от указанных в таблице режимовприводят к браку моделей либо понепроплавлению, либо по облою, возникающему вследствие перегерва массы в плоскости стыка. сокращения объема ручных операции по отделке моделей в зоне стыка.На Фиг.1 показана стыковка эле О . ментов модели перед соединением; на фиг.2 - соединение элементов модели в монолитную модель; на Фиг.3- узел 1 на фиг.2.Способ осуществляют следующим 15образом.Элементы модели 1 и 2 устанавливаются в полуформы 3 и 4, сдвигаются до совмещения плоскостей стыка 5, используя фиксаторы 6, как нап равляющие. При этом между полуформами 3 и 4 оставляют...
Способ сборки моделей в блоки

Номер патента: 1205984
Опубликовано: 23.01.1986
Автор: Гурник
МПК: B22C 7/02, B25B 11/00
...по делам изобретений и открытий 113035, Москва, 0-35, Раушская наб., д. 4/5Филиал ППП "Патент", г.ужгород, ул.Проектная,4 Изобретение относится к литейному производству, в частности к сборке пенополистироловых моделей в блоки для точного литья по газифи цируемым моделям в вакуумируемых 5 формах.Цель изобретения - упрощение сборки и повышение производительности.На чертеже изображена схема, поясняющая предлагаемый способ. ЮСпособ осуществляют следующим образом.Стояк 1 через штуцер 2 подключают к вакуумному насосу и после создания в полости разрежения при кладывают пенополистироловые модели 3 к окнам 4, выполненным в стенке полого стояка 1.В результате разрежения в полости стояка модели, закрепляются на стоя ке, образуя блок. Для...