B22C 7/02 — разовые модели
Способ изготовления промоделей

Номер патента: 1210951
Опубликовано: 15.02.1986
Авторы: Бобряков, Исламов, Лемешко, Моляренко
МПК: B22C 7/02
Метки: промоделей
...обечайку, в которую заливают расплав моцельной массы на основе парафина стеарина на 20-30 мм выше модели, выдерживают 5-10 с и сливают. На модели отливки остается равномерный слоймодельной массы, который выдерживаютдо застывания 8-10 мин. Затем вновь 55 заливают расплав модельной массы, ноуже с температурой 47-49 С т,е. нао4-6 С вьппе точки ее плавления, и спивают через 5-10 с.1210951 Толщина слоя модельной массы в зависимостиот материала модели отливок, мм Перегревмодельной Времяконтактирования мо Примечания массы надточкой Алюминий Эпоксидная смолаДерево плавления,дели срасплавом, с 3 запределы 0,6-0,9 0,8-1,2 Натеки после 0,4-0,6 0,5-0,7 0,6-0,8 0,7-1,0 0,5-0,7 0,6-0,8 0,8-1,0 0,9-1,2 слива модельной массы 1,1 - 1,4...
Способ получения литья по газифицируемой модели

Номер патента: 1210952
Опубликовано: 15.02.1986
Автор: Лукьянов
МПК: B22C 7/02
Метки: газифицируемой, литья, модели
...ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д.4/5Филиал ППП "Патент", г,ужгород, ул.Проектная, 4 Изобретение относится к литейномупроизводству, в частности к литьюпо газифицируемым моделям.Цель изобретения - предотвращениедефектов на поверхности литья, снижение его себестоимости,На чертеже приведена литейнаяформа с газифицируемой моделью.Газифицируемая модель 1, котораяимеет газоотводный канал 2 и литниковую систему 3, устанавливают вконтейнер 4 и засыпают песком. Высота модели 200 мм, длина 200 мм,средняя толщина стенки 22 мм. Модель предварительно покрывают краской: маршалит прокаленный 68 мас.7,37-ный раствор поливинилбутираля вспирте в количестве 32 мас.7Газостводный...
Раствор для выплавления моделей

Номер патента: 1214312
Опубликовано: 28.02.1986
Авторы: Конопелько, Конотопов, Кулагина, Черкасова
МПК: B22C 7/02
Метки: выплавления, моделей, раствор
...растворе на 20-257, выше чем в известных растворах,а пары над ванной выплавления нейтральны. 5 10 15 20 25 30 35 40 50 55 Слабокислая среда раствора пропиленкарбоната и его взаимодействиес ионами натрия в жидкастекольнамсвязующем способствуют его плавномуатверждению с повышением прочностии трещиноустойчивости,Определяют продолжительность отверждения оболочек с жидкастекол ным связующим в 107,-ном водном растворе прапиленкарбоната с температурой 90 С погружением образцов на0,5; 1; 5; 10 и 16 мин, Прочностьвсех образцов находится в пределах4,5-5,1 МПа. Таким образом, оболочки с жидкостекальным связующим врастворе пропиленкарбоната атверждаются до 30 с и продолжительностьвыплавления определяется расплавлением модельного...
Раствор для выплавления легкоплавких моделей из многослойных оболочковых форм

Номер патента: 1215837
Опубликовано: 07.03.1986
Авторы: Бочаров, Иванов, Троян, Фролов, Чулкова, Яковлева
МПК: B22C 7/02, B22D 29/00
Метки: выплавления, легкоплавких, многослойных, моделей, оболочковых, раствор, форм
...сравнению с раствором контактПетрова. Содержание соли сернокислыхэфиров жирных спиртов Со С щ 8 В растворе определяют по эффективностиразделения модельной массы от воды,Разделение осуществляют по следующей методике. В стакан наливают 300 мл воды или соответствующего раствора и нагревают до кипения, загружают 50 г модельной массы (состав Р) и тщательно стеклянной палочкой перемешивают до получения однородной массы. Полученную массу охлаждают до 20+2 С и отстаивают в течение 4 ч, а затем проводят разделение модельного состава и воды, По общеизвестной методике определяют содержание воды в модельном составе.Результаты испытаний приведены в табл. 2 в сравнении с известным и с выплавлением в воде,Применение состава выплавляющего водного...
Способ изготовления выплавляемых моделей

Номер патента: 1215838
Опубликовано: 07.03.1986
Авторы: Василевский, Заславский, Обухова, Соболь
МПК: B22C 7/02
Метки: выплавляемых, моделей
...СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ(7:1) Украинская ордена Трудового Красного Знамени сельскохозяйственная академия(56) Патент франции У 2515543, кл. В 22 С 7/00, 1983.Авторское свидетельство СССР 9 92838, кл, В 22 С 7/02, 1950. (54)(57) СПОСОБ ИЗГОТОВЛЕНИИ ВЬБЛАВ ЛЯЕЩИ МОДЕЛЕЙ, включающий укрепление реперных знаков на модельной,80121583 оснастке, заливку ее модельнымсоставом, его отверждение и удаление излишков модельного состава допоявления поверхностей, реперныхзнаков, о т л и ч а ю щ и й с ятем, что, с целью повышения точностизготовления, снижения трудоемкостии брака моделей, реперные знакина модельной оснастке закрепляютв виде плоских шаблонов с помощьютрех направляющих стержней, приэтом после отверждения модельногосостава...
Пресс-форма для литья по выплавляемым моделям

Номер патента: 1215839
Опубликовано: 07.03.1986
Авторы: Анашкин, Кудрявцев, Лаюров
МПК: B22C 7/02
Метки: выплавляемым, литья, моделям, пресс-форма
...1 подпружинена пружинами 8 относи. тельно матрицы 3 и оснащена выступами 9 замкового механизма, центрирующей втулкой 10, а неподвижная матрица 2 снабжена втулкой 11 и имеет пазы 12 с перемещающимися по ним левой и правой боковыми полуматрицами 13 и 14, снабженными жесткими рамками 15, взаимодействующими с выступами 9 матрицы 1, и ползунами 16 с направляющими пластинами. Прессформа содержит также опорную плиту 17, выталкивающую плиту 18 с толкателями 19 и колонки 20.Пресс-Форма работает следующим образом.Исходное положение - форма закрыта (фиг. 1-3). Подвижная дополнительная матрица 3, несущая литниковую втулку 4, ограничители 5 и наклонные клинья 6, сжимает пружины 8 и опирается в матрицу 1, ограничители 5 задвигают боковые полуматрицы...
Способ формовки газифицируемых моделей

Номер патента: 1217556
Опубликовано: 15.03.1986
Авторы: Жалимбетов, Кравец, Лукьянов
МПК: B22C 7/02, B22C 9/04
Метки: газифицируемых, моделей, формовки
...в частности к технологии формовки газифицируемых моделей.Цель изобретения - улучшение заполнения опорным наполнителем поднутрений газифицируемой модели и качественное уплотнение наполнителя в процессе формовки,На фиг. 1 приведен пример формовки модели рабочего колеса центробеж- О ного насоса; на фиг, 2 - разрез А-А на фиг, 1.В контейнер 1, имеющий возможность поворота в вертикальной плоскости на цапфах 2 (фиг. 2), устанавливают 15 пенополистироловую модель рабочего колеса насоса 3 и литниковой системой 4 засыпают формовочным песком 5 (марки 2 КОЗ 15 А) с содержанием глинистой составляющей до 27. Затем 20 производят предварительное виброуплотнение песка в течение 30 с, после чего досыпают песок в контейнер и герметиэируют его, например...
Пресс-форма для изготовления выплавляемых моделей

Номер патента: 1217557
Опубликовано: 15.03.1986
Автор: Демин
МПК: B22C 7/02, B22D 15/00
Метки: выплавляемых, моделей, пресс-форма
...и жидкой подвижной среды теплоносителя в реэьбовое отверстие 12 в плите-подушке 3 ввннчен патрубок 13, зафиксированный на плите-подушке 3 с помощью контргайки 14. Трубка 15 выполняет Функцию штифта-штыря при соединении контурной рамки 2, плиты-подушки 3 и находящейся между ниии обечайки 1, а также используется при соединении между собой двух половин пресс"Формы. При этом в осевое отверстие трубки 15 входит соответствующий штырь второй половины пресс-формы, Дпя предотвращения утечки теплоносителя из полости пресс-формы, образованной обратной стороной обечайки 1 и плитой-подушкой 3, в последней выполнена по ее периметру канавка 16, в которую вложена прокладка 17. Для подвода жидкого теплоносителя в плиту-подушку 3 ввинчен патрубок 18....
Пресс-форма для изготовления выплавляемых моделей

Номер патента: 1217909
Опубликовано: 15.03.1986
Авторы: Горюнов, Зинченко, Щелкунов
МПК: B22C 7/02, B22D 17/22
Метки: выплавляемых, моделей, пресс-форма
...полуформе размещены стержни 14, трубчатый выталкиватель 15, контртолкатели 16.Подпружиненная плита 7 толкателей подвижной полуформы установлена с заданным ходом Б.Пресс-форма работает следующим образом.После заполнения пресс-формы модельным составом. начинается разъем пресс-йормы, при этом раэновысотные толкатели 9 под действием пружин 13 обеспечивают удержание отформованных моделей в неподвижной полу- форме 3 и извлечение ее из формообразующей полости подвижной полуформы 2 на величину 5 . В начале съема модели с выступающих поверхностей подвижной полуформы 2 предотвращается создание вакуума в глубокихполостях эа счет соединения этих полостей с атмосферой через вентиляционные лыски 1 О, выполненные на боковых поверхностях...
Состав для изготовления водорастворимых стержней и моделей

Номер патента: 1227308
Опубликовано: 30.04.1986
Авторы: Аксенов, Крейз, Мордвинов, Пепенко, Свиридов, Танкелевич
МПК: B22C 1/00, B22C 7/02
Метки: водорастворимых, моделей, состав, стержней
...(расплавления, прессования, затвердевания состава), что и позволяет извлекать их иэ пресс-форм без поломок,Стержни и модели, полученные из предлагаемого состава имеют хорошую 1 1227308Изобретение относится к литейному производству, а именно к композициям, применяемым для изготовленияводорастворимых стержней и моделей,в том числе крупногабаритных сложныхи тонкостенных.Цель изобретения - повышение качества стержней и моделей за счетснижения брака по растрескиваниюпри извлечении их из пресс-форм. 1 ОСущность изобретения заключаетсяв следующем.Основой состава является полиэтиленгликоль. Кроме того, состав содержит карбонат натрия (водорастворимая соль) и мелкодисперсную борнуюкислоту, которые являются наполнителями в полимерной матрице...
Устройство для извлечения стержней из многоместных пресс форм

Номер патента: 1227314
Опубликовано: 30.04.1986
Авторы: Водолазова, Зебзеев, Киселев, Фефилов
МПК: B22C 7/02, B22D 17/22
Метки: извлечения, многоместных, пресс, стержней, форм
...основанием до штырей, закрепленныхна перемещаемой плите, расположенныхв фигурных пазах кулис, с - ход перемещения плиты,- 1/2 хода стержней, выраженная в угловых величинах,Ф. - угол отклонения фигурного пазана участке выталкивания модели изнеподвижной полуформы, 1 - ход стержня, Ь - расстояние между шарнирнымисоединениями кулисы,Определение параметровс 2+(а+а )к=- -- - - -,2(а+а ) фгде а,Ь,1,Ь - выбираются конструктив- ЗОно;Е 8"= - ; СС= - -;3 а2 Ь Ь+саа )/(мсаа ааа(23-А)са = ЬГЬ+с) +асо а (2)-ф -Ь Механизм (фиг. 1) состоит из перемещаемой плиты 1, расположенной 40 в пространстве между основанием 2 и плитой толкателей 3 пресс-формы. Перемещаемая плита снабжена пазами 4, в которых размещены кулисы 5 с фигурными пазами 6, контактирующими...
Способ изготовления замороженных моделей

Номер патента: 1227315
Опубликовано: 30.04.1986
Авторы: Гречаников, Гречаникова
МПК: B22C 7/02
Метки: замороженных, моделей
...относится к литейному производству и может быть использовано для изготовления замороженных моделей при производстве отливок в разовых формах, 5Цель изобретения - снижение массы моделей и энергозатрат на их изготовление.Способ осуществляют следующим образом. 1 ОВнутреннюю поверхность и разъемы пресс-формы покрывают тонким разделительным слоем на органической или жировой Основе и производят.ее сборку, Затем открытую преос-форму заполняют снегом при +1 Суплотняют его до 0,3 г/см до заполнения всей внутренней полости, закрывают прессо форму и эамораживают модель при -4 С. После замораживания модели разбирают 2 О пресс-форму, извлекают модель и используют ее при изготовлении форм по выплавляемым моделям или разовых песчаных форм....
Способ получения газифицируемых моделей

Номер патента: 1234038
Опубликовано: 30.05.1986
Авторы: Жалимбетов, Кравец, Лукьянов
МПК: B22C 7/02
Метки: газифицируемых, моделей
...литья путем ти модели, в обьеме аполнения подвспененают разрежение.1, отличающиися тем, ают по истечении 70 - ния гранул пенополиотличающиися тем мают равным 0,05 -1234038 Составитель В. Фоменко Техред И. Верес Корректор Т. Колб Тираж 757 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул, Проектная, 4Редактор А. ОгарЗаказ 2681/11 Изобретение относится к литейному производству, в частности к технологии получения газифицируемых моделей.Цель изобретения - повышение качества литья путем уменьшения плотности модели.Пример. Изготовляют газифицируемую модель рабочего колеса насоса ф 300 мм. Процесс предусматривает заполнение...
Подвеска для керамических блоков форм и отливок по выплавляемым моделям

Номер патента: 1242289
Опубликовано: 07.07.1986
Авторы: Нагорный, Савкин, Фомин, Шубников
МПК: B22C 7/02, F27D 5/00
Метки: блоков, выплавляемым, керамических, моделям, отливок, подвеска, форм
...г. Ужгород, ул.Проектная роиэводс Изобретение относится к литейному производству, а именно .к агрегатам обжига, заливки и охлаждения залитых блоков при производстве литья по выплавляемым моделям.Цель изобретения - повышение производительности конвейера и улучшениеусловий эксплуатации.На фиг. 1 изображена подвесКа,общий вид; на фиг. 2 - то же, видсбоку с залитым блоком; на фиг. 3 -вид А на фиг. 1.Подвеска для керамических блоковформ и отливок литья по выплавляемыммоделям состоит нз несущей,1 и рабочей 2 частей кронштейна, основания 3,на котором установлены керамическиеблоки 4, зафиксированные колпачком 5,укрепленным на обечайке 6, или залитый блок 7, установленный наклонночашей к кронштейну,Подвеска работает следующим...
Устройство для изготовления стержней

Номер патента: 1245403
Опубликовано: 23.07.1986
Авторы: Истомина, Соколов, Танасийчук
МПК: B22C 13/12, B22C 7/02
Метки: стержней
...с рычагами 9 тягами 10. На рабочей поверхности основания установлены упоры 11 и 12.Основание имеет гнезда 13 для установки каркаса стержня.Устройство работает следующимобразом.В исходном положении стержневойящик раскрыт, В гнезда 13, имеющиесяв основакии, устанавливается каркасстержня (не показан). Затем подается воздух в поршневой цилиндр 4,шток 5 начинает вьдвигаться, приводя в движение (ка смыкание) одну изполовин ящика (независимо какую).Упор 12, воздействуя на рычаг 9, зафиксирует половину ящика в рабочемположении. При дальнейшем вьдвиженииштока 5 поршневого цилиндра 4 придет в движение другая половина стержкгвого ящика, Произойдет смь(канио,полови( стс.ржкевого ящика, С;тержкгВ 0 и Я Щ 1: К ":1 Я 110 Л и 5( ЮТ С МР С ЬЮП 0 Л ОС 1 и...
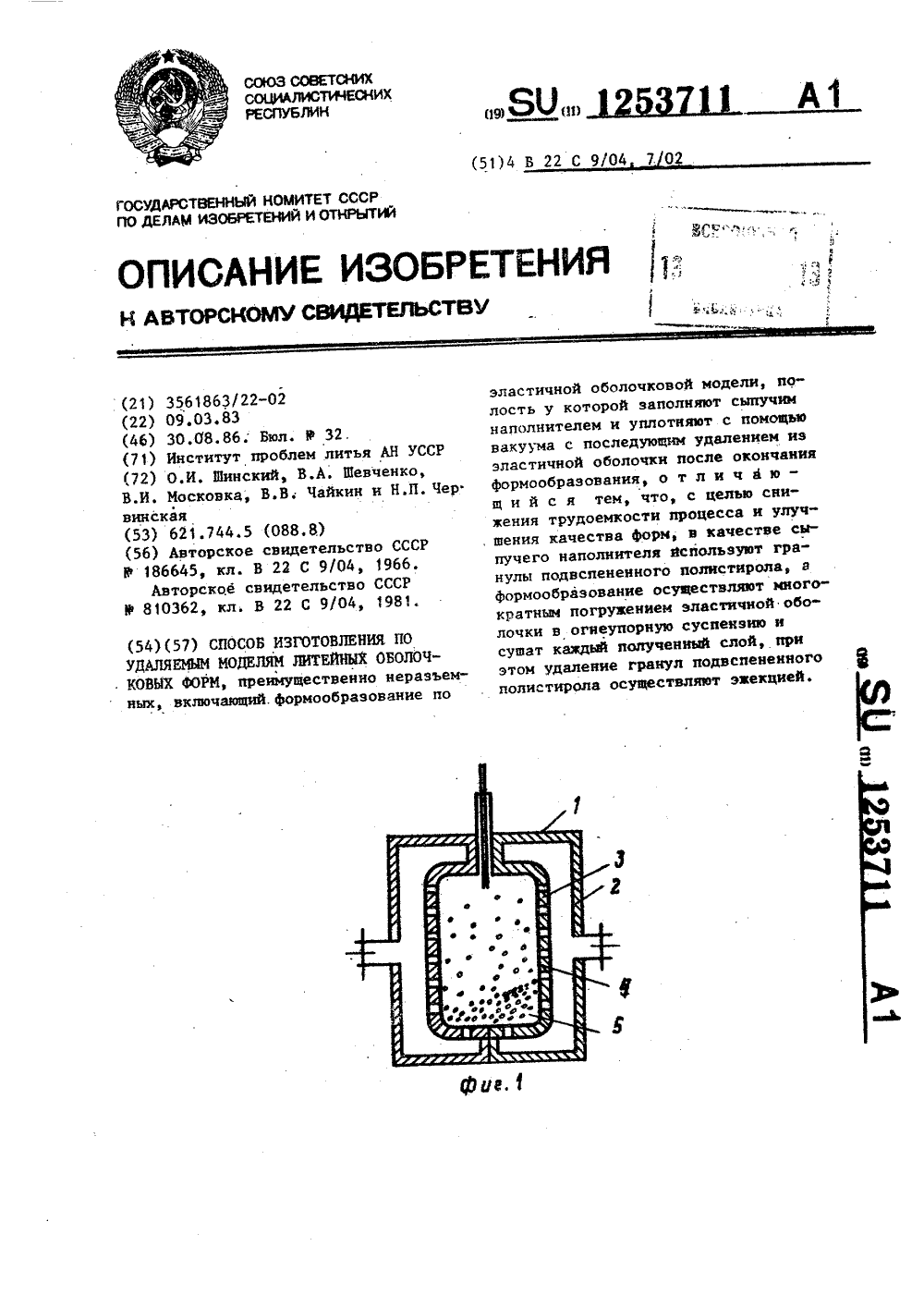
Способ изготовления по удаляемым моделям литейных оболочковых форм
Номер патента: 1253711
Опубликовано: 30.08.1986
Авторы: Московка, Чайкин, Червинская, Шевченко, Шинский
МПК: B22C 7/02, B22C 9/04
Метки: литейных, моделям, оболочковых, удаляемым, форм
...заданной прочности оболочки и производят удаление наполнителя из модели эжекцией. Для этого, разгерметизировав оболочку 8, извлекают струей воздуха из оболочки гранулы 5 подвспененного полистирола и транспортируют в бункер 9. После удаления гранул модели на форму наносят еще 2-3 слоя суспензии. Прокаливание готовой керамической оболочки производят при 850-950 С, после чего охлаждают ее с печью. Затем керамическую форму устанавливают в опоку 11 и заполняют ее, например, кварцевым песком 12.Благодаря нанесению огнеупорной суспенэии на эластичную оболочку модели с последующим удалением наполнителя устраняются деформации и растрескивание керамической оболочковой формы, что позволяет снизить брак литья на 3-57.Н р и м е р. Для...
Композиция для изготовления модельной оснастки

Номер патента: 1255276
Опубликовано: 07.09.1986
Авторы: Гаврилов, Обломская, Павлова
МПК: B22C 7/02, C04B 11/024
Метки: композиция, модельной, оснастки
...повышение точ ности модельной оснастки путем уменьшения объемного расширения композиции.При приготовлении, модельной композиции сначала готовят водный раствор щелочной добавки, в качестве которой используют гидроокись калия затем в этот раствор вводят гипсовое вяжущее и всю композицию тщательно перемешивают в течение 30 с, после чего она готова для изготовления оснастки. Соотношение водного раствора щелочной добавки к гипсовому вяжущему составляет 30:70 мас.7, а соотношение воды и гидроокиси калия составляет 20 97,5-98,0:2,5-2,0 мас,7.При таком содержании гидроокиси калия объемное расширение композиции составляет 0,0 14-0,0177., что в 10 раз меньше, чем при таком же содержании гидроокиси кальция в модельной композиции.Составы...
Устройство для выплавления модельных масс из литейных форм

Номер патента: 1256848
Опубликовано: 15.09.1986
МПК: B22C 7/02
Метки: выплавления, литейных, масс, модельных, форм
...одновременно с разогревом форм снаружи подчашу формы 13 подается через вентиль 8, коллектор 8 и патрубки 9холодный воздух иэ магистрали. В 482этот период система рециркуляциигорячего воздуха не работает.По мере подплавления модельноймассы от наружного обогрева формыв контактной зоне модель-форма образуется зазор, компенсирующий объемное расширение модельной массы принагревании. После образования зазора (через 3-5 мин ат начала процесса выплавки) перекрывают вентилем 18подачу холодного воздуха и включаютсистему циркуляции горячего воздуха.Воздух, всасываемый иэ атмосферычерез патрубок, нагнетателем 7 черезтеплообменник 5 подается в коллектор 8 через воэдухораспределительнуюмуфту 11, а затем - в патрубки 9. Вэтот период происходит нагрев...
Способ изготовления рабочих поверхностей пресс-форм для лопастей колес гидромашин

Номер патента: 1256849
Опубликовано: 15.09.1986
Авторы: Камышанский, Лейтес
МПК: B22C 7/02
Метки: гидромашин, колес, лопастей, поверхностей, пресс-форм, рабочих
...диаметр отверстий, т,е, в пределах 0,3-0,4 мм..Это позвопяет при натяжении струнысместить ее во внутрь и таким образом совместить ликии их наружных краев с осями соответствующих отверстий.Для возможности разъема прессформы на две полуформы используют тонкостенные прокладки, например иэ бумаги или фольги, а между струн лицевой и тыльной стОрон лопасти вводят кроме того перегородку, например, из листовой резины или картона для гипсовых пресс-форм.Объем, ограниченный обечайками 1 и 2, диском 3 и двумя пластинами 4, заполняют самотвердеющим материалом, который после затвердевания должен обладать незначительной усадкой, достаточной прочностью и легкой обрабатываемостью, В качестве такого материала используют, например, гипс,пластмассу,...
Пресс-форма для изготовления выплавляемых моделей

Номер патента: 1258587
Опубликовано: 23.09.1986
Авторы: Борисов, Сытников, Таратынов
МПК: B22C 7/02, B22D 17/22
Метки: выплавляемых, моделей, пресс-форма
...штифт 8, на котором крепится тяга 9, пропущенная через отверстия в плитах 1 и 2. Между шляпкой тяги и плитой 2 установлена пружина 10 сжатия, длина которой в свободном состоянии меньше выступающей из плиты 2 части тяги 9. С втулкой 6 и крышкой 4 соединены концы винтовой пружины 11 кручения. Напротив эапрессовочной втулки 6 располагается шприц 12, служащий для запрессовки модельного состава. В варианте исполнения (Фиг. 3) пресс-Форма дополнительно снабжена штоком 13, выступающим за ее габариты, Для устранения возможных значительных отклонений шток 13 пропущен через отверстие в планке 14, привинченной к крышке 4. Устройство работает следующим образом. с одной стороны с запрессовочнойвтулкой, а с другой стороны подпружинена и имеет...
Пресс-форма для изготовления легкоплавких моделей с поднутрениями

Номер патента: 1258588
Опубликовано: 23.09.1986
Авторы: Ермаков, Ерошкин, Кисель, Конченко, Снисаренко, Тодоров, Фокин, Шелейко
МПК: B22C 7/02, B22D 17/22
Метки: легкоплавких, моделей, поднутрениями, пресс-форма
...4 с возможностью перемещения в осевом направлении находится поршень 9, имеющий шток 10. На стержне 3 закреплена герметичная эластичная оболочка 11, имеющая трубчатую Форму с утолщениями на торцах для возможности герметичного закрепления ее. В стержне 3 имеются каналы для подвода рабочей жидкости в полость эластичной оболочки, соединенные каналом в крышке 2 с полостью гидроцилиндра 4. Для возвращения поршня 9 в исходное положение служит пружина 12, Для регулирования хода поршня 9 служит регулируемый по длине цилиндрический упор 13, находящийся в подвижной полуформе 6. Для предовтращения утечек рабочей жидкости в необходимых местах установлены уплотнения. В многогнездовой пресс-Форме гидроцилиндры размещаются по площади основания между...
Модельный блок для отливки тонкостенных кольцевых заготовок

Номер патента: 1258589
Опубликовано: 23.09.1986
МПК: B22C 7/02
Метки: блок, заготовок, кольцевых, модельный, отливки, тонкостенных
...остова в специальнойпресс-форме модельной массой. Формосохраняющий каркас контролируют наплоскостность с помощью базовых поверхностей Р которые выполняют ввиде бабышек с отверстиями 8 дляфиксации в них хвостовиков вставок3. Стыки модели колец 1 с вставками3 пропаивают модельной массой. В крепежное устройство 5 устанавливаюттранспортировочный стержень 9, на который надевают втулку 10 из модельноймассы, образующую часть стояка мо 35дельного блока. На верхние фланцыколец модели диффузора 1 припаиваютмодели прибылей 11 и 12 для внешнегои внутреннего колец 1. В каждую при 40быль 11 и 12 запрессовывают газопроницаемый стержень 13, имеющий кольцевую проточку и пропитанный модельноймассой, Прибыли внешнего кольца дляболее плавного его...
Устройство для сборки выплавляемых моделей в блок

Номер патента: 1258590
Опубликовано: 23.09.1986
Авторы: Галяев, Каюрин, Легких, Перминов
МПК: B22C 7/02
Метки: блок, выплавляемых, моделей, сборки
...помощи клея, Поток пара нагревает до температуры вьппе температуры плавления модельного состава 40 на 20-30 7 поверхность стояка 1 напротив стыков, модельных звеньев 8, размягчающихся под действием теплового потока. После некоторой выдержки, например 15-25 с, модельные звенья 8 и колпачок 11 сжимаются поджимающим устройством 10, в результате чего усилие поджатия передается через разогретые стыки и неразогретые втулки модельных звеньев 8. Образуется герметичный беэзазорный шов беэ изме- кения геометрии и оплавления модельных звеньев 8, беэ раздуться втулок модельных звеньев 8, без перекоса модельных звеньев 8. Одновременно со снятием усилия поджимающего устройства 10 отключается подача пара, и в полость 5 стояка 1 через трубку 4 подается...
Способ изготовления модельной оснастки для литья рабочих лопаточных колес турбомашин

Номер патента: 1281335
Опубликовано: 07.01.1987
Авторы: Азбель, Антонов, Зубрилин, Поляковский, Цукеров
МПК: B22C 7/02
Метки: колес, литья, лопаточных, модельной, оснастки, рабочих, турбомашин
...смещаютодин относительно другого путем поворота вокруг центральной оси колеса 1, в результате чего формируюттрехмерную ступенчатую поверхность11, ступенчатая направляющая 10 которой приближается к профилю 3 ло -патки 4 колеса 1 в цилиндрическомсечении. Ступенчатая направляющая1 О характеризуется двумя величинами:шугом ЛЬ, различным для каждого пластинчатого сектора 6, и шагом Ь. в осевом направлении, Чем меньше толщинапластинчатого элемента б, тем точнееступенчатая направляющая 10 приближается к профилю 3 лопатки 4.При смещении пластинчатых секторов 6 Формируются сразу две трехмерные поверхности 14, которые достаточно точно повторяют обе говерхности лопатки 4 рабочего колеса 1.После того, как пакетысекторов сформированы, пластинчатые...
Пресс-форма для изготовления выплавляемых моделей

Номер патента: 1281336
Опубликовано: 07.01.1987
Авторы: Плотникова, Суровенко
МПК: B22C 7/02, B22D 17/22
Метки: выплавляемых, моделей, пресс-форма
...плиты18 крепления неподвижной полуформы(при закрытой пресс-форме) и не менеерасстояния от прижимной плиты 6 докрая отверстия 17 при полностью раскрытой пресс-Форме.Тяга 10 выполнена с возможностьюповорота вокруг шарнира 14 и расфиксирования после выталкивания моделииз подвижной полуформы, Для этогоход выталкивателей в подвижной. полуформе А должен быть больше толщины матрицы (длины втулки 15, в которой размещен шарнир), Это обеспечивает возможность шарнирной тяге откло- .няться при выходе шарнира из втулки15 и расфиксировать тягу,В неподвижной полуформе расположена плита 19 выталкивателей с толкателями 20.Пресс-форма работает следующимобразом.При раскрытии пресс-формы подвижная полуформа двигается в направлении от модели, при этом...
Модель фильтра литейной формы для получения отливок по выплавляемым моделям

Номер патента: 1284676
Опубликовано: 23.01.1987
Авторы: Иванов, Стефанюк, Фролов
МПК: B22C 7/02, B22C 9/08
Метки: выплавляемым, литейной, модель, моделям, отливок, фильтра, формы
...стояками.Площадь сечения заливочного стояка диаметром 20 мм равна 314 мм. Суммарная площадь сечения ребер последних от заливочного стояка рядов больше площади сечения заливочного стояка в 1,15 - 1,60 раза в зависимости от количества рядов, щелей и вязкости расплава. Для случая с тремя рядами фильтров и магнитного сплава этот коэффициент принимаем равным 1,4. Тогда площадь сечения одного ряда ребер равна 220 ммгПлощадь сечения ребер второго от заливочного стояка ряда должна быть больше площади сечения ребер последнего ряда в 1,2 - 1,8 раза, а площадь сечения ребер первого от заливочного стояка ряда в зависимости от марки и чистоты расплава. Для случая технологии выплавки магнитного сплава в открытых индукционных печах этот...
Выплавляющий раствор

Номер патента: 1284679
Опубликовано: 23.01.1987
Авторы: Вакуленко, Евстифеев, Полинец, Синюшин
МПК: B22C 7/02, B22C 9/04
Метки: выплавляющий, раствор
...цвета плоскостью ды = 1,27 - 1,29 г/см, с водойсмешивается неограниченно.Кубовые остатки образуются в результате регенерации растворов моноэтаноламина (МЭА) после абсорбции двуокиси углерода из топочных газов, а также в результате окисления МЭА кислородом топочныхгазов с образованием осмоленных продуктов, Формула изобретения Выплавляюший раствор преимущественно для удаления модельного состава из оболочковых форм, изготовленнь;х с жчдкостекольным связующим, включаюш. й воду и отвердитель жидкого стекла, отличающийся тем, что, с целью повышения прочности форм, в качестве отвердителя жидкого стекла раствор содержит кубовый остаток регенерации моноэтаноламина при следующем соотношении компонентов, мас.Я:Кубовый остаток регенерации...
Пресс-форма для изготовления выплавляемых моделей

Номер патента: 1292904
Опубликовано: 28.02.1987
МПК: B22C 7/02, B22D 17/22
Метки: выплавляемых, моделей, пресс-форма
...пластине 22,Плита 15 выталкивателей установлена на съемных направляющих штырях 27,закрепленных в неподвижной плите 12при помощи фиксаторов 28, при этомплита 15 выталкивателей имеет воэможность перемещения по направляющим штырям 27.Перенастройка пресс-формы осуществляется следующим образом.После изготовления, например, напайных выплавляемых моделей, удаляемьм из пресс-формы при помощи выталкивателей 23 и 24, производится ослабление прижима зажимных планок 20. Зажимные планки 20 отводятся в стороны, выводя из контакта клиновые поверхности 21 зажима со скосами, выполненными на. торцах плиты 15 выталкивателей и прижимной пластины 22, освобождая последнюю от закрепления на плите 15 выталкивателей. Далее освобождаются от закрепления в обоймах...
Клей для монтажа моделей точного литья

Номер патента: 1296567
Опубликовано: 15.03.1987
Авторы: Гюнтер, Йоханн, Ульрих
МПК: B22C 7/02, C09J 3/26
Метки: клей, литья, моделей, монтажа, точного
...для точного литья,Известен способ монтажа моделей влитейную форму или литниковую систему вручную отдельным монтажом моделей из воска или вспомогательнымимонтажными средствами сплавлениемконтактных поверхностей с помощьюнагретых инструментов, подрастворением контактнь 1 х поверхностей с помо"щью разбавителей с последующим прессованием (патент ГДР У 123437,кл. В 22 С 7/02, опублик, 1976),Известный способ трудоемок,Известны также клеи на основе ка"нифоли.Известен клей, -включающий воск,канифоль и наполнитель - Р -эвкриптит (авторское свидетельство СССРУ 470523, кл. С 09 3 3/26, 1974).Клей применяют при повьппенных темпе"ратурах, время склеивания - значительное,При использовании, клея, работаю" Экщего только при высоких температу-...
Установка для изготовления карбамидных стержней

Номер патента: 1301557
Опубликовано: 07.04.1987
Авторы: Лукьянов, Мордвинов, Смирнов, Федоров, Черепенькин
МПК: B22C 7/02, B22C 9/10, B22D 18/06 ...
Метки: карбамидных, стержней
...может приготовляться и расплавляться вне установки в специально предназначенных для этого емкостях, После приготовления расплав карбамида переливается в обогре-, 40 ваемую емкость 39.В этом случае в обогреваемой емкости 39 электронагревательные элементы 48 поддерживают расплав карбамида в жидком состоянии при заданной температуре.В другом варианте в обогреваемой емкости 39 возможно осуществить первоначальное расплавление сухих исходных порошковых или гранулирован ных материалов карбамидной смеси, а затем поддерживать заданную температуру с помощью, системы управления технологическим процессом.В начале цикла работы обогреваемая емкость 39 с расплавом 40 карбамида, установленная под разъемной литейной формой 3 на подъемной плите 41 с...