B21B 1/38 — для прокатки листов ограниченной длины, например гофрированных листов или листов, накладываемых друг на друга
Способ прокатки толстых листов в клети кварто

Номер патента: 1186295
Опубликовано: 23.10.1985
Авторы: Абакумов, Будаква, Несмачный, Пупов, Роспасиенко, Сигалев, Симонов
МПК: B21B 1/38
Метки: кварто, клети, листов, прокатки, толстых
...которых к стре ле выпуклости: профиля равно 0,3- 0,5, приводит к тому, что в зоне контакта по всей длине бочки между рабочими и опорными валками межконтактные усилия распределяются равномер но, в результате чего уменьшается скорость износа валков, что и позволяет вести прокатку листов с ми. - нимальной поперечной раэнотолщинностью в течение всей кампании работы 50 валков. При этом при соотношении стрелы вогнутости профиля рабочего валка к стреле выпуклости профиля опорного валка менее 0,3 снижается "устойчивость процесса прокатки: уве личивается серповидность раскатов, эабуртовка раскатов и, соответственно, простои стана и расход металла. При соотношении более 0,5 увеличивается поперечная разнотолщинность и, соответственно, расход...
Способ производства проката из малоуглеродистой стали

Номер патента: 1199315
Опубликовано: 23.12.1985
Авторы: Булатников, Гребеник, Климашин, Пименов, Поживанов, Синельников, Шаповалов
МПК: B21B 1/38
Метки: малоуглеродистой, производства, проката, стали
...того, небольшая объемная доля включений приводит к уменьшению числа центров рекристаллизации, что способствует формированию при отжиге крупнозернистой и разнозернистой структуры. Такое же влия. ние на структуру готового металла оказыва. ет уменьшение обжатий при холодной прокат. ке, Поэтому в металле с низким содержа. .иием кислорода, азота и серы прокатанном с малыми суммарными.обжатиями, при от. жиге формируется грубозернистая неоднород. ная структура, которая также ухудшает механические свойства готовой стали. При глу. бокой штамповке такой стали образуется дефект "апельсиновая корка", а иногда и разрывы,Таким образом, существует ограниченный интервал деформации при холодной прокат. ке, величина которого определяется объем...
Способ горячей прокатки толстолистовой стали

Номер патента: 1205945
Опубликовано: 23.01.1986
МПК: B21B 1/38
Метки: горячей, прокатки, стали, толстолистовой
...для достиения эААекта взламывания окалины).При толщине раската 40 чем абсоютное обжатие 0,2 мм соответствуеттносительному обжатию 0,5%. Остальые две чистовые клети, расположеные между первой и тремя последнимиистовыми клетями, в процессе проатки не используются.Достигаемые преимущества (повыение часовой производительноститана и др.) и обоснование оптимальости предлагаемого способа изложеы вМше.П р и м е р 2, Горячая прокаткаолосы толщиной 16 мм из низколеированной стали производится в сеиклетевой чистовой группе из подата толщиной 40 мм, выпускаемогоз последней черновой клети, причемолщина раската перед последнимиремя клетями составляет 27 мм. Осуествить прокатку в первой клети сбсолютным обжатием 13 мм не предтавляется...
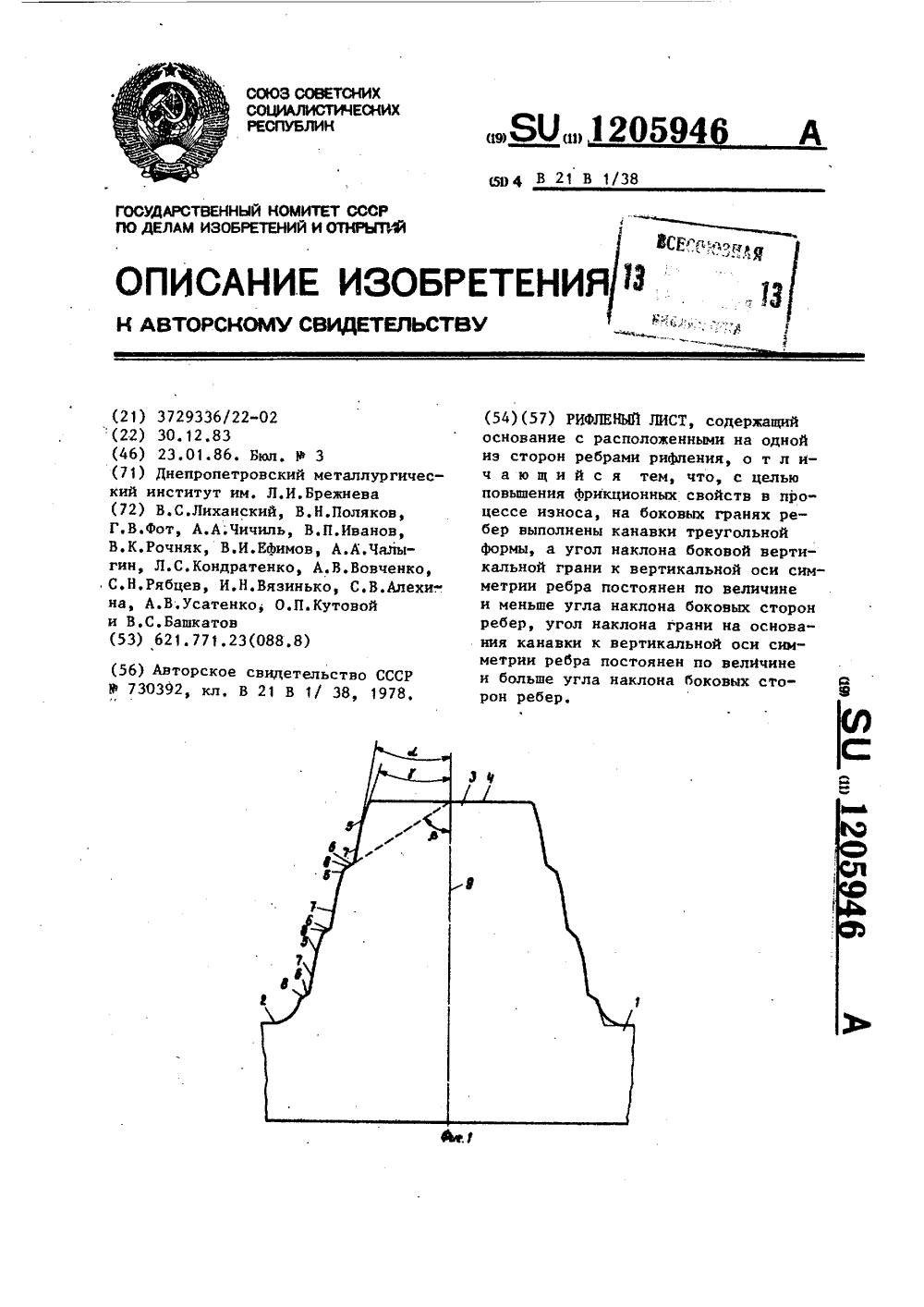
Рифленый лист
Номер патента: 1205946
Опубликовано: 23.01.1986
Авторы: Алехина, Башкатов, Вовченко, Вязинько, Ефимов, Иванов, Кондратенко, Кутовой, Лиханский, Поляков, Рочняк, Рябцев, Усатенко, Фот, Чалыгин, Чичиль
МПК: B21B 1/38
...4к основанию 1. По величине угол о(больше угланаклона боковой грани5 к вертикальной оси симметрии 9 30ребра 3.Угол наклона у основания 8 канавки 6 к вертикальной оси 9 симметрииребра 3 выполнен по величине вдоль.высоты ребра 3 от верхней грани 4к основанию 1. По величине угол фбольше углаонаклона боковой грани5 к вертикальной оси 9 симметрииребра 3.Угол наклона (. боковой вертикальнойграни 7 к вертикальной оси 9 симмет 40рии ребра 3 должен быть .более 5 иоменее 40 . Величина 5 характеризуется необходимостью наличия минимальной величины технологического уклонапри производстве прокаткой. Умень 45ошение угла С менее 5 может привестик окову валков прокатываемым металлом,должен быть более 45 и менее 90ОЭт.е. в пределах 50-90 . Величина50 "...
Способ прокатки листов

Номер патента: 1205947
Опубликовано: 23.01.1986
Авторы: Джанджгава, Клименко, Онищенко, Смирнов, Филиппов, Юрченко
МПК: B21B 1/38
...и аварийную остановку стана.В предлагаемом способе эффект улучшения Формы листа в плане достигается за счет стеснения веерообразного уширения на концах полосы.П р и м е р. Литые слябы из стали Зсп размерами НБр ф Ср 250 к 200 х 2400 мм прокатывают в валках диаметром 3 1000 мм. Скорость прокатки составляет Ч 0,2 м/с, обжатие ЬИ 40 мм, температура прокатки 1100 С, предел текучести металла при этой температуре 6 120 ИПа.Использование предлагаемого способа прокатки позволяет увеличить выход годного металла вследствиеЪполучения листов прямоугольной Формы, увеличения их длины и уменьшения боковой обрези. 50 При устранении разноширинности раската увеличивается выход годного. При прокатке предлагаемый способосуществляют припожением...
Способ прокатки толстых листов и полос в черновых клетях

Номер патента: 1205948
Опубликовано: 23.01.1986
Авторы: Коновалов, Руденко, Шевцов
МПК: B21B 1/38
Метки: клетях, листов, полос, прокатки, толстых, черновых
...максимально приближенной кпрямоугольной, дробность деформациипо ширине должна быть не более0,25 ширины, т.е. осуществлятьсяне более, чем за четыре прохода.Большая дробность деформации приводит к увеличению поперечного перемещения металла на концевых участках раската и, следовательно, искажению формы в плане и увеличениюобрези. Раздача ширины при этомувеличивается незначительно.С уменьшением дробности деформации более 0,33 ширины боковыеучастки уширяются в большей степеничем центральный. Это ведет к большейвытяжке центрального участка и образованию большого "языка" на концахраската. Предлагаемый способ прокатки может быть реализован на черновойклети с перемещающимися по бочкеверхнего валка буртами трапецеи 5 дального сечения, либо...
Зажимная плашка и способ ее прокатки

Номер патента: 1209327
Опубликовано: 07.02.1986
Авторы: Плохов, Пономарев, Шиленко
МПК: B21B 1/38, B21C 1/28
Метки: зажимная, плашка, прокатки
..., а меньшая полка имеет .оконфигурацию ласточкина хвоста соСпряженного под углом=80 с внутренней образующей полки, при этомугол при вершине зуба Ы составляет60Сопряжение ласточкина хвостаплашки с большей полкой под углом=80 позволяет обеспечить изготовление плашек методом прокатки в кс -сорасположенном калибре за один проход.Для исключения при волочениисрывов зубьев плашек с протягиваемых заготовок, а также предотвращения нарушения сплошности металлав месте захвата передних концовзаготовок уголопределен эксгериоментальным путем в диапазоне 90-92Из таблицы видно, что угол наклона рабочей поверхности зуба=9092 является оптимальным,При уменьшении угла наклона рабочей поверхности зуба уменьшаетсястойкость плашки, происходит разрушение...
Способ прокатки полосового металла в многоклетевом стане

Номер патента: 1215772
Опубликовано: 07.03.1986
Авторы: Белевитин, Исиров, Котелкин, Николаев, Песчанский, Полухин, Руднев, Семенко, Шуляк
МПК: B21B 1/38
Метки: металла, многоклетевом, полосового, прокатки, стане
...подкат, литойилн катаный сляб подают для обжатия к 26ряду последовательно расположенных клетей,Верхний н нижний валки четной пары вы.полнены с уменьшением шероховатости Рот середины бочки к краям, а валки нечетнойпары выполнены с возрастанием шерохова 25тостй хот середййы бочкй к края в12 - 2,5 раза. Различие в величине шерохова.тости 3,з по дпине трения в очаге дефор.маций обеспечивает дополнительную вьггяжкутех участков по ширине прокатываемой ЗОполосы, где величина шероховатости 1,т вал.ков меньше; в четных проходах большую вытяжку получают периферийные, в нечетныхсрединные участки прокатываемой полосы.Это позволяет осуществлять многократное35преобразование и регулирование формыконцевых прокатных полос от выпуклой ивогнутой к...
Способ горячей прокатки листов

Номер патента: 1217505
Опубликовано: 15.03.1986
Авторы: Горелик, Дмитриев, Игнатьев, Казаков, Коновалов, Орнатский, Парамошин, Савранский
МПК: B21B 1/38
Метки: горячей, листов, прокатки
...или коробоватым) и для того, чтобы его можно было задать в машину горячей правки, необходимо сделать один-два прогладочных пропуска, что приводит к снижению производительности прокатного стана.Поэтому на первой стадии раскат обжимают с постоянным относительчивает полное использование силовых 25 возможностей прокатного стана.На второй стадии определяют температуру раската в пропуске, а последующую прокатку ведут с соотношениемотносительного обжатия от пропуска 30 к пропуску, пропорциональным вытяжке и температуре раската в последую-,щем проходе, что обеспечивает равенство вытяжек по ширине.Установлено, что необходимое дляобеспечения плоскостности листов снижение усилия прокатки обеспечиваетсясоблюдением соотношения относительных обжатий...
Способ прокатки листов

Номер патента: 1232305
Опубликовано: 23.05.1986
Авторы: Воропаев, Горелик, Клименко, Налча, Руднев
МПК: B21B 1/38
...рабочих валков.На чертеже показан процесс прокатки.На чертеже обозначены верхний рабочийвалок 1, нижний рабочий валок 2, поверхность 3 раската со стороны ведомого валка,поверхность 4 раската со стороны ведущеговалка, душирующая установка 5.Пример 1, Заготовку нагревают в печи до1150 С, прокатывают черновой клети за 1пропусков, после чего верхняя 3 и нижняя 4поверхности раската охлаждаются соответственно до 900 и 800 С с помощью душирующей установки 5 (температурный градиент 100 С). Затем раскат обжимается рабочими валками 1 и 2 в чистовой клети за7 пропусков таким образом, чтобы ведущийвалок контактировал с поверхностью раската, имеющей более низкую температуру. В табл. 1 приведены данные по изменению служебных свойств листов со стороны...
Способ изготовления толстых листов

Номер патента: 1232306
Опубликовано: 23.05.1986
Авторы: Клочко, Кочетков, Мифтахов, Носенко, Смирнов, Трахтенгерц, Щербаков
МПК: B21B 1/38
...стане при условии, что при начальных 25 - 45% абсолютного обжатия заготовку задают в стан таким образом, чтобы дефектная часть сляба (с неполностью удаленной донной утяжкой) находилась в передней части по ходу прокатки, длина торцовой обрези листового раската с полным удалением утяжки с донной стороны составляет соответственно 98,8;97,7; 99,0% от длины раската, сформированного соответственно из неотрезных 35, 30 и 25% дефектной части с донной утяжкой.В таблице приведены данные, обосновывающие необходимость при прокатке на реверсивном толстолистовом стане начальные 25 - 45% абсолютного обжатия производить таким образом, чтобы дефектная часть слябной заготовки с неполностью удаленной донной утяжкой находилась в ее передней...
Способ прокатки слябов

Номер патента: 1243851
Опубликовано: 15.07.1986
Авторы: Дылюк, Мазур, Майжолов, Ратниченко, Сосковец
МПК: B21B 1/38
...с чябов обеспечивает вследСТБИЕ ЭТОЕО УМЕЕИШЕНИЕ ДЛИЛ ТОРЦОВЫХБыстугтов и сокращение обрези металлапо срявеениео с прое(аткой слябов сог"- лтсЕес изезестноегу способу.Такиьт образом, применение предлагяемсга способа обеспечивает сокстаИзобретение относится к черной металлургии, а имени 0 к прокатке слитков и слябов в уегиверсапьных клетях прокатньгх станов.Цель изобретения" - сокраосение об - рези металла за счет выравнивания длин торцовых выступов по левой и правой кромкам на переднем и заднем концах.Прокатка согласно предлагаемому способу осуществляется следующим образом,щине металла идет на увели тение длины данного выступа. П р и м е р, Прокатывали слябы сечеееием 165 х 1070 мм из слитков раст - мерами Яб 5 12 О мм Гстяль 08...
Способ горячей прокатки толстых листов

Номер патента: 1250334
Опубликовано: 15.08.1986
Авторы: Бабицкий, Горобец, Коновалов, Парамошин, Савранский, Харченко, Чуманов, Шичков, Шмаков, Ябко
МПК: B21B 1/38
Метки: горячей, листов, прокатки, толстых
...вытяжку по высоте раската. Способ состоит в следующем.После разворота раската для прокатки с разбивкой ширины его транс портируют через средства подстуживания, например гидросбив, со скоростью Ч . По мере прохождения концевого участка и создания подстуженных зон скорость транспортирования увели чивают до Ч , а при подходе заданного концевого участка снижают до Ч . При этом длину подстуженных участков выбирают в диапазоне 1,2-2 длины очага деформации 1 й.Подстуживание производят по меньшей мере перед первым пропуском приразбивке ширины. Глубина зоны подстуживания зависит от условий охлажденияи скорости транспортирования. Расчетэтой величины производят известнымиметодами расчета режимов охлаждения.После окончания процесса разбивки ширины...
Рифленый лист

Номер патента: 1251984
Опубликовано: 23.08.1986
Авторы: Вязинько, Кондратенко, Лиханский, Поляков
МПК: B21B 1/38
...изобретения - снижение металлоемкости при сохранении несущей способности рифленого листа.На фиг. 1 представлен рифленый лист, вид сверху; на фиг. 2 - разрезы А-А и Б-Б на фиг, 1. 1 ОРифленый лист содержит основание 1 с рифлениями 2, причем основание выполнено в виде периодического профиля переменной толщины по ширине и длине, и состоит иэ равномерно чередую Шихся клиновидных участков с монотонно возрастающей и убываюШей клиновидностью, сопряженных между собой так, что основание имеет зеркальную симметрию в продольном и поперечном на О правлениях.Смежные участки представляют собой ячейки 3 с возрастающей и убываюШей клиновидностью и очерчены контуром окружности, радиус которой равен"о -7 К=5 е о где Ь - максимальная толщина осноо...
Способ прокатки листа в станах трио лаута

Номер патента: 1253682
Опубликовано: 30.08.1986
Авторы: Дригун, Коровяковский, Павлов, Тюленева, Фиркович
МПК: B21B 1/38
Метки: лаута, листа, прокатки, станах, трио
...ЛП 5 10 15 20 25 30 35 с твердостью 58-65 ед. и чугунные двухслойные валки с легированием хромом и никелем исполнения ЛПХНд с твердостью бочки 62-69 ед. по Шору. Видно, что интервал твердости 62- 65 ед. относится к валкам обоих исполнений. При наличии валков с одинаковой твердостью комплектуют крайние валки таким образом, чтобы в наиболее нагруженном положении работали двухслойные валки ЛПХНд, а в менее нагруженном положении - чугунные отбеленные ЛП, так как в результате высокой степени легирования отбеленного слоя валки ЛПХНд приобретают более износостойкую карбидобейнитную структуру с микроскопическими включениями граФита по сравнению с цементно-перлитной структурой отбеленных валков ЛП. Поскольку поверхность более твердого или...
Способ производства листов

Номер патента: 1255224
Опубликовано: 07.09.1986
Авторы: Баранов, Грищенко, Мехед, Пименов, Сосковец, Трайно
МПК: B21B 1/38
Метки: листов, производства
...с шероховатостью поверхности 1,2- 1,8 мкм К полностью прорабатывают и обновляют поверхностный слой полосы, закатывают мелкие риски, царапины, наследственную шероховатость после холодной прокатки. Увеличение обжатия и шероховатости поверхности валков в первом проходе до указанных величин приводит к росту контактного скольжения в очаге деформации, разрушению иудалению загрязнений поверхности полосы, Последующей дрессировкой во 25 втором проходе с обжатием 0,5-0,77в валках с шероховатостью поверхности0,01-0,03 мкм Кс, обеспечивается выглаживание микронеровностей поверхности (фиг.2). Для гальванизации такого З 0 листа требуется минимальный расходпокрытия толщиной НЭкспериментально установлено, чтопри обжатии в первом проходе более,чем...
Способ горячей прокатки листов и полос с подстуженной поверхностью

Номер патента: 1258522
Опубликовано: 23.09.1986
Авторы: Алюшин, Горелик, Зинин, Каракин, Коновалов, Меденков, Орнатский, Парамошин, Савранский, Тишков
МПК: B21B 1/38
Метки: горячей, листов, поверхностью, подстуженной, полос, прокатки
...проходе с целью приближения определяемой температуры к моменту начала прокатки в следующем пропуске.В результате обработки опытных данных, полученных при прокатке низколегированных и углеродистых марок сталей на толстолистовом стане, получают зависимости6 Ь С; - 535ВК(-),: - 1 ф (5)М,-1 д, 35 522 414,6 МН и,М,.= 1,3 МНм в момент прохождения заднего конца раската, Поскольку для первого прОпуска вели" чина параметра в= 0,481 в/качестве параметра нагружения при назначении обжатия во втором пропуске принимают момент прокатки.Определяют среднемассовую температуру раската во втором пропуске по формуле (1):г = а 1 ВК( )1 + 535 1120 СМТемпература поверхности раската, за-фиксированная оптическим пирометром,1082 С,Прокатку во втором пропуске...
Способ горячей прокатки полосового металла

Номер патента: 1260049
Опубликовано: 30.09.1986
Авторы: Белянский, Захаров, Каретный, Меденков, Остапенко, Полухин, Савченко, Хлопонин
МПК: B21B 1/38
Метки: горячей, металла, полосового, прокатки
...сляба(фиг.4 ) оценивают соотношение В/2;в,/г,Для вертикальных валков каждойклети, устанавливаемых по ходу прокатки относительно технологической .линии на противоположной печам стороне, анализируют целесообразность перехода от гладкой бочки этих валково= 45 - 90 ), руководствуясь приэтом необходимостью обеспечения устойчивости слябов при их редуцировании.Выбранные таким образом вертикальные валки (фиг.1) устанавливают,по меньшей мере, в двух - трех вертикальных клетях, по большей мере,во всех вертикальных клетях черно -вой группы. При этом, если технологией прокатки для чистовой деформации предусмотрено использование подкатов различной толщины для прокатки всего сортамента полос, выбранные таким образом вертикальные...
Способ получения стальной холоднокатаной ленты для гибких тяговых органов грузоподъемных машин

Номер патента: 1266581
Опубликовано: 30.10.1986
МПК: B21B 1/38
Метки: гибких, грузоподъемных, ленты, машин, органов, стальной, тяговых, холоднокатаной
...органов грузоподъемных машин толщиной 1,25 мм и шириной 50 мм. Степень деформации при прокатке 0,17. Для получения заданных размеров поперечного сечения при выбранной степени деформации берут 29 проволок 1 диаметром 1,5 мм и укладывают вплотную одна к другой в специальных направляющих, причем проволоки 1 соединяют одну с другой швами 2 на расстоянии шага 3. Одновременно во впадины между стальными проволоками укладывают латунную проволоку - швы 2 диаметром 0,4 мм и горелкой производят сварку, расплавляя латунь и жестко соединяя стальные проволоки между собой. Затем производят прокатку на двухвалковом стане до требуемых размеров поперечного сечения. После прокатки производят отпуск при 369 в 3 С для снятия остаточных напряжений в...
Рифленый лист

Номер патента: 1284618
Опубликовано: 23.01.1987
Авторы: Лиханский, Поляков, Рождественский, Чичиль
МПК: B21B 1/38
...8впадин 9 между рифлениями 2, при этомоснования 7 и 10 полостей 6 лежат в однойвертикальной плоскости.Боковые грани 11 рифлений 2 и боковые 20грани 12 полостей 6 параллельны друг относительно друга, а верхние основания 13параллельны нижней грани 3 и основаниям 10.При трении давящей поверхности нарифления они подвергаются износу, Износкаждого рифления за время эксплуатациипроисходит по плоскостям 1 в 1, Плоскость111 является конечной стадией износа ребрарифления в известных рифленых листах. Впредлагаемом рифленом листе полный износ ЗОпервичного рифления 2 приводит к образованию вторых рифлений 14, у которыхоснования 8 лежат в одной плоскости с основанием 7 полости 6. Основание 15 вторичного ребра рифления 14 лежит в однойплоскости с...
Рифленый лист

Номер патента: 1292852
Опубликовано: 28.02.1987
Авторы: Ворона, Деев, Костюченко, Лиханский, Поляков, Рождественский, Румковский, Рябцев, Синица, Чаплыгин
МПК: B21B 1/38
...угла Р более 90 усложняет технологию изготовления прокатных валков.Величина угла с= 5 характеризуется необходимостью наличия технологического уклона на изделиях, получаемых методом прокатки, а уменьше 25ние менее 5 может привести к окову валков,Граничное значение 40обусловле-,но необходимостью выполнения наклонной площадки, превышение этой величины не позволяет сФормировать наклон"О ную площадку,РиАленый лист работает следующимобразом.В нормальных условиях риАленыйлист (Фиг,1) под воздействием силыЗ 5 Р давящей поверхности изнашиваетсяот верхней грани 4 к сечению 111-111и далее к сечению 11-11 и П 1-111и т.д. Интенсивность увеличения площади продольного сечения риАленияот верхней грани 4 к основанию 1 впредлагаемом листе...
Способ прокатки листов

Номер патента: 1297957
Опубликовано: 23.03.1987
Авторы: Герцев, Гесслер, Данько, Хажилин
МПК: B21B 1/38
...поворота на 90 боковые кромки расоката шириной 1 цР (фиг, 1) прокатываются с переменным, уменьшающимся к центру раската, обжатием. Размер а должен быть равен длине концов раската с с/ , на которой выпуклость по ширине уменьшается до нуля. Исследованиями на толстолистовом стане установлено, что у раскатов с наиболее неблагоприятной формой в плане (т.е. имеющих сь с,) длина концов, на которых с уменьшается до нуля, с каждой стороны равна в среднем (01-015) всей длины раската, У раскатов с меньшими с меньше длина концов с переменной шириной. Поэтому для раскатов с с"ь м а=(01-015) 2 а длина рабочей части бочки 1 б определяет- ся иэ соотношения3 1297957 4 где (д /Ь)- максимальное при про- в определении 1 р в связи с отсутствикатке на...
Способ прокатки полосовых заготовок

Номер патента: 1304947
Опубликовано: 23.04.1987
Авторы: Колмогоров, Сянов
МПК: B21B 1/38
Метки: заготовок, полосовых, прокатки
...Слоя при Ка100 мкм составлят 400 мкм. Для того, чтобы обеспечить гидродинамический режим трения валка с прокатывае 130494735 мой заготовкой, скорость врашениявалка определяют из условия равновесия обьема смазки на входе в очаг де.формации при Ь, =3+ К )-400(Ч+ Ч,Ъ) 3 и,Тогда наименьшая скорость этоговалка устанавливается при минимальной толщине смазочного слоя для гидродинамического режима трения, а максимальная - при наибольшей толщинеслоя. При вращении другого валка со.скоростью, меньшей, чем минимальнаяскорость валка, на котором реализуется гидродинамический режим трения,на контактной поверхности другоговалка с заготовкой обеспечиваетсяграничный режим трения. Вращение валка с гидродинамическим режимом трения с большей скоростью...
Способ производства листового проката

Номер патента: 1311796
Опубликовано: 23.05.1987
Авторы: Леепа, Мазур, Романовский, Чмелев
МПК: B21B 1/38
Метки: листового, производства, проката
...прекратить (или значительно сократить) контакт кромок полосы и роликов рольганга. Это обеспечивается изгибом полосы вдоль продольной оси) на выходе из клетей черновой группы и транспортированием ее в таком виде.10 Перед обрезкой концов полосу возвращают в исходное положение.Угол изгиба полосы можно изменятьв пределах 1 О - 180. Уже при величине угла изгиба 5 - 7 кромки полос любой ширины практически перестают контактировать с роликами рольганга. При этом не обязательно изгибать полосу по дуге окружности; можно лишь отогнуть кромки или придать им вертикальное положение. В этом случае в ус;нвиях предлагаемого способа начинает действовать новый фактор.Изгибая полосу или отгибая кромки,уменьшают плошадь излучения полосы.Для ровной полосы...
Способ производства многослойных листов

Номер патента: 1315041
Опубликовано: 07.06.1987
Авторы: Беседин, Зиновьев, Коровин, Луценко, Мусикевич, Остапенко, Пупов, Хорошилов
МПК: B21B 1/38
Метки: листов, многослойных, производства
...способу.Прокатка пакетов с повышенными относительными обжатиями 10-12% в первых проходах приводит к снижению растягивающих напряжений в зоне сварноГо шва, к повышению его деформируемости и, в результате, к снижениювероятности его разрушения. Снижениевеличины обжатия после достижениясуммарного обжатия 50-56% производятс целью снижения деформации центральных слоев пакета и предотвращенияразрушения пакета, вызванного изгибом пластин пакета,Величины обжатий в проходах ивеличина суммарного обжатия обуслов 1 41 2лены распределением напряжений и деформаций по сечению пакета, прочностью валков, мощностью привода и производительностью стана.Прокатка пакетов на первом этапе с относительными обжатиями менее 10% приводит к увеличению...
Способ прокатки листов

Номер патента: 1324695
Опубликовано: 23.07.1987
Авторы: Богатырев, Дмитриев, Емченко, Закарлюка, Онищенко, Следнев
МПК: B21B 1/38
...между сторонами листа послепрокатки на вторую диагональ от вытяжки, угла поворота продольной осираската и от острого угла раскатаперед прокаткой на вторую диагональ,Для получения листа прямоугольнойФормы в плане, т.е, = 90, впроцессе прокатки на вторую диагональ должны соблюдаться такие значения /, с и , чтобы выполнялось уравнение (6),Как видно из уравнений (4) и (б),углы поворота продольной оси раската при прокатке на первую и вторуюдиагонали неодинаковы.Таким образом, прокатывая слябпрямоугольной формы на первую диагональ с соотношением у1 исогласно уравнению (4), а затем прокатывая раскат в форме параллелограмма на вторую диагональ с соотношениемс и р согласно уравнению (6)фи при этом у = 90, получают листпрямоугольной формы в...
Способ прокатки

Номер патента: 1328012
Опубликовано: 07.08.1987
Авторы: Абакумов, Герцев, Гесслер, Гольцев, Данько, Кошеленко, Миллер, Несмачный, Смирнов, Хорошилов
МПК: B21B 1/38
Метки: прокатки
...при прокаткена данном стане выпуклостьпо ширине раскатов, мм;20- выпуклость по ширине раската, прокатанного безпеременного обжатия сляба в вертикальных валках,ммр - коэффициент вытяжки пригразбивке ширины,величина переменного обжатия в вертикальных валках в этом случае равнанулю,З 0 При прокатке раскатов, у которыхс меньше минимальной, вогнутая профилировка вызывает образование вогнутости торцов при разбивке ширины, которая после второго поворота на 90 в35горизонтальной плоскости превращается в вогнутость по ширине раскатов(фиг. 3). Для компенсации этой вогнутости служит переменное обжатие концов слябов в клети с вертикальными40 вапками, Если разность между максимальным обжатием концов и минимальным обжатием середины...
Способ получения плоского проката

Номер патента: 1342541
Опубликовано: 07.10.1987
Авторы: Белокопытов, Бринза, Гриднев, Палеха, Полухин, Урусов, Фомин, Чернышев
МПК: B21B 1/38
...на процесс дефектообразования, При глубине рельефа большей, чем 0,05 от ширины заготовки его наличие значительно снижаетвыход годного металла за счет невозможности последующего выравниваниябоковой поверхности раската и необходимости удаления искаженных кромокпосле прокатки. Кроие того, в этомслучае резко повышается вероятностьобразования закатов, При расстояниимежду центрами соседних впадин меньше, чем 0,1 от разности высот заготовки и готового плоского проката,также возникает опасность образования закатов на боковых гранях раската, происходит резкое локальное подстуживание выступов рельефа и вследствие этого значительное исчерпание запаса пластичности этих локальныхобъемов При расстоянии большем чем03 от разности высот заготовки и...
Способ прокатки толстых листов

Номер патента: 1342542
Опубликовано: 07.10.1987
Авторы: Герцев, Гесслер, Данько, Кузьмин
МПК: B21B 1/38
Метки: листов, прокатки, толстых
...со стрелой С;.Из условия равенства относительныхдеформаций в центре раската и у кро мок получаютс"Ьй= 1 Ь(мекс С 1) йк где ДЬ - суммарное абсолютное обжате при разбивке ширины,30 мм;Ь - толщина кромок раската после разбивки ширины, мм,После преобразований находятс% = 2 (Смахс-С,) ,где ,и - коэффициент вытяжки приразбивке ширины.В остальных проходах разбивки ширины благодаря получению поперечнымсечением раската формы межвалкового40 зазора со стрелой См обжатие устанавливают одинаковым по ширине раската, а неравномерность вытяжек поширине обусловлена меньшей на 2(С с-С ) толщиной кромок по сравнению сцентром. Зта неравномерность вытяжеккомпенсируется 1 Ь в первом проходе.После разбивки ширины раскат поворачивают на 90 О в...
Способ получения стальных изделий с легированным защитным покрытием

Номер патента: 1344436
Опубликовано: 15.10.1987
Авторы: Баранов, Горбатенко, Надворный, Пашинский
МПК: B21B 1/38
Метки: защитным, легированным, покрытием, стальных
...нзя ТолНина днситного с.оя еньне В 1,:3 раза.Здтеч оболочку установили в форму, подогрели ло 750 С и за.1 или жилк ю исходную сталь 20:яготовки цри течцературс 6 ОС. Полученную заготовку с диффузионной связью ащитнго своя с материалом заготовки нагрели ло температуры прокатки 1220"С в течение 4,5 ч и црокзта,и на заготовку сецециеч 62;с 62 мч со сеценью ле 25При,рсля получения защитного покрытия толщиной 2,7 мч на прокате лиачетроч 25 мч с учетом коэффициента диффу.(ии изготовили оболочку с размером ншеречцого сечения 156;с,156 чм из жароцро,цо" с" д " дус" ецц,цоо кссс.д ти "д 30 20 Х 25 Н 2 ОС 2 с исхолной толщиной Ь=1),2 чм. форч 1(ии 84 О. Фактическая губинз слОЯ нри замере ца отобранных тел(1 летах В срелнеч сагаила 7,4 -7,6...