Способ прокатки толстых листов и полос в черновых клетях
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
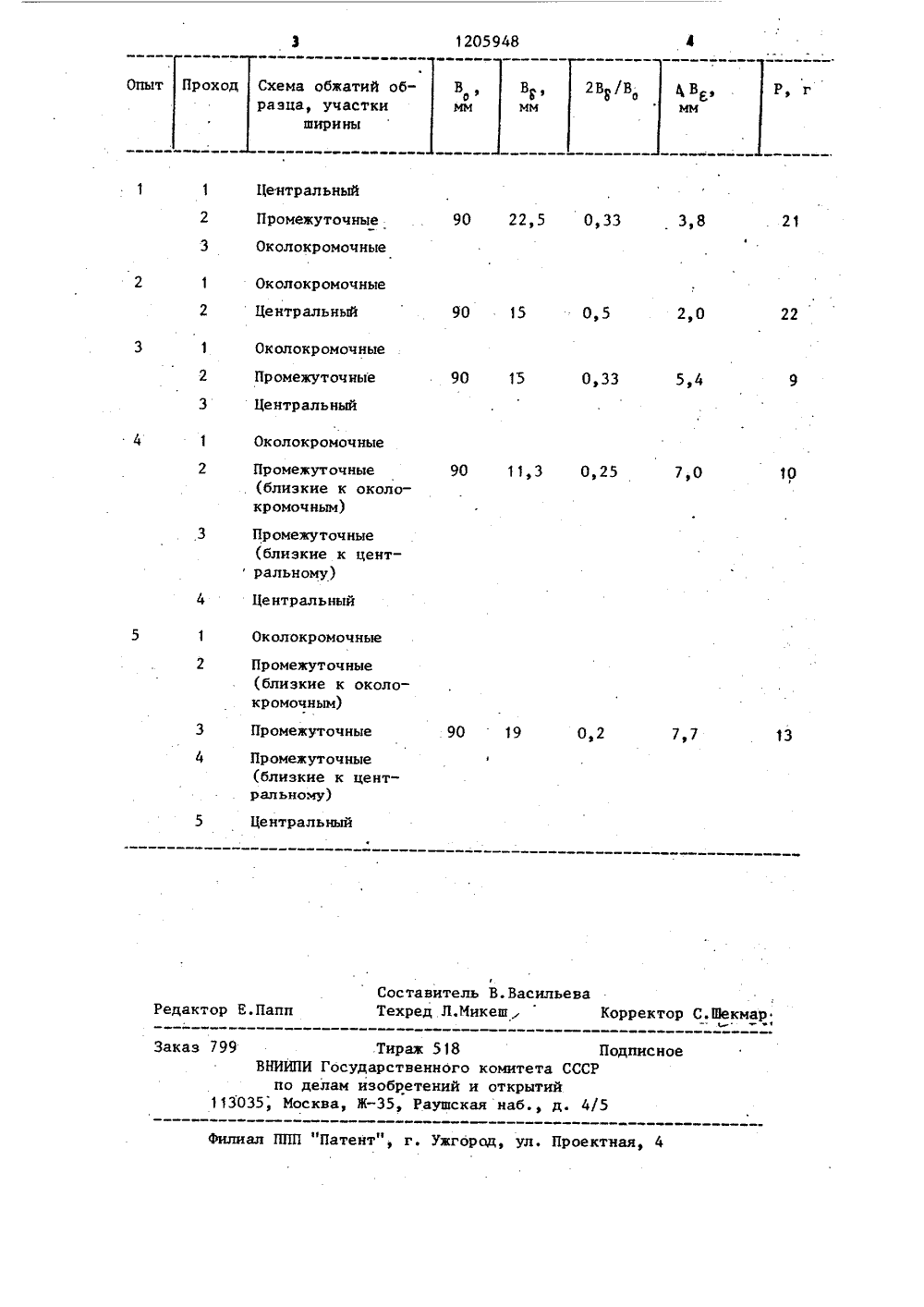
(54) (5 ЛИСТОВ включа по шир и цили дова- еталлурс о т.л целью улучш концо денко во ССС 1979. 3ст ие п ков к раска ны ли 1кл ГОСУДАРСТВЕННЬЮ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЦТИ ПИСАНИЕ ИЗОБРЕТ АВТОРСКОМУ СВИД(71) Донецкий научно-исслтельский институт черной мгии(56) Авторское свидетельсУ 831231, кл. В 21 В 1/38Заявка Японии к 55-88912 С 211, опублик. 19 7) СПОСОБ ПРОКАТКИ ТОЛСТЫХИ ПОЛОС В ЧЕРНОВЫХ КЛЕТЯХ,ющий постадийное обжатие слябине в профилированных верхнихндрических нижних валках,и ч а ю щ и й с я тем, что,уменьшения обрези за счетния формы переднего и заднегораската, постадийное обжаоизводят от периферийных учацентральному участку шириныа на величину 0,25-0,33 ширита,Изобретение относится к обработкеметаллов давлением и может бьггьиспользовано в черновых клетях толстолистовых и широкополосных станов,.Цель изобретения - уменьшениеобрези за счет улучшения формы переднего и заднего концов раската,Сущность способа состоит в том,что в первом проходе сляб обжимаютпо его краям. При этом имеют местовытяжка околокромочных:участков ширины сляба и их интенсивное уширение. Близлежащие к .зоне деформацииучастки ширины сляба несколько утоняются и вытягиваются.В следующих проходах обжимаютпромежуточные участки ширины сляба,которые наряду с вытяжкой такжеинтенсивно уширяются. При этом периферийные участки ширины незначительно утоняются и вытягиваются, апередний и задний концы сляба получают вогнутую ФормуВ последнем проходе при обжатиицентрального участка, несмотря науширение сляба, вследствие утяжкиранее обжатых участков ширины, общееуширение раската увеличивается незначительно. Вытяжка центральногоучастка сляба приводит к устранениювогнутости переднего и заднего концов полученного раската, форма которых становится близкой к прямоугольной,Из условия получения формы раската, максимально приближенной кпрямоугольной, дробность деформациипо ширине должна быть не более0,25 ширины, т.е. осуществлятьсяне более, чем за четыре прохода.Большая дробность деформации приводит к увеличению поперечного перемещения металла на концевых участках раската и, следовательно, искажению формы в плане и увеличениюобрези. Раздача ширины при этомувеличивается незначительно.С уменьшением дробности деформации более 0,33 ширины боковыеучастки уширяются в большей степеничем центральный. Это ведет к большейвытяжке центрального участка и образованию большого "языка" на концахраската. Предлагаемый способ прокатки может быть реализован на черновойклети с перемещающимися по бочкеверхнего валка буртами трапецеи 5 дального сечения, либо на нескольких черновых клетях с профилированными верхними и цилиндрическиминижними валками.П р и м е р. Производят сопостави 10 мую прокатку образцов сечением,1390 мм одинаковой начальной длины по четырем схемам локальныхвысотных обжатий участков ширины.В каждом проходе абсолютное обжа 15 тие составляет 4 мм.Результаты опытных прокатокпредставлены в таблице, где Вначальная ширина образца, Ву - ширина бурта (обжимаемого участка ши 20 рины образца); йВ - суммарное уширение образца эа общее в каждом опыте количество проходов, Р - весконцевой обрези,В опыте 1 образец прокатываютпо известному способу, а в опытах 2-5 - по предлагаемому способу прокатки. Вовсех опытах бурты располагают на верхнем валке; нижний З 0 валок имеет цилиндрическую бочку.Бурты трапецеидального сеченияимеют высоту 5 мм и ширину, составляющую для опыта 2 - 0,25, для опытов 1 и 3 - О, 17, для опьгга 4 - О, 125, для опыта 5 - О, 1 ширины образца. Во всех опытах ширина обжимаемого центрального участка равна двойной ширине бурта.На полученных готовых раскатахпередний и задний концы отрезаются и взвешиваются.Анализ результатов, приведенныхв таблице, показывает, что вес концевой обрези раскатов, прокатанныхпо предлагаемому способу, уменьшается в 2-2,5 раза.По сравнению с известными способами суммарное уширение раскатов,50 прокатанных по предлагаемому способу, увеличивается в 1,5-3 раза ирастет с увеличением дробности деформации по ширине сляба.(близкие к цент ральному) 4 Центральный Околокромочные Промежуточные(близкие к центральному) Центральный Составитель В.ВасильеваТехред Л.Микеш, Корректор С.Шекмар Редактор Е.Папп Заказ 799 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 Тираж 518 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035; Москва, Ж, Раушская наб., д. 4/5
СмотретьЗаявка
3764222, 02.07.1984
ДОНЕЦКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ
КОНОВАЛОВ ЮРИЙ ВЯЧЕСЛАВОВИЧ, РУДЕНКО ЕВГЕНИЙ АЛЕКСЕЕВИЧ, ШЕВЦОВ ВЛАДИМИР КОНСТАНТИНОВИЧ
МПК / Метки
МПК: B21B 1/38
Метки: клетях, листов, полос, прокатки, толстых, черновых
Опубликовано: 23.01.1986
Код ссылки
<a href="https://patents.su/3-1205948-sposob-prokatki-tolstykh-listov-i-polos-v-chernovykh-kletyakh.html" target="_blank" rel="follow" title="База патентов СССР">Способ прокатки толстых листов и полос в черновых клетях</a>
Способ прокатки полос в вертикальных валках универсальных клетей черновой группы широкополосного стана

Номер патента: 1532105
Опубликовано: 30.12.1989
Авторы: Белянский, Каретный, Коновалов, Литвинова, Оробцев, Перельман, Поляков, Руденко, Свещинский, Храпченков
МПК: B21B 1/02
Метки: валках, вертикальных, группы, клетей, полос, прокатки, стана, универсальных, черновой, широкополосного
...В состав черновой группы стана входят вертикальный окалиноломатель (ВОК) и пять универсальных клетей, первая пара валков у которых вертикальные. Наличие отдельно стояшего вертикального окалиноломателя вносит специфику в схему определения необходимых обжатий, так как нарушается последовательность выполнения деформации в комплексах: вертикальные-горизонтальные валки, В связи с этим, определяя обжатия в вертикальных валках универсальных клетей по предлагаемому закону, обжатие в вертикальном окалиноломателе задаем исходя из практических соображений с учетом допустимого значения.Определим необходимые значения обжатий и зазоры вертикальных валков, обеспечивающие при заданном режиме обжатий в горизонтальных валках черновых клетей получение...
Способ регулирования распределения натяжения по ширине полосы при прокатке
Номер патента: 768507
Опубликовано: 07.10.1980
Авторы: Бухвалов, Водолазский, Хайкин, Эйдензон
МПК: B21B 37/00
Метки: натяжения, полосы, прокатке, распределения, ширине
...натяжения валки измерительного и регулирующего устройства оставляют на полосе поверхностные дефекты, что снижает качество готовой продукции, 15Целью изобретения является повышениекачества прокатываемых полос,Описываемый способ регулирования распределения натяжения по ширине полости отличается тем, что регулирование на дтяжения производят путем скручивания полосы в плоскости, перпендикулярной осипрокатки.На фиг, 1 показано положение поворотной обоймы с валками в момент настройки 25стана; на фиг, 2 - то же, при появленииволнистости.Полосу 1, вышедшую из прокатного стана, пропускают через пару валков 2 (холостых или приводных), находящихся в по- ЗЭ воротной обоиме 3, которая может поворачиваться относительно оси прокатки, Зазор...
Способ получения деталей с участками переменной толщины

Номер патента: 990871
Опубликовано: 23.01.1983
Авторы: Вагина, Горелов, Налетов, Чистин
МПК: C23F 1/02
Метки: переменной, толщины, участками
...15; 20; 25; 30 р 35; 40,Чотсл012 0 1 0 060 0 50 0 400,30", 0,270; 0,25.П р и м е р. Изготовление раэмер-:40ным травлением деталей в участкамипеременной толщины методом отслаивания защитного покрытия в процессетравления проводят на опытной установке в экспериментальной лабораф тории,Состав раствора при 85 +2 С следующий, г/л;йаОН 150-170990871 895 л 8 шероховатостьповерхйостиР, мкм Способ,Точностьтравлениямм (прямолинейность) Глубина травления, мм Время изготовления детали, ч 20 Известный 20 15 Таблица 2, Способ Основные операции техпроцесса Время операции. чПредлагаемый Изоляция поверхности детали,разметка контура будущего клинового участка, снятие изоляции Травление детали с одновременнымотслаиванием защитного покрытия 2,5 Известный...
Способ регулирования снеготаяния на участках почвы, имеющих уклон

Номер патента: 1482544
Опубликовано: 30.05.1989
Автор: Афанасьев
МПК: A01B 13/16, A01B 79/00
Метки: имеющих, почвы, снеготаяния, уклон, участках
...местности 2.Слишком ранняя расчистка может привести к заносам снегом, при поздней расчистке часть талых вод сойдет поверхност ным стоком, теряя время на размерзание :, почвы на полосах. Кроме того, уплотняет, ся снег, что затрудняет работу техники,Для обеспечения горизонтальности полос на тракторе устанавливают прибор кренометр или намечают направления полос с осени вешками. Ширина расчищенных полос равна 3 - 4 м и зависит от ширины рабочего органа машины, ширина снежных валов 3 равна 2 - 2,5 м. Расстояние между 30 полосами 4 в 2 - 3 раза превышает ширину обнаженных полос и зависит от уклона поверхности, глубины промерзания и водо- проницаемости почвогрунта.Через 5 - 10 дней после расчистки полос и после размерзания почвы на 10 -...
Способ подготовки основания на участках с осадками сточных вод

Номер патента: 2000387
Опубликовано: 07.09.1993
Автор: Дьяконов
МПК: E02D 3/10
Метки: вод, осадками, основания, подготовки, сточных, участках
...формируют уплотнением напряженное состояние дренируемого массива от периферии к центру.Способ реализуется следующим образом.Осваиваемая территория, например пойма реки, сложенная песчано-гравийными отложениями с суглинистым экраном, называемая полями фильтрации, разделяют суглинистыми дамбами обеалоеания на участки (чеки) площадью более 1 га. Чеки заполнены осадками сточных вод слоем 1,2-4,6 м, Превышение дамб над уровнем осадков составляет 0,4 м, Вдоль дамбы ведут отсыпку фильтрующего материала, который затем перемещают на участки (чеки) с осадком, организуя слой достаточный для прохождения техники или до эаданнои отметки с учетом величины уплотнения. 5 10 15 20 25 30 35 40 45 50 55 В качестве материала с фильтрующими свойствами...
Предыдущий патент: Способ прокатки листов
Следующий патент: Универсальный калибр
Случайный патент: Устройство для выгрузки грузов из крытых железнодорожных вагонов