B21B 1/38 — для прокатки листов ограниченной длины, например гофрированных листов или листов, накладываемых друг на друга
Рифленый лист
Номер патента: 908431
Опубликовано: 28.02.1982
Авторы: Бахтинов, Белянский, Голубев, Грудев, Ефимов, Карюков, Кострица, Левченко, Лиханский, Полатовский, Поляков, Сорокин, Чаплыгин
МПК: B21B 1/38
...однако наличиедо основания полуконуса (торца), расположенного к плоскости листа под углом 85-95, обеспечивает повышение сцепляемости с давящей поверхностью и внедрения рифа в нее, чем при рифленом листе чечевичной и ромбической формы, за счет чего проис- и ходит улучшение фрикционных свойств рифленого листа. Естественно, что предлагаемый лист менее металлоемок, чем листы чечевичной или ромбической формы за счет меньшего сечения ребра в продольном и поперечном сечениях (фиг. 2). Оптималь- З 0 ной высотой и длиной выполнения рифа является отношение высоты рифа к длине его основания, равное 0,3 - 0,5. Отношение высоты рифа 1: к длине основания Р 4, равное 0,3, выбирается из условия минимально возможного сцепления рифа с давящей З...
Способ производства легированных заэвтектоидных сталей

Номер патента: 917877
Опубликовано: 07.04.1982
Авторы: Дианов, Куприянова, Никитина, Попова, Хасин, Черненко, Юров, Якобсон
МПК: B21B 1/38
Метки: заэвтектоидных, легированных, производства, сталей
...зерен, т. е. формируется грубая карбидная сетка, неустраняемая в процессе многократных отжигов с фазовой перекристализацией.5 Окончание горячей деформации при высо ких температурах (980 - 1020 С), способствующее выделению карбидов в виде сетки;Интенсивное окисление и обезуглероживание металла при высоких температурах нагрева под прокатку;Образование закалочных трещин в процессе охлаждения раската в воде, обусловленное неоднородностью температурного поля и парообразованием.917877 Формула изобретения Составитель М. Благова Техред А. Бойкас Корректор М. Пожо Тираж 842 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная,...
Способ прокатки полосового металла в многоклетевом стане

Номер патента: 931244
Опубликовано: 30.05.1982
Автор: Мазур
МПК: B21B 1/38
Метки: металла, многоклетевом, полосового, прокатки, стане
...существенный наклон плоскости симметрии полюсной фигуры, описывающейтекстуру металла, то после прокаткив следующей клети, где уже верхнийвалок гладкий, а нижний шероховатый,образуется наклон текстуры и с противоположной стороны прокатанного.металла. При этом одновременно вы,равнивается количество кристаллов с(001) 110;1 (111) ( 112 ), а такжепроцент беспорядочно ориентированныхкристаллитов с одной и другой стороны (со стороны верхней и нижнейповерхностей) прокатанного металла.В итоге угол наклона наибольшей осивытянутых зерен к плоскости листапримерно такой же, как и после прокатки н двух одинаково шероховатыхвалках (н симметричных условиях).После отжига листовая сталь, прокатаннаяпо предлагаемому способу,по-,лучается уже не...
Металлическая профильная заготовка фланцевого типа

Номер патента: 933133
Опубликовано: 07.06.1982
Авторы: Карелин, Корепанов, Крылов, Маршалкин, Митин
МПК: B21B 1/38
Метки: заготовка, металлическая, профильная, типа, фланцевого
...неравномерности деформации слоев пакета,а варку слоев давлением в нагретом состоянии цли прц комнатной температуре с последующим термодиффузцонным отжигом;формироваегие профиля путем удавления наполнителя и от гибки освободеевшихся от напога 111 тегея частей за 5 отовки на заданныйугол, г.рцчем полка начинается сразу от образовавшегося ст ыка.Иа фиг, 1-4 показаны типы прсфеЕльцой заготовки,П р ц м е р 1.СОбралц одну партиюпакетов (см, фиг, 1 а), каждьей из которыхсостоит из листа 1 размерами 1,0 х 60 хх 200 мм (сгеуэкит для фораащровацця стенки прсфееггя) и аиста 2 размера 0,1 х 40 хх 200 мм (служит для формирования стенки), В качестве материала обоих листоввзят титановый сплав марки ОТ 4. Рядомс листом 2 разместеЕли еПпогпгцтегеь...
Способ получения заготовки

Номер патента: 933134
Опубликовано: 07.06.1982
Автор: Горох
МПК: B21B 1/38
Метки: заготовки
...только за счет изменения его химического состава,Целью изобретения является повышение механическйх и служебных свойств томатериалов эа счет деформации беэ изменения их химического состава.Поставленная цель достигается следующим образом.Прокатку листа производят в соответ 15ствии с известным способом, т,е. осуществляют горячую прокатку, холоднуюпрокатку с промежуточными отжигами,затем ленту отжиМают, проводят травление и зачистку поверхности, а затем снова сматывают в плотный рулон, нагреваюти прессуют до получения монолита,П р и м е р. Лист стали ЗОХГСАтолщиной 22 чм разрезают на цве частивдоль оси симметрии. Из одной частиСоставитель М БлатоваРедактор Г, Прусова Техреп К,Мыцьо Корректор Г. Решетник Заказ 4008/7 Тираж 845 Подписное...
Способ получения толстых листов

Номер патента: 939140
Опубликовано: 30.06.1982
Авторы: Антипенко, Долженков, Карпушин, Коновалов, Корохов, Кузькин, Неустроев, Новик, Оробцев, Остапенко, Симонов, Суняев
МПК: B21B 1/38
...= 160-13 Р-5 = 142 мм. Толщина участков раската, прокатанных на впадинах валков, соответственно равна Но - ЬЬ А=ср- 160-13+5 = 152 мм. Затем раскат поворачивают на 90 и утоненной боковой гранью задают в те же валки, Разбивка ширины производится эа шесть пропусков с суммарным обжатием в 80 мм,Величина обжатия в первом пропуске при разбивке ширины равна высоте выступов на раскате, т.е,составляет удвоенную глубину впадины валка (2 А = 10 мм), Послепоследующего поворота на 90 производится продольная прокатка в четыре пропуска с суммарным обжатием 35 мм, Причем первый проход при продольной прокатке как и при разбивке ширины равен 2 А = 10 мм. Полученный подкат со средней толщиной 35 мм с чередующимися выступами и впадинами как впродольном,...
Способ производства проката

Номер патента: 959854
Опубликовано: 23.09.1982
Авторы: Губайдулин, Листопад, Шульгин
МПК: B21B 1/38
Метки: производства, проката
...обжатие концов его одной из широких граней в валках прокатного стана фиг. 2). реформирование производят только участков сляба по краям одной иэ широких граней.на расстоянии 0,4- 0,6 толщины сляба от узкой грани. Величина степени деформации составляет не менее 50%, что позволяет получить толщину сляба нв его концах, равную35 0,35-0,5 толщины сляба посередине его широких граней.Уменьшение толщины концов широких граней сляба позволяет исключить поте. 40 ри металла этих участков при разделениисляба, Величина протяженности участка сляба с меньшей толщиной вдоль определяется длиной ликвационной зоны.Как показали эксперименты, для слябов с соотношением сторон 2-10 длина ликва 45 ционной зоны составляет 0,7-0,9 длины широкой грани сляба,...
Калибр черновых валков для прокатки листов и полос

Номер патента: 969340
Опубликовано: 30.10.1982
Авторы: Долженков, Каракин, Коновалов, Неустроев, Оробцев, Остапенко, Смыслов, Суняев, Шмаков
МПК: B21B 1/38
Метки: валков, калибр, листов, полос, прокатки, черновых
...изменяется на противоположный1 .Недостатком известного калибра явго ляется интенсивное изменение ширины рас ката, особенно в процессе его последуюшей деформации в гладких валках, в основном за счет деформации изгиба, что Н. Шма ов, Ю."В.Коцовалов340 фКроме того, неравномерность деформации по ширине раската улучшает прорабатываемость металла по толщине, чтоспособствует повышению механическихсвойств готовых полос и снижчппо иханизотропии. Наличие участков симметричного межвалкового зазора улучшаетусловие захвата .1 раската и повышает егостабильность,1 О Калибр черновых валков для прокатки1 З листов и полос, включающий кольцевыепроточки на бочках валков, образующиеучастки асимметрии зазоров валков относительно его горизонтальной оси...
Способ горячей прокатки стали на широкополосовом стане

Номер патента: 977075
Опубликовано: 30.11.1982
Авторы: Белянский, Гринчук, Каретный, Пономарев, Федоров, Хлопонин
МПК: B21B 1/38
Метки: горячей, прокатки, стали, стане, широкополосовом
...протяженностью несколько больше двух длин раскатов, на столы-рольганги с одной и другой стороны промежуточного рольганга по ходу 5 прокатки укладыва ют для подстужи ван иямаксимально до четырех раскатов. Для исключения образования темных пятен на раскатах во время их выдержки осуществляют качательное перемещение раскатов на столах-рольган гах.Съем подстуженных раскатов со столоврольгангов на промежуточный рольганг для осуществления чистовой прокатки производят с помощью средств поперечной передачи. Причем последнее выполняют с участка 15 столов-рольгангов, ближних к чистовойгруппе, а на освободившееся место перемещают раскат, расположенный на этих столах ближе к черновой группе, освобождая на столах-рольгангах место для...
Способ получения подката для чистовой клети листового стана

Номер патента: 984516
Опубликовано: 30.12.1982
Авторы: Волченков, Дмитриев, Долженков, Ефименко, Кисиль, Коновалов, Неустроев, Оробцев, Остапенко, Пономарев, Савин, Сахаров, Следнев
МПК: B21B 1/38
Метки: клети, листового, подката, стана, чистовой
...направлению прокатки на величину, равную, протяженности зоны максимальной деформации, тогда перед вторым пропуском валок 2 займет новое положение (фиг, 2), обеспечивающее обжатие зон А и Б на величину1 52 1ЛА 5 ч Цель изобретения - повышение качества проката и стойкости валка.Указанная цель достигается тем, чтосогласно способу получения подката,для чистовой клети листового стана, включающему прокатку.в клети трио между калиброванным волнообразным с гребнями и впадинами и гладким валками с чередованием зон максимальной и минимальной деформации по ширине раската, прокатку осуществляют ассиметрично относительно продольной оси прокатки путем перемешения среднего вала после каждого пропуска в направлении, перпендикулярном оси прокатки...
Способ прокатки гладких листов в четырехвалковой клети

Номер патента: 984517
Опубликовано: 30.12.1982
Авторы: Карпушин, Пупов, Роспасиенко, Сигалов, Симонов
МПК: B21B 1/38
Метки: гладких, клети, листов, прокатки, четырехвалковой
...перемещаются с болыней линейной скоростью, а слои, прилегающие к валку с меньшим диаметром, перемещаютсн с меньшей линейной скоростью.Однако при прокатке относительно более тонких листов, например листов в диапазоне толщин 8 - 30 мм, взаимодействие верхних и нижних слоев становитО бОлее оцутимым и зависимость величины направления изгиба раската от разности диаметра валков уменьшается, так как уменьшается свобода перемещения слоев металла друг относительно друга, Влияние разности диаметров валков на направленность изгиба раската в этих условиях не щего диаметра по сравнению с нижним, конец раската в процессе прокатки подгибается кверху. Объясняется это тем, что жесткость нижнего валка значительно меньше жесткости верхнего из-за...
Способ прокатки слябов на листовых станах

Номер патента: 990352
Опубликовано: 23.01.1983
Авторы: Белянский, Бобров, Герцев, Гесслер, Данько, Каретный, Карпышев, Пащевский, Пономарев, Сахаров, Целиков
МПК: B21B 1/38
Метки: листовых, прокатки, слябов, станах
...е, разность скоростей вращения последующей и предыдущей пар валков оказывается положительной. После того, как еще непрокатаная в вертикальных валках часть сляба останется равной 0,5 - 0,8 от его ширины, скорость вращения вертикальных валков увеличивают на 3 - 5% и оставшуюся часть раската прокатывают на увеличенной скорости, а это значит, что разность скоростей вращения последующей и предыдущей пар валков уменьшилась. Такое изменение разности скоростей вращения при водит к появлению усилия, сжимающего раскат между вертикальными и горизонтальными валками, а наличие продольных сжимающих напряжений в раскате приводит к росту величины приконтактного уширения в вертикальных валках, и, как следствие, к сокращению величины концевых наплывов....
Способ изготовления толстых листов и плит

Номер патента: 995924
Опубликовано: 15.02.1983
Авторы: Баканов, Башкирова, Казаков, Кожевников, Лукашкин
МПК: B21B 1/38
...металла в поверхностных слоях. Деформация менее,5/о не достаточна для перевода литой структуры в поверхностных слоях в деформированную. При прокатке с общей деформацией более 40% вследствие вытяжки последую 1 ций нагрев раската затрудняется из-за отсутствия соответствующих нагревательных устройств.Горячекатаные заготовки охлаждают на воздухе или применяют искусственное охлаждение технической водой или сжатым воздухом. Холодную прокатку проводят с суммарным обжатием 5 - 25% с целью получения мелкозернистой структуры в поверхностных слоях металла при последующем нагреве раската перед горячей прокаткой, Деформации менее 5 и более 25% являются критическими и приводят к появлению крупнокристаллической структуры в поверхностных слоях...
Способ производства многослойных листов

Номер патента: 1005959
Опубликовано: 23.03.1983
Авторы: Беседин, Беседина, Луценко, Остапенко, Хорошилов
МПК: B21B 1/38
Метки: листов, многослойных, производства
...основ" 5ного слоя, а также при прокатке засчет сползания лишнего металлас верхнего сляба основного слоя инеравномерности деформации по высоте,что пРиводит к раскрытию пакетовпри прокатке.Целью изобретения является выравнивание степени деформации неравно-Мерно нагретых слоев симметричногоракета.Постанл нная цель достигаетсятем, что перед прокаткой температуруверхнего нагретого слоя в пакете по"нижают до температуры нижнего слояпутем прикладывания к верхней частипакета охлахдаемой металлическойплиты,с последуюцей выдержкой в течение 30-60 с.Выдержка в течение 30"60 с обусловлена равномерным распределениемтемпературы по сечению пакета и, в 45результате, получением равнотолцинных двухслойных листов,Выдержка менее 30 с недостаточнадля...
Широкополосный стан горячей прокатки

Номер патента: 1014602
Опубликовано: 30.04.1983
МПК: B21B 1/38
Метки: горячей, прокатки, стан, широкополосный
...клетей 4 и 5. Затем непрерывная прокатка раската осуществляется одновре- ,менно в двух подгруппах чистовых клетей 8. После выпуска полосы иэ последней клети стана она транспортируется отводящим рольгангоМ 11, на котором охлаждается, затем сматывается в рулон моталкой 12. Рулоны убираются с помощью приспособления 13.Длина одного из двух последних межклетевых промежутков чистовой группы (последнего и/или предпоследнего) в два раза превышает длину предшествующего межклетевого промежутка и составляет, например, 60-80 м, она выбрана такой, чтобы обеспечивалась одновременная непрерывная прокатка раскатов во всех чистовых клетях 8. Вэлаьввание воздушной окалины перед02 3 1014 бвоздействием на поверхность раскатовгидросбивов производится...
Устройство для производства тонких широких листов

Номер патента: 1028397
Опубликовано: 15.07.1983
Автор: Заверюха
МПК: B21B 1/38
Метки: листов, производства, тонких, широких
...давлением, а именно к прокатке листов, и может быть использовано в листовых прокатных станах.Известно устрсйств 9 для производства листов раскаткой валком5 на неподвижной поверхности1.Недостатком такого устройства является большое усилие раскатки,По,основному авт.св. Р 499909 устройство для производства тонких широких листов, содержащее опорную поверхность и подвижный раскатной валок, направление перемещения которого перпендикулярно к перемещению места, причем опорная поверхность5 выполнена в виде поворотного цилинд ра, а раскатной валок выполнен с вогнутой, образующей бочКи 2 3.Недостатком известного устройства также является значительное усилие 70 прокаткиЦелью изобретения является создание натяжения в зоне деформации и снижение...
Способ прокатки листов и полос

Номер патента: 1034798
Опубликовано: 15.08.1983
Авторы: Белянский, Еремин, Коновалов, Макаренко, Неустроев, Оробцев, Остапенко, Франценюк
МПК: B21B 1/38
Метки: листов, полос, прокатки
...валках увершины и основания соответственно,На Фиг, 1 предствлена калибровкагоризонтальных валков; на Фиг. 2схема обжатия в валках вертикальной клети,1Изобретение относится к прокатному производству и может быть использовано при производстве листов иполос на толстолистовых и широкополосных станах, имеющих в своем составе клети с вертикальными валками,Известен способ прокатки листови полос, включающий последовательную деформацию раската в клетях свертикальными и горизонтальными валкми. уменьшение разноширинности листов и полос в способе обеспвчивается за счет обжатия боковых кромокв цилиндрических валках вертикальной клети 11.Недостатками данного способа являются ограниченные возможности по"перечной деформации металла, чтоне...
Заготовка для прокатки листов из спеченных порошковых металлов

Номер патента: 1057131
Опубликовано: 30.11.1983
Авторы: Логинов, Лунев, Ниязматов, Перемкулов, Ткаченко, Ходос, Щукин
МПК: B21B 1/38
Метки: заготовка, листов, металлов, порошковых, прокатки, спеченных
...образовано двумя дополнительными равнобедренными трапециями, примыкающими своими большими основаниями к двум противоположным сторонам прямоугольника, причем угол наклона боковых сторон трапеций к их основанию, примыкающему к большей сторонепрямоугольоника,. составляет 1-10 , угол наклона боковых сторон трапеций к их ос.3 10571нованию, примыкающему к меньшей сто-роне прямоугольника, 3-31 , а высота этих трапеций равна 0,004-0,03размера заготовки. в данном направлении. 5На фиг.изображена заготовка,.в аксонометрической проекции; нафиг, 2 - то же, в плане.Заготовка выполняется в виде прямойпризмы. Основания. призмы 1 ОАВСОЕГКМЙОР и Л В С 01 Е 1 Г 1 К 1 ИИОРимеют форму двенадцатиуголъников,каждый из которых образован прямоугольником ВЕ 1.0 и...
Способ прокатки листов

Номер патента: 1061862
Опубликовано: 23.12.1983
Авторы: Коновалов, Носов, Попов, Сумской, Фурман, Шкурко
МПК: B21B 1/38
...осуществляют подуглом 3-30 к оси прокатки,ОНа Фиг 1 показан момент задачисляба в вертикальную клеть (согласно предлагаемому способу)на фиг.2 то же (согласно известному способу);на фиг. 3 - форма концевых участков готовых раскатон.При калибровке слябов по ширине н клети с вертикальными валками и последующей прокатке в клети с горизонтальными валками в первых проходах раскат задают в клеть с вертикальными валками под углом, изменяющимся в пределах от 3 до 30 Верхняя граница диапазона изменения угла задачи Ч соответствует максимальному углу захвата. Нижняя граница соответствует углу задачи, меньше которого влияние последнего на изменение Формы раската незначительно, При задаче раската в клеть с вертикальными валками под углом Ч...
Способ прокатки плоских полос и листов

Номер патента: 1068182
Опубликовано: 23.01.1984
Авторы: Гринчук, Долженков, Коновалов, Корохов, Носов, Оробцев, Погребняк, Пономарев, Попов, Руденко, Франценюк
МПК: B21B 1/38
Метки: листов, плоских, полос, прокатки
...1 показана схема прокатки полосы ца фиг, 2 и 3 - сечение А - А нафиг, 1; ца фиг, 4 и 5 - сечение Б - Б нафиг. 1,1 При появлении дефекта непланшетности при помощи гибочных роликов 1 полосу 2 изгибают вдоль оси по ширине, изменяя длину зоны пластической деформации по ши. рине очага деформации и, соответственно, вытяжку полосы. Так, при появлении волны по краям полосы (волнистости), образующей ся вследствие большей вытяжки кромок по. лосы, на входе либо на выходе из валков 3 (фиг. 4) полосу иэгибают по ширине (фиг. 2) в сторону увеличения угла,Ь входа (выхода) полосы в клеть (фиг. 1) в средней части по шчрине полосы. Величина стрелы изгиба полосы прямо пропорциональна амплитуде волны ва кромках полосы А (фиг. 4), при этом увеличивается...
Способ обработки непрерывнолитой подшипниковой стали

Номер патента: 1069887
Опубликовано: 30.01.1984
Авторы: Бут, Головко, Дмитриев, Пилюшенко, Самсонов, Синельников, Уманский
МПК: B21B 1/38
Метки: непрерывнолитой, подшипниковой, стали
...от 1:1 до 1:2, нагрев и продольную прокатку с 2 - 8-кратным уменьшением исходного сечения и последующую продольную прокатку на окончательный профиль, продольную прокатку на оконча. тельный профиль производят с 3 - 12-кра. ным формированием полосы с соотношени ем толщины к ширине ее сечения в пределах от 1/3 до 1/18.Способ осуществляют следующим образом.Получают непрерывнолитую заготовку прямоугольного сечения с отношением сторон от 1;1 до 1:2. Далее осуществляют нагрев и продольную прокатку с 2 - 8-кратным уменыпением исходного сечения.Прокатку вначале осуществляют в ящич. ных калибрах по традиционной схеме. При этом происходит заваривание несплоп.ностей в центре непрерывнолитой заготовки, Заваривание происходит при деформации с...
Способ обработки поверхности листа

Номер патента: 1084091
Опубликовано: 07.04.1984
Авторы: Белая, Белый, Кравчун, Овчаров, Симонов, Тилик, Шумейко
МПК: B21B 1/38
Метки: листа, поверхности
...и параметрамипрофиля поверхности - плотностью,глубиной, наклоном стенок впадин ирадиусов вершин, а также увеличением,прочноСти металла. Наклеп металлапри прокатке приводит не только кповыаению его прочностных характеристик, но и к снижению его пластичности, которое компенсируется приштамповке деталей за счет уменьшениясил контактного трения. Смазка, заполняющая несообщающиеся между собойвпадины, при смятии вершин профиляповерхности штамповочным инструментом выдавливается и разделяет трущнеся поверхности, обеспечивая режимтрения, близкий к жидкостному,Повышение прочностных характеристик металла,беэ снижения его штампуемостипозволяет уменьшить металлоемкостьдеталей дополнительно на 3-4 путемуменьшения толщины листов, используемых для...
Рифленый лист

Номер патента: 1094633
Опубликовано: 30.05.1984
Авторы: Голубев, Голубева, Красников, Лиханский, Мазов, Ольшевский, Сорокин
МПК: B21B 1/38
...в 1.На фиг. 1 показана конструкция рифленого листа; на фиг. 2 - сечение А - А на фиг. 1; на фиг. 3 - сечение Б - Б на фиг. 1; на фиг. 4 - сечение В - В на фиг. 1.Лист состоит из основания 1 с ребрами 2 жесткости, расположенными на нем с образованием ромбических ячеек. Каждое ребро жесткости имеет форму трехгранной призмы с параллельными торцовыми поверхностями в виде прямоугольных треугольников, смещенных в своих плоскостях один относительно другого на 90. Угол а равен 90, угол с - 20 - 50, а углы ромбических ячеек при вершинах установлены в пределах с = 30 - 70,Ы 4 -- 110 - 150,В связи с тем, что ромбические ячейкипридают листу в целом дополнительнуюжесткость, высота основания листа Но выбирается из условия Но = (0,3 - 0,5) и,Сечение...
Способ производства стальных листов и полос

Номер патента: 1134250
Опубликовано: 15.01.1985
Авторы: Владимиров, Гольдштейн, Константинова, Никитин, Новиков, Трусов, Шабуров, Шматко
МПК: B21B 1/38
Метки: листов, полос, производства, стальных
...напряжений происходит локальная деформация в узкой области по высоте полосы, направленной под углом 45 к ее поверхности, что соответствует направлению плоскостей главных касательных напряжений. При смене фазы колебаний и изгибе полосы вокруг второго валка процесс повторяется с той разницей, что плоскость пластичного сдвига теперь направлена под прямым углом к плоскости первого сдвига.Изменение угла задачи полосы в валки сверх удвоенного угла захвата нецелесообразно, поскольку повышается опасность приваривания поверхности полосы к поверхности валка вследствие различия в скоростях этих поверхностей и увеличения участка их соприкосновения.Пример 1. Прокатку предварительнонагартованных (со степенью деформации 50%) стальных полос из...
Рифленый лист
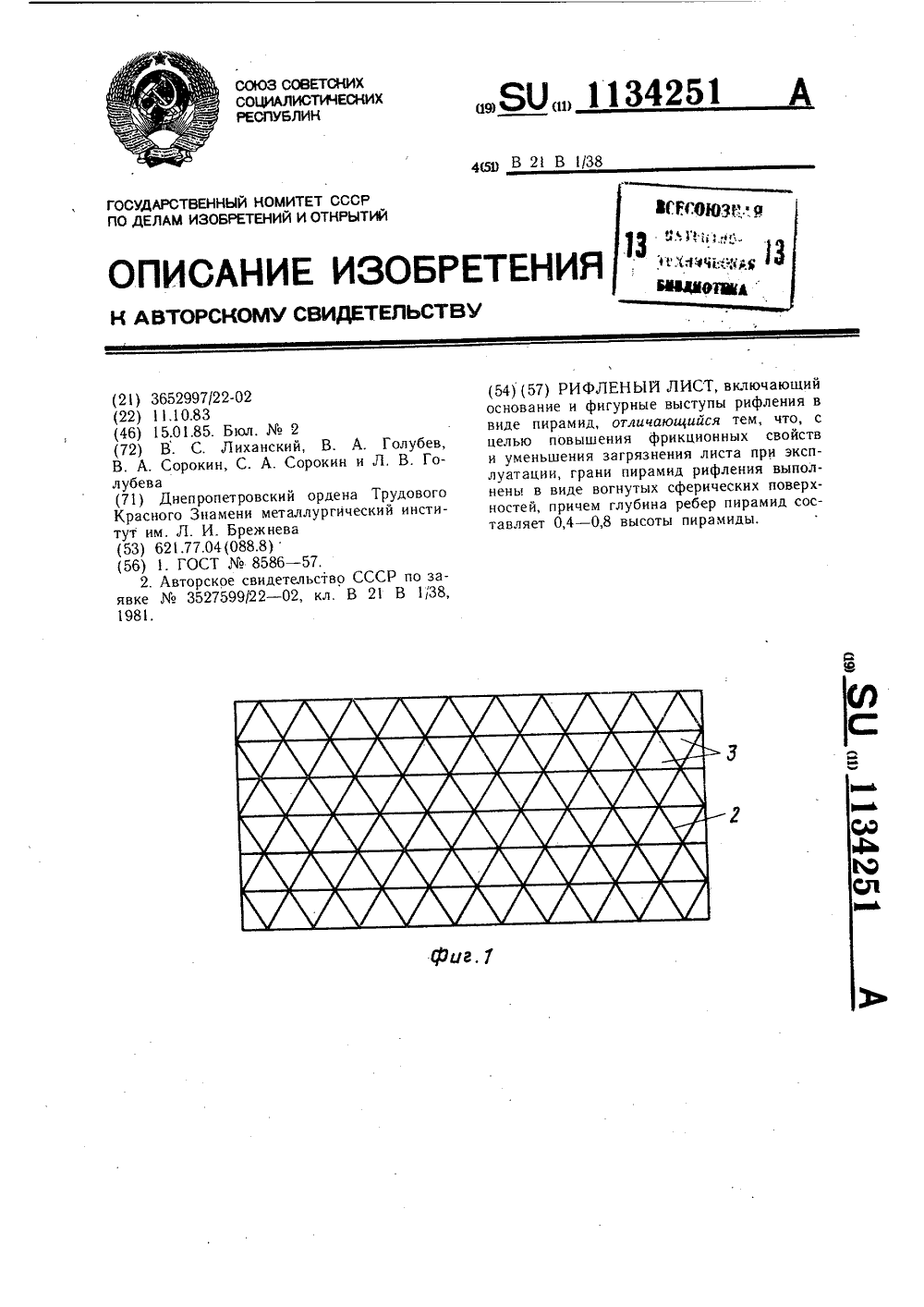
Номер патента: 1134251
Опубликовано: 15.01.1985
Авторы: Голубев, Голубева, Лиханский, Сорокин
МПК: B21B 1/38
...на фиг. 2 рифленый лист.Лист состоит из основания 1, на одной из сторон которого нанесены пересекающиеся в плоскости рабочей поверхности листа выступы 2. Выступы 2 образуют на поверхности листа сетку с треугольными гранями 3 В узлах сетки выступы 2 соединены в шестиугольные пирамиды с равноудаленным и друг от друга вершинами 4. При этом пространственный профиль каждой грани треугольной 3 - описан сферической поверхностью. Вогнутость ребер 2 ячеек 3 составляет 0,4 - 0,8 высоты пирамиды по отношению к плоскости, проходящей через вершины 4 параллельно основанию 1 листа.Рифленый лист по сравнению с трехи четырехгранными рифами обладает рифами с большими углами при вершинах 4 шесшую обтекаемость, что позволяет облег 1 О чить операцию...
Способ горячей прокатки толстолистовой стали

Номер патента: 1152673
Опубликовано: 30.04.1985
Авторы: Добронравов, Ломма, Погоржельский, Розенберг, Третьяков, Хаит, Чарихов
МПК: B21B 1/38
Метки: горячей, прокатки, стали, толстолистовой
...включающий охлаждение раската с помощью охлаждающих устройств в последнем или предпоследнем межклетевых промежут ках непрерывной группы чистовых клетей 31.Возможное при этом после принудительного охлаждения суммарное обжатие в двух последних чистовых кле- у тях не превьвает 30% по условию получения требуемой планшетности толстой полосы. Указанные температуры конца прокатки могут быть обеспечены при температуре раскатов перед прокаткой в трех последних чистовых клетях, без использования межклетевого охлаждения между ними, в пределах 730- 850 С. При температуре раската наосовременном стане перед первой чистовой клетью 1100 С, снжкение температуры на участке от первой чистовой клети до межклетевого промежутка перед тремя последними...
Способ горячей прокатки металлической полосы и устройство для его осуществления

Номер патента: 1156586
Опубликовано: 15.05.1985
Автор: Вильям
МПК: B21B 1/38
Метки: горячей, металлической, полосы, прокатки
...2 имеет возможность регулировочногоперемещения в направлении валка 17.Группа гибочныхвалков состоит изнижнего 19 и двух верхних 20 и 2 1валков. Верхние валки имеют приводвращения и регулировочного перемещения для изменения радиуса гиба (непоказан). Вблизи гибочных валковрасположен датчик 22, дающий сигналпо окончании прохода полосы черезузел гибки. Узел опорных роликов наУстройство работает следующим образом.Вышедшая из черновой группы клетей полоса по рольгангу 14 подается между валкамк 17 и 18, валок 13 зажимает конец полосы к подает его па проводке 54 к узлу гибочных роликов, Ролики установлены на требуемый радиус гиба в зависимости от диаметра осевой полости рулона. Поскольку диаметр рулона по мере намотки увелкчивается,...
Рифленый лист
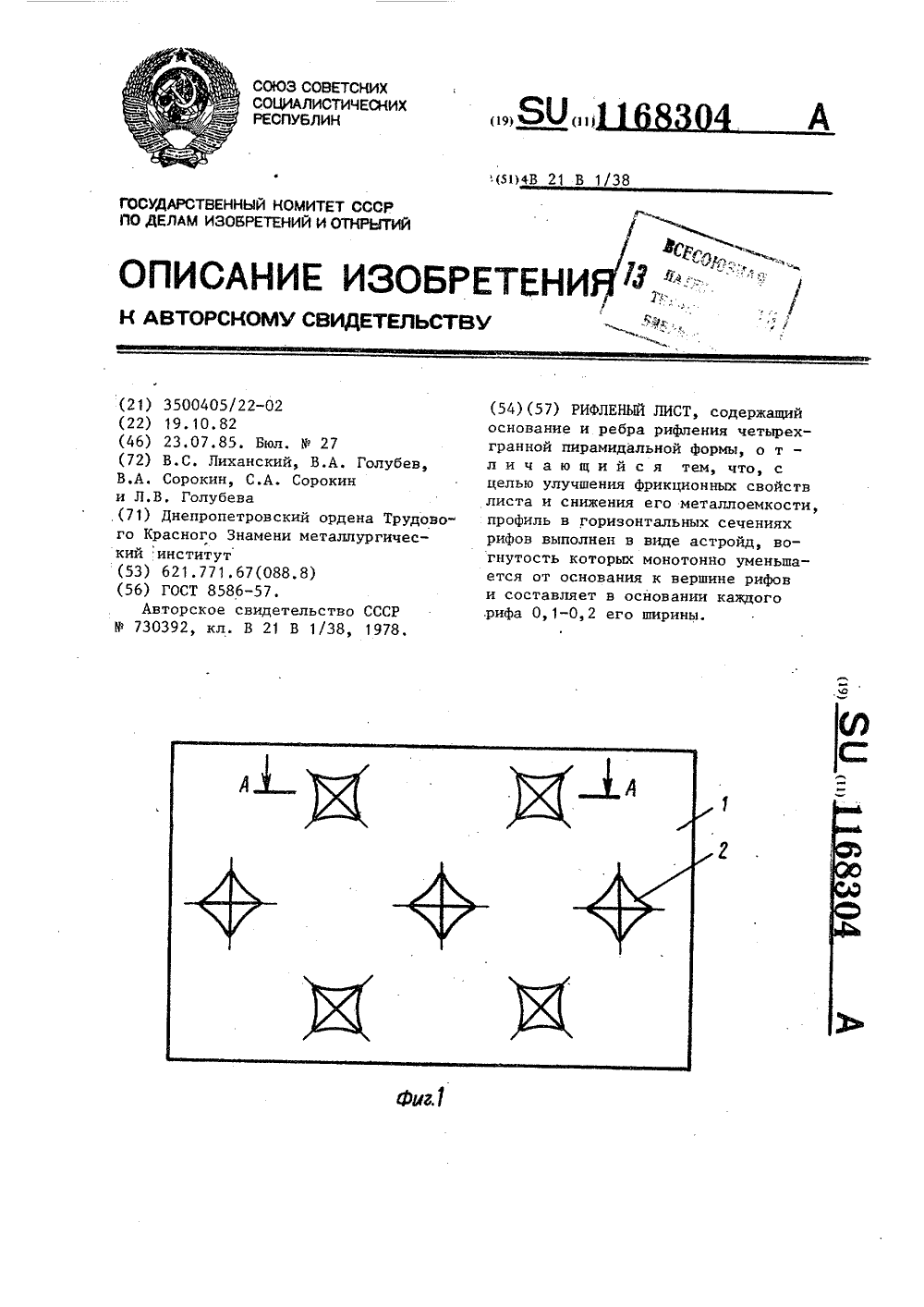
Номер патента: 1168304
Опубликовано: 23.07.1985
Авторы: Голубев, Голубева, Лиханский, Сорокин
МПК: B21B 1/38
...производства, а именноналичие вогнутости на бокоплистов однакок изготовлению рифленых лвых гранях каждого рифа обеспечиваиспользуемых в машиностроении и,ет повышение сцепляемости с давящейповерхностью и внедрение в нее рифаЦж изобретенияФ икционных свойств листа и снижек металлоемкость, Вес рифов1 м 2на 1 м 2 составляет 8 23 а вес мНа Фиг. 1 изображен рифленый ,фиг, 2 - конфи" 0 ри еногоаиияобщий вид сверху; на,астройды при толщине основаения на фиг. 3 " виде агурация ребер рифления,и 2 на 4 - 40 36 кг.сечение Л"А на фиг. мм13 Ффициент трения, Так при нагруз"коз иния 1 и ребер 2 рифл200 кН (наиболее вероятная наРифы 2 имеют четырехгр уюанн пирами- ке кк ая грань грузка при з ксплуатации) он состав"альную форму, причем каждая0 5 б а при...
Способ производства многослойных листов

Номер патента: 1176982
Опубликовано: 07.09.1985
Авторы: Беседин, Бородин, Луценко, Мусикевич, Остапенко, Пупов, Хорошилов
МПК: B21B 1/38
Метки: листов, многослойных, производства
...толщины, чемнижний.Способ осуществляется следующимобразом,Изготавливают симметричный пакетс разнотолщннными слябами основного 4 Ослоя и нагревают в методической пе"чи. После выдачи из печи пакет про" катывают, причем в первых 0,4-0,8 отобщего количества проходах производят охлаждение верхней части пакетао,на 3-6 С в каждом проходе, при этом .скорость прокатки поддерживают в интервале 1-2 м/с.П р и м е р, В цехе двухслойнойстали собирают партию пакетов разме Орами 281 х 1200 х 1500 мм с разнотолшннными слябами основного слоя. Пакеты 982 гнагревают в методической печи притемпературе в ее верхней части1290 С, в нижней 1290 С, в томильной 1280 С, Время нагрева 6 ч. Приданном режиме нагрева температура. верхней части пакетов составляет1200 С,...
Способ прокатки широких полос

Номер патента: 1186294
Опубликовано: 23.10.1985
Авторы: Алюшин, Кудряшов, Липухин, Меденков, Пименов, Трайно
МПК: B21B 1/38
Метки: полос, прокатки, широких
...Непрерывнолитой слябиз Ст. 3 с сечением 15 Рх 1310 мм,массой 24 т нагревают в методической печи до 1200 С и выдают на печной рольганг непрерывного .широкополосного стана 2000 горячей прокатки.В последней двенадцатой клети стананижний рабочий валок имеет диаметр 294 2 800 мм, а верхний - 760 мм. Обарабочих валка имеют привод черезшестеренную кЛеть, и при равенствеугловых скоростей рассогласование рих окружных скоростей составляет 5%,Рассогласование окружных скоростейприменено для повышения качества прокатываемого металла.Разогретый сляб обжимают в черновой группе клетей стана 2000 дотолщины 36 мм и передают к чистовойгруппе клетей, Затем раскат обжимают в клетях чистовой группы, и переддвенадцатой клетью раскат имеет толщину Н= 5,5 мм, а...