Способ изготовления форм по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
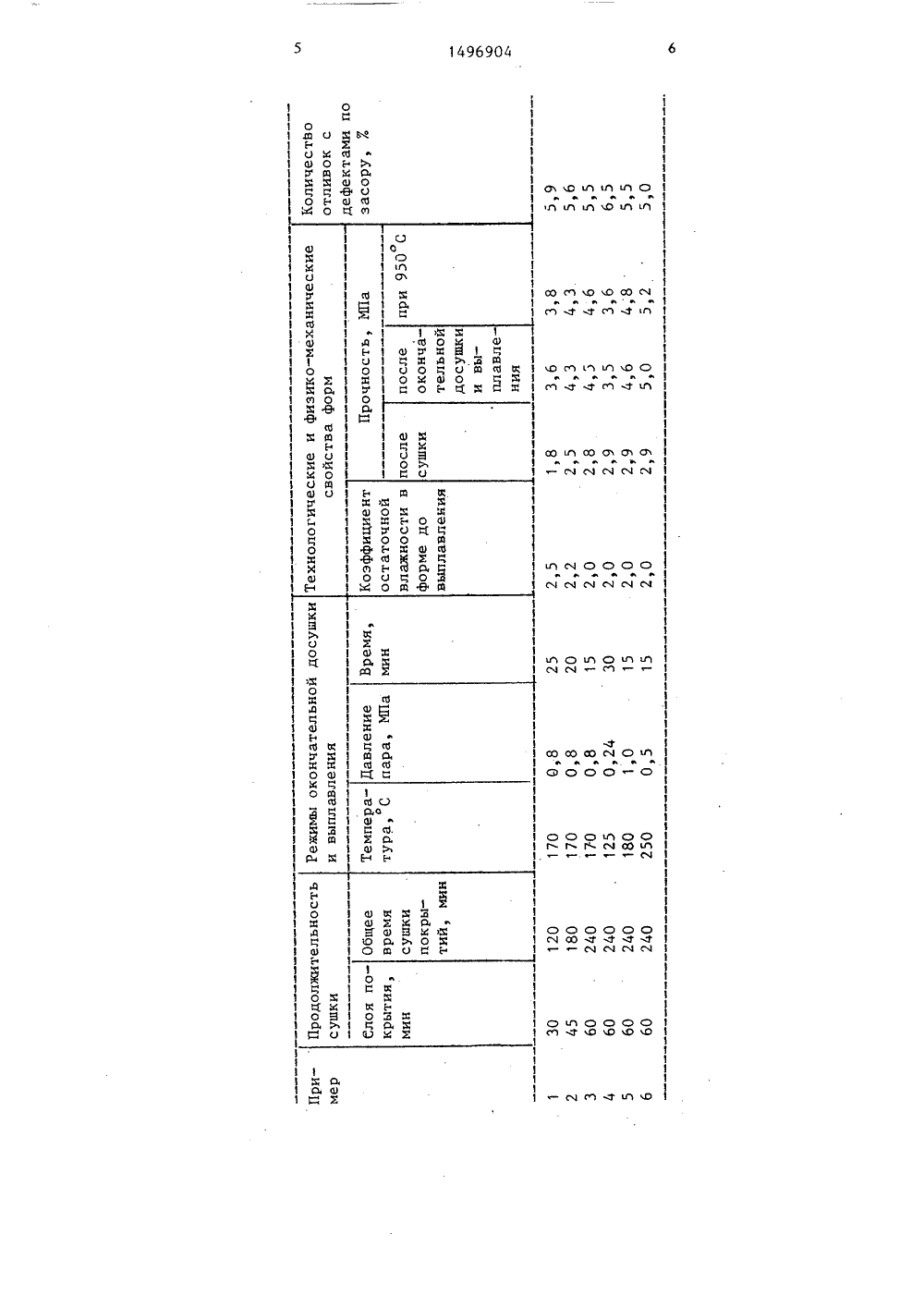
3 1496904 вращает давление модепъного состава на оболочку, и оболочка не разрушается, Высокая температура водяного пара способствует интенсивной суыке и росту прочности керамической формы. Процесс сушки в данном случае посте пенно превращается в процесс выпаривания жидкости из формы, а так как период прогрева в среде водяного пара 10 происходит с увеличением влагосодержания формы в результате конденсации пара на ее холодной поверхности, то это предотвращает бурное выделение воды в виде пара из формы и не ведет 15 таким образом к ее растрескиванию,В процессе досуыки совместно с выплавлением модельного состава гидрофильные силанольные группы Б-ОН конденсируются с образованием попереч ных силоксановых связей, что упрочняет форму.Увеличение остаточной влажности в Форме более 2,57 приводит к размыванию непрочных слоев оболочки или 25 к разрушению керамической формы в процессе выплавления модельного состава, При этом брак отливок по засору резко увеличивается. Уменьшение остаточной влажности менее 27. нецеле сообразно, так.как увеличивается время суыки каждого слоя покрытия и в целом удлиняется цикл технологического процесса изготовления форм.При температуре водяного пара менее 125, С и давлении ниже 0,24 ИПа не достигается упрочнения керамических форм при сокращенном цикле их изготовления, в результате повышается процент отливок с дефектами поверхности по засору и заливам металла. При температуре более 250 С и давлении выше 1,0 МПа прочность керамических форм в процессе оконцатепьной досушки одновременно с выплавлением модельного состава повышается незначительно. П р и м е р. Керамические формы изготавливают послойным нанесением на модельный блок четырехслоев покрытий на основе этилсиликатного связующего без органического растворителя с последующей присыпкой каждого слоя кварцевым песком,Суыку каждого слоя покрытия проводят на воздухе в течение 30-60 мин . 4при 28 С и скорости потока воздуха2-4 м/с до остаточной влажности в керамической форме 2,0-2,57 Общее время сушки четырехслойного покрытия3,0-4,0 ч. Окончательную досушку керамической формы проводят одновременно с выплавлением модельного составав среде водяного пара при 125-250 Си давлении 0,24-1,0 МПа. Продолжительность выплавления модельногосостава в зависимости от размеров иконфигурации моделей 15-30 мин, 11 рокалку форм и образцов осуществляютопри 950 С. Прокаленные формы заливают ст. 50 Л,Трещин на формах и разрушенийформ после выплавления моделей нет.Готовые отливки визуальным осмотромконтролируют на наличие дефектов отливок из-за непросушенности керамических форм в виде засора и заливовметалла в трещины керамических форм.Заливов металла нет. Керамическиеобразцы испытывают на прочность наизгиб по методике НИИавтопрома,Примеры изготовления керамическихформ, а также результаты испытанийи качество поверхности отливок приведены в таблице.Керамические формы, изготовленныепо предлагаемому способу, обладаютвысокой прочностью, при этом сокращается длительность технологическогопроцесса изготовления Форм,Формула изобретенияСпособ изготовления Форм по вы-.плавляемым моделям, включающий послойное нанесение на модель суспензии с водным этилсиликатным связующим, обсыпку каждого слоя покрытия огнеупорным материалом, сушку на воздухе, выплавление моделей из форм и прокалнвание формы, о т л и ч а ю щ и й с я тем, что, с целью сокращения цикла изготовления форм при сохранении их прочности, сушку на воздухе каждого слоя покрытия осуществляют до остаточной влажности 2,0-2,5 мас. ., авыплавление моделей из многослойной формы и одновременное досушивание Формы проводят в среде водяного пара при температуре 125 - 250 С и давлеонии 0,24 - 1,0 МПа в течение 15- 30 мин.с 4 ОООО л в в в в СЧСЧ С 4 С 4 Л О Л О Лг 4 сЧ - М сО сО сО сЧ О а л вл л в ОООО О ОООЛОО(ч собС+4 4 СЧ СЧ Ол О О Ом -2 0 0 ю
СмотретьЗаявка
4243702, 11.05.1987
ПРЕДПРИЯТИЕ ПЯ М-5481
КИРИЛЛОВА ТАМАРА МИХАЙЛОВНА, ТАНКЕЛЕВИЧ БОРИС ШОЛОМОВИЧ, АКСЕНОВ АЛЕКСАНДР ТРИФОНОВИЧ, ИВАНОВА ТАИСИЯ ВАСИЛЬЕВНА, АБАДАЕВ АДОЛЬФ ВАСИЛЬЕВИЧ, ЗАМАРАЕВ ПЕТР ИВАНОВИЧ, СОЛОВЬЕВА ТАМАРА ЕВГЕНЬЕВНА
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, моделям, форм
Опубликовано: 30.07.1989
Код ссылки
<a href="https://patents.su/3-1496904-sposob-izgotovleniya-form-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления форм по выплавляемым моделям</a>
Противопригарное покрытие для литейных форм и стержней

Номер патента: 497089
Опубликовано: 30.12.1975
Авторы: Васильев, Кузнецов, Усманов
МПК: B22C 3/00
Метки: литейных, покрытие, противопригарное, стержней, форм
...свойства паров воды полностью нейтрализуются газовой средой, создаваемой при испарении и термодеструкции глицерина и этилсиликата.15 Снижение количества гидролизованногоэтилсиликата до 7,0 - 10,0% при указанном соотношении с глицерином и водой делает покрытие практически лишенным запаха,При приготовлении краски гидролиз 20 силиката проводят без растворителя вние 35 - 40 мин при скорости вращения гидролизатора 70 - 80 об/мин.Противопригарное покрытие готовят следующим образом.В мешалку лопастного типа заливают требуемое количество глицерина. Затем добавляют расчетное количество теплой водопроводной воды (45 - 60") и раствор перемешивают в течение 1 - 2 мин при скорости вращения 30 вала мешалки 40 - 60 об/мпн. Г 1 ослс этого497089...
Устройство для воспроизведения изображений на бумажном полотне, покрытом слоем фотополупроводника

Номер патента: 109551
Опубликовано: 01.01.1957
Автор: Жилевич
МПК: G03G 15/22
Метки: бумажном, воспроизведения, изображений, покрытом, полотне, слоем, фотополупроводника
...и внутреннего электрических полей совпадают, причем, регулируя величину внешнего электрического поля, ускоряют создание скрытого электростатического изображения ца фото- полупроводниковом слос бумажного полотна.Из экспонирующей камеры полотно 1 поступает в проявляющую Кд МЕР, ВЫПОЛЦЕННЮ В ВИДЕ КОН- тейнсра 14, снабженного клапанами 16 для предохранения от высыи ания и р 051 ВЛ 5 НОщсго пороцка 16, воздействующего на экспоцированнос полотно 1.Для Обеспссни 51 лУчши услоВий проявления контейнер 14 соединен с вибратором 17, который сообщает ему высокочастотныс колебания.Стенки контейнера, параллельные проходящему полотну 1, снабжсны плоскими электродами 18 и 19, первый из которых заземлсн, а второй подключен к минусу источника...
Способ гальванического покрытия слоем висмута в щелочном электролите изделий из свинцовых сплавов или стальных освинцованных изделий

Номер патента: 92606
Опубликовано: 01.01.1951
Авторы: Лайнер, Персианцева
Метки: висмута, гальванического, освинцованных, покрытия, свинцовых, слоем, сплавов, стальных, щелочном, электролите
...свинцовых сотличающийся тематода 0,5 а/дм и техокислого висмута 7565 г/л, едкого калия св висмута стальнь сс прово 70 - 75 ина 12 5 г/л п ия слоем лавов иличто проце пературег/л. глице 1ободного В ЩЕ,ЧОЧ 11 освипцованДЯТ ПРИ ПЛОТв электролит(0 МЛ/Л, ЕДКОГОВПННОЙ КИСЛО Известны кислые электролиты, предазачеыс для раф 1.:1- рОВания Висмута, нгпример 001)фтористоводородпьке эленролиты О:1- нано эти электро;ить не пригодны для получения сцепленных Впсмутовых покрытий на свпнце или освинцовапных изделия.". Описываемый способ гальванического покрытия озволяст получить висмутовыс покрытия па изделиях из свинца, свинцовых сплавов плн стальны; о(- ВипцОВапных изделиях и,ает ВОзмОжнОсть сооощнть пове 1)кОстям таких изделий антифрикцио 1 ые...
Токопроводящее покрытие для изготовления литейных форм по разовым моделям методом электрофореза

Номер патента: 790023
Опубликовано: 23.12.1980
Авторы: Гонцова, Демидова, Каширин, Клочко, Козлов, Лучко, Максюк, Мелешко, Некрасов, Рыжков, Сыч
МПК: B22C 3/00, B22C 9/04, H01B 1/16
Метки: литейных, методом, моделям, покрытие, разовым, токопроводящее, форм, электрофореза
...0,5 -2,0, ц)Глина огнеупорная 0,5 - 2,5Электролит-ныйводный раствор гексаметафосфата натрия 0,08 - 0,2 у Чриготовление токопроводящего покрытия производят следующим образом: в бачок из кислотостойкого материала вливают расчетное количество кальцийалюмохромфосфатной связки, кремнезоля, раствора соляной кислоты и перемешивают 5 - 10 мин, Затем вводят высокоглиноэемистый пылевидный шамот, и все составляющие перемешивают 20 30 мин до получения однородной массы. После чего в смесь вводят поверхностно-активное вещество (ПАВ) одновременно с пеногасителем и опять перемешивают 10 - 15 мин; Температуру токопроводящего покрытия во время приготовления и нанесения поддерживают в пределах 20 - 23 ОС.Вязкость по вискоэиметру ВЗ(выходное...
“установка для нанесения покрытия на модельные блоки в “кипящем” слое”

Номер патента: 1822356
Опубликовано: 15.06.1993
Авторы: Кильдюшов, Ларионов, Рафиков
МПК: B22C 9/04
Метки: блоки, кипящем, модельные, нанесения, покрытия, слое
...ванна выполнена из двух час" . тей по вертикали, разделенных решеткой, средство распределения и подачи воздуха в ванну представляет собой кольцевой коллектор установленный в нижней части ванны, и сопла, установленные тангенциально по окружности коллектора и направленные под углом вниз, причем сопла имеют насадки в которых выполнены радиальные окна.На Фиг. изображена установка для нанесения покрытия на модельные блоки в "кипящем" слое; на Фиг.2 - разрез сопла; на Фиг. 3 - решетка; на йиг,4 - разрез А-А на Фиг.1.Где 1 - ванна, 2 - решетка, 3 - коллектор, 4 - сопла, 5 - окна, 6 ячейки решетки, 7, 8 - кольцо, 9 винт.Установка для нанесения покрытия на модельные блоки в "кипящем" слое содержит цилиндрическую ванну 1, 25 средство...
Предыдущий патент: Оснастка для вакуумной формовки
Следующий патент: Прибыль для крупногабаритных отливок
Случайный патент: Двуслойный бандаж для опорных валков станов холодной прокатки