Способ изготовления деталей из полых полуфабрикатов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
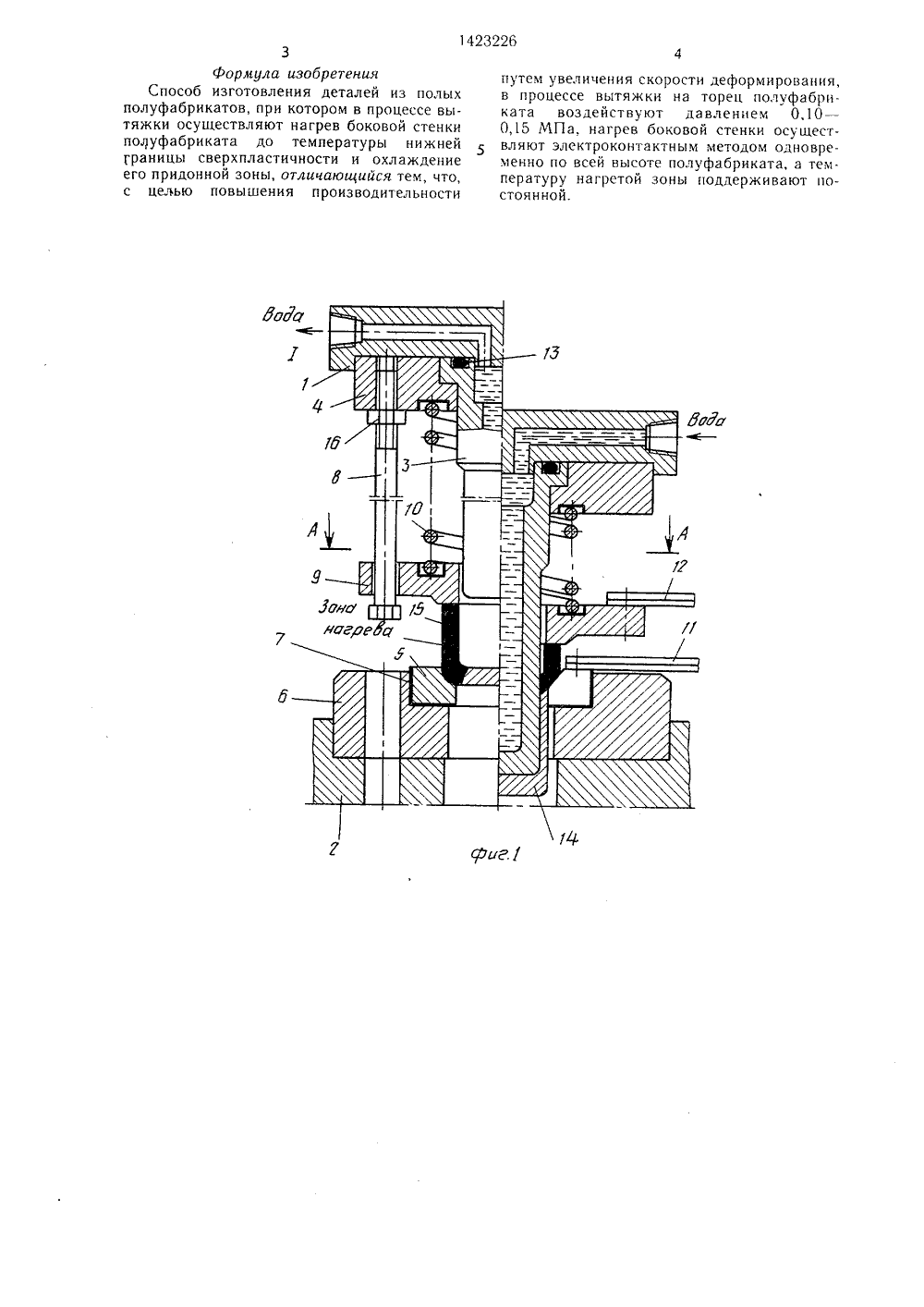
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН 19) 4 В 21 0 22/20 ОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТ ИЗОБРЕТЕНИ ОП А ВТОРС л.3 й авиа ныи техноло ров, В. АО. А. Сав(54) СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОЛЫХ ПОЛУФАБРИКАТОВ (57) Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при вытяжке с нагревом деталей из полых полуфабрикатов. Цель - повышение производительности путем увеличения скорости деформирования. Нагрев боковой стенки полуфабриката осуществляют электроконтактным нагревом по всей его высоте. Температуру нагретой зоны поддерживают постоянной. При этом на торец полуфабриката воздействуют давлением 0,10 - 0,15 МПа. Нагрев боковой стенки полуфабриката одновременно по всей его высоте позволяет осуществить вытяжку с любой скоростью деформирования. 2 ил,Изобретение касается обработки металлов давлением и относится к способам вытяжки с нагревом из полых полуфабрикатов.Цель изобретения - повышение производительности путем увеличения скорости деформирования.На фиг. 1 показан штамп для реализации способа; на фиг. 2 - разрез А - А нафиг. 1.Штамп содержит электроизолированныеот массы пресса (не показан) подвижнуюверхнюю 1 и неподвижную нижнюю 2плиты, пуансон 3, закрепленный в верхнейплите 2 с помощью пуансонодержателя 4,матрицу 5, установленную в обойме 6 иэлектроизолированную от обоймы прокладками 7, например асбестовыми. Пуансонодержатель снабжен болтами 8, на которыхсмонтирован прижим 9. Между прижимом 9и пуансонодержателем 4 установлена пружинаО, торцы которой электроизолированы от прижима 9 и пуансонодержателя4 слоем термостойкой эмали. К матрице 5и прижиму 9 жестко присоединены гибкиетокоподводящие шины 11 и 12 соответственно,Вытяжной пуансон 3 выполнен полым.В верхней плите 1 имеются два канала,соединенные с полостью пуансона 3 дляподвода и отвода воды. Герметизация внутренней полости в пуансоне 3 обеспечивается с помощью уплотнительного кольца 13.В процессе работы штампа по одному изканалов в верхней плите 1 внутри пуансо,на 3 регулярно подается охлаждающаяпроточка (вода) для интенсивного охлаждения вытянутой части изделия 14, а повторому - осуществляется отвод ее из полости пуансона 3.Усилие прижима сжатия полуфабриката15 при настройке штампа регулируется сПомощью болтов 8 и гаек 16.Способ осуществляется следующим обазом.Исходный полуфабрикат 15 а форма ста.кана устанавливают в коническую заходнуюворонку вытяжной матрицы 5, при этомподъем прижима 9 осуществляют с помощьютолкателей, смонтированных в нижней плитештампа и соединенных с нижним выталкивателем пресса (не показаны) . Затем стенкуполуфабриката 15 посредством прижима 9 ипружины 10 нагружают сжимающим усилием, обеспечивающим давление на торцеполуфабриката 15 (0,05 - 0,10) МПа. Вначале производят нагрев до температуры ни;кней границы .сверхпластичности боковойстенки полуфабриката 15 путем пропусканиячерез него от силового трансформатора (непоказан) с помощью шин 11 и 12, матрицы 5 и прижима электрического тока определенной плотности. При достижении по объему стенки полуфабриката 15 указанной температуры включается пресс и осуществляется 5 О 5 20 25 30 35 40 45 50 55 процесс вытяжки, .при этом заданную температуру полуфабриката 15 на участке между верхним его торцом и вытяжной кромкой матрицы 5 поддерживают постоянной, например, путем изменения плотности тока по ходу пуансона 3. После этого ползун (не показан) совершает обратный ход, пуансон 3 уходит вверх, а нижний выталкиватель (не показан) пресса удаляет изделие 14 из матрицы 5.Указанные величины давления на торец полуфабриката 15 обеспечивают надежный электрический контакт между торцом полуфабриката 15 и токопроводящими шинами 12, в результате исключается искрение и создаются условия для равномерного нагрева боковой стенки полуфабриката 15 одновременно по всей его высоте, а нагрев стенки полуфабриката 5 до температуры рекристаллизации и последующее деформирование при этой температуре обеспечивают необходимую мелкозернистую структуру и высокие эксплуатационные характеристики изделия 14, например высокую усталостную прочность. Кроме того, повышается пластичность и обеспечивается стабильность процесса, так как отсутствует подстывание зоны полуфабриката 15, подлежащей деформированию, а нагрев боковой стенки полуфабриката 15 одновременно по всей его высоте позволяет осуществлять вытяжку с любой скоростью деформирования, так как время деформирования не зависит от продолжительности нагрева стенки полуфабриката 15.П реимуществом и редлагаемого способа является снижение себестоимости изделий и повышение производительности за счет того, что упрощается конструкция штампа, так как отпадает необходимость размещения в матричном блоке нагревательного устройства, а нагрев боковой стенки полуфабриката одновременно по всей высоте позволяет осуществлять вытяжку с утонением с любой скоростью деформирования. Кроме того, становится возможным получением изделий данным способом из материалов, не допускающих формоизменения в холодном состоянии, причем отсутствуют дефекты поверхности, предотвращается появление трещин, обеспечивается однородная мелкозернистая структура и другие высокие эксплуатационные характеристики изВытяжка при постоянной в очаге деформаций температуре, отвечающей температурному режиму сверхпластичности, требует минимальных деформирующих усилий и может быть осуществлена с минимумом энергозатрат на менее мощном оборудовании, повышается степень деформации за один переход. Кроме того, снижается расход металла, так как объем металла в заготовке максимально приближен к обьему готовой детали.3Формула изобретенияСпособ изготовления деталей из полых полуфабрикатов, при котором в процессе вытяжки осуществляют нагрев боковой стенки полуфабриката до температуры нижней 1 раницы сверхпластичности и охлаждение его придонной зоны, отличающийся тем, что, с целью повышения производительности путем увеличения скорости деформирования, в процессе вытяжки на торец полуфабриката воздействуют давлением 0,10 0,15 МПа, нагрев боковой стенки осуществляют электроконтактным методом одновременно по всей высоте полуфабриката, а температуру нагретой зоны поддерживают постояннойй.тяга ыт о делам из ская наб., ие, г. Ужго ектная, 4 СоставителГекред И. ВеТираж 709нного комитета СССРМосква, Ж - 35, Рауиграфическое предпри орректор Водписиоеретений ид. 4/5од, ул. Про
СмотретьЗаявка
4200113, 01.12.1986
АНДРОПОВСКИЙ АВИАЦИОННЫЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ
НЕДОУРОВ ЮРИЙ СЕМЕНОВИЧ, КОЧЕТКОВ ВЛАДИМИР АНДРЕЕВИЧ, БЕЛЯКОВА НИНА ЛЬВОВНА, САВИНА ОЛЬГА АЛЕКСАНДРОВНА
МПК / Метки
МПК: B21D 22/20
Метки: полуфабрикатов, полых
Опубликовано: 15.09.1988
Код ссылки
<a href="https://patents.su/4-1423226-sposob-izgotovleniya-detalejj-iz-polykh-polufabrikatov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления деталей из полых полуфабрикатов</a>
Устройство для измерения бокового давления вязкопластичного материала при его деформировании

Номер патента: 1278635
Опубликовано: 23.12.1986
Авторы: Барсуков, Купчинов, Свиридова, Сергиенко
МПК: G01L 7/00
Метки: бокового, вязкопластичного, давления, деформировании
...измерения. 5На фиг, 1 изображено устройствопосле загрузки исследуемого материала до начала измерений, продольныйразрез, на фиг. 2 - то же, во время измерений (конечная стадия изме- Орений),Устройство содержит матрицу 1,в оформляющей полости которой установлены пуансон 2 и опорный элемент .3, между которыми расположен испытуемый образец 4, В горизонтальнойсрединной плоскости 5 матрицы 1 размещен чувствительный элемент 6, наповерхности которого установлены тензорезисторы 7. Для обеспечения воз Оможности установки чувствительногоэлемента 6 и его функционирования,матрица 1 выполнена составной из двухчастей, которые крепятся друг к другу винтами 8. Опорный элемент сос"тоит из коаксиально установленныхвнешнего 9 и внутреннего 10...
Поляризационно-оптический способ определения параметров напряженно-деформированного состояния модели полого ротора

Номер патента: 1744450
Опубликовано: 30.06.1992
Авторы: Евстратов, Кондратьев
МПК: G01B 11/18
Метки: модели, напряженно-деформированного, параметров, полого, поляризационно-оптический, ротора, состояния
...нагревают модель до температуры высокоэластичного состояния материала модели, выдерживают модель приэтой температуре до выравнивания темпе 5 ратуры по объему модели, охлаждают модель, просвечивают ее поляризованнымизлучением, регистрируют интерференционную картину и по ней определяют параметр напряженно-реформированного10 состояния модели, после нагружения модели измеряют величины давления и скоростиизменения давления наполнителя в зависимости от времени и температуры, по перемене знака скорости изменения давлениянаполнителя судят о переходе материала15 модели в высокоэластичное состояние, фиксируют стабилизацию давления наполнителя, просвечивание осуществляют послестабилизации давления и полученные данные используют при...
Способ измерения толщины стенок труб, сосудов и тому подобных полых изделий

Номер патента: 119351
Опубликовано: 01.01.1959
Автор: Ермолов
МПК: G01B 15/02, G01N 23/02
Метки: подобных, полых, сосудов, стенок, толщины, тому, труб
...доступ к полости которых для размеопределенным образом источника излучения затруднен, в качествточника излучения применяют заливаемую в полость изделия акрованную жидкость, по поглощению радиации которой массой сизделия судят о толщине этой стенки,бных котоужи, я его щения е ис- тиви- тенки Способ измерения толщины стенок труб, сосудов и тому подобных .полых изделий при помощи радиоактивного излучения, источник которого помещают в полости изделия, а регистрирующий прибор - снаружи, известен.Отличительной особенностью предлагаемого способа является применение в качестве источника излучения заливаемой в полость изделия активированной жидкости, по поглощению радиации которой массой стенки изделия судят о толщине этой стенки. По...
Способ изготовления конических изделий многопереходной формовкой

Номер патента: 1069902
Опубликовано: 30.01.1984
Авторы: Казаченок, Михайлов, Сабрикова, Троицкий
МПК: B21D 22/00
Метки: конических, многопереходной, формовкой
...полого полуфабриката, имеющего со стороны дна цилиндричес. кий участок и со стороны открытого торца конический, при котором на каждом перехо де производят уменьшение диаметра и высоты цилиндрической части и увеличение высоты конической части при одновременном уменьшении ее конусности, при формовке 50 полуфабриката на каждом переходе устанав.ливают глубину- цилиндрической части, равную глубине готового изделия, на которой диаметр его поперечного сечения равен диаметру цилиндрической части полуфабриката, диа. 55 метр открытого торца полуфабриката навсех переходах сохраняют равным диаметру открытого торца готового изделия, а угол конусности конической части полуфабриката на каждом переходе определяют по формулксфдд сРд .Ьф - и И игде б и,...
Устройство для образования утолщения на кромках листов

Номер патента: 1338927
Опубликовано: 23.09.1987
Авторы: Ершов, Жарков, Ковалев, Чумадин
МПК: B21D 19/08
Метки: кромках, листов, образования, утолщения
...т,е, прокатку деформирующего ролика 6 поторцу листовой заготовки 9, При прокатке происходит осадка (утолщение)листового материала между опорнойплитой 1, пластиной 4 прижимной плитыи рабочей поверхностью деформирующего ролика 6 в зазор с набором материала в пазу между пластинами 3и 4, в которой параллельно деформирующему ролику 6 перемещается подпорный ролик 5, Ширина паза и соответственно ширина подпорного ролика 5равна высоте требуемого утолщения.При отсутствии постоянного подпора по всей длине вначале происходит небольшое утолщение в верхнейчасти паза, т.е, ближе к деформирующему ролику 6, а при дальнейшейпрокатке заготовка 9 выпучиваетсямежду пластинами 3 и 4 в виде зигав направлении свободной поверхности,Однако...
Предыдущий патент: Штамп для вытяжки деталей сложной формы в плане
Следующий патент: Магазинное устройство
Случайный патент: Рабочий орган сучкорезной машины протяжного действия