Архив за 1991 год
Инструментальный блок для гидравлического формования сильфонов

Номер патента: 1697933
Опубликовано: 15.12.1991
Авторы: Балакирев, Кочурко, Шляховой
МПК: B21D 15/10
Метки: блок, гидравлического, инструментальный, сильфонов, формования
...вв блок,т внутрьИзвлеоддей- , 3ются наТелескопические нтул 1(и 10 равномерно размещены по абе сторОны от центральной кассеты 6 с Возмох(ность;О взаимодействия с ссютветствунщим упором 9 и связаны с кассетами набора. Дополнительные штанги 5 12 Закреплены в матрицах 1 и 2, ДопалниГельные Втулки 13 сВязаны с прилегаюЩими К марицам 1 и 2 кассетами набора, Устройство работаег следующим абра В раскрытыл и расставленный на шаг Комплект фармовочньх матриц и кассет ус 1 акавлива,от трубчатую заготовку. Производят смыкание блока, Затем герметизируют 15с онцы трубчатой заготовки и подают внутрь е формующую жидкость, По достижении заданного давления сближают подвижные ьатрицы. В результате из трубчатой заготрнки формуется сильфон. При этом теле...
Способ изготовления металлических шлангов

Номер патента: 1697934
Опубликовано: 15.12.1991
Авторы: Алексеев, Желтаков, Лоренц
МПК: B21D 15/10, B24B 39/00
Метки: металлических, шлангов
...6 давление воздействует на его торцовую поверхность, вызывая натяжение силовой оплетки, создавая осевую силу,.равную силе воздействия на оплетку со стороны гофрированной трубы при равном давлении вследствие равенства диаметров наружной гофрированной оболочки 1 и внутреннего цилиндра б, 1697934Одновременно через отверстие в порш,не 3 среда поступает внутрь гофрированной Оболочки 1 и давление де твует на ее стенки, вызывая сжатие гофров.При этом вследствие равенства наружных диаметров гофрированной оболочкой 1 ,и поршнЯ 3 дОПОлнительные Осевые силы, ,воздействующие на гофрированную обоочку, не возникают.Растяжение оплетки 5 и сжатие гофри-ованной оболочки 1 Осуществляется незат висимо друг от друга в связи с тем, ЧТО онимеют возможность...
Способ изготовления полых деталей с фланцем

Номер патента: 1697935
Опубликовано: 15.12.1991
Авторы: Балон, Ясногородский
МПК: B21D 19/00
...порезки определяют иэ соотношения а= агс 19 Й, где- расстояние между центрами поперечных сечений трубчатой заготовки и зксцентрикового фланца, г - радиус трубчатой заготовки, Затем со стороны реза на каждой части трубчатой заготовки осуществляют формообразование зксцентриковогЬ фланца путем пластического деформирования, Способ позволяет снизить металлоемкость. 2 ил. заготовки 1 (фиг,1). При этом тей А(Б) содержит цилиндр 2 и участок реза 3, Участок р ется последующему формоо тем пластического дефо зксцентриковый фланец 4 (ф а = агст 9/г, где- расстояние между це ных сечений торца трубча зксцентрикового фланца,г - радиус трубчатой за П р и м е р. Иэ трубного обрезают групповую трубча имеющую наружный диам1697935 Т Составитель Е,...
Секция штрековой крепи

Номер патента: 1697936
Опубликовано: 15.12.1991
Авторы: Николаев, Потапенко, Терновых, Цыплаков, Чулочников, Шапошников, Шахматов
МПК: B21D 19/04, E21D 11/14, E21D 11/36 ...
Метки: крепи, секция, штрековой
...6, для чего вынимают цилиндрический палец 28 из отверстий 24 промежуточного звена 6 и отверстия 25 штока гидроцилиндра 5 и разгружают гидро- цилиндры 5 одновременно с гидродомкратами стоек 2, Сложенное положение секции крепи (фиг,4, положение ) фиксируется цилиндрическими.пальцами 28, которые вставляют в отверстия 27 верхнего элемента и отверстие 26 промежуточного звена 6,Монтаж. секции крепи производят вобратном порядке. При подвигании лавы секцию крепив зоне сопряжения (фиг.3 спередисекции 1) перед головкой Лавногоконвейера 33 переводят из распертого положения во все стороны штрека (фиг,4) в положение огибания головки лавного конвейера 33 (фиг, 1),для чего в пивы 40 основания 1 устанавливают дополнительные стойки 9 ираспирают в...
Способ обработки сложнопрофильных изделий

Номер патента: 1697937
Опубликовано: 15.12.1991
Авторы: Малыгин, Тихонов, Уваров
МПК: B21D 26/14
Метки: сложнопрофильных
...так и в собранном виде).1697937 кулярна обрабатываемой поверхности. МИО северной полярностью обрабатывают вогнутые опоры и детали (отрицательная кривизна), а южной - выпуклые опоры и горизонтальные поверхности (положительная и нулевая кривизна), Это обусловлено природой магнетизма и микровихревыми токами, которые возникают при МИО деталей и изделий как из ферромагнитных, так и из парамагнитных материалов.Такая обработка практически почти полностью устраняет концентрацию внутренних, монтажных и поверхностных натяжений, которые Возникают как в деталях работающего подшипника, так и в узле в целом. Такой способ МИО оаботающего подшипника повышает его работоспособность в 1,5,2,5 раза. Составитель А. ГордюхинРедактор И.Каменская Техред...
Штамп для обработки крупногабаритных деталей

Номер патента: 1697938
Опубликовано: 15.12.1991
Автор: Смолькина
МПК: B21D 28/14, B21D 45/00
Метки: крупногабаритных, штамп
...и повышение надежности работы.На фиг.1 представлен предлагаемый штамп, вид сверху; на фиг.2 - нижняя плита, вид сверху; на фиг,3 - разрез А-А на фиг.1 и 2; на фиг,4 - разрез Б - Б на фиг,1 и 2; на фиг,5 - вид по стрелке В на фиг,4,Штамп содержит подвижную 1 и неподвижную 2 плиты, пуансон 3, нож 4, матрицы 5 и 6, установленные в обойме 7, противоотжим 8, сьемник 9 и жесткий консольный съемник 10 с замковым устройством, выполненным в виде снабженного пружинами 11 и 12 С-образного запорного элемента 13, выполненного в пазу неподвижной плиты с воэможностью поворота вокруг оси 14, уста(21) 4633612/27(71) Специализированное кбюро технологической оснпроизводственного объединхоснастка" име 7 и взаимодеиствуюи толкателем 16, установвке...
Штамп для листовой штамповки

Номер патента: 1697939
Опубликовано: 15.12.1991
Авторы: Волокитин, Семивражнов
МПК: B21D 28/14
Метки: листовой, штамп, штамповки
...16 на Величину, равную примерна 1 мм, а торец атака 23 при этомнаходится В одной плес, сти с торцом хВОстовика 24 штампа.Регулировка высоты Н штампа в открытам положении перед установкой на пресспроизводится следуацлм образом,Отворячиваат стапорный влнт 6,Втулку 5 поварачлвяют металлич:симстержнем, Вставляемым В отверстие 7., выполненное на ее боковой поверхности и пе ремещая таким образом Втулку 5 по резьбеВДОль направляющей Втулки 3 Вверх иливниз, устанавливают необходимую высотуН штампа. При этом пружины 8, растягиваясь или сх(имаясь, давят на н 1 акнОа 1 иверхнюю 2 плиты штамп:., Ограниче-Ие высОты Н ОбеспечиВяется и.:ложением втулки; 5 на направляющей вт,Ке 3. Выбранноег;оложение втулки 5 на напоавляющеЙ Втулке 3 фиксируется...
Штамп для пробивки отверстий в листовом материале

Номер патента: 1697940
Опубликовано: 15.12.1991
Авторы: Костанди, Смоленский
МПК: B21D 28/14, B21D 37/00
Метки: листовом, материале, отверстий, пробивки, штамп
...углубления к поверхности торца пуансона могут быть заруглены,Рассмотрим предложенный штамп поп.52 Э 3-1-74.Штамп обладаеттельными признакамидля дефармирования отдов обращен вершиной к пуансону. Пуансон выполнен жестким, На торце пуансона, обращенном кматрице, выполнено углубление, Вершинаконического рабочего эарца инструментадля деформиравания отходов закруглена,Переход от поверхности углубления к поверхностл торца пуанссна закруп ен.Наличие отличительных признаков Гпэзволяет признать решение соответствуощлм критериа "новизна",Отличительные признаки не обнаружены нами о исследованной литературе, посвиде- ельствует о соответствии Г 1 ред Ог;емого решения критерию "существенные отличия", Совокупность гэграничительных иОтличительных...
Устройство для вырубки детали из ленты и сборки ее с другой деталью

Номер патента: 1697941
Опубликовано: 15.12.1991
Автор: Палчевский
МПК: B21D 35/00, B21D 37/08
Метки: вырубки, детали, деталью, ленты, сборки
...или отскока отнссительно пуансоча при вырубке и подаче ее к вторОЙ детали, Размещение фиксаторов на торце прижима обеспечивает базирование второй детали относительно матрицы для вырубки и, тем самым, относительно вырубленной детали, что создает условия для присоединения прижатой вырубленной детали к второй детали, которая, в свою очередь, прижата к ленте неподвижной части. Все это исключает взаимное смещение деталей при их соединении деформированием втОрой детали, Размещение на нижней плоскости матрицы ловителей обеспечивает базирование деформируемого элемента ленты, относитег)ьно вырубной матрицы и пуансона и, тем самым, относительно вырубленной детали,5 ) 0 15 20 5 Зг) 40 45 50 Ц 3 .О а установка вовнутренней полости пуансона...
Устройство для смены штампов пресса

Номер патента: 1697942
Опубликовано: 15.12.1991
Авторы: Мишин, Темянко, Ходалев
МПК: B21D 37/04, B30B 15/32
...фиксаторам 15. Расстояние между осями фиксаторов 21.равно расстоянию между Осями отверстий в модуля 4. Диаметр фикСаторов 21 выполнен с возможностью ввода 9 отверстия в блока 4.Магазин штампов 22 выполнен с возМожностью перемещения в направлении поперечном к продольной оси пресса от гидроцилиндра 23. Ход перемещения соответствует поперечному габариту штампа, В Магазине размещен дублирующий штамп 3, Магазин имеет боковые ограничители 24 штампа, Устройство работает следующим образом, Карика 13 перемещается вперед на величину хода б, Фиксатор 15 вводится в отверстие б модуля 4 каретка 13 возвращается в исходное положенис и отделяет модуль 4 от штам 3 на величину хода 11, Фиксатор 15 выводится из отверстия б. Во время перемещения...
Способ изготовления изогнутых изделий с фланцами и устройство для его осуществления

Номер патента: 1697943
Опубликовано: 15.12.1991
Авторы: Березовский, Кадеров, Логинов, Мельник, Остриков
МПК: B21D 35/00, B21D 37/08
...новл возможн не 7 отно бочий ко вцполне усом скр радиуса ральным меньшим Вотб. Ск Р Вгиб., соо рицы,Упоры 10, расположенные на направлях 11, ловитель 12, находящийся в центабочей части гибочного пуансона 1 иопорная площадка 13, установленная на нижней части отбортава;ной матрицы 2, служат для фиксации загагавки 14,Способ осуществляегся следующим образом.Заготовка 14 устанавливается по упорам 10 на ловитель 12 и поддерживается опорной плоцадкой 13, Б этом исходном положении гибочный пуансон 1 вьст пает своим рабочим контурам 4 за рабочий контур 8 отбортавочной матрицы 2, В начальном движениилить; 3 под действием пружин 7 гибочный пуансон 1 и гибачная матрица 4 деформируют заготовку 14 на заданный радиус, При дальнейшем ходе гибочный...
Нагревательное устройство

Номер патента: 1697944
Опубликовано: 15.12.1991
Авторы: Андрюшин, Комаров, Кувалдин, Макаров, Маркин, Рахманов
МПК: B21D 37/16
Метки: нагревательное
...материалом в полостях, При пропускании электрического тока по индуктору вихревые токи индуцируются в стенках тепловой трубы, нагрев расположенный внутри ее теплоноситель. 1 з.п. ф-лы, 3 ил. зом.Ток, проходя по виткам ин создает переменное электрома ле, силовые линии которого эам стенкам испарительной зоны трубы. При этом в них индуциру вые токи, что вызывает нагрев, ся в испарительной зоне 8 теп теплоноситель под воздействи туры начинает испаряться. Пар зону конденсации 7, где, отдавкожуху,конденсирунтсяи,перейдя в жидкое состояние, при помощи фитиля 9, под действием гравитационныхи капиллярныхсил возвращается в испарительную зону 8. Таким образом, возникает замкнуто-непрерывный 5 процесс переноса тепла из испарительной 8 в...
Устройство для натяжения движущейся полосы

Номер патента: 1697945
Опубликовано: 15.12.1991
Авторы: Антипанов, Мешков, Пахарев, Пахомов, Рашников
МПК: B21D 39/08, B21D 5/06
Метки: движущейся, натяжения, полосы
...при Ь О, что также установлено экспериментально.Опытную проверку предлагаемого устройства производили на профилегибочном агрегате 0,5-2,5 х 300-1500 Магнитогорского металлургического комбината при профилировании полосовой заготовки из сталей с оЬ =-32 - 47 4 н толщинойкгс1,0 - 2,5 мм и шириной 450-1120 мм, При опытном профилировании уровень качества гофрированных листов оценивался по Выхо" ду профилей высшей категории качества.С этой целью устройство устанавливали в разных местах агрегата между листоправильной машиной и станом; посредине протался, практически, прежним (до 57 листов соответствовали высшей категории).На чертеже показано(схематично) предлагаемое устройСтво для натяжения движу щейся полосы, в исходном положении(валки не...
Штамп для калибровки кольцевых заготовок

Номер патента: 1697946
Опубликовано: 15.12.1991
МПК: B21D 41/02
Метки: заготовок, калибровки, кольцевых, штамп
...5 находится в верхнем положении, Подвиж- ЧО ные сектора 4 сдвинуты к центру штампа. ф Калибруемая заготовка 8 устанавливается ( на выступы секторов 4 и 2. Под действием внешнего усилия, например, гидравлического пресса, оправка 5 опускается по направляющей 3, раздвигая своими боковыми ф гранями подвижные сектора 4. Сектора 4, передвигаясь по направляющим паэам плиты 1, занимают конечное раздвинутое положение, растягивая калибруемую заготовку 8 по длине развертки. Заготовка 8 принимае 1 размеры рабочих калибрующих поверхностей секторов 4 и 2, При снятии внешнего усилия пресса оправка 5 под действием пружины 6 поднимается вверх, подвижные сектора 4 под действием пружин 7 сдвигаются к центру штампа, освобождая откалибро ванную...
Модуль для автоматизированной безраскройной штамповки

Номер патента: 1697947
Опубликовано: 15.12.1991
Авторы: Грин, Мышковский, Ужинова
МПК: B21D 43/00, B30B 15/30, B30B 15/32 ...
Метки: автоматизированной, безраскройной, модуль, штамповки
...21, возвращая опорулиста 15 в рабочее положение, Приводы 17 опускают откидывающиеся части опор 13 и 16 до упора их в штамп,в результате чего опоры листа 1 и15 автоматически устанавливаются науровень транспортирование листа приштамповке, Устройство 9 отделяетверхний лист от стопы, находящейсяна столе 8 и передает его на обработку, укладывая на опору листа 12 икоординатный стол 10, Координатныйстол 10 и устройство исходной ориен-тации листа 11 производят ориентациюлиста, После чего координатный столпроизводит его последовательное позиционирование, а пресс 1 с помощьюштампа 2 производит штамповку деталей, При этом опоры листа 12 и 15 совершают качание в вертикальной плоскости, следуя за нижней частью штампа,По оконцании штамповки...
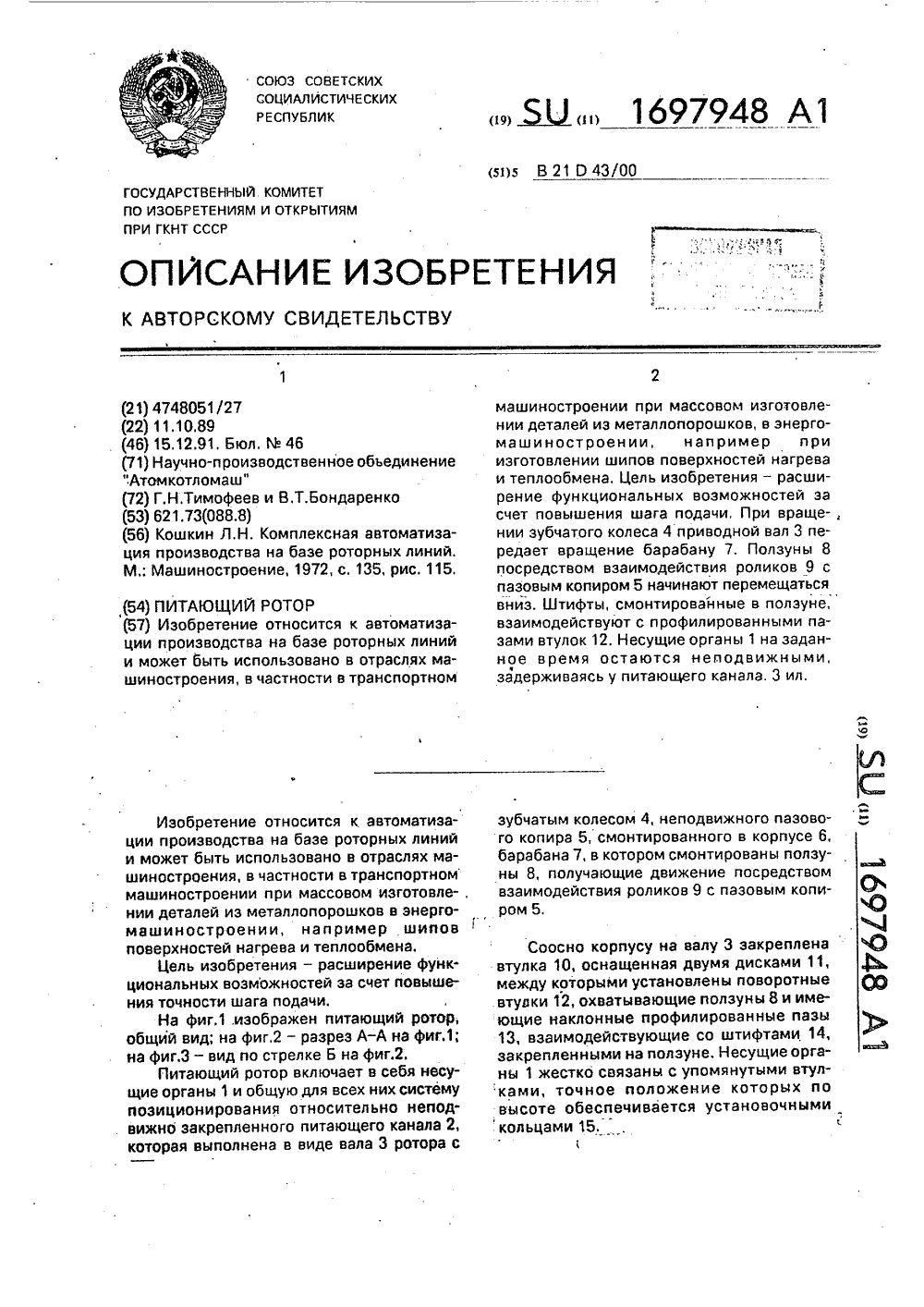
Питающий ротор
Номер патента: 1697948
Опубликовано: 15.12.1991
Авторы: Бондаренко, Тимофеев
МПК: B21D 43/00
...которых по высоте обеспечивается установочными кольцами 15.При этом, на каждой рабочей позиции в дисках 11 имеются направля ющие 16, обеспечивающие точное движение нижних концов ползунов 8.Питающий ротор работает следующим образом,При вращении зубчатого колеса 4 приводной вал 3 передает вращение барабану 7, Полэуны 8, смонтированные в барабане 7 йо числу рабочих позиций посредством взаимодействия роликов 9 с пазовым копиром 5 начинают перемещаться вниз.Совместно с барабаном 7 вращается втулка 10 с дисками 11 и установленными Между дисками 11 с возможностью поворога втулками 12 с несущими органами 1. Перемещаясь вниз по копирам 5 и Направляющим втулкам 16 ползуны 8 с установленными на них штифтами 14, взаимодействуют с пазами 13...
Устройство для подачи заготовок

Номер патента: 1697949
Опубликовано: 15.12.1991
Авторы: Ермишин, Колосов, Самонов
МПК: B21D 43/02, B30B 15/30
...параллельно и на заданном расстоянии одно от другого.Цепь 8 имеет две ветви 15 и 16, несущие толкатели 9. Цепь 8 охватываетдве звездочки 7 и 17. Плита 1 закреплена на основании 18.Устройство работает следующим образом.В исходном положении шибер 10(фиг,1) , находится в крайнем нижнем положении , толкатель 9 деталей - на выходе отводного лотка. При включении электродвигателя начинает вращаться вал 4 редуктора 3, по средством которого приводятся в движение шатун 5 с шибером 10, вал 6 со звездочкой 7 и 17 и цепью 8 (фиг,2). При подъеме шибе ра 10 детали из бункера 2 захватываются ,его рабочей частью и западают в секции, образованные скосом и ребрами 12 (фиг.3), При подходе шибера к верхней части плиты 1 детали попадают на отводной лоток 14 и...
Способ изготовления горловин баллонов

Номер патента: 1697950
Опубликовано: 15.12.1991
Авторы: Ахмедшин, Потапов, Прянишников
МПК: B21D 41/04, B21D 51/24
...баллона профильным роликом 3 (фиг,2 б), При этом деформируют только наружные слои полусферы 4 без изменения профиля внутренней поверхности полусферы. Осевой подбор торца трубчатой заготовки осуществляют при переформовке полусферы 4 в горловину б,П р и м е р. Горловина баллона получена на экспериментальной закатной установке ЭФ МИСиС, Заготовкой служила бесшовная труба диаметром 219 мм с толщиной стенки 6,5 мм из стали Д, Конец заготовкинагревали до температуры 1 = 1200 С, заготовку задавали в шпиндель, ей сообщали вращение с частотой 420 об/мин. Затем осуществляли ее поэтапную обкатку двумя не- приводными роликами: сначала цилиндрический ролик диаметром 400 мм с гладкой бочкой, поворачивался со скоростью 12 град/с и формировал...
Способ профилирования обечаек

Номер патента: 1697951
Опубликовано: 15.12.1991
МПК: B21D 53/30
Метки: обечаек, профилирования
...10 электропривода 11, смонтированного неподвижно на профилировочном станке. С валом 10 связан датчик 12 крутящего момента, выход которого электрически связан со входом коммутатора 13, Один из выходов последнего включен в цепь реверса электропривода 11, а другой выход связан с системой управления сближения валков профилировочного станка, Второй валок 14 расположен внутри исходной кольцевой заготовки 15,Способ профилирования обечаек осуществляется следующим образом. Заготовку 15 устанавливают на внутренний валок 14 и приводят валки 1 и 14 во вращение. Части наружного валка 1 при этом сомкнуты по плоскости разъема. После осуществления взаимного сближения осей валков 1 и 14 до соприкосновения с заготовкой 15 и далее на величину шага...
Способ штамповки крупногабаритных деталей

Номер патента: 1697952
Опубликовано: 15.12.1991
Автор: Милка
МПК: B21D 53/78
Метки: крупногабаритных, штамповки
...заготовку лопасти (фиг,З): при профилировании предусматривают, чтобы плоская ловерхность заготовки была изометрична рабочей поверхности матрицы1697952 г первичного штампа; линии АА Всоответствует по изометрии на плоской поверхности заготовки прямолинейный отрезок АВ. Далее осуществляют формовку лопасти гибкой. При гибке в первичном штампе заготовка лопасти облегает развертывающуюся поверхность матрицы и отрезок АВ изометрически деформируется в линию АВ. При помещении полученной детали во вторичный штамп изогнутый отрезок АВ занимает положение линии АВ, При вторичной штамповке области на заготовке, лежащие по разные стороны от окрестности изогнутого отрезка АВ, подвергаются вытяжке, окрестность отрезка принимает расчетную конфигурацию, а...
Способ изготовления кольцевых деталей

Номер патента: 1697953
Опубликовано: 15.12.1991
Авторы: Елкин, Кириллов, Кошелев, Кункин
МПК: B21H 1/02
Метки: кольцевых
...предварительно заданная толщинастенки кольца (фиг.2), сообщается перемещение дополнительному обкатному ролику5, которым производится прокатка металла. на раскатном валке 3, используемом в качестве оправки (фиг.3). При этом дополнительный обкатной ролик 5 имеет профильную наружную поверхность, состоящую иэ конического рабочего участка 6 и сопряженного с ним цилиндрического калибрующего уча стка 7. В зависимости от требуемой.величины конусности наружной поверхности заготовки ось дополнительного обкатного ролика 5 устанавливается под тем же углом к продольной оси исходной заготовки 2, по сле чего осуществляется его продольноеосевое перемещение и вращение (эа счет сил трения) между вращающейся заготовкой и профильной поверхностью...
Нажимная система кольцепрокатного стана

Номер патента: 1697954
Опубликовано: 15.12.1991
МПК: B21H 1/06
Метки: кольцепрокатного, нажимная, стана
...гидроцилиндрами каретки внутреннего валка через гидрораспределитель 17,С нажимной системой стан работает следующим образом,Перед началом работы каретка 4 с внутренним валком 3 и механизмом 11 остановки каретки отведена вправо в положение загрузки. Обратная связь разомкнута, и дросселирующий гидрораспределитель 76 открыт, а копировальная линейка опущена, Источник питания 8 отключен, и гидрораспределитель 17 закрыт,Приводом 13 регулируемый упор 12 механизма 11 остановки подвижной каретки 4 устанавливается в позицию с учетом диаметров валков и толщины заготовки, соответствующую межвалковому зазору начала рабочего участка копировальной линейки 9, который фиксируется датчиком 15. Подготовленная к прокатке заготовка надевается на...
Способ производства колец с внутренним гребнем

Номер патента: 1697955
Опубликовано: 15.12.1991
Авторы: Ващенко, Горб, Новохатний, Озимин, Староселецкий, Шрамко, Яковченко
МПК: B21H 1/06
Метки: внутренним, гребнем, колец, производства
...40 подтверждается на практике. Достаточно венца высотой Ь (фиг, ). араллельноосуществляется о катка заготовки и вб аготовки и в большой по длине гребень венца иа нефо мации вертикальных вал- удается получить, только в вертикальных ков. Наклонные валки на каждом оборо- валках. Это в первую очередге кольца осуществляют предваедварительное что на черновом стане по технологическим формирование гре ня, а веебня, а вертикальные вал и техническим причинам не удается сфорки последующую деформацию гре ня, оребня, По мировать подкат с достаточным по длинегребнем, Так как максимальное внутреннее мере внедрения наклонных и вертикальных валков в металл диаметдиаметр отверстие в кольцевой заготовке, поступающей на черновой стан после ее прошивки на...
Способ получения заготовок колец

Номер патента: 1697956
Опубликовано: 15.12.1991
МПК: B21H 1/06
...шаров 3 и 4, сообщая им противонаправленные перемещения относительно оси симметрии кольцевой заготовки 1, при этом улучшается структура изделия и уменьшается анизотропия свойств металла. 4 ил. товки шарах при расположении их центров на линии среднего диаметра исходной кольцевой заготовки. После раскатки выполняют калибровку заготовки, При этом группе шаров сообщают радиальное перемещение к оси заготовки 1, а группе шаров 3 - от оси д, заготовки 1.(П р и м е р. Торцовую раскатку кольцевой заготовки осуществляют из стали Ст. 3 с наружным диаметром 150 мм, шириной кольца 30 мм. Раскатку осуществляют деформирую- О щими шарами диаметрами 63,5 мм. (лНа этапе раскатки осевая подача шаров (,Ь . составляет 0,3 мм/об, на этапе калибровки...
Резьбонакатный станок для деталей с головками

Номер патента: 1697957
Опубликовано: 15.12.1991
Авторы: Миронцев, Пиндрик, Фортунатов
МПК: B21H 3/04
Метки: головками, резьбонакатный, станок
...28. Кроме того, через эти отверстия толкатель 9 производит даление заготовок 27 и подачу их на лоток . Отаекатель 8 установлен на кронштейне 9 и предназначен для удержания заготовок 7 в гнездах диска 5 при их транспортировке и в зоне накатки имеет планку 30 (см. фиг.5) с пружинами 31 и направляюшими 32 для обеспечения возможности перемещеНия заготовки 27 во время накатки в сторону Неподвижной накатной плашки 28. Выступы звездообразного диска 5 служат опорными Ножами при накатке резьбы на заготовках и имеют сменные планки 33, которые заменяЮтся по мере их износа, что позволяет сохранить диск 5 при эксплуатации.Резьбонакатный станок работает следующим образом.Заготовки 27 попадают поочередно в гнезда звездообразного диска 5, во время...
Стенд для прокатки кольцевых деталей с внутренним профилем

Номер патента: 1697958
Опубликовано: 15.12.1991
Авторы: Беленький, Бурилов, Муконин, Олейник, Шишкин
МПК: B21H 5/00
Метки: внутренним, кольцевых, прокатки, профилем, стенд
...гнезда ухватов, Центрирующие кулачки не показаны) ухватов вводятв соприкосновение с заготовкой по ее внешнему диаметру и закрепляют в таком положении, Опускают шток цилиндра 35 внижнее положение и выводят оправку 36 из 30заготовки, которая остается в гнезде ухватов. На оправку 17 шпинделя надевают заготовку, включением цилиндра 11поднимают ее к индуктору 21, Индуктор выставляют соосно заготовке, передвигая его 35совместно с трансформатором 20, закрепляют в таком положении,Далее заготовку поднимают в верхнееположение цилиндром 11 и выставляют еепри помощи упора (не показан) напротив 40деформирующих валков 44,51,52,58. Штокцилиндра 11 опускают в нижнее положение,заготовку снимают с оправки, затем включением цилиндра 13 перемещают оправку...
Устройство для прокатки зубчатых колес

Номер патента: 1697959
Опубликовано: 15.12.1991
Авторы: Беленький, Бурилов, Олейник, Шен, Шишкин
МПК: B21H 5/00
Метки: зубчатых, колес, прокатки
...прокатки не включаются в работу,Устройство работает следующим образом,Для прокатки зубчатого колеса заданной ширины между шпинделями 25 и 26 зажимают эталонное зубчатое колесо, соответствующее подлежащему прокатке, При помощи клиновых направляющих 21, приводимых в движение от гидроцилиндров 20, перемещают зубчатые валки 5 и 6 вдоль осей валов 1 и 2 с таким расчетом, чтобы между их ребордами 7 и 8 было расстояние, превышающее ширину зубчатого эталонного колеса, после чего перемещением суппортов 22 сближают валки 5 и бс эталонным колесом и вводят их в зацепление с ним.Затем последовательным включением в ра.; боту клиновых направляющих 21 перемещають валки 5 и 6 вдоль валков.1 и 2 до соприкосновения торцовых поверхностей реборд 7 и 8 с...
Заготовка для зубчатого венца

Номер патента: 1697960
Опубликовано: 15.12.1991
Авторы: Аснин, Иванов, Любанов, Харьюзов, Эренштейн
МПК: B21H 5/02
Метки: венца, заготовка, зубчатого
...этом случае при накаткеначинается его деформация и потеря кольцевой формь 1, что ведет к браку детали. Зонанагрева обь 1 чно составляет 2 - 4 толщины заготовки. При более тонких звездочках ширина зоны нагрева может находиться всредних пределах. Так при нагреве секторным индуктором в процессе накатки онамокет уменьшаться, Однако ввиду возможных ее колебаний гофр должен находитьсяот наружного края на расстоянии не менеетрех толщин заготовки, Так как при чрезмерном удалении гофра от наружного диаметра его эффективность уменьшается;гофр выполняется в промежутке. междусредним диаметром заготовки и наружнымдиаметром не ближе, чем на расстоянии,равном тройной толщине заготовки от нарукного диаметра.Заготовка для зубчатого венца состоитиз...
Устройство для калибрования зубчатых профилей пластическим деформированием

Номер патента: 1697961
Опубликовано: 15.12.1991
МПК: B21H 5/02
Метки: деформированием, зубчатых, калибрования, пластическим, профилей
...контакта опорной поверхности деформирующих роликов с внутренней цилиндрической поверхностью пологе цилиндрического корпуса, причем опорная поверхность размещена на периферии упомянугого диска. Это позволяет уменьшить габариты устройства и калибровать одновременно 60 и более зубчать 1 х профилей, 4 ил,зах 8 сепаратора 2 с зазором так, что они имеют возможность вращаться вокруг своей оси. Внутренняя поверхность 9 направляющей корпуса 1 имеет цилиндрическую форму, это позволяет простыми средствами обеспечить высокую точность расположения всех роликов 3 на равном радиусе, При контакте роликов 3 с обрабатываемой поверхностью зубьев заготовки 10 и с внутренней поверхностью направляющей втулки происходит трение качения, это увеличивает срок...
Способ ковки стальных заготовок

Номер патента: 1697962
Опубликовано: 15.12.1991
Авторы: Гребенюк, Портняга, Прочий, Солошенко, Шелаев, Шкиль
Метки: заготовок, ковки, стальных
...пределе, указанном в формуле изобретения, а именно 950 - 980 С, Еслизаготовку охладить немного меньше, т,е. втечение 0,3 ч, то, как показывают расчетные25 данные, на поверхности она будет иметьтемпературу 725 С, а в осевой зоне 1075 С.Наиболее равномерное распределение температуры по сечению заготовки при последующем нагреве возникает также в течение30 0,75 ч. Но при этом на поверхности и восевой зоне температура равна 1000 С. Онанесколько превышает критический порогроста аустенитного зерна, что является нежелательным,35 Если же заготовку охладить немногобольше, т,е, в течение 0,5 ч, то на поверхности она будет иметь температуру 625 С, а восевой зоне 1025 С, Наиболее равномерноераспределение температуры по сечению за 40 готовки при...