Нажимная система кольцепрокатного стана
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 1 Н 1 06 НИЕ ИЗОБРЕТЕН ЛЬСТВУ ,АВТОРСКОМУ СВ Ч О еме ова ано ыше и рестеец.дной ста- ный ГОСУДАР СТВЕ ННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(71) Всесоюзный научно-исследовательский и проектно-конструкторский институт металлургического машиностроения им.А.И.Целикова(56) Гидравлические нажимные механизмы для систем автоматизации прокатных станов в СССР и эа рубежом. М., НИИ информ- тяжмаш М 1, 1974, с. 7-8,(54) НАЖИМНАЯ СИСТЕМА КОЛЬЦЕПРОКАТНОГО СТАНА(57) Изобретение относится к обработке металлов давлением и может быть использовано в конструкциях кольцепрокатных станов разного назначения. Цель изобретения - повышение быстродействия системы и точности регулирования режимов деформирования. Кольцевую заготовку устанавливают между наружным приводным валом 1, заИзобретение относится к обработк таллов давлением и может быть испольэ но в конструкциях кольцепрокатных ст разного назначения. Целью изобретения является пов ние быстродействия системы и точност гулирования режимов деформирования На чертеже показана нажимная си ма в работе со станом для прокатки ко Стан содержит наружный приво валок 1, закрепленный на неподвижной нине 2, внутренний валок 3, установлен5 О 169795 крепленным на неподвижной станине 2, и внутренним валком 3, установленным на подвижной каретке 4 с гидроцилиндрами 5 и 6 ее перемещения. Заготовку. раскатывают, используя копировальное устройство, выполненное в виде подвижной копировальной линейки 9, трехплечего рычага 10, одно плечо которого находится в контакте с дросселирующим гидрораспределителем 7, . другое плечо контактирует с механизмом 11 остановки подвижной каретки 4, а третье плечо находится в контакте с профильной поверхностью копировальной линейки 9.Положение каретки внутреннего валка до начала прокатки на стадии выбора гранности фиксируют датчиками 14 и 15. Для осуществления холостых перемещений внутреннего валка на повышенной скорости в стан введен дополнительный источ- З ник питания 16 гидравлической энергии.Изобретение позволяет повысить точность изделий на 0,10 производительность в 1,5 раза. 1 ил. на подвижной каретке 4, и нажимную систему, включающую гидроцилиндры 5 и 6, дросселирующий гидрораспределитель 7 эолотникового типа, управляющий гидроцилиндром 5 каретки 4 и подключенный к источнику 8 гидравлйческой энергии. Стан содержит также копирное устройство, выполненное в виде подвижной копировальной линейки 9, трехплечего рычага 10, одно плечо которого постоянно находится в контакте с дросселирующим гидрораспределителем 7, другое плечо контактирует смеханизмом 11 остановки подвижной каретки 4, а третье плечо находится в контакте с рабочим профилем копировальной линейки 9, При этом механизм 11 выполнен в виде регулируемого упора 12 с приводом 13 его перемещения и установлен на каретке 4 внутреннего валка 3. Положения каретки внутреннего валка до начала прокатки (выбор гранности и исходное положение) фиксируются датчиками 14 и 15. Для осуществления холостых перемещений внутреннего валка на повышенной скорости в стан введен дополнительный источник питания 16 гидравлической энергии, подключаемый в систему управления гидроцилиндрами каретки внутреннего валка через гидрораспределитель 17,С нажимной системой стан работает следующим образом,Перед началом работы каретка 4 с внутренним валком 3 и механизмом 11 остановки каретки отведена вправо в положение загрузки. Обратная связь разомкнута, и дросселирующий гидрораспределитель 76 открыт, а копировальная линейка опущена, Источник питания 8 отключен, и гидрораспределитель 17 закрыт,Приводом 13 регулируемый упор 12 механизма 11 остановки подвижной каретки 4 устанавливается в позицию с учетом диаметров валков и толщины заготовки, соответствующую межвалковому зазору начала рабочего участка копировальной линейки 9, который фиксируется датчиком 15. Подготовленная к прокатке заготовка надевается на внутренний валок 3. Гидроцилиндры 5 и 6 одновременно подсоединяются к источникам питания 8 и 16 через гидрораспределители 7 и 17. Каретка 4 с внутренним валком 3 и заготовкой ускоренно перемещается к наружному валку до положения, определенного датчиком 14. Гидрораспределитель 17 закрывается, каретка переходит на пониженную скорость, опредегяемую пропускной способностью открытого дросселирующего гидрораспределителя 7 и источника питания 8, Заготовка зажимается между валками, Начинается период выбора гранности и раэнотолщинности, Внутренний валок 3 продолжает перемещаться к наружному валку 1, и заготовка деформируется валками по толщине до размера, соответствующего началу рабочего участка копировальной линейки 9, Упор 12 механизма 11 замыкает обратную связь (касается рычага 10), Золотник дросселирующего гидрораспределителя 7 смещается рычагом 10в среднее положение и перекрывает подачупитания от источника 8 в гидроцилиндр 5,Внутренний валок 3 останавливается, пери 5 од выбора гранности и разнотолщинностиокончился. В этом положении срабатываетдатчик 15, который дает команду на рабочийход устройства для задания программы регулирования межвалкового зазора (копиро 10 вальной линейке 9). Начинается процесспрокатки по заданной программе. Конецпрокатки фиксируется отключающим устройством (на чертеже условно не показан .Гидроцилиндр 5 гидрораспределителем 1715 соединяется со сливом, источник 8 отключается, и каретка 4 с внутренним валком 3гидроцилиндром 6 на повышенной скоростивозвращается в исходное положение. Приэтом обратная связь размыкается и копиро 20 вальная линейка возвращается в исходноеположение. Прокатанное кольцо снимаетсяс внутреннего валка.Изобретение позволяет повысить точность прокатываемых изделий путем снаб 25 кения стана нажимной системойпредложенной конструкции,Формула изобретенияНажимная система кольцепрокатногостана, содержащая гидроцилиндры, дроссе 30 пирующий гидрораспределитель управления гидроцилиндрами, копирное устройствос профильной поверхностью, механическую обратную связь между гидроцилиндрами и дросселирующим35 гидрораспределителем, о т л и ч а ющ а я с я тем, что, с целью повышениябыстродействия системы и точностирегулирования режимов деформирования, она снабжена дополни 40 тел ь н ы м источником питания сгидрораспределителем, датчиками положения элементов обратной связи, приэтом механическая обратная связь выполнена в виде регулируемого упора с45 приводом его перемещения и трехплечего рычага, одно плечо которого связано сдросселирчющим гидрораспределителем,другое плечо - с регулируемым упором,третье плечо установлено с воэможностью50 взаимодействия с профильной поверхностью копирного устройства, а регулируемыйупор установлен с возможностью перемещения вдоль осей гидроцилиндров и связанс датчиками управления обратной связью,55 при зтам дополнительный источник питаниясвязан с гидроцилиндрами,1697954 Редактор В. Фельдм орректор Н. Король оизводственно-издательский комбинат "Патент", г, Ужгород, ул.Гагарина, 1 аказ 4351 ВНИИП оставитель Е. Колядинаехред М.Моргентал Тираж Подписное осударственного комитета по изобретениям и открытиям при ГК 113035, Москва, Ж, Раушская наб 4/5
СмотретьЗаявка
4633671, 09.01.1989
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНО КОНСТРУКТОРСКИЙ ИНСТИТУТ МЕТАЛЛУРГИЧЕСКОГО МАШИНОСТРОЕНИЯ ИМ. И. А. ЦЕЛИКОВА
КАЛМЫКОВ ВАЛЕНТИН БОРИСОВИЧ, ШАЛИМОВ ГЕННАДИЙ ГЕОРГИЕВИЧ
МПК / Метки
МПК: B21H 1/06
Метки: кольцепрокатного, нажимная, стана
Опубликовано: 15.12.1991
Код ссылки
<a href="https://patents.su/3-1697954-nazhimnaya-sistema-kolceprokatnogo-stana.html" target="_blank" rel="follow" title="База патентов СССР">Нажимная система кольцепрокатного стана</a>
Каретка торцевых валков кольцепрокатного стана

Номер патента: 667300
Опубликовано: 15.06.1979
Авторы: Быков, Красносельских, Овчаров, Панкратов, Сафронов
МПК: B21H 1/06
Метки: валков, каретка, кольцепрокатного, стана, торцевых
...современных повышенных требованиях и точности прокатанных колец.Наиболее близкой по т ой сущности и достигаемому ктябрьской Революции,енной войны 1 степени,на "Красное Знамя Труда"Орджоникидзе66 Формула изобретения 15 щих планок являются трудоемкими идлительными операциями,Целью изобретения является повышениенадежности,Поставленная цель достигаетсяза счет того, что предлагаемаякаретка сна 6 жена механизмом синхронизации перемещения опор подвижноговалка, выполненным в виде, по меньшей мере, одного коленчатого вала,установленного в корпусе перпендикулярно направлению перемещения подвижного валка, в плоскости указанногоперемещения и тяг, каждая иэ которыхшарнирно соединена одним концом с подушкой, а другим - с соответствующимколеном...
Каретка торцовых валков кольцепрокатного стана

Номер патента: 904850
Опубликовано: 15.02.1982
Авторы: Грезнев, Красносельских, Кулагин, Овчаров
МПК: B21H 1/06
Метки: валков, каретка, кольцепрокатного, стана, торцовых
...плосчто каого стаоди нодвиж- разме- перемелку на- подушции пе- выполв, уста- но напвалка,, итяг, ена одс соотна при- соеди- связью904850 Формула изобретения ф +. с передаточным отношением равным единице, например, при помощи шарнирного звена.На фиг. 1 иизображена каретка торцовых валков, общий вид; на фиг. 2 - разрез А - А на фиг, 1.Каретка торцовых валков кольцепрокатного стана содержит корпус 1, внутри которого неподвижно установлен нижний торцовый валок 2, а верхний торцовый валок 3 установлен в подушке 4, перемещающейся в направляющих 5 корпуса 1 под действием 1 р нажимного устройства б. С подушкой 4 верхнего торцового валка 3 шарнирно соединены тяги , которые своими верхними концами шарнирно соединены с коленами 8, неподвижно...
Каретка для валки и трелевки деревьев

Номер патента: 1009846
Опубликовано: 07.04.1983
МПК: B61B 7/00
Метки: валки, деревьев, каретка, трелевки
...процесса валки и трелевки деревьев.Цель изобретения - повышение механизации и автоматизации процесса 15 валки и трелевки деревьев, а также . увеличение производительности труда на этих операциях.Достигается это тем, что в каретке для валки и трелевки деревьев, 2 О включающей корпус, перемещающийся по несущему канату с помощью ходо-. вых тележек, и манипулятор с захват- но-срезающим устройством, в корпусе установлена двухсторонняя телескопическая балка с зажимами несущего каната, снабженными подвижной плитой и гидроцилиндром, а эахватносреэающее устройство посредством рычага шарнирно присоединено к одному из зажимов и посредством дополнительного гидроцилиндра - к кор,пусу каретки. На фиг, 1 показана предлагаемаякаретка для...
Система питания для двигателя внутреннего сгорания

Номер патента: 1092293
Опубликовано: 15.05.1984
Автор: Котляров
МПК: F02M 13/04
Метки: внутреннего, двигателя, питания, сгорания
...и управляюшее устройство, имеющее переключатель 18, дополнительный переключатель 19 и 20.Дроссельные заслонки 9 и 15 связаны между собой и с педалью акселератора (не изображена) при помоши кинематическойцепи 21, которая соединена с подвижнь 1 м контактом 22 переключателя 18.Главная дозирующая система 4 смеси- тельной камеры 2 снабжена воздухоподводяшим каналом 23 с отсечным клапаном 24, снабженным запорным органом 25 для топливного жиклера 8 системы 7 холостого хода и связанным с электромагнитным приводом 26, имеющим цепь 27 питания, а главная дозируюшая система 10 смесительной камеры 3 снабжена воздухоподводящим каналом 28 с отсечным клапаном 29, снабженным запорным органом 30 для топливного жиклера 14 системы 13 холостого хода и...
Система питания для двигателя внутреннего сгорания
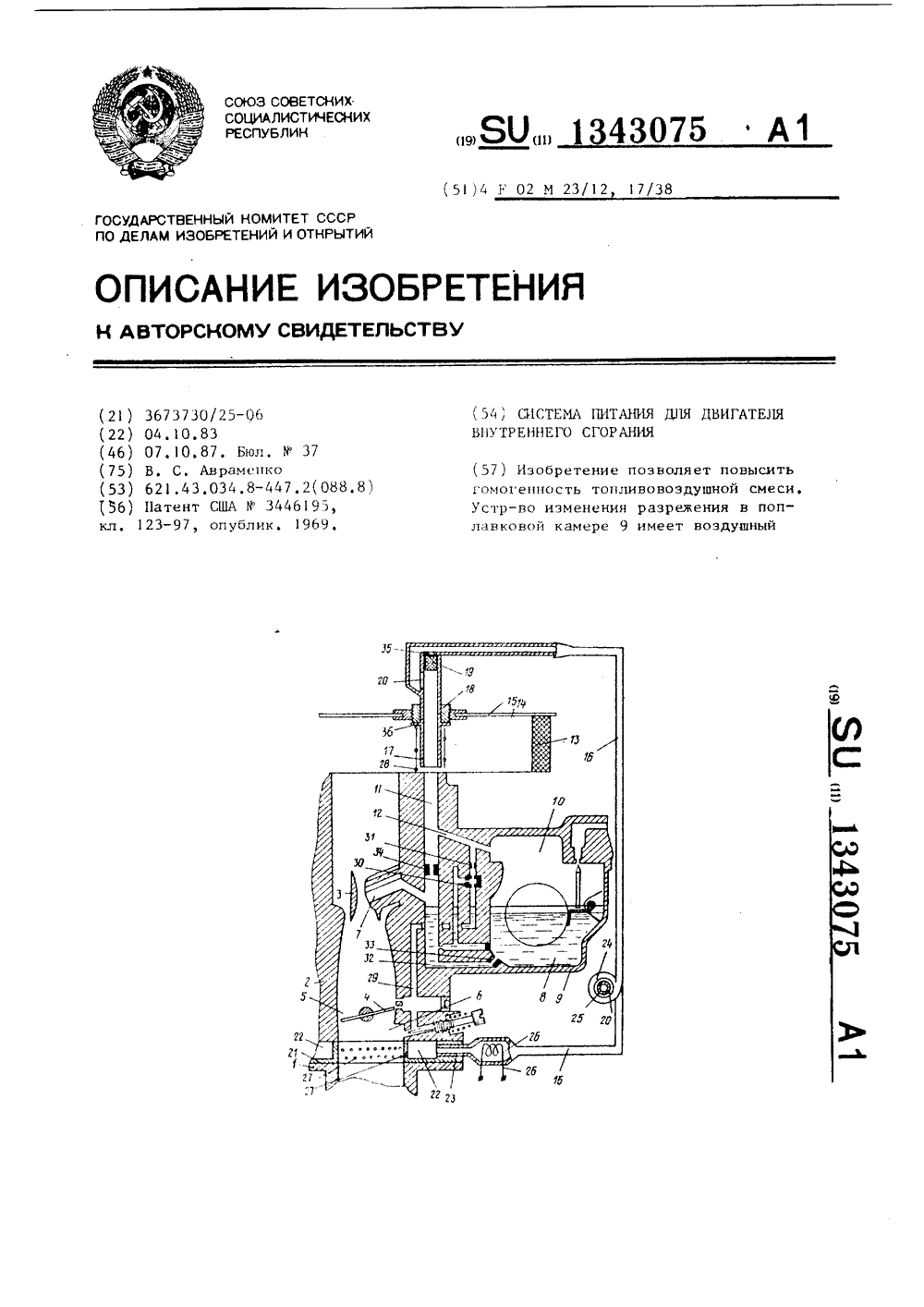
Номер патента: 1343075
Опубликовано: 07.10.1987
Автор: Авраменко
МПК: F02M 17/38, F02M 23/12
Метки: внутреннего, двигателя, питания, сгорания
...создаваяразрежение на входе воздушного канала 11, которое изменяет количествопоступающего топлива в систему 29холостого хода, Причем регулирующейвтулкой 18 устанавливают минимальныйзазор между входным штуцером 17 икорпусом 2, при котором двигательустойчиво работает,При работе двигателя на нагрузочных режимах, когда нажатием на педаль (не показана) акселератора левремещают дроссельную заслонку 4 вположение открытия, давление в зоневыходных сопел 27 возрастает, такчто поток воздуха через воздушныйтрубопровод 16 уменьшается, в связис чем рдзрежецце цд входе в воздуш 5 10 15 20 25 30 35 40 45 50 55 ный канал 11 уменьшается, тдк что уменьшается разрежение в поплднковой камере, а н двигатель поступает топлиновоздушцая смесь, приготанлинаемдя...
Предыдущий патент: Способ изготовления кольцевых деталей
Следующий патент: Способ производства колец с внутренним гребнем
Случайный патент: Способ контроля элементного состава нефтепродуктов и каменноугольных масел