Архив за 1981 год
Способ образования и отбортовки отверстий в листовом материале

Номер патента: 858984
Опубликовано: 30.08.1981
Авторы: Капустяк, Озеров, Пшебильский, Ткачик
МПК: B21D 31/02
Метки: листовом, материале, образования, отбортовки, отверстий
...повышает эксплуатационные качествадетали в целом. формула изобретения 1. Способ образования и отбортовки отверстий в листовом материале, заключающийся в том, что с одной стороны в материал внедряют инструмент для образования отверстия и воздействуют прижимом на 10 участке, охватывающем получаемое отверстие, а с другой стороны создают противо- давление в зоне получаемого отверстия, материал выдавливают в полости между материалом заготовки инструментамидля образования отверстия прижима и противоюдавления, образуют отверстие с пленкои, а затем пленку удаляют, отличающийся тем, что, с целью увеличения высоты отбортованного участка, повышения точности его конфигурации и прочности, в заготовке 20 со стороны внедрения инструмента для...
Штамп для обработки полосового и ленточного материала

Номер патента: 858985
Опубликовано: 30.08.1981
Автор: Гризун
МПК: B21D 35/00
Метки: ленточного, полосового, штамп
...съемник 7, закрепленный на направляющей 4 консольно. На винтах 6, между головками 8 и планками 5 установлены пружины 9.На торце планки 5 со стороны матрицы 2 выполнен скос 10, взаимодействующий с материалом 11 (полосой или лентой), На верхней плите 12 закреплена подкладная плита 13, пуансонодержатель 14 с пробив858985 формула изобретения ными пуансонами 15 и отрезным ножом 1 б. На матрице закреплен шаговый упор 17.На планке 5 может быть закреплен ролик 18, являющийся прижимом.Штамп для обработки полосового и ленточного материала работает следующим 5 образом.Материал 11 (полоса или лента) подается до шагового упора 17, При ходе верхней плиты 12 вниз пробивные пуансоны 15 пробивают отверстия в материале 11, а отрезной нож 16 отрезает...
Инструмент для штамповки протяжки

Номер патента: 858986
Опубликовано: 30.08.1981
Авторы: Капустяк, Озеров, Пшебильский, Ткачик
МПК: B21D 37/00
Метки: инструмент, протяжки, штамповки
...оси и перпендикулярном ей.858986 Формула изобретения ЦЭцг. Позицией 2 обозначена деталь, обрабатываемая предлагаемым инструментом, позицией 3 - обрабатываемый паз, позицией 4 - технологические поперечные пазы.Работа инструмента заключается в следующем.Пример. В детали 2, представляющей собой втулку, предварительно получают, например, путем фрезерования два поперечных технологических паза 4, Предлагаемый инструмент предназначен для протяжки во втулке продольного паза 3, С этой целью острые концы, находящиеся на периферии рабочей части инструмента, устанавливают в поперечные пазы 4 под воздействием усилия пресса на противоположный торец инструмента, прошивают продольный паз 3,Равномерное зеркальное расположение зубьев относительно оси...
Устройство для сферодвижной штамповки

Номер патента: 858987
Опубликовано: 30.08.1981
МПК: B21D 37/12
Метки: сферодвижной, штамповки
...одно из колес которого жестко связано с корпусом, а второе - в прессователем.На чертеже изображен сферодвижныймеханизм, общий вид в продольном разрезе.В корпусе 1 на подшипниках 2 и 3 расположена втулка 4 с эксцентричной осевой расточкой. Втулка 4 имеет привод вращения 20 от червячной пары - червячного колеса 5,установленного неподвижно на втулке 4 и червяка 6. Водило 7 с прессователем 8, несущем инструмент 9, своим хвостовиком858987 Формула изобретения Составитель Н. ЧеТехред А. БойкаТираж 888Государственного коелам изобретений исква, Ж - 35, РаушскПатент, г. Ужгород рнилевскаяКорректор ВПодписное итета СССР Ю. Ковач20ВНИИПпо113035, Милиал ППП дакто каз 74 ницкая м открытий ая на 6 д 4/5 ул. Проектная, закреплено во втулке 10,...
Способ формоизменения цилиндрических полых сварных заготовок

Номер патента: 858988
Опубликовано: 30.08.1981
Авторы: Глазков, Ершов, Каширин, Савченко
МПК: B21D 41/02
Метки: заготовок, полых, сварных, формоизменения, цилиндрических
...направлении, например, 10 с помощью пресса. При сжатии сварнойшов должен располагаться на боковой криволинейной части заготовки, Затем заго 858988товка одевается на внутренние вставки 2, форма и размеры которых соответствуют форме и размерам внутренней поверхности боковых криволинейных участков заготовки. Снаружи сварной шов и околошовная зона заготовки прижимаются жестким прижимом 3 с усилием (,) к внутренней вставке. После этого производится раздача заготовки за счет поворота вставок друг относительно друга. Раздача ведется до получения заданной чертежом длины периметра, Силы трения, возникающие под прижимом, блокируют опасное сечение заготовки, предотвращая локализацию деформаций. Раздача может вестись с нагревом заготовки...
Устройство для отделения листов от стопы и подачи их к обрабатывающей машине

Номер патента: 858989
Опубликовано: 30.08.1981
Авторы: Грязев, Иванов, Кравченко, Мешков, Мыкало, Пшеничный, Хмара, Чечелюк
МПК: B21D 43/00
Метки: листов, машине, обрабатывающей, отделения, подачи, стопы
...а на другом смонтирован прижимной валок 33. Усилие пружины 32 регулируется винтом 34, установленным в двуплечем рычаге 31, а зазор между валком 33 и одним из валков 28 регулируется винтом 35, установленным в двуплечем рычаге 31. Позицией 36 обозначен паз для прохода материала 1, а позицией 37 - пресс.Устройство работает следующим образом Перемещение планки 26 регулируют зазор между ней и направляющими 2, т. е. 4приводным валком 28. Винтом 34 регулируют усилие поджатия валка 33 к валку 28, а винтом 15 - положение шиберного толкателя 14 относительно каретки 6 с тем, чтобы высота части толкателя, выступающей над кареткой 6, равнялась толщине листа.Включают силовой цилиндр 20, штоккоторого приводит а движение каретку 18, а шиберный толкатель...
Штамп для свертывания цилиндрической заготовки

Номер патента: 858990
Опубликовано: 30.08.1981
Автор: Хубадзе
МПК: B21D 51/00
Метки: заготовки, свертывания, цилиндрической, штамп
...этомположении клиновой механизм разомкнут; промежуточная плита 12 опирается на пружины 14, а клинья 6 захватов 5 не контактируют с клиньями7 и 8. При дальнейшем опусканииверхней части штампа вниз начинаетсяпроцесс свертывания цилиндрическойзаготовки 11 в тор на сферическихэлементах палуматриц 1 и 2 без изменения наружного диаметра заготовки11 с одновременным сближением пуансонов 3 и 4 (фиг, 4 ),На этом этапе формоизменения клинья 7 клинового механизма перемещения захватов 5 входят в контакт с клиньями 6 захватов.В конце данного этапа формоизменения захваты 5 охватывают заготовку по наружному диаметру (без передачи радиального усилия). При этом пуансоны 3, и 4 совмешаются в одной плоскости и за счет сжатия пружин 17 сохраняют это...
Станок для обработки изделий типа тел вращения

Номер патента: 858991
Опубликовано: 30.08.1981
МПК: B21D 51/10
Метки: вращения, станок, тел, типа
...на станине 18,0 20 45 Станок для обработки изделий типа 2тел вращения работает следующим образом,Изделие от лотка-накопителя непоказан) толкателем 14 механизма 13загрузки-выгрузки подается в паз 30поворотной планшайбы 11, Совершивповорот ст привода, поворотная планшайба перемещает изделие 4 на ,рабочую позицию, при этом направляющие 12 удерживают изделия от выпадания иэ пазов поворотной планшайбы.Ползун 7 с задним патроном черезупругий элемент 15, шток 16 от при -вода не показан) получает движениев сторону переднего патрона, эахва"тывает изделие 4 из паза поворотнойпланшайбы и, утопляя поддерживающуювтулку 5 переднего патрона, прижимает изделие к центрирующему кольцу 3, при этом подреэной механизм9 с резцом 10 вместе с ползуном 7также...
Закатывающее устройство к давильному станку
Номер патента: 858992
Опубликовано: 30.08.1981
Авторы: Городищанов, Кагарманов, Ольша, Ханин
МПК: B21D 51/30
Метки: давильному, закатывающее, станку
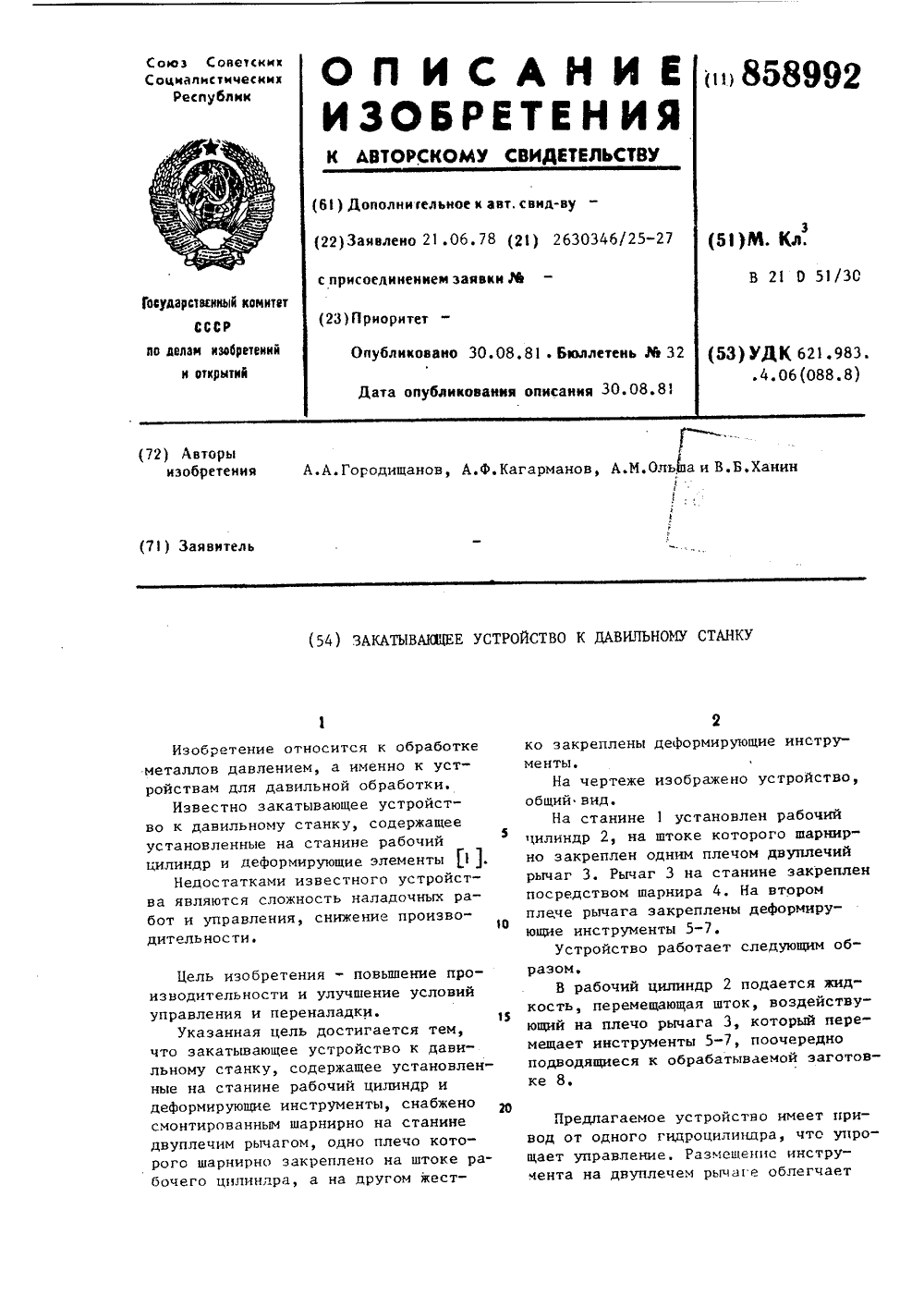
...жестко закреплены деформирующие инструменты.На чертеже изображено устройство, общий вид.На станине 1 установлен рабочий цилиндр 2, на штоке которого шарнирно закреплен одним плечом двуплечий рычаг 3. Рычаг 3 на станине закреплен посредством шарнира 4, На втором плече рычага закреплены деформирующие инструменты 5-7.Устройство работает следующим образом.В рабочий цилиндр 2 подается жидкость, перемещающая шток, воздействующий на плечо рычага 3, который перемещает инструменты 5-7, поочередно подводящиеся к обрабатываемой заготовке 8. Предлагаемое устройство имеет привод от одного гидроцилиндра, что упрощает управление, Размешенпс инструмента на двуплечем рыча е облегчаетерецаладку и иовыщве 1 ирои води гельность.формул...
Инструмент для изготовления горловин на конце трубчатой заготовки

Номер патента: 858993
Опубликовано: 30.08.1981
Авторы: Близнюков, Литвинский, Рохман
МПК: B21D 51/24
Метки: горловин, заготовки, инструмент, конце, трубчатой
...матрицу 1 и оправку 2. Позицией 3 обозначена трубчатая заготовка. Матрица 1 предлагаемого инструмента выполнена в виде фигурной пластины, а рабочая часть оправки 2 инструмента выполнена с коническимФормула изобретения 20 аказ 741 ираж 888 ИИПИ исное л ППП "Патент", г. Ужгород, ул. Проектная участком (д) и сопряженным с его большим основанием цилиндрическим участком (3), при этом диаметр цилиндрического участка равен диаметру большего основания конуса и наружному5диаметру изготавливаемой горловины.При этом конусность коническогоучастка оправки равна конусностиконического отверстия в горловине,а следовательно, ионусности нарезаемой конической резьбы.Изготовление горловины предлагаемым инструментом осуществляется водну операцию следующим...
Устройство для управления подачей герметизирующей пасты в завиток крышек консервных банок

Номер патента: 858994
Опубликовано: 30.08.1981
Авторы: Покровский, Розенбелов
МПК: B21D 51/46
Метки: банок, герметизирующей, завиток, консервных, крышек, пасты, подачей
...при их расположении25 3 85899против друга шарики 4 могут свободно проходить, между ними. Крышка 15устанавливается на столике 16. Штокупирается в рычаг 7, воздействующийна иглу 18.Устройство работает следующим образом.Крышка 15, установленная на столике 16, поднимается вместе с ним и,коснувшись щупа 7, поднимает его сжи Омая слабую пружину 9, Цуп 7, перемещаясь вверх относительно обоймы3, сваей цилиндрической поверхностьюперекрывает зону расположения шариков 4, ограничивая тем самым их смещение к центру. Дальнейший подъемщупа 7 осуществляется совместно с верхним патроном 5, ползуном 2, обоймой3 и шариками 4, при этом подъем перечисленных деталей и сжатие пружины296 осуществляется всей плоскостьюстолика 1 б. В процессе подъема шарики 4...
Способ упрочнения зубьев зубчатых колес
Номер патента: 858995
Опубликовано: 30.08.1981
Авторы: Ладанов, Пономарев, Уваров
МПК: B21H 5/02
Метки: зубчатых, зубьев, колес, упрочнения
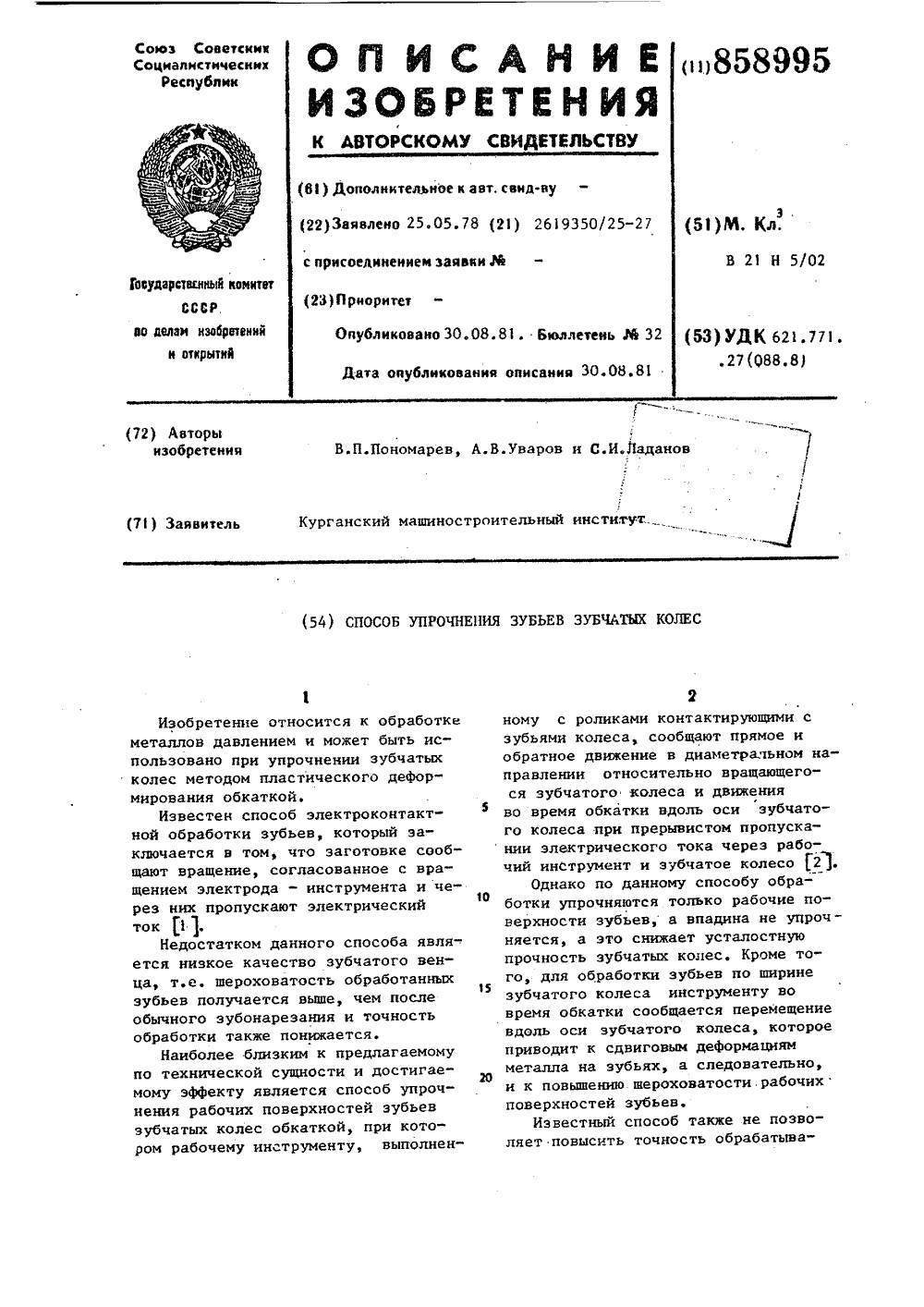
...обкатки.На Фиг. 1 изображена схема взаимодействия инструмента и обрабатыва 58995 емого зубчатого колеса ,предназначенУная для реализации предлагаемого способа, на фиг2 - разрез А-А на фиг.1,Инструмент 1 закрепляется между опорами 2 с помощью шайб 3 и винтов 4. Опора 2 устанавливается на диэлектри 10 15 20 Ч, следовательно, обрабатываемое зубчатое колесо получает реверс со скоростью В относительно оси и в результате этого упрочняются противо" положные боковые поверхности зубьев, а так как инструмент и контактирует со впадинами зубчатого колеса, то будут упрочняться и впадины, т.е. происходит упрочнение всего профиля зубчатого венца.Для обработки профиля зубчатого венца по всей его ширине инструменту сообщается подача 5 в конце каждого...
Устройство для деформирования профилей переменного сечения

Номер патента: 858996
Опубликовано: 30.08.1981
Авторы: Воробьев, Лиханский, Поляков, Тимченко, Шехтман
МПК: B21J 5/02
Метки: деформирования, переменного, профилей, сечения
...нажимноеустройство 14. Для предотвращениябоковых нагрузок на плунжер прессанажимное устройство 14 снабженовалком 15.Центрирование верхней и нижнейплит осуществляется с помощью выпалненных в нижней плите выступов 16и углублений 17 на верхней плите.Верхняя плита и нажимное устройство снабжены цапфами 18 и 19 дляподъема верхней плиты после окончания штамповки. В фиксаторах 7 и 8выполнены окна 20 и 21.В зависимости от величины ходапресса и размеров деформируемой заготовки радиус кривизны верхней плиты 1 меняется в пределах от 1,0 до6,0 ее длины в направлении качаниядля осуществления прокатыванияЭвсейрабочей поверхности верхней плиты1 по нижней плите 3.Меняя кривизну верхней плиты, увеличивают или уменьшают площадь контакта с деформируемым...
Высокоскоростной молот

Номер патента: 858997
Опубликовано: 30.08.1981
Авторы: Бандривский, Дябин, Промышленников, Сливенко, Филатова, Шкаредный, Щепеткин, Эрминиди
МПК: B21J 7/00
Метки: высокоскоростной, молот
...цилиндра 1 с газовой камерой 2, бойка 3,взводящего цилиндра 4, имеющегопоршневую 5 и штоковую 6 полости.В шток 7 встроена диафрагма 8, полость 9 над диафрагмой постоянносообщена с поршневой полостью 5 о с858997 формула изобретения верстием 1 О. На штоке установлено торцовое уплотнение 11Молот работает следующим образом.Во взведенном сосТоянии боек 3 прижат к торцовому уплотнению 11 давлением газа в камере 2.и штоковая полость 6 аоединена с напорной линией гидропривода. Рабочий ход осуществляется соединением поршневой полости 5 с напорной линией, щиэтом диафрагма 8, опускаясь вниз до упора, сжимает газ в полости 12 под диафрагмой, и нарушает рав-. новесие системы. Боек 3, разгоняясь, производит удар. Шток 7 опускается вслед за бойком 3,...
Штамп для изотермического деформирования

Номер патента: 858998
Опубликовано: 30.08.1981
Авторы: Грешнов, Кайбышев, Котунов, Метелев, Шишменцев, Щеринов
МПК: B21J 13/02
Метки: деформирования, изотермического, штамп
...и выгрузки заготоватс в ко"жухе 7 выполнено окно 9. Для нагрева штампа служат нагревательные элементы, например индуктор 10В матрице 1 и пуансоне 2 выпалнены полости 11 и 12 т которые заполнены теплоносителем, например металлом или сплавом, температураплавления которого равна температу" ре штамповки.Штамп работает следующим образам.Включают источник питания нагревательных элементов и подогревают858998 Формула изобретения ИИПИ Заказ 7415/2ираж 740 Подписное штамп до температуры штамповки. При этом теплоноситель в полостях 11 и 12 расплавляется, в результате чего происходит аккумулирование тепла. После разогрева штампа до требуемой температуры, верхняя плита 6 совместно с пуансонодержателем 4 поднимается, и через окно 9 в штамп...
Штамп для штамповки поковок

Номер патента: 858999
Опубликовано: 30.08.1981
Авторы: Бахарев, Бойцов, Джуромский, Запрягайло, Фиглин
МПК: B21J 13/02
Метки: поковок, штамп, штамповки
...верхняя и нижняя гравюрыруаья. Верхняя подвижная плита 1 штампа крепится к ползуну пресса или к бабе молота, а нижняя неподвижная плита 2 - к столу пресса или к шаботумолота. Между плитами 1 и 2 расположе"иа промежуточная плита 3, имеющая возможность перемещаться в вертикальном858999 Формула изобретения направлении по направляющим колонкам 4.Перед началом штамповки заготовку 5 укладывают на нижние гравюры ручьев 6 и 7, после чего производят штимповку. При обратном ходе ползуна или бабы плита 3 ююрывается от нижней плиты 2, например, при помощи бурта 8 на направляющей колонке 4. Отделение плиты 3 от верхней плиты 1 происхо- о дит, например, механическими тягами 9.В предлагаемом штампе одновременно могут штамповаться как...
Штамп для радиальной штамповки

Номер патента: 859000
Опубликовано: 30.08.1981
МПК: B21J 13/02
Метки: радиальной, штамп, штамповки
...7 и винтами 8. В расточке подвижного корпуса 6 закреплен сепаратор 9 с размещенными в его пазах дополнительными радиальными пуансонами 10, которые удерживаются от выпадания крышкой 11.Пуансоны 10 с помощью пазов, связаны в замок 12 с зацепами клиновых держателей 13, расположенных в радиальных отверстиях подвижного корпуса 6 и своими скошенными торцами 14 взаимодействующие с аналогичными поверхностями опорных элементов 5, которые расположены в вертикальных отверстиях неподвижного корпуса 2.Каждый клиновой держатель 13 поджимается к опорному элементу 15 двумя пружинами 16. Опорные элементы удерживаются в отверстиях неподвижного корпуса с помощью шпилек 17, регулировочных гаек 18 и винтов 19.В центре сепаратора 9 установлен нижний осевой...
Способ получения клепаного соединения с потайной головкой

Номер патента: 859001
Опубликовано: 30.08.1981
Автор: Бойко
МПК: B21J 15/02
Метки: головкой, клепаного, потайной, соединения
...4 в инструментодержателе 5, увеличивая или уменьшая длину, выступающей части обжимки, При уменьшении длины выступающей части обжимки 4, не меняя угла наклона к оси инструментодержате- ля 5, точка пересечения осей обжимки 4 и заклепки 2 переместится вниз по оси от расклепываемой поверхности, а при увеличении длины - вверх.Смещением оси обжимки 4 относительно оси инструментодержателя 5.Это смещение точки пересечения осей обжимки 4 и заклепки 2 можно достичь применением в клепальном оборудовании инструментодержателя 5 с концентрическими эксцентричными втулками, которые проворачиваются относительно друг друга. При этом меняется положение оси внутренней втулки и вместес ней оси обжимки 4 относительнооси инструментодержателя 5.Сместив точку...
Способ динамической клепки

Номер патента: 859002
Опубликовано: 30.08.1981
Авторы: Арышенский, Глущенков, Горячев, Желтов, Коднир, Козий, Козлов, Пепелин, Пирогов
МПК: B21J 15/02
Метки: динамической, клепки
...утолщением в виде поясков на концах; на фиг. 4 - клееклепальное соединение.Соединяемый пакет листов из композиционного материала размещен на матрице 1 и зафиксирован направляющей плитой 2. Матрица 1 и направляющая плита 2 имеют соосные отверстия, диаметры которых равны. Пакет деталей сжимают с усилием прижима Р, р двух сторон направляющей плитой 2 и матрицей 1.Под пакетом в отверстии матрицы 1 установлен пуансон 3 подпора на упругом элементе 4. В отверстии направляющей плиты 2 размещен стержень 5 заклепки, с диаметром меньшедиаметра отверстия в пакете, например, из сплава В 65. В зазоре междустержнем 5 и направляющей плитой 2и под стержнем 5 находится герметичная вязкая среда 6, например жидкотекучий клей. Под действием импульса силы Р....
Способ безоблойной штамповки

Номер патента: 859003
Опубликовано: 30.08.1981
Автор: Тимощенко
МПК: B21K 1/72
Метки: безоблойной, штамповки
...и гибка заготовки производят" ся известными способами, а штамповка производится по схеме, приведенной на фиг. 2. Заготовкаукладывается в ручей, образованный полуматрицами 2, и нагружается через посредство пуансо нов 3 и 4, воздействующих на две гра" ни заготовки 1. Металл выдавливается в боковые полости, выполнение в полу- матрицах 2. Объем смещаемого матери,ала в боковые полости невелик и из" нос ручья незначителен, Если толщина заготовки (полосы) равна соответствующему размеру сечения, то производится осадка заготовки в закрытом ручье, 859003Предлагаемый способ обеспечивает хорошее заполнение ручья штампа при небольших технологических условиях и требует более низких технологических усилий штамповки изделий с изогнутой осью,...
Формовочная смесь для дифференцированного охлаждения отливок

Номер патента: 859004
Опубликовано: 30.08.1981
Авторы: Горенко, Литвиненко
МПК: B22C 1/04
Метки: дифференцированного, отливок, охлаждения, смесь, формовочная
...призаливке расплавленный сплав крупкизаполняет поры смеси, уменьшает еепористость и значительно увеличиваеттеплопроводность, Кроме того, расплавленный сплав вытесняется на поверхность соприкосновения смеси с жидкимметаллом и модифицирует поверхностный слой затвердевающего или затвердевшего чугуна модифицирующими элементами (алюминием, кремнием и др,)и препятствует образованию структурно-свободного цементита.Положительное влияние на охлаждающие свойства смеси, модифицированиеповерхностного слоя отливок и ликвидацию структурно-свободного цементита проявляется при содержании в смесикрупки 57, При увеличении ее содержа,ния более 227 поверхность форм в условиях избытка расплавленной крупкисильно деформируется и теряется гео"метрическая...
Смесь для изготовления литейных стержней и форм в нагреваемой оснастке

Номер патента: 859005
Опубликовано: 30.08.1981
Авторы: Бочаров, Ванина, Любимов, Магрилова, Салтыков
МПК: B22C 1/22
Метки: литейных, нагреваемой, оснастке, смесь, стержней, форм
...продолжают в течение 1,5-2,0 мин, далее вводят феноло-формальдегидное связующее и перемешивают в течение2-3 мин, после чего смесь готова купотреблению.Комплексный отвердитель приготавливается следующим образом: вначалеприготавливают водный раствор мочевины и хлорида аммония, затем добавляют хлорное железо и хлорид алюминия.Степень готовности определяетсятемно-коричневым цветом отвердителя,который он приобретает через 2 ч после его приготовления,Комплексный отвердитель приготавливают при 20-25 С.Целесообразно, чтобы рН комплексного отвердителя находился в пределах2,7-3,0.При изготовлении стальных отливоказотсодержащие ингредиенты отвердителя (хлорид аммония и мочевина) выбкраются близкими к нижнему пределу, ноне ниже с целью...
Легирующее покрытие для литейных форм и стержней

Номер патента: 859006
Опубликовано: 30.08.1981
Авторы: Боксер, Митрофанов, Пастухов, Сиротинин, Фурман, Хлынов, Царевский, Шагалов, Шкундин
МПК: B22C 3/00
Метки: легирующее, литейных, покрытие, стержней, форм
...легирующего компонентадобавляется связунщее. Затем порошоксо связующим перемешивается в течение2 мнн.Покрытие наносится на формы (глинистые, из ЖСС, ХТС и др,) любым известным способом, слоем толщиной4-5 мм. В случае необходимости легирующее покрытие может наноситься ОЮна противопригарное покрытие.Составы и свойства предлагаемыхпокрытий приведены в табл, 1 и 2.гТаблица 1 1 Таблица 2859006 формула изобретения Составитель И. ВолковаРедактор Ю, Ковач Техред А,Бабинед Корректор В. СиницкаяЗаказ 7416/21 Тирах 869 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035 Москва, ЖРаушская наб. д. 4/5 филиал ППП "Патент", г. Ужгород, ул. Проектная,4 Из табл, 1 видно, что содержание легирующих составляющих должно...
Смазка для изложниц

Номер патента: 859007
Опубликовано: 30.08.1981
МПК: B22C 3/00
...В 22 С 3/00, 1961.4. Акцептованная заявка ЯпонииВ 51-18215; кл. 11 А 213, 1976.5. Авторское свидетельство СССРВ 472739, кл. В 22 С 3/00, 1973.40 6. Авторское свидетельство СССРУ 430936, кл. В 22 б 3/00, 1972,для получения фурфурола. Кроме того,подсолнечная лузга используется в качестве топлива,Смазка применяется следующим образом. 5Перед разливкой стали в изложницызасыпают подсолнечную лузгу в количестве 1,5-2,0 кг/т стали. Лузга содержит жир, клетчатку, воскоподобныевещества и золу в количестве 1,3-2,3 Х.10При соприкосновении расплавленногометалла с лузгой в последней начинается горение клетчатки и возгонка вос"коподобных и других летучих веществ,Поскольку процесс горения и возгонкиидет в относительно замкнутом объеме,то .в полости...
Разделительное покрытие для модельно-стержневой оснастки

Номер патента: 859008
Опубликовано: 30.08.1981
Авторы: Заленский, Лемешко, Лышенко, Стовпак
МПК: B22C 3/00
Метки: модельно-стержневой, оснастки, покрытие, разделительное
...и из эпоксидной смолы, после чего формуют, например, заливкой жидкой самотвердеющейсмесью на жидкостекольном связующем.Деревянные стержневые ящики имеютпостоянное покрытие на основе эмалиХСЭили лака ХСЛ.Жидкая самотвердеющая смесь имеетсостав масс.7: песок К 025 94,5; феррохромовый саморассыпающийся шлак4,5; древесный пек 1,0; пенообразователь некаль 0 2 жидкое стекло (мо 9 ФЭдуль 2,83 и плотность 1,47 г/см ) 5,5;вода 2,5,Свойства: влажность 5,53; газопроницаемость не менее 156 ед,; прочность на сжатие через 1 ч после заливки смеси 0,8-0,9 кг/см .Оптимальная плотность разбавленныхводой кубовых остатков, обеспечивающая абсолютное отсутствие придипаемости ЖСС к оснастке иэ дерева, чугуна, алюминиевого сплава и эпоксидной 1 находится в...
Смазка для прессформ литья под давлением

Номер патента: 859009
Опубликовано: 30.08.1981
Авторы: Гимаев, Рахманкулов
МПК: B22C 3/00, C10M 157/00
Метки: давлением, литья, прессформ, смазка
...компонентом эмали НЦ.Составы предлагаемой смазки приведены в табл. 1. 50 Смазка приготавливается следующим образом.В отдельных емкостях смешивают алв. миниевую пудру с растворителем в соотношении 1:1,9 (907. от общей массы) и битум с растворителем в соотношении 1:1 (07. от общей массы), Полученные смеси тщательно перемешивают и выдерживают в течение 24-32 ч при 25 С.В третью емкость помещают масло цилиндровое, смазку ПВК и церезин. Полученную смесь нагревают до полного растворения компонентов(температура смеси 90-40 ф С).Расплавленную массу охлаждают до 90 С при периодическом перемешивании, вносят в третью емкость смесь алюминиевой пудры и битума, смешанных ранее с растворителем, и все тщательно перемешивают до получения однородной...
Способ изготовления литейных форм

Номер патента: 859010
Опубликовано: 30.08.1981
Автор: Власов
МПК: B22C 9/03
...жидкости в 1,5-2 раза меньше, чем ее нанесение на модель и действие вакуума по известному способу. Время на удаление пленки расплавлением в 2-3 раза меньше, чем выжиганием газо" вой горелкой по известному способу.859010 Формула изобретения Составитель А. МинаевРедактор Н.Бушаена Техред А. Савка Корректор С. Шекма Тираж 8 б 9И Государственного комделам изобретений и от5, Москва, Ж, Раушс Подписноетета СССРрытийая наб., д. 4/5 Заказ 7417/22 ВНИИ по 1130филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 На чертеже изображена одна из полуформ в сборе с модельно-опочнойоснасткой,П р и м е р. Модель 1, расположен"ную на плите 2, с помощью холодиль"ного устройства 3 охлаждают до температуры -5 С. С помощью пульнеризаотора (не показан) наносят...
Способ вакуумно-пленочной формовки

Номер патента: 859011
Опубликовано: 30.08.1981
Авторы: Коротков, Пименов, Шкаликов
МПК: B22C 9/03
Метки: вакуумно-пленочной, формовки
...накладывают на поверхность формы вторую пленку, вакуумируют Форму, отключают вакуум с вакуумной полости 4 и снимают форму смодельной плиты 3. Вакуум в формесохраняют, поэтому Форма и отпечатокмодели не разрушаются. Затем, еслиэто Форма, производят заливку отпечатка, если полуформа то изготавливают вышеописанным способом вторуюполуформу с литииковой системой,стыкуют их и заливают через литниковуюсистему внутреннюю полость формы,образованную состыкованными полуформами.После полной кристаллизации слитки отключают вакуум формы, и Формапод действием собственного веса рассыпается. Готовую отливку извлекаютиз наполнителя и процесс, если необходимо, повторяют,П р и м е р. Литейные формы изготовляют на...
Способ изготовления литейных керамических форм по выплавляемым моделям
Номер патента: 859012
Опубликовано: 30.08.1981
Авторы: Акопян, Болотаева, Крестьянов, Москаленко-Моспаненко, Паляничкин, Панин, Пашовкин
МПК: B22C 9/04
Метки: выплавляемым, керамических, литейных, моделям, форм
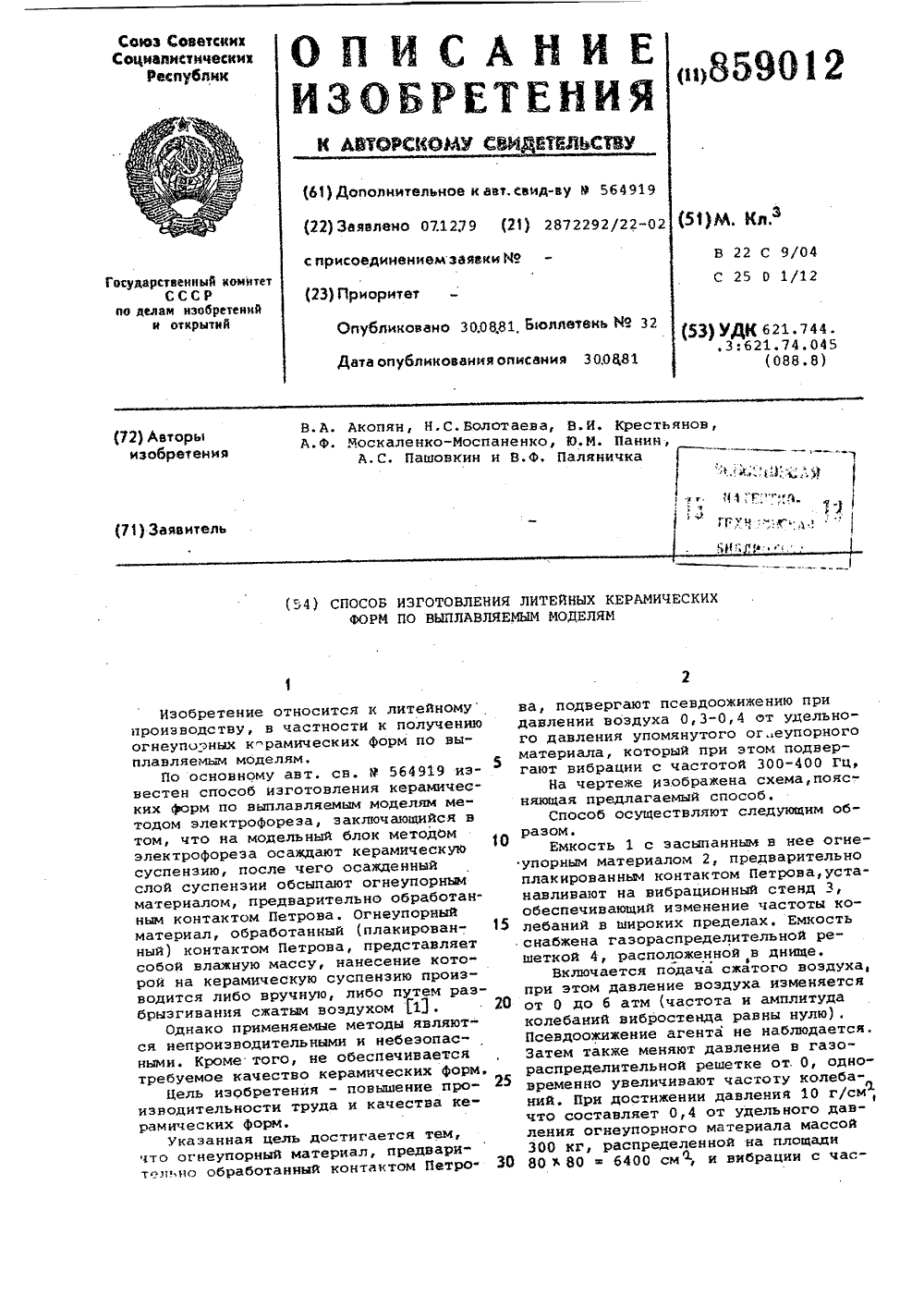
...материалом 2, предварительно плакированньм контактом Петрова, устанавливают на вибрационный стенд 3, обеспечивающий изменение частоты колебаний в широких пределах, Емкость снабжена газораспределительной решеткой 4, расположенной в днище.Включается подача сжатого воздуха, при этом давление воздуха изменяется от 0 до б атм (частота и амплитуда колебаний вибростенда равны нулю), Псевдоожижение агента не наблюдается. Затем также меняют давление в гаэораспределительной решетке от. О, одновременно увеличивают частоту колебаний, При достижении давления 10 г/см, что составляет 0,4 от удельного давления огнеупорного материала массой 300 кг, распределенной на площади 80 т 806400 см , и вибрации с час859012 Формула изобретения Способ изготовления...
Устройство для отверждения керамических форм

Номер патента: 859013
Опубликовано: 30.08.1981
Авторы: Гусева, Жданов, Ченцов
МПК: B22C 9/14
Метки: керамических, отверждения, форм
...дисками 5, ось которого вращается в подшипниках узла. Перегородки 6 делят загрузочный механизм 4 на две секции и закрывают при помощи четырех механизмов 7 полость камеры 1, уплотненную резиновыми прокладками 8, Керамические формы 9 устанавливаются на штыри 10, укрепленные на дисках 5 этажерки 4. Сушильная ка мера оборудована устройствами для ввода и выбрасывания паров аммиака, проветривания, датчиками и устройствами для поддержания необходимых пределов температуры и влажности.Загрузочныймеханизм, разделенный перегородками на две секции, поворачиваясь на 180 , вводит рабочую каме ру блоков для сушки, расположенных в одной секции, одновременно выводя отработанную партию блоков, расположенных в другой секции, Секция с отработанными блоками...