B21K — Изготовление изделий ковкой или штамповкой, например подков, заклепок, болтов, колес
Роботизированная линия горячей штамповки

Номер патента: 997947
Опубликовано: 23.02.1983
Авторы: Агафонов, Антонова, Боярский, Глузберг, Деревянко, Загуменов, Коган, Пономарев, Рудман, Староверов, Федулов, Хлебников, Шевцов
МПК: B21K 27/02
Метки: горячей, линия, роботизированная, штамповки
...боковой сторонь 1 8 пресса 7, транспортер 4 расположен вдоль боковойстороны 8 пресса 7 (параллельно или 20 под острым углом к боковой стороне пресса 7 ), а устройство 5 выдачи является продолжением транспортера .4 и размещено в зоне между роботом б и прессом 7.Транспортер 4 выполнен цепнымс кулаками 9 и Ч-образными направляющими 10. Устройство 5 выдачи имеет досылатель щих 10 подает заготовку 3 к устройству выдачи 5 заготовок 3 к роботу б,Кулаки 9 вместе с цепью 19 опускаются на звездочке 20 привода 21 транспортера 4 и выходят из зацепленияс заготовкой 3, оставляя ее в зонеустройства 5 выдачи. Включается пневмопривод 12 досылателя 11, который,взаимоДействуя с Ч -образными направляющими 10, продолженными в зону устройства 5 выдачи,...
Способ изготовления изделий типа колец с массивным ободом
Номер патента: 1000151
Опубликовано: 28.02.1983
Автор: Григорьев
МПК: B21K 1/28
Метки: колец, массивным, ободом, типа
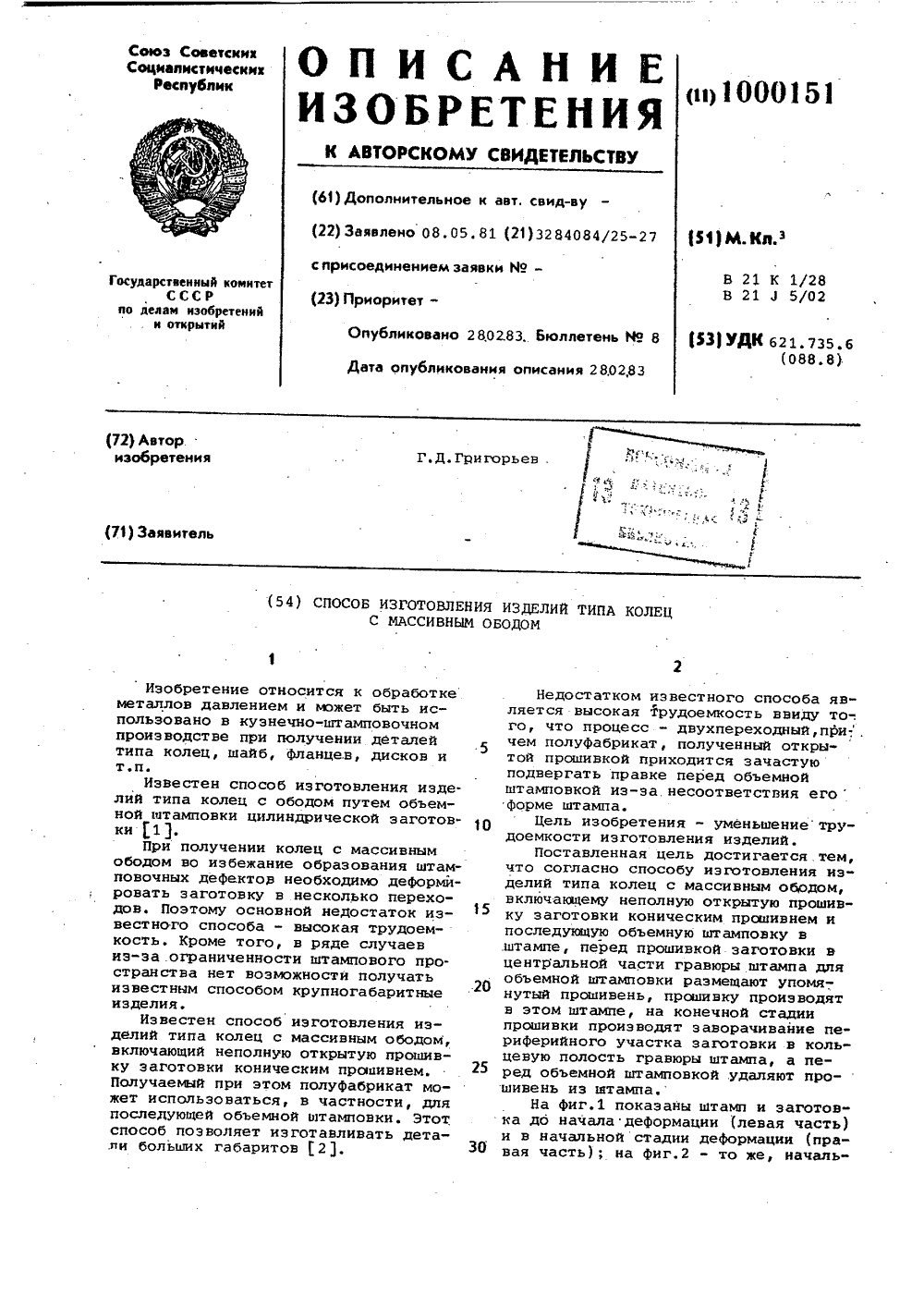
...приподнятом верхнем блоке 1 (фиг,1) на нижний блок 2 в центральную его полость устанавливают съемчый прошивень 3, На прошивень 3 соосно устанавливают заготовку 4. Приопускании верхнего блока 1 (совершается рабочий ход оборудования) происОходят неполная открытая прошивка, одновременная осадка и раздача заготовки в сторону увеличения ее диаметра,По мере уменьшения толщины слоя материала между плоскостью ручья верхнего блока 1 и торцом прошивня 3, наружная поверхность прошиваемой заготовки принимает вид усеченного конуса с криволинейной образующей,Перед заключительной стадией открытой прошивки заготовка своей наружной поверхностью контактирует с боковой поверхностью ручья нижнего блока 2 (Фиг.2). Заключительная стадия открытой прошивки...
Способ изготовления изделий типа звеньев цепи

Номер патента: 1000152
Опубликовано: 28.02.1983
Авторы: Армашев, Бянкин, Обухов, Осколков, Тагильцев, Шпилев
МПК: B21K 21/08
...Для более интенсивного ох 15 лаждения рабочих поверхностей охлаждающая смесьсжатый воздух + вода ++ барда) до момента пробивки подается через каналы 4 матриц 2 и 3. Далее матрица 3, опускаясь, перемещает20 матрицу 2, преодолевая усилие буфера(не показан), передаваемое толкатвлем 5, а пуансоны 6 пробивают отверстия в заготовке и окончательно формуют деталь с получением со стороны25 пуансона деФормации кромки 7 отверстия. При размыкании инструмента готовая деталь 8 поднимается вместе с .матрицей 3 до тех пор, пока отход 9 3 О не упрется в выталкиватель 10 и де"таль падает в подвижный лоток(не по-.казан). В дальнейшем из детали .8 выбивается отход и одновременно калибруется отверстие.П р и м е р . По предлагаемомуспособу...
Способ изготовления полых конических поковок

Номер патента: 1006032
Опубликовано: 23.03.1983
Авторы: Дикий, Кононенко, Кучерук-Кучеренко, Лаун, Шелаев
МПК: B21K 1/38
Метки: конических, поковок, полых
...получаютполую заготовку конической форьы:сцилиндрическим отверстием 2.Недостатком способа является то,что оформпенне конуса поковки приразличных величинах удельных усилий деформирования вершины и основания заготовки, обрабатываемой между оправкой и бойком, позволяетнести.ее раскатку лишь обжатиямималой величины, и применение исходной заготовки с сечением в форме усеченного конуса удлиняют иусложняют процесс изготовления полых конических поковок.Цель изобретения - повышение производительности эа счет увеличениястепени обжатия заготовки за проХОДа Указанная цель достигается тем,что сегласно способу изготовленияполых конических поковок, включающему прошивку заготовки и ее последующую раскатку обжатием бойком наоправке, прошитую заготовку...
Устройство для раскатки кольцевых поковок

Номер патента: 1006033
Опубликовано: 23.03.1983
Авторы: Арефьев, Пакало, Петунин
МПК: B21K 1/38
Метки: кольцевых, поковок, раскатки
...При раскатке таких поковок без напуска получается неразъемное соединение поковки с бандажом.Цель изобретения - повышение коэффициента использования металла и 35 снижение трудоемкости изготовления изделий путем уменьшения величины напусков на поковке.Указанная цель достигается тем, ,что в устройстве для раскатки кольцевых поковок со сплошным выступом по наружному диаметру, содержащем установленную на .стойках оправку, бандаж для ограничения наружного диаметра заготовки при раскатке и 45 ограничители заготовки по ее ширине, бандаж выполнен состоящим из двух частей, плоскость разъема которых расположена параллельно торцовым поверхностям бандажа. Причем ограничители заготовки поширине могут быть выполнены в видедвусторонней выемки по...
Способ изготовления лопаток турбомашин с заданным пределом выносливости

Номер патента: 1006034
Опубликовано: 23.03.1983
Авторы: Асатурян, Балашов, Ройтман, Федоренко
МПК: B21K 3/04
Метки: выносливости, заданным, лопаток, пределом, турбомашин
...и показатели степени, определенные многофакторнымрегрессионным анализомпри обработке усталостных испытаний лопаток(так для методов изготовления пера лопатки,дающих на его поверхности величину поверхностных остаточных сжимающих напряженийся в работу, Так как на готовой лопатке невозможно проверить механические характеристики, то после выполнения всего технологического процесса (включая термообработку идентичную указанной) считают, что лопатка должна иметь характеристики, полученные на прутке-свидетеле.Контроль проводится по идентичности структуры материала в готовой лопатке и термообработанном прутке- свидетеле.Иэ нетермообработанного прутка прОводят первый этап формообразования лопатки. Методом штамповки получают заготовку, фрезеруют...
Способ изготовления полых поковок из бесприбыльных слитков

Номер патента: 1007822
Опубликовано: 30.03.1983
Авторы: Быков, Калъченко, Кононенко, Нешенко
МПК: B21K 1/38
Метки: бесприбыльных, поковок, полых, слитков
...последующую раскатку, слиток после биллетировки подвергают протяжке в выреэных бойках в направлении от донной к верхней части со степенью деформации последней не менее 20.Способ осуществляют в следующей последовательности. Составитель Н. Жильцов Редактор А. Фролова Техред Е.Харитончик КорректорС. Шекмар.Тираж 684 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д, 4/5 Заказ 2198/14 филиал ППП "Патент", г. ужгород, ул. Проектная, 4 Ф,Бесприбыльный слиток, нагретый до ковочной температуры, подают под пресс и биллетируют, а затем протя-. гивают в вырезных бойках в направлениц от донной части слитка к его верхней части со степенью деформации ее не менее 20. После протяжкивырубают...
Способ изготовления режущих инструментов

Номер патента: 1009601
Опубликовано: 07.04.1983
МПК: B21K 5/04
Метки: инструментов, режущих
...стыковочной части 4 хвостовика 3 сварной полуфабрикат, состоящий из рабочей 1 и стыковочной 2 частей. 1, 10Изобретение относится к обработке металлов давлением, может быть использовано в инструментальном производстве.По основному авт, св. Н 941012 известен способ изготовления режущих инструментов, включающий изготовление рабочей части инструмента со стружечными канавками, хвостовика и соединение рабочей части и хвостовика радиальным обжатием металлом хвостовика боковой поверхности рабочей части инструмента, при этом перед радиальным обжатием осуществляют выдавливание материала хвостовика в стружечные канавки рабочей части инструмента 11.Недостатком этого способа является невысокая надежность полученного соединения у инструмента с...
Способ изготовления корончатых гаек

Номер патента: 1011321
Опубликовано: 15.04.1983
Авторы: Амиров, Гареев, Гордиенко, Нуркаев
МПК: B21K 1/70
Метки: гаек, корончатых
...цилиндрической части коронки и предварительным выдавливаниемвнутренней полости, после чего осуществляют окончательное выдавливаниевнутренней полости, а перед прошивкой - формообразование шлицев на коронке в закрытой матрице,На схеме показано осуществлениеспособа.Способ изготовления осуществляется следующим образом,Предварительно полученную цилиндрическую заготовку осаждают, затемосуществляют Формообразование многогранника с одновременным выдавлива рнием наружной цилиндрической частикоронки и предварительным выдавливанием внутренней полости с диаметромпод прошивку и глубиной И С л ++ (1 - 1,5) мм,55где В - глубина внутренней полости;Ь - высота пояска,Увеличение размера углубленияна данной операции резко нагружает...
Способ изготовления колец и штамп для его осуществления

Номер патента: 1013073
Опубликовано: 23.04.1983
Авторы: Балашов, Кривоногов, Митичкин, Санков, Саускан, Симонов
МПК: B21K 1/04
...Я- г.к, стоящей-ив чеЮфИсЙкт 6 ров, контакти- " Для извлеченияготовой детали.изруюшяхоЯежду ЬЬ 6 ЬИ:ТЙ"наклонным плос-штампа служат толкатели 23; От залипа- костящ ЧЫобЬЙЙЙлйуйнсонов, сектора он у ния готовой детали на верхнемпуансонеравкидатзййивйЮйЖиуо.матрицы с кони- " 16 служат" толкатели 24"-"вэаимодействую- , ческой бйймойЖйбжеЧ 1 йфйехайизмамищие "через траверсу "25 "и" толкатель."26 свыталкиъателем пресса.,СоосностЬ рбейх,",;,Механизмы перемещения могут быть половин штампа" обеспечйвается йагфевля" выполнейй"ЬФИе- рЪзйВЫ ням на верх; юшими втулками 27 и колонками -,8, ней ф-"ффйейппййтах"обойм" с"четырьмя:-:" Т-: :-.: .ни кпиноъийи 4 ййьййЩкИ; кдцЫй наружный : Штамп работает. сйедувйцйй ебрМ 01 ю;- "- клиновый "алейИи"фйзЖйййн...
Способ изготовления деталей типа режущих дисков почвообрабатывающих машин
Номер патента: 1013075
Опубликовано: 23.04.1983
Авторы: Ахременко, Гоголь, Котиков, Лукин, Олейниченко
МПК: B21K 1/28
Метки: дисков, машин, почвообрабатывающих, режущих, типа
...части диска и термооб-работку на твердость в заданных пределах, термообработку дисковых заготовок 30проводят до формообразомния леэвийнойчасти с обеспечением ) минимально до-,пустимого значения твердости, а формообрвэомние леэвийной части диска осуществляют путем холодной пластической дефор-З 5мации с доведением твердости лезвийнойчасти зв счет наклепа до максимальнодопустимого значения,Применение холодной пластической деформации для формообразования лезвия 40позволяет полностью исключить отходыметалла в стружку и повысить производительность в 4-5 раз за счет сокращения времени получения лезвия до 3-4 с. по сравнению с временем механической 45обработки 16 с. При этом твердость лезвия повышается за счет накпепа до максимально...
Инструментальный узел для обрезки многогранных головок стержневых изделий

Номер патента: 1013076
Опубликовано: 23.04.1983
Авторы: Васильев, Железков, Паршин, Петрик, Пономарев
МПК: B21K 1/50
Метки: головок, инструментальный, многогранных, обрезки, стержневых, узел
...для обрезки многогранных головок стержневыхизделий, содержащем два рабочих инструмента, установленных соосно и имеющихосевое отверстие, при этом один иэ рабочих инструментов имеет многогранноеотверсты с режущими кромками режущие 55кромки в местах пересечения гранейотверстия смещены одна относительнодругой по высоте. Смещение режущих кромок именно в местах пересечения граней отверстия устраняет причины образования вырывов на ребрах многогранника изделия, так кис в этом случае осевые усилия со стороны инструмента на металл действуют ло"черепно по смежным граням, и поэ-, тому не превосходят усилий, вызывающих сдвиг в углах многогранника. Сме щение режущих кромок в других местах, например, посредине граней, не устранит причин образования...
Способ штамповки поковок шаровых опор

Номер патента: 1013077
Опубликовано: 23.04.1983
МПК: B21K 23/04
Метки: опор, поковок, шаровых, штамповки
...сферф ческой головкой заготовка; на фиг. 2 предварительная поковка с облоем; на фиг. 3 - схема обжима поковки шаровой опоры с приложением осевого сжимающего усилия противодавления, (д и Ь - соответственно диаметр и высота исходной круглоцилиндрическт" заготовки; д - диаметр высаженной сферической головки после первого перехода штамповки; 0 - наружный диаметр сферической части головки предварительной поковки; Ь - расстояние от торца сферической части поковки до средней линии облоя).Схема оЬжима поковки шаровой опоры содержит предварительную поковку 1 с облоем, уложенную в матрицу для обжима, пуансон 2 оЬреэного штампа, облой 3 , матрицу 1, окончательную поковку 5 после обжима, выталкиватель 6, буферное устройство 7,Приведенные...
Механизм отрезки к холодновысадочному автомату

Номер патента: 1013078
Опубликовано: 23.04.1983
Авторы: Борисов, Воробьев, Луговой, Марчук, Редькина, Чвилев
МПК: B21K 27/06
Метки: автомату, механизм, отрезки, холодновысадочному
...прямом рабочем ходе движениеот прямого кулачка 1 через рычаги 3передается ведущей части 4" ножевого штока он движется вправо по схеме на фиг. 1), Двухходовые краны 13повернуты так, как показано на фиг.2.Полость В гидравлического цилиндрапри этом оказывается запертой и через нее движение передается исполнительной части 5 ножевого штока, 20 и воспринимается технологическоеусилие. При сколе разделяемого намерные заготовки прутка в моментрезкого сброса технологической нагрузки ножевой шток вследствие на копленной при резке потенциальнойэнергии упругой деформации получает ускоренное движение в сторонусвоего перемещения (вправо). Вследствие того, что ведущая часть 4 што ка удерживается рычагами 3, исполнительная часть 5 штока...
Механизм отрезки

Номер патента: 1013079
Опубликовано: 23.04.1983
Авторы: Иванков, Луговой, Токарев, Фазлулин
МПК: B21K 27/06
...шток с ножом, привод перемещения ножевого штока, а также демп фирующее устройство, выполненное в вивиде цилиндра и размещенного в немпоршня со штоком, цилиндр демпфирующего устройства выполнен в ножевомштоке, а его шток закреплен на ста нине автомата.На фиг. 1.изображен механизм от.- резки; на фиг. 2 - узел 1 на фиг.1Механизм отрезки, размещенный настанине 1 автомата, содержит привод 5 1,в данном варианте кулачково-рычажный ), ножевой шток 2, на которомзакреплен нож 3, и демпфирующее устройство 4, расположенное в ножевомштоке 2. Демпфирующее устройство 30 состоит из цилиндра 5, в которомразмещен шток 6 и поршень 7. Внут:ренняя поверхность цилиндра 5 имееткольцевой выступ 8, В поршне 7расположен обратный перепускной клаЗ 5 пан...
Способ изготовления шурупов

Номер патента: 1016034
Опубликовано: 07.05.1983
Авторы: Киселева, Мокринский, Ригмант, Щекочихина
МПК: B21K 1/56
Метки: шурупов
...конуса конусного участка, меньшим угла конуса упомянутого заостренного конца, ис суммарным объемом, превышающимобъем заостренного конца изготовленного шурупа, затем производят редуцирование полученного выдавливаниемконца стержня с увеличением длиныконусного участка и уменьшением диаметра цилиндрического участка до величины, составляющей 0,5-0,7 величины наружного диаметра резьбы изготов-ленного шурупа, а образование заостренного конца шурупа производят принакатке резьбы на цилиндрический иконический участки конца стержня,причем при редуцировании полученно 50го выдавливанием конца стержня образуют два цилиндрических участкаотделенных друг от друга дополнительным коническим участком,На чертеже показаны переходы осу-ществления...
Способ изготовления деталей типа вилок карданов

Номер патента: 1016035
Опубликовано: 07.05.1983
Авторы: Вартанян, Ефимов, Хачикян
МПК: B21K 1/74
...перпендикулярно плоскости приложения первоначального усилия обратного выдавливания.На фиг. 1 показаны технологические переходы штамповки вилки; нафиг. 2 - штамп и размещение в нем за.готовки при Формовке из нее полуфабриката (первый переход); на фиг3 штамп и размещение в нем полуфабриката при формовании из него готовойдетали (второй переход); на фиг.разрез А-А на Фиг. 2, 5 10 20 25 30 35 40 45 50 55 Штамповку вилок осуществляют следующим образом,Цилиндрическую заготовку 1, нагретую до температуры ковки помещаютв подпружиненную матрицу 2 до упорав толкатель 3, При ходе ползуна пресса вниз пуансон 4 надвигается на фматрицу 2 и смещает ее вниз, сжимаяпружины. При этом верхняя часть, заготовки, расширяясь, вытекает в зазоры между матрицей и...
Устройство для получения внутренних резьб на деталях

Номер патента: 1017430
Опубликовано: 15.05.1983
Авторы: Любин, Телега, Урлапов
МПК: B21K 1/56
Метки: внутренних, деталях, резьб
...пластины 15 входят в отверстие гайки 17, аскосами 20 - в коническую выточку дополнительной втулки 21, установленнойс воэможностью перемещения, на дополнительном корпусе 11, Между втулкой 4и дополнительной втулкой 21 установлена пружина сжатия 22, Перемещение доУстройство содержит основной корпус1, в средней части которого выполнены (равномерно по.окружности) пазы пря,моугольной формы, наклоненные под оди. наковым углом ос к оси корпуса. В па3 10174полнительной втулки 21 по корпусу 11ограничивается стопорным кольцом 23,а перемещение втулки 4 по корпусу 1 -стопорным кольцом 24. В нерабочемположении под действием пружины 22,воздействующей на втулки 4 и 21,реэьбовые пластины 2 находятся в крайнем нижнем положении, а дополнительныереэьбовые...
Способ изготовления плоских поковок с удлиненной осью и устройство для его осуществления

Номер патента: 1018775
Опубликовано: 23.05.1983
Авторы: Арановский, Зайцев
МПК: B21K 5/16
Метки: осью, плоских, поковок, удлиненной
...шибер для подачи штучных заготовок на первую позицию штамповки и упор, штамп выполнен с ножами, образованными фигурными выступами.на верхней и нижней половинах штампа, при этом под ножом нижней половины штампа выполнен щелевой паз под шибер, а рабочая торцовая по верхность шибера и боковая поверхность упора спрофилированы по конту" ру штучной заготовки.На Фиг. 1 изображено устройство для изготовления плоских поковок, 60 общий видв разрезе; на Фиг, 2- разрез А-А на Фиг.1.Устройство содержит нижнюю 1 и верхнюю 2 половины штампа, цепной транспортер 3, установленный вдоль 65 штампа, шибер 4 и его привод (непоказан ).Нижняя половина 1 штам,а снабженапрофилированным упором 5, которыйопределяет первую позицию штамповки,где осуществляется...
Способ изготовления изделий типа стаканов с наружными боковыми выступами

Номер патента: 1026923
Опубликовано: 07.07.1983
Авторы: Алиев, Богоявленский
МПК: B21K 21/08
Метки: боковыми, выступами, наружными, стаканов, типа
...с уменьшением общей высоты заготовки на8,3 мм и выполнение углубления (полой части изделия) с глубиной 13 мм, достигающей уровня нижнего торца фланца с помощью ускоренно движущейся внутренней частью пуансона, Фланец имеет сложную форму (Фиг. 4, правое верхнее изображение), состоящую из шестигранной части (5 = 36 мм)высотой 6 мм и круглой части Ф 44 толщиной 6 мм с отступлением от верхней кромки на 1 мм.На втором этапе деформирования выполняют обратное выдавливание полой части изделия в условиях отсутствия относительного смещения истекаемого металла и матрицы (подвижной) перемещением только внутреннего пуансона, В результате получают стакан со сложной наружной поверх- З 5 ностью, имеющий общую высоту 56,212,0 мм и толщину донной части...
Автомат для изготовления изделий типа винтов и шурупов

Номер патента: 1028412
Опубликовано: 15.07.1983
Автор: Цветков
МПК: B21K 1/46
Метки: автомат, винтов, типа, шурупов
...клиноременную передачу 3 с коленчатым валом 4, а также ползун с блоком пуансонов 5, Коленчатый вал 4 через пару цилиндрических шестерен связан с поперечным распределительным валом б, который, в свою очередь, связан через три пары конических шестерен с продольным распределительным валом 7, поперечным распределительным валом 8 и продольным распределительным валом 9. 65ьный связан перечный ез кулакивания о бло ип 14 Продольный распределит л вал 7 через систему кулак в с механизмом отрезки 10, о распределительный вал 8 ч р ки связан с механизмом вы ал 11, фиксатором 12 матричн г ка 13, а также через крив ш с механизмом подачи 15,Вал 9 через две пары ц ких зубчатых шестерен вз аи вует с кривошипом 1 б маль механизма 17, являющегося...
Способ изготовления многогранных гаек

Номер патента: 1030088
Опубликовано: 23.07.1983
Авторы: Журавлев, Иванков, Илясов, Луговой
МПК: B21K 1/56
Метки: гаек, многогранных
...перехо-.да 21.Однако этот способ позволяетполучать детали невысокого качест-ва иэ-за наличия поверхностных дефектов (,трещин ).Целью изобретения является повышение качества изготовления гаек.Поставленная цель достигаетсятем, что согласно способу изготовления многогранных гаек холоднойштамповкой, заключающемуся .в отрезке круглой заготовки, калибровкеторцов с осадкой заготовки и образованием фаски, формообразованиишестигранника с одновременным выдавливанием отвестия и поворотомзаготовки на 180 после каждогоштамповочного перехода, заготовкуотрезают с соотношением размеровЕю 0,9 1,2где Ъ - высота заготовки,б - диаметр заготовки, осадкузаготовки осуществляют последовательно, уменьшая высоту гайки после каждого перехода на величинуьЬ)...
Устройство для обрезки головок заготовок болтов

Номер патента: 1031628
Опубликовано: 30.07.1983
Авторы: Заика, Литвишков, Логинов, Сорокин
МПК: B21K 1/50
Метки: болтов, головок, заготовок, обрезки
...и увеличивая расход электроэнергии, потребляемой приводом автомата.Цель изобретения - повышение надежности работы устройства за счетуменьшения нагрузок йа его звеньяи экономия электроэнергии.Поставленная цель достигается тем,что устройство для обрезки заготовок оголовок болтов по авт.св. Ю 893387снабжено датчиками положения ползуна и наличия болтов в матрице, свя,занными с блоком управления включениясети питания элементов источника магнитного поля.Такое конструктивное решение позволяет при отсутствии заготовкиболта в матрице включать магниты ипредотвращать соударение матриц. Если в матрице находится заготовкаболта , то магниты отключаются. Все 628 это уменьшает нагрузки на звенья механизма обрезного автомата.На чертеже изображена...
Способ получения внутренней резьбы на заготовке

Номер патента: 1031629
Опубликовано: 30.07.1983
МПК: B21K 1/56
Метки: внутренней, заготовке, резьбы
...заготовки на резьборежущий инструмент навивают проволоку из материала резьбовой частизаготовки, преимущественно из высокопрочного сплава,Для повышения прочности соединенияпроволоки с заготовкой после навивкипроволоки на резьбообразующий инстру.мент на ее наружной поверхности выполняют насечку.Иежду поверхностями проволоки изаготовки помещают прослойку из припоя, а после объемного обжатия заго-,товку нагревают до теипературы плавления припоя.На Фиг.1 показан момент навивкипроволоки на оправку резьбообраэующе.го инструмента и образование насечкииз наружной поверхности проволоки;на фиг,2 - положение заготовки с отверстием и инструмента с навитой 15 20 25 30 35 40 45 50 на него проволокой перед объемным обжатиеи заготовки; на Фиг.3 -...
Пресс для раскатки обечаек

Номер патента: 820071
Опубликовано: 07.08.1983
Авторы: Блик, Гусев, Кукушкин, Русанов, Симон, Трифонов, Ушаков, Шевелев
МПК: B21K 1/38
Метки: обечаек, пресс, раскатки
...дополнительным передвижнымстолом и проставками, жестко закрепленными на нижней поперечине,при этом дополнительный передвижной стол размещен на проставках свозможностью перемещения параллельно основному передвижному столу ивыполнен с центральными проемом, рав-З 5ным по ширине расстоянию между про-ставками, а оправка смонтированана дополнительном передвижном столе и плоскости, перпендикулярнойнаправлению его перемещения. 40На фиг, 1 представлен общий видпресса, разрез, на фиг, 2 - разрезА-А на фиг, .1,Пресс для раскатки обечаек содержит верхнюю 1 и нижнюю 2 неподвижные поперечины, соединенные междусобой колоннами 3, на которых раз"мешен подвижный ползун 4, связанный с приводными гидроцилиндрами5, закрепленными на верхней...
Способ раскатки обечаек и устройство для его осуществления

Номер патента: 824537
Опубликовано: 07.08.1983
Авторы: Блик, Васильковский, Двоскин, Каган, Кержковский, Манеев, Трифонов
МПК: B21K 1/38
...до- у полнительного бойка, при этом силовЬЙцилиндры приводов дополнительных бой"ков свяэаны со станиной посредствомтяг, расположенных в плоскости подуглом к горизонтальной плоскости.На фиг. 1 - схематически изображена Заготовка в сечении .в моментодновременного обжатия вертикальными горизонтальными байками, на фиг.2 то же, в момент обжатия горизонтальными байками после обжатия вертикальным бойком;. на фиг, 3 - устройстводля раскатки обечаек, вид со старо"ны заведения заготовки в рабочуюзону, на фиг. 4 - внд Ава фиг. 3.Заготовку 1 после установки наоправку подвергают силовому воздействию, прикладывая локальные деформирующие усилия по ее наружнойбоковой поверхности и по торцовымповерхностям.Обжатие заготовки вертикальнымбойком...
Способ получения полых изделий с фланцем

Номер патента: 1038054
Опубликовано: 30.08.1983
Авторы: Алиев, Богоявленский
МПК: B21K 21/08
...со стороны пуансона Вна верхний торец заготовки. Затем начинают вторую стадию процесса, на которой осуществляют осадку выдавленногофланца и одновременно производят протяжку полой части деформированием бурта и утонением стенки, перемещениемматрицы 2 (в направлении движения пуансона 6 на первой стадии) относительноступенчатой оправки 4. Осадка происходит при сближении матрицы 2 и полуматрицы 5, т. е. уменьшении высотыкруговой полости 3. Следует отметить,что полость, в которой происходит формоизменение всей заготовки, образоващматрицей 2 и оправкой 4 совместно сполуматрицей 5,1Протяжка начинается в тот момент,когда полуматрица 5 пройдет. уступ 4 а,оправки и завершается после обработкизаготовки (или уже полуфабрта) повсей высоте. Так...
Механизм отрезки

Номер патента: 1038055
Опубликовано: 30.08.1983
Авторы: Воробьев, Луговой, Редькина, Чвилев
МПК: B21K 27/06
...момент скола разрезаемогопроката во время резки,35Нелью изобретения - повышение надежности механизма отрезка холодновьиадочного автомата.1Указанная цель достигается тем, чтов механизме отрезки к холодновысадочным автоматам, содержащем размещенныйна станине автомата ножевой шток с ножом, привод перемещения ножевого штокаи демпфирукхцее устройство в виде гидравлического цилиндра, шток поршня котофрого связан с ножевым штоком посредствомрычага, гидравлический цилийдр снабженохватывающей шток и подвижно установленной относительно него втулкой,а поршеньгидравлического цилиндра выполнен с радиальными отверстиями и внутренней полостью, открытой со стороны втулки, иснабжен плунжерами, установленнымив его радиальных отверстиях, а такжеупругим...
Способ изготовления гаек

Номер патента: 1039634
Опубликовано: 07.09.1983
Авторы: Антонов, Беляева, Курышев, Макаров, Пьянков
МПК: B21K 1/00
Метки: гаек
...под резьбу; нафиг, 4 - то же, после Формообразования колпачка гайки и эареэьбовойканавки.Технологический процесс изготовления колпачковой гайки осуществлется в следующей последовательности,Иэ отрезанной заготовки 1 прямиивыдавливанием получают полый цидин.дрический участок с отверстием 2 подэареэьбовую канавку, Отверстие 2выдавливают со стороны, цротивоположной резьбовому,и диаметр его равен не,менее наружного диаметра резьбы гайки.Одновременно идет Формообразованиецйяиндрического выступа 3 под колпачок и предварительное формообразо-, вание шестигранника.4. Затем окончательно Формируют шестигранник 4, делают наметку .(кернение) 5 резьбового отверстия и производят окончательную чеканку отверстия 2 под зарезьбовую канавку,с образованием...
Способ получения полуфабрикатов коллекторов электродвигателей

Номер патента: 1041023
Опубликовано: 07.09.1983
Автор: Йоже
МПК: B21K 21/02
Метки: коллекторов, полуфабрикатов, электродвигателей
...пазов 3. Расположение радиальных пазов 5 соответствует делению коллектора. Глубинарадиального паза 5 выбирается таким50образом, что удаление его дна от другой торцовой поверхности фланца 2равно толщине снимаемого путем обточки слоя,На наружной поверхности заготовки 1 выполняют при штамповке выдав 55 ливанием продольные пазы 6, число которых. равно числу внутренних продольных пазов 3. Глубина наружных продольных пазов 6 равна толщине снимаемогора имеют (Фиг.3 а, б ) такой профиль,что могут несколько входить в продольные пазы 3, прилегая при этом ких сторонам, если заготовка 1 обжатадо требуемого размера. Концентрически по отношению к оправке 1 О в приспособлении для обжатия установленыперемещаемые в радиальном направлениипуансоны...