B21K 1/04 — обойм или сепараторов для шариков
Способ изготовления опорных колец роликов и роликовых подшипников

Номер патента: 50428
Опубликовано: 01.01.1937
Автор: Малинин
МПК: B21D 53/12, B21K 1/04
Метки: колец, опорных, подшипников, роликов, роликовых
...боооздки" - волокна проката а (фиг, 1), расположенные параллельно их оси, перекатыва:отся прад относительно большой нагрузкой по поверхности качения в опорных кольцах, имеющих такие же бороздки" - волокна пооката о, одинак о направленные с волокнами на ро Подобное движение ликов связано с относи шим сопротивлением, т роздки" - волокна на качения опорных колец более твердые выступ на поверхности роликов действие приводит дета ков к быстрому износуПонижение грузопод шипников с поперечны можно приблизительн так: ролики во время р мают на себя нагрузку которая передается н шипника в виде сил и Р, (фиг, 21.Наличие сил растяже подшипников, дейстьую влении, поперечном нало он, уменьшает сопро",ивлгние па разрыв, тдк как известно, что...
Штамп для ковки колец из прутка

Способ изготовления штампосварных конических сепараторов для подшипников качения

Номер патента: 111312
Опубликовано: 01.01.1957
Автор: Абрамов
МПК: B21D 53/10, B21K 1/04
Метки: качения, конических, подшипников, сепараторов, штампосварных
Способ высадки из прутка на горизонтально-ковочной машине заготовок колец шариковых подшипников

Номер патента: 112872
Опубликовано: 01.01.1958
Автор: Бауэр
МПК: B21J 5/08, B21K 1/04
Метки: высадки, горизонтально-ковочной, заготовок, колец, машине, подшипников, прутка, шариковых
...таким расчетом, чтобы после осадки объем металла был достаточным для выполнения второго борта. Профиль пуансона 1 первого ручья соответствует профилю первого борта и половине желоба кольца.Поддерживающие матрицы 2 второго ручья по профилю делаются с выемкой для подготовленного уже первого борта и с полным кольцевым выступом 3 под желоб. На фиг. 2 показано положение прутка с заготовкой во втором ручье перед началом прошивки,При последующем продвижении ползуна кольцевой пуансон 4 начинает осаждать кольцо по высоте, при этом происходит формирование второго борта заготовки. На фиг. 3 изображено положение прутка в конце прошивки.В конечной стадии, изображенной на фиг. 4, перед отходом ползуна в цилиндр 5 через патрубок б подается сжатый...
Способ штамповки заготовок колец подшипников качения

Номер патента: 114269
Опубликовано: 01.01.1958
Авторы: Бочаров, Васюков, Куваев
МПК: B21K 1/04
Метки: заготовок, качения, колец, подшипников, штамповки
...КО 1 Ь 1,2 ПОП)ИП 1 НХБ,11;1 1)и:. 1 - -3 1)ох 132 на;1021 еддватель)10 с".ь о;)еряци 11 ПО выворач:1 ваи)1 О 31)ГОТОВКИ 32 с 1 ет превр 21 цения исхддндн 32 Готовки сначала 3 .1 лоеи)с ксл 1 цд; на 1,)ИГ. ч - 7 - пдследОвательнссть ОпсряциЙ ло получению 1:.з плоско;д .;дл)п)я 3-, отдзки, у которой вя,т)е;1;л)1;1:1 яружня 1 И сбдазуюппп повг;)х:)д:тп ззяи)1310 изменили свое положен);с.И Г. с д н я . 3 я Г 0 тс 3 с. н 2у 5 к н 01 ГО ко л ьц 2 )1 Од ш и п)1 и к я и м сет В ид ГУ,)хи 1)Я 11)11..1 2 .ИОХЯ 32.1 Ь 1 пеРваи и в ОРН:1 ОЛСРации пд ВыБОР 2- чиванпнд 13 хдд и зятотдв);1 3 ц)тамно )ле 311 и зторяи операции придают идход.1011 заГотовке Вид кдничесхОЙ втулки, Третья Опер 2 ция ПРЕВ;)апцаЕТ ИСХОД)У;0 ЗВГОТОВ 1 КУ 3 ПЛОСКОС...
160644

Номер патента: 160644
Опубликовано: 01.01.1964
Авторы: Азаров, Биркенгоф, Несвит, Нюнько
МПК: B21J 5/08, B21K 1/04
Метки: 160644
...являются: , блок 2 пуансонов, привод 3 и ачи 4 и переноса б заготовок. в подвижен в вертикальной плоельцо блока матриц, а высадочмеет греоенчатую форму, позвоть пуансоны 7, 0 и 9 в действие следовательности. Боковой 10 и Основными э блок 1 матриц механизмы под Блок пуансоно скости относит цый ползуц 6 и ляющую вводи в заданной по Авторыизобретения С. Ч. Несвит, О Известны горизонтально-ковочные машины для высадки деталей типа колец из пруткового материала, имеющие высадочцый ползун с неподвижно закрепленным на нем блоком пуансонов, с боковым и зажимным ползунами. Известны также двухударцые кузнечные автоматы с механизмом подачи и передачи заготовок.Предлагаемый двухударный горячевысадочный автомат, например для высадки деталей типа...
Штамп для горячей объемной штьмповки деталей типа колец

Номер патента: 498089
Опубликовано: 05.01.1976
Авторы: Белов, Верновский, Пудов, Скупченко
МПК: B21K 1/04
Метки: горячей, колец, объемной, типа, штамп, штьмповки
...внутвыполнена ступень имеет про Изобретение относится к обработке металлов давлением и может использоваться при горячей штамповке деталей типа колец роликовых подшипников.Известен штамп для горячей объемной штамповки деталей типа колец, содержащий корпус с верхней подвижной плитой, на которой установлен пуансон, а также смонтированную на основании корпуса матрицу.Недостатком известного штампа является ненадежность и сложность механизма объема, особенно при горячей штамповке цилиндрическим пуансоном при автоматическом цикле работы пресса,Цель изобретения - повышение надежности съема детали с пуансона и упрощение конструкции штампа.Для этого внутренняя поверхность матрицы выполнена ступенчатой, и при этом верхняя ступень имеет профиль...
Штамп для изготовления деталей корончатого типа

Номер патента: 533440
Опубликовано: 30.10.1976
Авторы: Бондаренко, Маказан, Муравский
МПК: B21K 1/04
Метки: корончатого, типа, штамп
...плиты 5, в центре которой запрессована колонка 18, служащая направляющей для внутреннего кольца 8 матрицы. В отверстиях промежуточной 5 и опорной 6 плит расположены толкатели 19, опирающиеся через плиту 20 на рычаг 21, который может перемещаться в пазу опорной плиты 6, поворачиьаясь вокруг оси 22 с помощью тяги 23 с защелкой 24. При этом тяга 23 жестко коепится к верхней плите 1.В исходном положении кольцевая заготовка 25, дозированная по объему, помещается в кольцевую полость матрицы и при рабочем ходе ползуна пресса пуансоном 2 производится формование торцовой поверхности корончатой части изделия. В этот момент ручьевой выталкиватель 14, жестко опираясь на шарики 16, обеспечивает совмещение торцовой поверхности верхней своей части с...
Штамп для изготовления полых цилиндрических деталей корончатого типа

Номер патента: 542583
Опубликовано: 15.01.1977
Авторы: Бондаренко, Маказан, Муравский
МПК: B21K 1/04
Метки: корончатого, полых, типа, цилиндрических, штамп
...с возможностью радиального перемещения вставки 8, опирающиеся на подкладную плиту 9, На нижней плите 7 установлена наружная обойма 1 О матрццы с наклонпымц к вертикальной осц штампа профильными пазами, и которых размещены вставки 8. 1 сремещеццс плиты 7 вверх осуществляется прукипами 11 ц ограничено колоцкамц 12. Нд наружной обойме 10 матрицы установлен раздвижной подпружиненный съемццк 13,Штамп работает следующим образом.Кольцевую заготовку 14 укладыьают в осевую проточку большего диаметра наружной обоймы 10 матрицы, Прц ходе ползуна пресса вниз внутренняя обойма 3 матрицы смыкается с царужцой обоймой 10, образуя наклонные полости с расположенцымц внутри вставками 8. Б сомкнутом положсшш обоймы 3 ц 10 матрицы, сжимая пружины 11,...
Способ получения кольцевых изделий

Номер патента: 871994
Опубликовано: 15.10.1981
Авторы: Пиковский, Шапошников
МПК: B21K 1/04
Метки: кольцевых
...чего снижается трудоемкость пропорционально уменьшению точности при шлифовании.На чертеже показана схема осуществления силового воздействия на кольца в радиальном направлении, при котором обеспечивается получение точ ного заданного размера диаметра кольца.Способ осуществляется следующим образом. Обработке согласно способу подвергают кольца подшипников, прошедшие закалку и шлифовку. Кольцо 1 подшипника подвергают дозированному силовому воздействию Р в радиальном направлении. Диаметр отверстия кольца д полученный после закалки и шлифовки, уменьшается до размера д вследствие этого силового воздействия.Силовое воздействие на кольцо производится в специальном штампе с помощью пресса. После этой операции отверстие кольца не подвергают...
Способ изготовления кольцевых изделий

Номер патента: 912393
Опубликовано: 15.03.1982
Авторы: Верновский, Мальцев, Остроушкин, Рождественский
МПК: B21K 1/04
Метки: кольцевых
...нее отход в виде доыгггка 4. 11 лес кольцевую поковку 3 рдскггтыв 11 От, Ол 5 гд 51 рггскдтанцую кольце вую зготовя 5. Раскатка кольцевой поковки 3 увели 1111 лет диаметр раскатанной кольцевой заготовкц 5, доводя его до требуемого размера. Г 1 ри этом раскатка позволяет получать кольцевые заготовки широкого диапазона размеров под последующую штамповку комплектых заготовок. Из раскатанной кольцевой здготовкц 5 штампуют комплектную поковку 6, содержащую, по меньшей мере, две кольцевые заготовки разных диаметров. Комплектную поковку 6разделяют на отдельные кольцевые изделия большое 7 и малое 8 кольца.Пример осуществления способа.При изготовлении наружного и внутреннего колец подшипника 8077 1 3, исходную нагретую штучную цилиндрическую...
Способ изготовления колец и штамп для его осуществления

Номер патента: 1013073
Опубликовано: 23.04.1983
Авторы: Балашов, Кривоногов, Митичкин, Санков, Саускан, Симонов
МПК: B21K 1/04
...Я- г.к, стоящей-ив чеЮфИсЙкт 6 ров, контакти- " Для извлеченияготовой детали.изруюшяхоЯежду ЬЬ 6 ЬИ:ТЙ"наклонным плос-штампа служат толкатели 23; От залипа- костящ ЧЫобЬЙЙЙлйуйнсонов, сектора он у ния готовой детали на верхнемпуансонеравкидатзййивйЮйЖиуо.матрицы с кони- " 16 служат" толкатели 24"-"вэаимодействую- , ческой бйймойЖйбжеЧ 1 йфйехайизмамищие "через траверсу "25 "и" толкатель."26 свыталкиъателем пресса.,СоосностЬ рбейх,",;,Механизмы перемещения могут быть половин штампа" обеспечйвается йагфевля" выполнейй"ЬФИе- рЪзйВЫ ням на верх; юшими втулками 27 и колонками -,8, ней ф-"ффйейппййтах"обойм" с"четырьмя:-:" Т-: :-.: .ни кпиноъийи 4 ййьййЩкИ; кдцЫй наружный : Штамп работает. сйедувйцйй ебрМ 01 ю;- "- клиновый "алейИи"фйзЖйййн...
Способ изготовления полых изделий на многопозиционных автоматах

Номер патента: 1072976
Опубликовано: 15.02.1984
Авторы: Агеенко, Берлявский, Гринфельд, Ежиков
МПК: B21K 1/04
Метки: автоматах, многопозиционных, полых
...представленный на Фиг. 4, предусматривает Формовку на первом и втором переходах комплектной штамповки внутренний диаметр которойд, меньше диаметра отверстия изделия. Йа третьем и четвертом переходах производят предварительное и окончательное разделение комплектной штамповки на отдельные изделия и раздачу наружного элемента до заданных размеров изделия дг и 1 г.5Выполнение разделения в два пере хода позволяет осуществить раздачу в процессе изготовления кольцевых иэделий на многопозиционных авт матах. В результате этого уменьшаются потери металла в отход в виде пере- мычки, Кроме того, разделение в два перехода приводит к уменьшению скалывающих напряжений и, следовательно, к улучшению, качества разделения. При получении колец...
Способ изготовления заготовок колец подшипников
Номер патента: 1074652
Опубликовано: 23.02.1984
Авторы: Агеенко, Берлявский, Гринфельд, Шатихин
МПК: B21K 1/04
Метки: заготовок, колец, подшипников
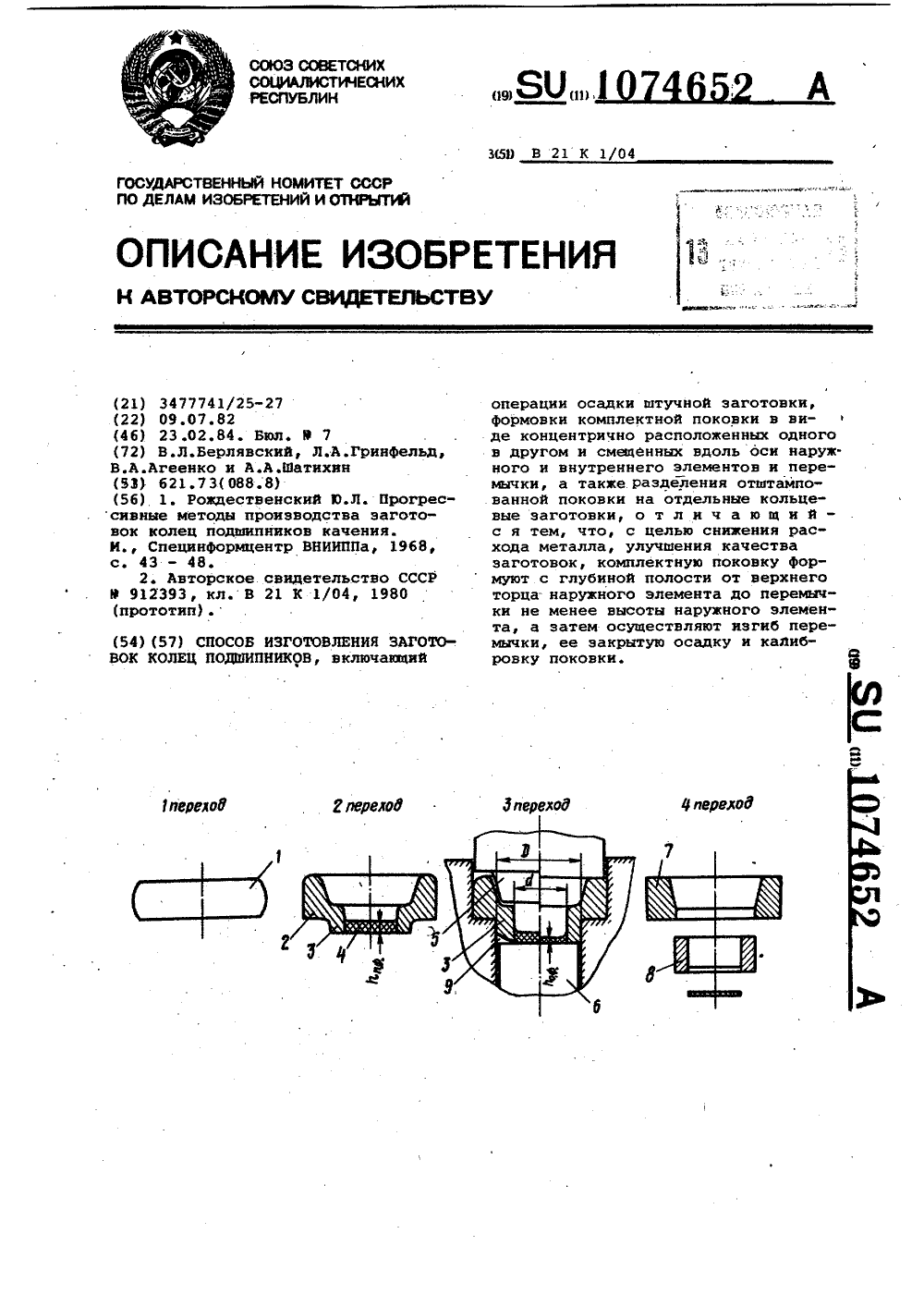
...размещения промежуточнойкачества изделий. комплектной поковки в штампе третьеПоставлвнная ц лная цель достигается тем,го перехода и заполнение углов. Рас-.что согласно способу изготовлениясто ние от нижнего торца наружно озаготовок колец подшипников, включаюэлемента 2 до веРхнего тоРца внУтщему операции осадки штучной заготов РРннего элемента 3 составляло 8 мм,кк, Формовки комплектной поковки в причем на третьем переходе (2-ойвиде концентрично расположенных и ".этап ФоРмовки) эту величину оставлясмещенных вдоль оси наружного и вну ли неизменной.ренкего элементов и перемычки а , Рлубину внутренней полости полуже Разделения отштампованной поко .чали на 1 мм больше высоты наружногона отдельные кольцевые заготовки элемента 2, а высоту...
Способ изготовления заготовок колец подшипников

Номер патента: 1177024
Опубликовано: 07.09.1985
Авторы: Агеенко, Берлявский, Гринфельд, Шатихин
МПК: B21K 1/04
Метки: заготовок, колец, подшипников
...наружного 2 и промежуточного 3 элементов на матрицу11 и выталкиватель 12 соответственно с помощью пуансонов 13 и 14, аперемычку 15 удаляют с помощью пу- З 5ансона 6.П р и м е р, Проводят изготовлениезаготовки наружного кольца подшипника 7611 из наружного элемента комплектной поковки, заготовки наружного 40кольца подшипника 260805 - из промежуточного элемента комплектной поковкии заготовки наружного кольца подшипника 922205 - из внутреннего элемента комплектной поковки. 45Комплектную поковку изготавливают на четырехпозиционном горячештамповочном автомате А 0341,Дляэтого от прутка диаметром 60 мм изстали ШХ 15 при температуре 1150 - 501170 С отрубают заготовку длинойо110 мм, затем на первом переходеее осаживают до высоты 35 мм и...
Способ получения заготовок колец подшипников

Номер патента: 1184599
Опубликовано: 15.10.1985
Авторы: Агеенко, Берлявский, Гринфельд, Ежиков
МПК: B21K 1/04
Метки: заготовок, колец, подшипников
...2, фланцем 3 и донной частью 4, которая в зависимости от вида конкретного изделия может иметь различную форму. Производят отделение донной части промежуточной поковки пуансоном и прошивкой матрицей. При дальнейшем перемещении пуансона и отведенной от торца оставшейся части промежуточной поковки 1 прошивкой матрицей производят раздачу конического участка части конической поверхностью пуансона и ее окончательную формовку при базировании в матрице по непримыкающему к фланцу участку наружной конической поверхности 2. При таком базировании на этап раздачи приходится большая часть хода пуансона, чем при базировании на фланец 3, что позволяет за счет увеличения формоизменения при раздаче уменьшить наружный диаметр донной части 4, а...
Способ изготовления круглых в плане поковок с центральным отверстием

Номер патента: 1196094
Опубликовано: 07.12.1985
Авторы: Алюшин, Березовский, Колмаков, Кузнецов, Помельников
МПК: B21J 5/10, B21K 1/04
Метки: круглых, отверстием, плане, поковок, центральным
...уже е прошитым отверстием (кольцевую заготовку),то усилие на бобьппки окончательногоручья резко снижается и стойкостьокончательного ручья по предлагаемому способу штамповки определяетсястойкостью мостиков облойных канавок, которая "обычно выше стойкостибобышек штампа.Производительность основногоштамповочного оборудования повышается в связи с ликвидацией предварительных штамповочных ручьев, так какпри штамповке кольцевой заготовкизаполнение окончательного ручьяхорошее и не нужно вытеснять металлиз пленки под прошивку и, сле-довательно, исчезает вероятность(0 Ь + Г 2) Ь = 11030 мм 40- длина прямолинейной часги овала наметки;Ь - ширина наметки; радиус скругления прямолинейного участка наметки,где 45 г =: 2 = 8 мм. 50 Объем металла,...
Способ изготовления полых изделий, преимущественно подшипниковых колец

Номер патента: 1199416
Опубликовано: 23.12.1985
Авторы: Агеенко, Берлявский, Гринфельд
МПК: B21K 1/04, B21K 21/00
Метки: колец, подшипниковых, полых, преимущественно
...металлов давлением, а именнок технологии изготовления полыхколец типа подшипниковых колец,Цель изобретения - экономия металла путем уменьшения высоты перемычки.На фиг. 1 пбкаэана стадия осадкиисходной заготовки. на фиг. 2 -стадия предваритедьной формовкипромежуточной заготовки на фиг. 3 -стадия окончательной формовки промежуточной эаготовкй," на фиг, 4 -стадия разделения элементов промежуточной заготовки,Способ осуществляют следующим образом.Объемной штамповкой из предварительно полученной осадкой заготовки получают промежуточную заготовку в виде кольцевых элементов 1 и 2, размещенных один внутри другого и соединенных технологической перемычкой 3. Последнюю осаживают, вы;тесняя часть материала из перемычки в один из кольцевых элементов,...
Способ изготовления колец шарикоподшипников

Номер патента: 1234036
Опубликовано: 30.05.1986
МПК: B21K 1/04
Метки: колец, шарикоподшипников
...изделий и стойкости инструмента.На фиг, 1 представлена исходная заготовка; на фиг. 2 - схема формирования сгупенчатого профиля на заготовке; на фиг. 3 - схема деформирования ступенчаой заготовки в исходном положении; на Пиг. 4 - то же, в конечном положении; ьз фиг. 5 - схема формирования фасок.Способ осуществляют следующим обрак и.На исходной кольцевой заготовке 1 фиг. 1) формируюг ступени 2 и 3 соот;с тствснно большего и меньшего диаметров риг. 2), причем наружный диаметр меньсй ступени 3 равен наружному диаметру 20;оного кольца, а высота большей ступе 2 составляет /г = -- т(тЯ 0,2; 0,51). Внутренняя поверхность больпой ступени выпи,знена диаметром, равным диаметру дорожки качения, и сопряжена с внутренней поверхнстью меньшей...
Способ изготовления колец радиально-упорных подшипников

Номер патента: 1299699
Опубликовано: 30.03.1987
Авторы: Буркин, Григорьян, Киргизов, Контер, Коросташевский, Осокин
МПК: B21H 1/12, B21K 1/04
Метки: колец, подшипников, радиально-упорных
...разъемное, заготовка,на которой выкатывается желоб, идетна два полукольца, Глубина окончательного желоба Ь = 33 мм; радиусР = 9 мм,Заготовки изготавливали с предварительным формированием желоба методом токарной обработки по известному и предлагаемому способу с различной Ь (см, таблицу). Режим низкотемпературной термомеханическойобработки (НТМО) заготовок: предварительный подогрев до 850 С, нагрев0до 1080 С, посадка на оправку, подостуживание до 600-500 С, выкатка желоба роликами в машине МВ, охлаждение на воздухе до температурыцеха, низкотемпературная обработка(-70 С, 1 ч), отпуск при 60 С,Результаты измерения твердости и коробления представлены в таблице,Коробление выражалось волокнисто" стью на внутреннем диаметре и развалом торцов....
Способ ковки прокатных валков в режиме упрочнение регламентированная пауза-разупрочнение

Номер патента: 1468635
Опубликовано: 30.03.1989
Авторы: Грушко, Ефимов, Камалов, Карнаух, Касилов, Кривошеев, Смития, Соколов, Чередник, Шахматов
МПК: B21J 1/04, B21K 1/04
Метки: валков, ковки, пауза-разупрочнение, прокатных, регламентированная, режиме, упрочнение
...стороны донной части на глубинуБ = 170 мм, Ь = 440 мм.Протягивают шейку донной части сдиаметра Р, = 1450 мм на диаметрР = 015 мм, Ь+ = 700 мм. Протяжкавыполняется за три перехода по 6проходов в переходе с кантовкой заготовки после каждого прохода на60 . Второй переход заканчивают протяжкой до диаметра= 1150 мм.При выполнении третьего перехода оставляют уступ У = 1150 мм на длинеЬ = 210 мм. Относительное обжатиево всех проходах одинаково и равно11 . В каждом переходе выполняется2 единичныхобжатия.Время выполнения одного перехода12 с, время паузы д междуобжатиямн одной и той же начальнойзоны деформирования в проходе определяется; 4 С .в . 12 с х 2 = 24 с.Начальная зона деформирования п(фиг. 6) равна ширине бойка В=800 мм.Протяжку...
Способ ковки поковок ступенчатых валов

Номер патента: 1697972
Опубликовано: 15.12.1991
Авторы: Быков, Гасанов, Кононенко, Стадниченко, Шелаев
МПК: B21K 1/04
Метки: валов, ковки, поковок, ступенчатых
...эа три нагрева. Пости бочки вала не ниже 950 С (фиг.З), сле первого нагрева слиткадопоковочных Наличие высоких температур на поверхно- температур осуществляли операцию подсти(1050 - 950 С)ивысокогосопротивления катки цапфы под захват манипулятора и металла позволяет выполнить объем дефор- биллетеровку тела слитка на диаметр 1390 мирования на 1 или 11 ступени усилия гид мм,ропресса. В то же время ковка оставшейся После второго нагрева осуществляли от основной части осуществляется при тем- осадку слитка на диаметр 2000 мм и протяжпературах, меньших, чем по известной тех- ку ссаженного блока на диаметр 1450 мм, нологии, при которой ковка заготовки до После третьего, последнего, .нагрева диаметра бочки осуществляется при темпе...
Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок

Номер патента: 1731400
Опубликовано: 07.05.1992
Авторы: Пшенишнюк, Стеблюк, Сушко
МПК: B21J 5/08, B21K 1/04, B21K 21/08 ...
Метки: внутренним, заготовок, полых, трубчатых, фланцем
...4, охватывающее центральный шток 2, твердосплавное деформирующее кольцо 5,. опирающееся на подпружиненное кольцо 4, секционную матрицу 6, обойму 7, выталкиватель 8, наружный деформирующий пуансон 9, внутренний пуансон 10, установленный с возможностью взаимодействия с охватывающим верхнюю часть центрального штока 2 и опирающимся на твердосплавное деформирующее кольцо 5 многосекционным пунсоном 11, каждая секция которого установлена с возможностью возвратно-поступательного радиального перемещения, дополнительный многосек-, ционный пуансон 12 и дополнительное твердосплавное деформирующее кольцо 13, охватывающие подпружиненное кольцо 4, Секции многосекционных пуансонов 11 и 12 соединены пружинными кольцами 14, Дополнительный многосекционный...
Способ объемной штамповки полых изделий

Номер патента: 1794590
Опубликовано: 15.02.1993
Авторы: Гуляев, Дусенок, Еременко, Осколков, Перетятько, Поксеваткин, Шмидт
МПК: B21K 1/04, B21K 21/02
Метки: объемной, полых, штамповки
...снижение трудоемкости ориентирования заготовки при уклад ке ее в штамп.Поставленная цель достигается тем, что в способе объемной штамповки полых изделий, при котором шаровидную заготовку со сходящимися у полюсов волокнами металла 10 укладывают в штамп, совмещая проходящую через полюсы ось заготовки с продольной осью штампа и деформируют заготовку преимущественно выдавливанием, в качестве исходной заготовки используют пол ученный поперечно-винтовой прокаткой шаровидный полуфабрикат с необрезэнными осевыми выступами на полюсах.Согласно способу дефектная зона исходной заготовки размещается в неответст венных местах штампованной заготовки или удаляется совместно с избытком металла.Нафиг. 1 изображена исходная заготовка для получения изделия;...
Устройство для получения колец роликоподшипников из комплектных заготовок

Номер патента: 1807913
Опубликовано: 07.04.1993
Авторы: Морозов, Санков, Шаров
МПК: B21K 1/04
Метки: заготовок, колец, комплектных, роликоподшипников
...5 и с торцевой поверхностью гильзы 10, В отверстии гильзы 10 установлен выталкиватель 11, рабочая часть которого выполняет роль матрицы для и робивки донной части заготовки, а на противоположной сторсне выталкиеателя 11 имеется ограничительный выступ 12. Для гарантированного сьемакольца с наружной части 1 пуансона на станине автомата установлен сьемник 13. Донная часть 14 заготовки пробивается внутренней частью 4 пуансона. Из формованной заготовки получаются внутреннее кольцо 5 и наружное кольцо 16.Устройство работает следующим образом,При ходе внутренней части 4 пуансона происходит вырубка донной части 14 заготовки. Далее наружной частью 1 пуансона производится разделение заготовки на кольца 15 и 16, По мере перемещения наружной...
Способ получения заготовок колец подшипников и поточная линия для его осуществления

Номер патента: 1838024
Опубликовано: 30.08.1993
Авторы: Бентя, Виленский, Глазырин, Горбатов, Дзанашвили, Кириенко, Мальцев, Остроушкин, Шишиц
МПК: B21K 1/04
Метки: заготовок, колец, линия, подшипников, поточная
...Этим способомхолодной штамповки можно получить заготовки колец различных типов подшипников- наружных 6 и внутренних 7 колец шариковых радиальных подшипников, наружных 8и внутренних 9 колец шариковых радиально-упорных подшипников, наружных и внутренних безбортовых колец 10 роликовыхцилиндрических подшипников, внутренниходнобортовых колец 11 роликовых цилиндрических подшипников, наружных 12 ивнутренних 13 колец роликовых коническихподшипников,Поточная линия для осуществления способа холодной штамповки заготовок колециз цементуемой стали содержит установленные технологической последовательно 1838024стиустройство 14 для рубки прутка на штучны цилиндрические заготовки, устройство15 ля осадки штучной цилиндрической загот вки,...