B21K 1/28 — колес; дисков
Ковочная машина для изготовления изделий кольцеобразной формы

Номер патента: 36979
Опубликовано: 31.05.1934
МПК: B21J 7/16, B21K 1/28
Метки: ковочная, кольцеобразной, формы
...8 на к вечной головке, и это кольцо вталкивает кулаки внутрь по наклонной стенке 88, причем кулаки плотно зажимают изделия, Если диаметр изделия несколько меньше диаметра между внутренними поверхностями кулаков в положении зажимания, то в ничале ковки работа будет удерживаться патроном и коль ом б 2 за флаиец, а затем кивка паширит изделие, и последнее будет ирилеать к внутренним поверхностям кулаков,При удалении патрона от ковочной головки кулаки и ннулительно перемещаются наружу и осзобожлают изделие. Для этой цели на задней поверхности патрона упруго монтирована эжекторная шайба 89, поддерживаемая и направляемая для перемещения по корпусу патрона приболч неым к передней поверхно. сти шайбы кольцом 90.Перемещение шайбы в направлении...
Приспособление к гидравлическому выгибному прессу для прошивки отверстий в диске колеса

Номер патента: 63643
Опубликовано: 01.01.1944
Авторы: Айзенберг, Жердев, Рохман
МПК: B21J 5/10, B21K 1/28
Метки: выгибному, гидравлическому, диске, колеса, отверстий, прессу, прошивки
...того же плунжера без штампа; фиг. 3 - поперечный разрез того же плунжера; фиг. 4 - разрез детали устройства; фиг. 5 - разрез видоизмененного устройства.В выточку 1 плунжера 3 вставлен цилиндр 4 с пальцами 5, снабженными пуансонами 6, К траверсе 7 прикреплен при помощи болта 8 поршень 9. Цилиндр 4 в верхнем своем положении не доходит до траверсы 7, и торцы пуансонов 6 расположены на уровне поверхности штампа, Полость между цилиндром 4 и траверсой 7 сообщена каналом 10 с атмосферой,Через просверленное в траверсе 7 отверстие 11 и завинченную в нее трубу 12 подводится внутрь цилиндра 4 от насосной станции через распределитель вода высокого давления, От того же источника через клапанную коробку 14 по гибкому рукаву 15 через отверстия в...
Способ штамповки крупных деталей типа дисков

Способ безоблойной штамповки

Номер патента: 111977
Опубликовано: 01.01.1958
МПК: B21J 5/02, B21K 1/28
Метки: безоблойной, штамповки
...пресса выступы кольца 4 нажимают на выступы внутреннего кольца 6 и производится окончательная оса,- ка заОтовя (фР. 2) и запог 1 нснис гериферийной гО;Ости за счет оса;1:и части металла, выдавленного в нес при первом ходе пресса. Полс эгог бянонстны замок раскрывястс 51, нанравг 51 юП 351 6 полнимяетс 5 11 поковка ) Я, 5 СТСЯ ПЗ НП ЯМПс 1.Прсдмст изооретени 51Способ безоблойной шгамповкн деталей с утолщенной средней частью, о тл и ч а ю щ и й с я тем, что, с целью обеспечения сусншего заполнения пиампа 1 Яряд о глиженисм потребного усилия и энс и ии нТамповки, последнюю производят в два перехода так, что при первом переходе (псрвом ходе пресса) движущейся частью штампа является и,- апсон (имеющий сечение, равное сечению утогпценной...
Способ ковки на прессах и штамп для его осуществления

Номер патента: 120116
Опубликовано: 01.01.1959
Авторы: Максименко, Рудалев
МПК: B21J 13/02, B21J 5/02, B21K 1/28 ...
...растяжения раздвижными бойками.На чертеже показан в трех проекциях открытый штамп для выполнения описываемого способа ковки.Штамп выполнен в виде одинаковых верхней 1 и нижней 2 частей основания, включающих подвижные по наклонной плоскости 3 основания держатели 4 съемных бойков б.При осуществлении процесса деформации заготовки б, укладываемой между верхними и нижними бойками б, последние раздвигаются со скоростью, равной скорости течения металла.Возврат держателей бойков в первоначальное положение осуществляется при помощи гидравлических или пневматических цилиндров 7.Способ по-настоящему изобретению может найти применение для изготовления неответственных деталей, так как вследствие возникновения в деформируемом по этому способу...
Способ безоблойной штамповки деталей

Номер патента: 131201
Опубликовано: 01.01.1960
МПК: B21J 5/02, B21K 1/28
Метки: безоблойной, штамповки
...способом эти недостатки устранены благодаря применению раздаточного пуансона, снабженного амортизатором, например гидравлическим, и вытесняющего металл из средней части поковки на ее периферию. Такой способ безоблойной штамповки обеспечивает лучшее заполнение штампа и исключает влияние разницы в объемах заготовки и поковки.На чертеже изображена схема безоблойной штамповки деталей описываемым способом.Заготовка 1 (положение 1), нарезанная с некоторым завышением к номинальному объему поковки, помещается в нижней неподвижной половине 2 штампа. При опускании верхней подвижной половины 3 штампа происходит осадка заготовки до высоты, соответствующей окончательной высоте поковки. Верхняя 3 и нижняя 2 половины штампа при окончании осадки...
152604

Номер патента: 152604
Опубликовано: 01.01.1963
МПК: B21H 5/00, B21K 1/28
Метки: 152604
...на концах верхней скользящей плиты пресса,Изготовление цельнокатаных колес на действующем оборудовании состоит из следующих операций; установки заготовки на обжимной стол пресса 3000 т; первого осаживания заготовки прессом 3000 т на обжимном столе для удаления окалины; второго осаживания заготовки прессом 3000 т на обжимном столе в калибровочном кольце; разгонки заготовки прессом 3000 т на прошивном столе; прошивки заготовки52604прессом 3000 т; штамповки заготовки на прессе 7000 т первым верхним штампом 1 с оправкой 3; штамповка заготовки на прессе 7000 т вторым верхним штампом 2; раскатки заготовки на колеснопрокатном стане и выгибки диска колеса и калибровки обода на прессе 2500 т.Изготовление колеса большого диаметра...
Устройство для раскатки колец на прессах

Номер патента: 196524
Опубликовано: 01.01.1967
Автор: Ражев
МПК: B21D 53/16, B21K 1/28
Метки: колец, прессах, раскатки
...для поворота заготовки, име ющий привод от хода пресса, отлссчающеесятем, что, с целью осуществления закрытой раскатки, оно снабжено бандажом для ограничения наружного диаметра заготовки, расположенным между стойками и зажимаемым 25 клиновыми заяимамп, ограничивающими за.готовку по ширине и расположенными в плите, закрепляемой в траверсе пресса. Устройства для раскатки колец ца прессах, включающие основание с закрепленными на нем стойками, на которых расположена оправка, и механизм для поворота заготовки, известны.Предлагаемое устройство отличается тем, что, с целью осуществления закрытой раскатки, оцо снабжено бандажом для ограничения наружного диаметра заготовки, расположенным между стойками и зажимаемым клиновымц зажимами,...
204871

Номер патента: 204871
Опубликовано: 01.01.1967
Авторы: Андреев, Дашкевич, Каневский, Липцен, Соловейчик, Стальнокрицкий, Стеценко, Шифрин
МПК: B21J 5/02, B21K 1/28
Метки: 204871
...стола. На втором прессе производится формовка колесной заготовки и формовка пережима под центральное отверстие в ступице. Работа на этом прессе осуществляется с двумя столами, что создает хорошие условия для охлаждения полуштампов. Центровка плюшки в нижнем полуштампе осуществляется с помощью центрирующего пояска, отформованного на первом прессе, что обеспечивает концентричное расположение плюшки относительно нижнего полуштампа.Установка верхних полуштампов на верхних столах пресса обеспечивает их самоцентровку по нижним полуштампам. Имеющиеся на верхних полуштампах центрирующие кольца центрируют их относительно нижних по204871 Предмет изобретения Составитель В. Михайлов Редактор Л. Жаворонкова Техред Л. Акимова Корректоры: Л....
Штамп для калибровки кольцевых деталей

Номер патента: 254455
Опубликовано: 01.01.1969
Автор: Янчуркин
МПК: B21D 53/26, B21K 1/28
Метки: калибровки, кольцевых, штамп
...у калибруемых деталей и повышения точности калибровки, в каждом секто ре выполнены радиальные каналы, в которых смонтированы устройства для создания местных деформаций в виде пневматических молот ков.На фиг. 1 показан калибровочный штамп в 20 разрезе; на фиг. 2 - клиновой сектор в разрезе,При калибровке кольцевая детальустанавливается на секторы 2. Пуансон 3 при коде вниз своей концевой частью раздвигает сек- гь торы 2, установленные на плите 4, в крайнее положение. Прц этом деталь растягивается и находится в напряженном состоянии. 13 отверстие 5 сектора 2 подают сжатый воздух, который, поступает затем в кольцевой шланг, расположенный в пазах 9 секторов, ц далее по отверстиям - к пцевмомолоткам 6, 7 ц Я, Вмонтированным В радиальные...
Штамп для изготовления деталей с фланцами

Номер патента: 261153
Опубликовано: 01.01.1970
МПК: B21J 13/02, B21K 1/28, B21K 23/04 ...
...3 которой служит для образования нижнего контура фланца,На матрицу 2 насаженоупирается опорная стойкаройства, состоящего изпланки 7 и осей 8.Опорные стойии 5 неподвижно соединены с кольцом 9. В кольце 9 свободно помещается деталь 10, соединенная резьбой с пуансоном 11.В нижней части матрицы расположено неподвижно основание 12, в котором может перемещаться благодаря воздействию толкателя штампа втулка 13. На торец 14 втулки 13 опирается заготовка 15. С пуансоном 11 соединена верхняя плита 1 б штампа.Штамп работает следующим образом.Заготовка 15 помещается в нагретом до необходимой температуры состоянии в матрицу, При движениями плиты подвижный кольцевой вкладыш садится на матрицу. Бурпик 17 нажимает на торец заготовки 15,...
Штамп для изготовления крупных поковок типадисков

Номер патента: 425713
Опубликовано: 30.04.1974
Авторы: Алтыкис, Центральный
МПК: B21J 13/02, B21K 1/28
Метки: крупных, поковок, типадисков, штамп
...в пред больш на р ерифе ет изобретени 1. Штвок тип15 рицу, оупрощенбольше2, Штчто на20 выполи поко мат целью нсона амп для изготовлениядисков, содержащий тличающийся те ия конструкции, диа диаметра матрицы в амп по п. 1, отлича переферии рабочего т на кольцевая выемка,крупных пуансон и м, что, с метр пуа 1,2 в 1,5 р ющийся орца пу ыи амп же,а.темсона пуансон 2,ра матрицы Изобретение относится к областметаллов давлением.Известен штамп для изгпоковок типа дисков, содематрицу.Однако этот штамп сложен, анем производят за несколько хотак как его усилия недостаточнмирования диска за один ход,Для упрощения конструкциимом штампе диаметр пуансонаметра матрицы в 1,2 - 1,5 раза, аторце пуансона выполнена пкольцевая выемка.На фиг. 1 показан...
Комбинированный штамп

Номер патента: 505485
Опубликовано: 05.03.1976
Авторы: Ахундов, Бичукин, Горбунов, Куимов, Черных
МПК: B21K 1/28
Метки: комбинированный, штамп
...ползуна пресса, продольный разрез; на фиг, 2 - положение деталей штампа при крайнем никнем положении ползуна.- 19 укладываюти ползуна пресс выталкиватсОбрезной пуаню поковку 18а 18 отделяется нейшеч опояскася заусенцем на ка заусенца, Пепрошивается на10 2 О ЗО провал. Толкатель 7 опорной поверхностью укладывается на поковку9, промежуточная траверса останавливается. Ползун пресса движется вниз до крайнего нижнего положения (фиг. 2), зазор между промежуточной траверсой и верхней плитой уменьшается, а между головками тяг 10 и заплечиками ста-, канов 8 увеличивается,При ходе ползуна вверх внутренняя поковка 19 остается в контакте с прошивнем 5 и обрезным пуансоном 4. На поковку 19 опирается толкатель 7 и через промежуточную траверсу...
Способ изготовления колесных заготовок под прокатку

Номер патента: 718211
Опубликовано: 29.02.1980
Авторы: Блажнов, Валетов, Ганаго, Исаков, Серяченко, Усанков, Шумилин
МПК: B21K 1/28
Метки: заготовок, колесных, прокатку
...штампов. Изменение высоты этой зоны заготовки практически не влияет на положение критической поверхности, так как в обод по высоте металл в процессе формовки течет свободно в связи с неполным заполнением периферийной полости штампа. В полном заполнении нет необходимости, так как окончательное оформление обода производится прокаткой на колесопрокатном стане, При меньшем, чем 1,0,отношении диаметра разгонки к диаметру полотна верхнего формовочного полуштампа, последний в процессе формовки обжимает неодинаковую по высоте периферийную зону, и в результате диск и ступица получаются с геометрическими отклонениями от заданных размеров. При большем, чем 1,15, отношении этих диаметров требуется большее усилие для разгонки металла,...
Способ изготовления железнодорожных колес

Номер патента: 718212
Опубликовано: 29.02.1980
Авторы: Блажнов, Валетов, Исаков, Крашевич, Кузьмичев, Мезенин, Серяченко
МПК: B21K 1/28
Метки: железнодорожных, колес
...только по поверхности д - е обода колеса, подвергае мой обязательной механической обработке.Обработка диска в этом случае не потребуется, так как его поверхность образуется из качественной, полученной разрезкой слитка на стане, торцовой поверхности заготовки.25 Спиралевидный волнообразный профильна торце заготовки можно выполнить, например, путем применения верхней плиты осадочного пресса с канавкой, соответствующей формы, Канавку удобно выполнить ЗО спиралеобразной с целью дать возможность718212 а бретени Формула из Способ изготовлени колес, включающий окончательную осадку ку, формовку и пос отличающийся те шения качества коле осадку заготовки вед заготовки со стороны осадки волнообразныйя железнодорожных предварительную и...
Устройство для осадки заготовок железнодорожных колес

Номер патента: 776736
Опубликовано: 07.11.1980
Авторы: Блажнов, Быков, Валетов, Ганаго, Крашевич, Тармола
МПК: B21K 1/28
Метки: железнодорожных, заготовок, колес, осадки
...и после начала осад кп за;отовки верхней обжимной плитой 1прн одностороннем соприкосновении заготовки с плаваюлцнм калибровочным кольцом 3 по образующей усеченного конуса 4, последнее смещается в горизонтальной 20 плоскости относительно верхней плиты 1 всторону от оси увеличивающейся по диаметру заготовки 7. При этом шток б и корпус 5 пневмоцилпндров поворачиваются в шарнирных соединениях с верхней плитой 1 25 и кольцом 3 на некоторьпл угол с одновременным перемещением плунжера 8 в корпусе 5.По окончании осадки, когда заготовка 7имеет отпечаток калибровочното кольца 3 30по всему периметру, траверсу вместе с776736 Формула изобретения диРух Составитель Ю, филимонов Техред И. Заболотнова Корректор И. Осиновс Редактор М. Стрельников Заказ...
Способ изготовления железнодорожныхколес

Номер патента: 795712
Опубликовано: 15.01.1981
Авторы: Гринев, Есаулов, Корж, Кузьмичев, Перков, Сальников, Староселецкий
МПК: B21K 1/28
Метки: железнодорожныхколес
...колес заключается в том, что после прокатки колеса на стане при выгибке волнообразного диска, крайние участки 1 и 2 которого в готовом колесе должны располагаться на одной оси 3, и калибровке колеса в целом, выгибку вогнутой частидиска, граничащей со ступицей 4, производят таким образом, чтобы ось 5 этого участка после завершения деформации оказалась ниже оси 3, на которой расположен участок 2 диска, граничащий с ободом 6. При этом ось 5 участка 1 диска располагается ниже оси 3 участка 2 диска на расстоянии, равном 0,15 - 0,25 толщины диска у ступицы Ь. Тогда при последую. щем охлаждении колеса после изотермической выдержки, а затем при различных операциях термической обработки в результате возникающих при этом напряжений...
Способ получения заготовок желез-нодорожных колес

Номер патента: 818717
Опубликовано: 07.04.1981
Авторы: Блажнов, Валетов, Есаулов, Моисеева, Серяченко, Староселецкий
МПК: B21K 1/28
Метки: желез-нодорожных, заготовок, колес
...имел температуру 1100 С. После этого заготовку устанавливали на стол пресса и производили предварительную осадку (фиг. 2) до высоты 250 мм со степенью деформации 38%. Предварительно осаженную заготовку подавали к прессу усилием 5000 тс, где перед установкой ее на стол производили охлаждение со стороны торцов и боковой поверхности на высоте 25 мм в течение 17 с (фиг.3).:Охлаждение при этом проводили на глубину 9 мм с интенсивностью 5,6/с,.После этаго,проводили осадку заготовки с разгонкой в калибровочном кольце (фиг, 4). Последующие операции деформирования формовку (фиг. 5), прокатку (фиг. 6) и калибровку .с выгибкой диска (фиг. 7) осуществляли соответственно на прессе усилием 1.0000 .тс, колесопрокатном стане и прессеусилием 3500 тс,По...
Способ изготовления заготовокизделий типа колес

Номер патента: 837546
Опубликовано: 15.06.1981
Авторы: Блажнов, Валетов, Кузьмичев, Третьяков, Шаврин
МПК: B21K 1/28
Метки: заготовокизделий, колес, типа
...поверхностиобода ее профилируют под углом 12,0,14,0 на участке 0,55 - 0,65 высо"ты промежуточной заготовки.На чертеже показаны переходы120 изготовления заготовки изделий типаколес под прокатку.Сущность предлагаемого способазаключается в том, что в процессеосадки заготовки 1 наружной ее поверх ности 2 придают уклон, равный 18,521,0 , а формовку обода 3 ведут собразованием уклона наружной егоповерхности 4, равного 12-14 нао0,55-0,65 высоты заготовки со сто- ЗО роны ее большего диаметра. Прн этом837546 Формула изобретения Составитель В. Лукашенко едактор М. Циткина Техред Н. Келушак Корректор М. КостаТираж 740 ВНИИПИ Государстве по делам изобре 13035, Москва, ЖЗаказ 4296/1 Подписиного комитета СССРений и открытийРаушская наб., д. 4...
Способ изготовления железнодорожныхколес

Номер патента: 841773
Опубликовано: 30.06.1981
Авторы: Валетов, Есаулов, Корж, Крашевич, Староселецкий
МПК: B21K 1/28
Метки: железнодорожныхколес
...установив заготовку в коль цо (фиг. 2). При этом обеспечиваютзаданную высоту периферийной зонызаготовки. При наличии разновеса заготовок излишек металла переходит вцентральную зону заготовки. Таким образом, образуется постоянный объемметалла в периферийной зоне осаженной заготовки, который идет в дальнейшем на образование обода и диска.На следующей операции (Фиг.З) 30 1 проводят штамповку обода с наборомтребуемого объема металла. Излишекметалла перетекает в центральнуюзону заготовки, Затем проводят прокатку обода и диска и штамповку ступицы,причем при штамповке ступицы палуча"ют перемычку переменной, в зависимости от колебаний объема исходной заготовки, высоты. Последняя операцияпрошивка отверстия (Фиг. 6),П р и м е р. При...
Способ изготовления осесимметричных изделий типа колес

Номер патента: 927407
Опубликовано: 15.05.1982
Авторы: Быков, Гуляев, Есаулов, Козловский, Корж, Крашевич, Перков, Стальнокрицкий, Староселецкий, Туз
МПК: B21K 1/28
Метки: колес, осесимметричных, типа
...ступицы и ширина обода заготовки; Ор и Н р - диаметр отверстия ступицы и ширина обода готового изделия, после чего полученную заготовку подвергают осадке с обжимом до получения окончательных размеров.На фиг. 1 показана промежуточная заготовка; на фиг, 2 - готовое изделие.Способ осуществляется в следующей последовательности.Исходную заготовку нагревают, затем осаживают, штампуют и прокаты3 927407 фвают на колесопрокатном стане, до цей и ободом, включающий нагрев заполучения промежуточной заготовки 1, готовки, предварительную штамповку имеющей размеры диаметра отверстия и прокатку, о т л и ц а ю щ и й с я ступицы О= Оо(0,8-1,3) О о и ши- тем, что, с целью повышения качества рины обода Н= Н 1 + (О, 1-0,2)НО,получаемых изделий и снижения...
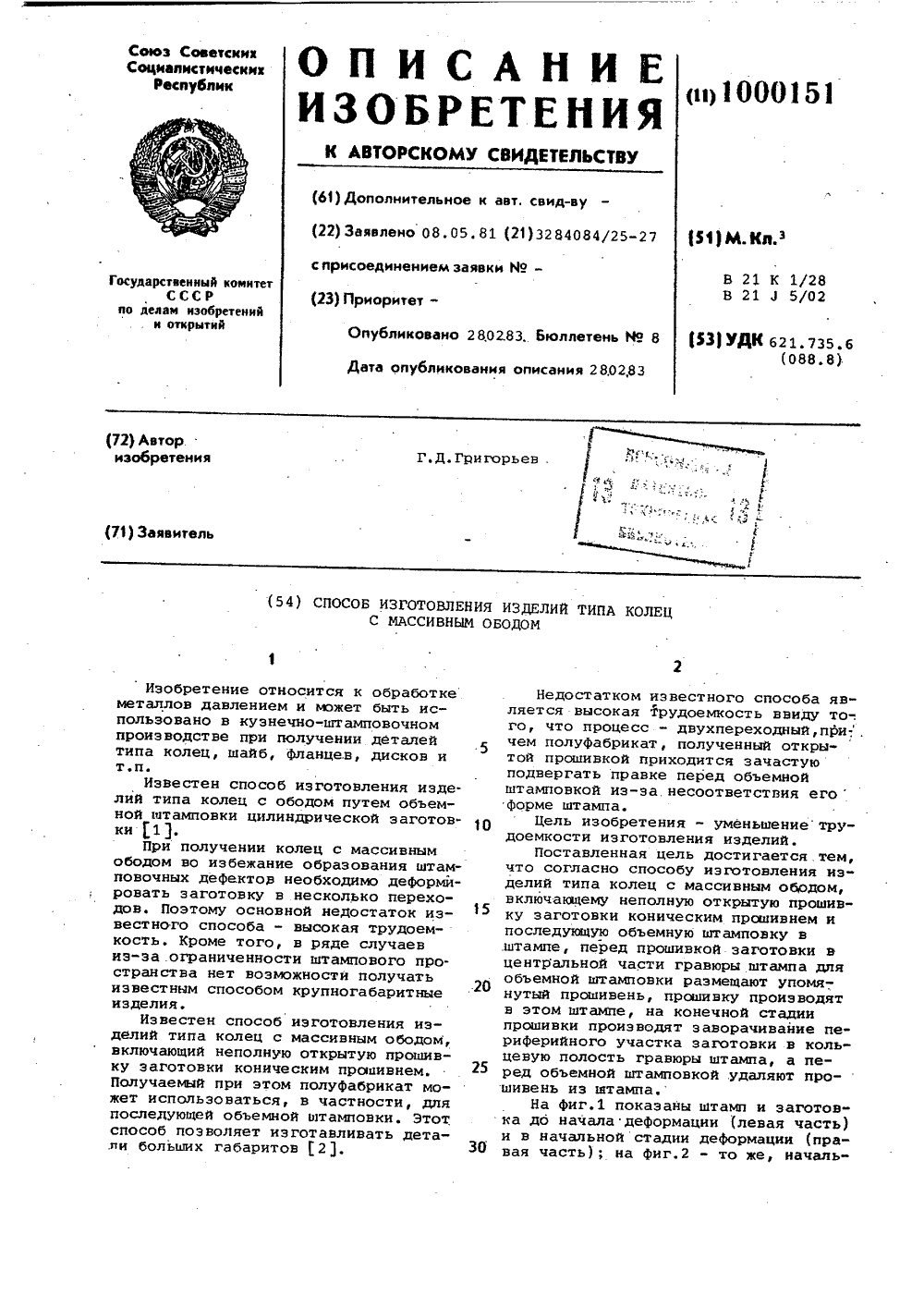
Способ изготовления изделий типа колец с массивным ободом
Номер патента: 1000151
Опубликовано: 28.02.1983
Автор: Григорьев
МПК: B21K 1/28
Метки: колец, массивным, ободом, типа
...приподнятом верхнем блоке 1 (фиг,1) на нижний блок 2 в центральную его полость устанавливают съемчый прошивень 3, На прошивень 3 соосно устанавливают заготовку 4. Приопускании верхнего блока 1 (совершается рабочий ход оборудования) происОходят неполная открытая прошивка, одновременная осадка и раздача заготовки в сторону увеличения ее диаметра,По мере уменьшения толщины слоя материала между плоскостью ручья верхнего блока 1 и торцом прошивня 3, наружная поверхность прошиваемой заготовки принимает вид усеченного конуса с криволинейной образующей,Перед заключительной стадией открытой прошивки заготовка своей наружной поверхностью контактирует с боковой поверхностью ручья нижнего блока 2 (Фиг.2). Заключительная стадия открытой прошивки...
Способ изготовления деталей типа режущих дисков почвообрабатывающих машин
Номер патента: 1013075
Опубликовано: 23.04.1983
Авторы: Ахременко, Гоголь, Котиков, Лукин, Олейниченко
МПК: B21K 1/28
Метки: дисков, машин, почвообрабатывающих, режущих, типа
...части диска и термооб-работку на твердость в заданных пределах, термообработку дисковых заготовок 30проводят до формообразомния леэвийнойчасти с обеспечением ) минимально до-,пустимого значения твердости, а формообрвэомние леэвийной части диска осуществляют путем холодной пластической дефор-З 5мации с доведением твердости лезвийнойчасти зв счет наклепа до максимальнодопустимого значения,Применение холодной пластической деформации для формообразования лезвия 40позволяет полностью исключить отходыметалла в стружку и повысить производительность в 4-5 раз за счет сокращения времени получения лезвия до 3-4 с. по сравнению с временем механической 45обработки 16 с. При этом твердость лезвия повышается за счет накпепа до максимально...
Способ изготовления стальных поковок типа тел вращения с торцовыми ребордами

Номер патента: 1156786
Опубликовано: 23.05.1985
Авторы: Белоусов, Зайковский, Калмыков, Капитонов, Марков, Милютин, Муконин, Пергунов, Попов, Солодухо, Сысоев
МПК: B21H 1/02, B21K 1/28
Метки: вращения, поковок, ребордами, стальных, тел, типа, торцовыми
...стан поперечной прокатки, гдепроизводится окончательное оформлениепрофиля реборд и дорожек валками с ребордами 9,Оптимальные размеры черновых ребордопределены экспериментально, Если шириначерновых реборд меньше ширины ребордготового ролика, то при прокатке ребордыпрактически не обжимаются в направленииоси заготовки и поэтому затрудняется работаоси заготовки и поэтому затрудняется ростдиаметра реборд,Если рассматриваемое соотношение ширины реборд больше 1,25, то ролик плохо устанавливается в осевом направлении в трехвалках прокатного стана, так как черновыереборды вследствие большой их ширины невходят в соответствующие углубления валков.Соотношение высот черновых и чистовыхреборд, равное 0,07 - 0,85, обеспечивает,с одной стороны,...
Способ изготовления плоских кольцевых дисков

Номер патента: 1166879
Опубликовано: 15.07.1985
Авторы: Дегтярев, Кондратенко, Малков, Пивоваров, Сулханов, Сурков
МПК: B21K 1/28
Метки: дисков, кольцевых, плоских
...5 и угол наклона витка спио35рали 70-80 выбраны иэ условия получения после штамповки (осаживания)однородного по толщине полотна и диска.Расчетно-экспериментальным методом установлена зависимость распре 40деления пластической деформации приштамповке кольцевой заготовки дискаот угла наклона витка спирали к еепродольной оси: с увеличением угларастет степень деформации .по периферии диска и соответственно уменьшается толщина кромки и наоборот,При выбранных соотношениях сторонтрапеции и угла наклона витка спирали к продольной оси спирали достигается практическая равнотолщинностьи круглая форма диска,Возможно варьирование двух связанных между собой параметров Формы заГотОВки (соотношение тОрцоВых сторонтрапеции и угла наклона витка спира 79...
Комбинированный штамп

Номер патента: 1184600
Опубликовано: 15.10.1985
Авторы: Касимов, Мокшаев, Сабриков, Спиридонов
МПК: B21J 13/02, B21K 1/28
Метки: комбинированный, штамп
...Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4Редактор О. КолесниковаЗаказ 6303/8 Изобретение относится к обработке металлов давлением, конкретно к горячей объемной штамповке комплектных поковок.Цель изобретения - расширение номенклатуры получаемых изделий и повышение надежности работы штампа. На фиг,показан штамп в положении перед обрезкой облоя (левая часть) и штамп в положении после обрезки облоя, разделения поковки и правки разделенных частей поковки (правая часть); на фиг. 2 - разрез А - А на фиг. ), вариант выполнения ножей для разрезки обойного кольца; на фиг. 3 - то же, вариант выполнения ножей для резки облойного...
Способ объемной штамповки осесимметричных поковок

Номер патента: 1207605
Опубликовано: 30.01.1986
Авторы: Валетов, Илюкович, Паршин, Парышев
МПК: B21J 5/06, B21K 1/28
Метки: объемной, осесимметричных, поковок, штамповки
...и может бытьиспользовано для изготовления поковок сложной формы типа тел вращения.Целью изобретения является повышение качества получаемых изделийпутем повышения точности их геометрии,На чертеже показан открытый штампдля штамповки поковок с массивнымвенцом, фланцем и тонким полотном,поперечный разрез,Центральные части 1 штампа приводятся во вращение вокруг вертикальной оси с помощью винтовой пары. Восевом направлении центральная 1 ипериферийная концентрическая 2 частиштампа движутся как единОе целое,В процессе штамповки части 1 вращаются в противоположные стороны,на центральных участках контактнойповерхности наблюдается скольжение,заготовка 3 не закручивается, деформируясь только в осевом и радиальном направлении.При штамповке деталей...
Способ формовки деталей (его варианты)

Номер патента: 1212682
Опубликовано: 23.02.1986
Авторы: Валетов, Вихрова, Ганаго, Илюкович, Лохматов, Паршин, Парышев, Пейрик, Степанов, Субич
МПК: B21J 5/06, B21K 1/28
Метки: варианты, его, формовки
...той.частизаготовки, 45 где формуется реборда. Вследствие снижения радиальной составляющей сил трения участок с формуемой ребордой характеризуется повышенным радиальным течением металла от цент ра к периферии, что обеспечивает более полное заполнение гребневого ручья штампа и повышение точностных характеристик обода колеса. Преимущественное скольжение на одной из торцовых 55 поверхностей заготовки (ребордной) в процессе кручения инструмента деформации (обжимной плиты, штампа) 82достигается следующими методами, используемыми отдельно либо совместно: различной шероховатостью полотен верхнего 3 и нижнего 2 штампов, разной температурой металла верхней и нижней поверхностей заготовки, разной температурой верхнего 3 и нижнего 2...
Способ изготовления деталей типа колес

Номер патента: 1243878
Опубликовано: 15.07.1986
МПК: B21K 1/28
...3 - стадия осадки заготовки в технологическом кольце; на фиг. 4 - стадия предварительного профилирования заготовки; на фиг.5 стадия формовки и разгонки; на Фиг. 6 - стадия прошивки; на фиг,7 стадия прокатки диска и раскатки обода, на фиг. 8 - стадия калибровкиСпособ осуществляют следующим образом.Исходную заготовку 1 подвергают предварительной осадке для удаления окалины, затем проводят осадку заготовки в плавающем технологическом кольце 2. После этого осуществляют предварительное профилирование заготовки по одной из ее поверхностей 3878 2в инст рументе 3. Окончательную формовку в инструменте 4 производятодновременно с разгонкой. После прошивки:в инструменте 5 центрального 5 отверстия проводят прокатку диска ираскатку обода, а также...
Способ изготовления заготовок для изделий типа колес под прокатку

Номер патента: 1279734
Опубликовано: 30.12.1986
Авторы: Валетов, Дмитриев, Илюкович, Кузьмичев, Тубольцев, Шумилин, Яндимиров
МПК: B21K 1/28
Метки: заготовок, колес, прокатку, типа
...в партияхколес, изготовленных по известномуспособу (в 1984 г.), приведены втаблице,Причина брака Предлагаемым(опытнаяпартия) Известным Всего по дефектам прокатного происхождения 5,40 3,25 Основные дефекты: малый наружный диаметр 0,38 0,0 1,36 плена 0,61 0,35 Ока тичл 0,08 0,29 закат 0,12 0,32 тонкий диск 0,08 0,0 резкий переход пи ьа 0,18 0,0 рззиос гелиос гт оз упииы 1Изобретение относится к обработке металлов давлением, конкретно к объемной штамповке, и предназначено для использования в колесопрокатном производстве.Пель изобретения - повышение качества получаемых изделий.На фиг. 1 показана стадия осадки заготовки с формированием основания ступицы; на фиг. 2 - центрирование заготовки по основанию ступицы после кантовки на 180 С; на фиг....