B21K 21/02 — заготовок в форме дисков или чаш для последующего изготовления из них полых изделий, например способом глубокой вытяжки или прессованием
Метод штамповки донышек

Номер патента: 239769
Опубликовано: 01.01.1969
Автор: Шалаев
МПК: B21J 5/12, B21K 21/02
Метки: донышек, метод, штамповки
...заключающийся в том, что в матрицу, выполненную по форме штампуемого изделия, заливается жидкий металл, в который погружается вращающийся пуансон, имеющий форму, соответствующую внутренней полости изделия, и вращение пуансона продолжается до конца застывания металла, от.тича(ощийся тем, что пуансон, для облегчения удаления его из изделия, крепится на вращающейся оправке 0 эксцентрично по отношению к оси оправки,являющейся также осью симметрии внутренней полости изделия. ыше уансо ссцент- являюней позд теще ицы 4 х Известен метод штамповки донышек, днищ различных сосудов и подобных деталей из жидкого металла, заключающийся в том, что жидкий металл заливают в матрицу, выполненную по форме штампуемого изделия. Затем в металл погружается...
407618

Номер патента: 407618
Опубликовано: 01.01.1973
Автор: Басюк
МПК: B21J 5/06, B21K 21/02
Метки: 407618
...в частности к способам получения деталей типа стаканов с фланцами.Известный способ изготовления таких деталей заключается в том, что цилиндрическую заготовку усганавливают в полость штампа и деформируют ее центральную часть пуансоном до образования донной части.Цель изобретения - обеспечить возможность получения деталей с фланцами за один технологический переход.Для этого деформирование центральной части заготовки осуществляют с осевым подпорам, подвижным элементом штампа и с одновременным деформированием фланцевой части заготовки с усилием, обеспечивающим кстечение материала заготовки из нее в стенки детали,На фиг, 1 и 2 показана соответственно нач льная и конечная стадии изготовления стакана.Полученную любым сноса бом плоскую...
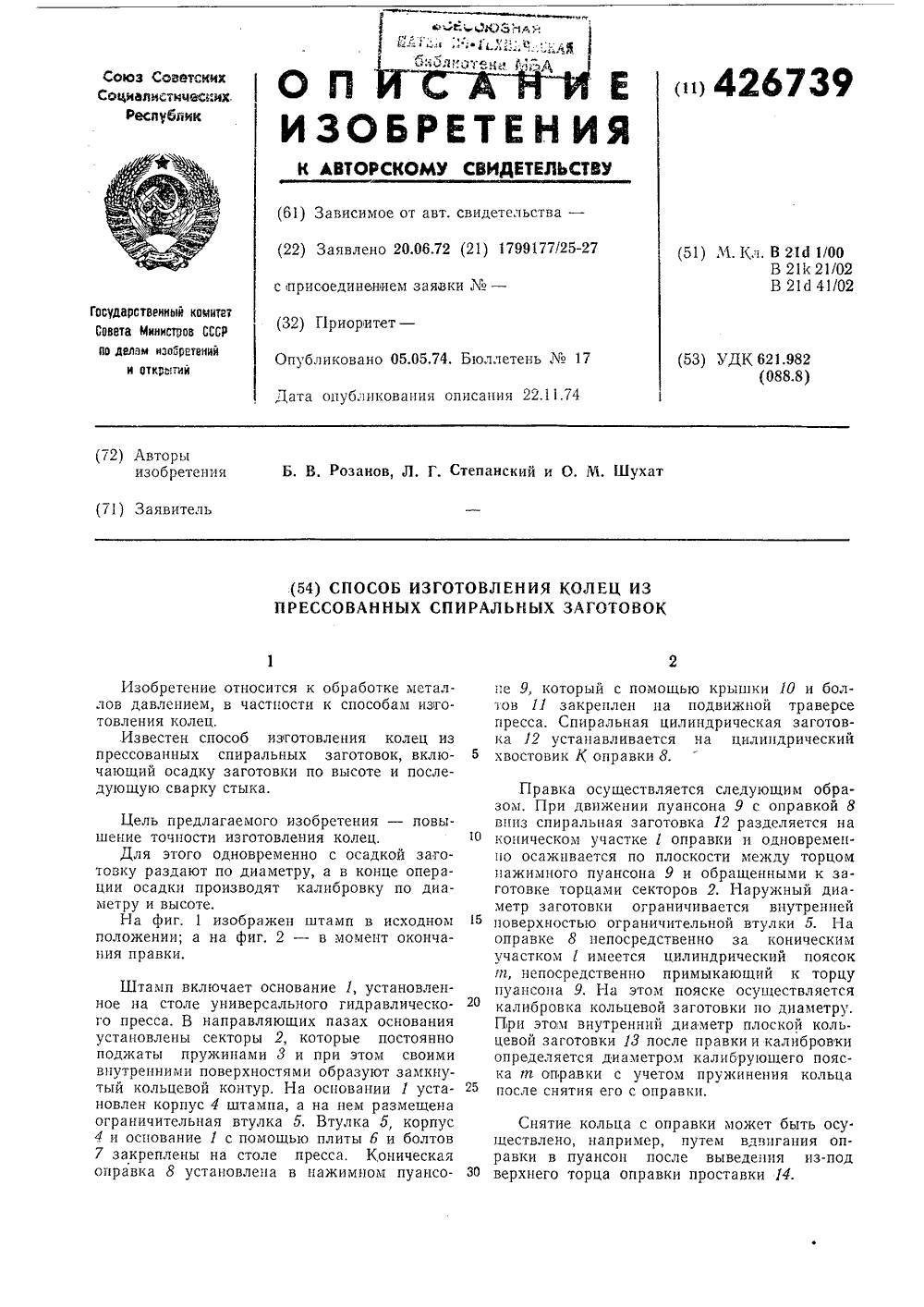
Способ изготовления колец из прессованных спиральных заготовок
Номер патента: 426739
Опубликовано: 05.05.1974
Авторы: Розанов, Степанский, Шухат
МПК: B21D 1/00, B21D 41/02, B21K 21/02 ...
Метки: заготовок, колец, прессованных, спиральных
...3 и при этом своими внутренними поверхностями образуют замкнутый кольцевой контур. На основании 1 установлен корпус 4 штампа, а на нем размещена ограничительная втулка 5. Втулка 5, корпус 4 и основание 1 с помощью плиты 6 и болтов 7 закреплены на столе пресса, Коническая оправка 8 установлена в нажимном пуансопе 9, которыи с помощтов 11 закреплен папресса. Спиральная цика 12 устанавливаетсяхвостовик К оправки 8. Правка осуществляется следующим образом. При движении пуансона 9 с оправкой 8 вниз спиральная заготовка 12 разделяется на коническом участке 1 оправки и одновременно осаживается по плоскости между торцом нажимного пуансона 9 и обращенными к заготовке торцами секторов 2, Наружный диаметр заготовки ограничивается внутренней...
Способ изготовления полых стальных изделий

Номер патента: 617156
Опубликовано: 30.07.1978
Автор: Бродко
МПК: B21K 21/02
...штамповке,Например, пр,и -- .- 2 К= 0,12 - :0,1;о 2 а,при = 1,5 - :2 К=. 0,15 - 0,12; 30 при " = 1,3-:-1,5 К = 0,18 - 0,15.аПример коняретного оауществления способа.Изделие представляет собой биметаллический штамповый вкладыш диаметром 160 мм, высотой 46 м,ц с минимально допустимой толщвной плакирующего слоя 5 мм и глубиной рабочей полости 33 мм.Круглую плоакую заготовку диаметром 158 мм, толщиной 28 мм из стали 40 Х плакируют лиетом из стали 45 М ЗВЗМФС толщиной 1 = (1,02 - 1,10) 1, + К, + б = 1,02 5 + + 0,15 33 + 1 = 11 м и. После этого заготовку 1 навревают до 1100 - 1150 С, кромку шириной 20 мм и центральную часть диаметром 85 мм пластичеоки деформируют в осадочных вставках 2 шта,мпа (см, чертеж) на Величлну 50 Кр= 0,15 33 = 5 ммв...
Способ получения полуфабрикатов коллекторов электродвигателей

Номер патента: 1041023
Опубликовано: 07.09.1983
Автор: Йоже
МПК: B21K 21/02
Метки: коллекторов, полуфабрикатов, электродвигателей
...пазов 3. Расположение радиальных пазов 5 соответствует делению коллектора. Глубинарадиального паза 5 выбирается таким50образом, что удаление его дна от другой торцовой поверхности фланца 2равно толщине снимаемого путем обточки слоя,На наружной поверхности заготовки 1 выполняют при штамповке выдав 55 ливанием продольные пазы 6, число которых. равно числу внутренних продольных пазов 3. Глубина наружных продольных пазов 6 равна толщине снимаемогора имеют (Фиг.3 а, б ) такой профиль,что могут несколько входить в продольные пазы 3, прилегая при этом ких сторонам, если заготовка 1 обжатадо требуемого размера. Концентрически по отношению к оправке 1 О в приспособлении для обжатия установленыперемещаемые в радиальном направлениипуансоны...
Способ холодной объемной штамповки заготовок для выдавливания полых изделий

Номер патента: 1243880
Опубликовано: 15.07.1986
Авторы: Котляр, Марков, Мохнев, Околелов
МПК: B21K 21/02
Метки: выдавливания, заготовок, объемной, полых, холодной, штамповки
...вниз при выдавливании фаски и снизу вверх при формообразовании наметки. Вверху между торцами заготовки и деформирую-. 80 ащего инструмента выполняют зазор для компенсации возможных излишков материала заготовки. Ввиду малой величины боковой поверхности наметки деталь при обратном ходе ползуна остается в матрице, откуда поднимается до уровня зеркала штампа выталкивателем, торец которого при рабочем коде воспринимает усилие штамповки.На следующей позиции пресса (фиг. 4) в полости верхнего пуансона осуществляют формирование наружной фаски на том же торце заготовки, на котором выполнена наметка полости. При этом используют пуансон с плоским торцом в центральной части, что . позволяет при штамповке наружной фаски оставлять внутреннюю...
Устройство для безотходного изготовления из прутков коротких заготовок

Номер патента: 1532206
Опубликовано: 30.12.1989
Авторы: Козьмин, Лисунец, Соловцов
МПК: B21K 21/02, B23D 23/00
Метки: безотходного, заготовок, коротких, прутков
...сечения верхнего рабочего инструмента и рабочей полости контейнера.Устройство содержит контейнер 1 с рабочей полостью, выполненной ступенчатой формы.В рабочей полости контейнера выполнен радиальный канал 2 для подачи прутка в зону обработки, образующий в зоне пересечения с рабочей полостью режущую кромку 3, В рабочей полости контейнера с воэможностью осевого перемещения размещены верхний 4 и нижний 5 рабочие инструменты, при этом нижний рабочий инструмент представляет собой выталкиватель, а верхний - нож и одновременно деформирующий пуансон, Для получения заготовок иэ разного диаметра прутков в контейнере выполнены дополнительные радиальные каналы Ь по окружности, Верхний рабочий инструмент выполнен ступенчатой формы.Участок сопряжения 7...
Способ получения отверстий в заготовках деталей

Номер патента: 1648619
Опубликовано: 15.05.1991
МПК: B21J 5/10, B21K 21/02
Метки: заготовках, отверстий
...углублений осуществляют смещение центральной части перемычки на величину (0,03 - 0,05)д, где б - номинальный диаметр готового отверстия, с образованием кольцевой канавки Ь по образующей перемычки (фиг, 3) эа счет того, что на этой операции оформляющая часть аг пуансона, расположенного противоположно прошивному пуансону, выполнена короче оформляющей части а 1 прошивного пуансона. При этом перемычка не опирается на противоположный пуансон, а следовательно, не получает от него встречного давления. Поэтому течение материала направлено по оси получаемого отверстия, в пространство между перемычкой и укороченным противоположным пуансоном. 8 результате по периферии перемычки благодаря свободному выпучиванию ее поверхности возникает...
Способ объемной штамповки полых изделий

Номер патента: 1794590
Опубликовано: 15.02.1993
Авторы: Гуляев, Дусенок, Еременко, Осколков, Перетятько, Поксеваткин, Шмидт
МПК: B21K 1/04, B21K 21/02
Метки: объемной, полых, штамповки
...снижение трудоемкости ориентирования заготовки при уклад ке ее в штамп.Поставленная цель достигается тем, что в способе объемной штамповки полых изделий, при котором шаровидную заготовку со сходящимися у полюсов волокнами металла 10 укладывают в штамп, совмещая проходящую через полюсы ось заготовки с продольной осью штампа и деформируют заготовку преимущественно выдавливанием, в качестве исходной заготовки используют пол ученный поперечно-винтовой прокаткой шаровидный полуфабрикат с необрезэнными осевыми выступами на полюсах.Согласно способу дефектная зона исходной заготовки размещается в неответст венных местах штампованной заготовки или удаляется совместно с избытком металла.Нафиг. 1 изображена исходная заготовка для получения изделия;...