Способ изготовления колец и штамп для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
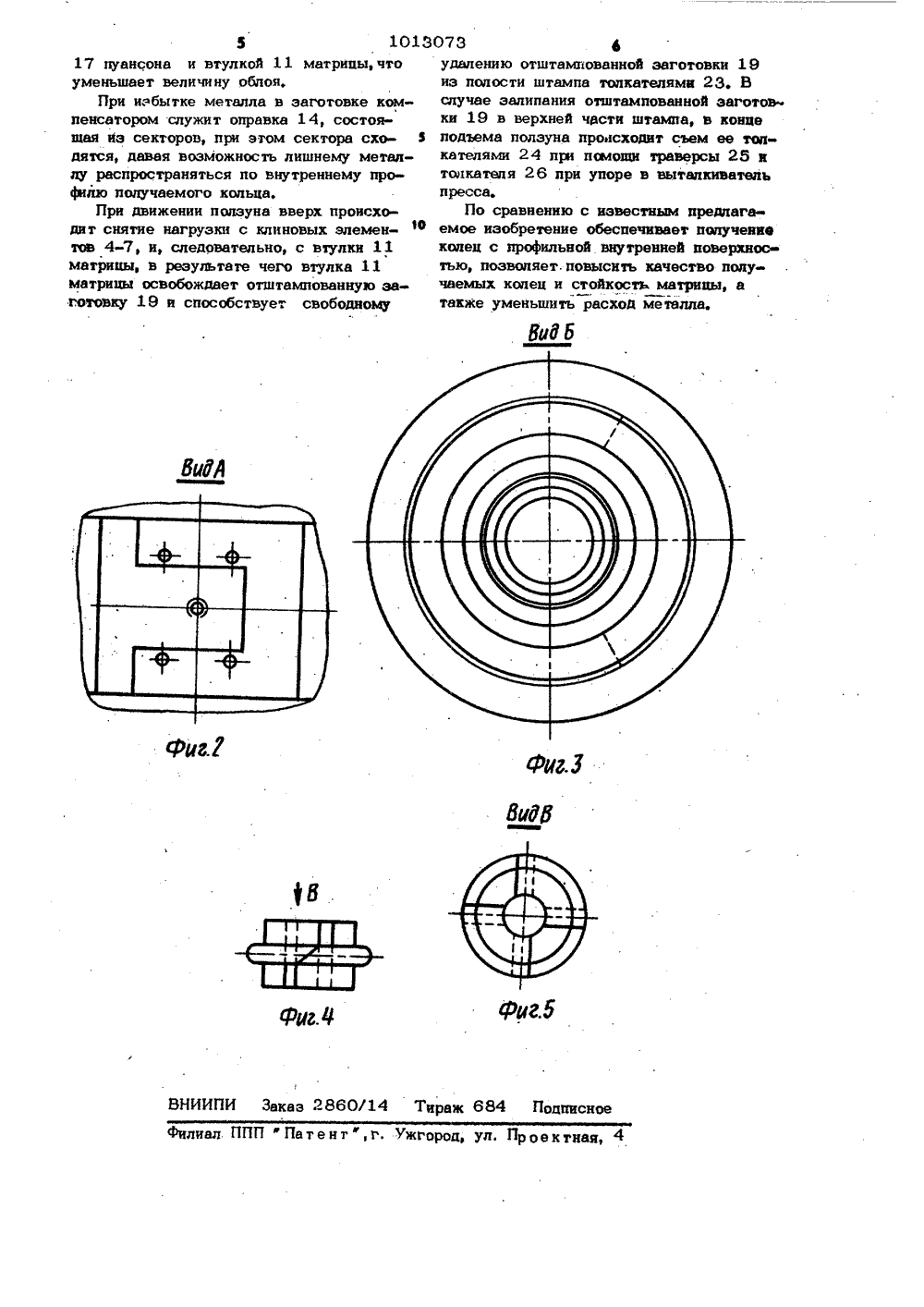
СОЮЭ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК РЕТЕНИЯ ОЛИСА Е ИЗОБ СВИДЕТЕЛЬСТ ТОРСК и ти чки нов, В, А. Кр й ордена Лееволюции под штамповка стаСторожеват, 2,тво СССР 04, 1976 ГОСУДАРСТВЕНКЬЙ КОМИТЕТ СССР ПО,ЩЛАМ ИЭОБРЕТЕКИЙ И ОТКРЫТИ(71) Первый государственнынина и ордена Октябрьской Ршипниковый завод(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(57) 1, Способ изготовпения колец из кольцевых заготовок, включающий помещение заготовки в матрипу на оправку и приложение к ее торцам осевого усилия, о т л и ч а ю щ и й с я тем, что, с целью обеспечения возможности получения колец с профипьной внутренней цоверхностью, повышения качества получаемых колец и стойкости матрицы, одновременно с приложением к торпам заготовки осевого усилия к боковой поверхности заготов,ки прикладывают радиальные усилия сжатия. ей1013073 2. Штамп дпя осуществления способа по п. 1, содержащий верхнюю .рлию 1 у с пуансоном, нижнюю плиту с матрицей и вытадкивателем, а также подвижную оправку,отличающийся тем, что он снабжен дополнительным пуансоном установленным нв нижней плите, матрица выполнена состоящей иэ тонкостенного кольца, секционного эажимного конуса и наружной конической обоймы, а пуансоны- в виде наружной и внутренней обойм, рабочий профиль которых соответствует форме внутренней и торцовых поверхностей кольца, при этом оправка выполнена состоящей из четырех секторов, контактирующих между собой по наклонным плоскостям, а обоймы пуансонов, сектора оправ- ки и зажимнойконус матрицы с конической обоймой снабжены механизмами переМещения. Изобретение относится к обработке металлов давлением иможет быть использовано для получения колец с профильной внутренней пмерхностью, например, колец подшипников..Известен способ изготовления колец путем раскатки кольцевой заготовки 1 .Недостатком данного способа является большой расход металла, так как получаемая деталь имеет значительный припуск под механическую обработку из-за неправильной геометрии кольца и из-за нестабильности размера по высоте. Обпой по торцу кольца требует дополнительного оборудования для снятия его, так как он мешает последующей обработке кольца.Наиболее близким техническим решением к предложенному является способ изготовления колец иэ кольцевых заготовок, включающий помещение заготовки в мат рнцу на оправиу и придожение к ее торцам осевого усилия 2.1.Способ осуществляют штампом дпя из готовления кодец, содержащим верхнюю плиту с пуансоном, нижнюю плиту с ма- рацей и вытвлкивателем, а также подвижную оправку 2;Недсстатком данного способа является невозможность получения, колец с профильной внутренней поверхностью, нестабильность заполнения внутренней поверхности 3, Штамп по п, 2, о т л и ч а ю щ и й с я тем, что механизмы перемещения выполнены в виде размещенных на верхней и нижней плитах обойм с четырьмя клиновыми элементами, каждый наружный клиновой элемент .размещен с воэможностью взаимодействия с двумя средними клиновыми элементами, и соответственно с конической обоймой и зажимным кону" сом, а внутренней клиновой элемент каж дого механизма выполнен состоящим иэ двух частей, сопряженных между собой по вертикальным поверхностям при этом одна из частей каждого внутреннего клинового элемента расположена с возможностью взаимодействия с обоймами соответ- ствующего пуансона, а другая - с воэможностью взаимодействия с торцовыми поверхностями соответствующих секторов оправки. кольца из-аа разной высоты заготовки,вследствие чего ,приходится увеличиватьприпуск на высоту заготовки, При удалении получаемой детали из полости штампапроисходит износ матрицы иэ-эа бопыпого трения между получаемым кольцом ивнутренней стенкой матрицы,Ьиью изобретения является обеспече 1 Рние возможности получения колец с про- .фильной внутренней поверхностью, повышение качества получаемых колец и стойкости матрицы.Укаэанная цель достигается тем, что.включающему помещение заготовки в матрицу на оправку и приложение х ее торцам осевого усилия, одновременно с придожением к торцам заготовки осевого,усилия к бовокой поверхности заготовкиприкладывают радиальные усилия сжатия.Штамп для осуществления способа, содержащий верхнюю плиту с пуансоном,нижнюю плиту с матрицей и вытвлкива 25,телем, а также подвижную оправку, снабжен дополнительным пуансоном, установленным на нижней плите, матрица выполнена состоящей иэ тонкостенного кольца,секционного зажимного конуса и наруж;ной конической обоймы, а пуансоны - вЗО виде наружной и внутренней обойм, рабочий профиль которых соответствует фор3 10 1,.3,07.3 4 ме внутренней и торцовых поверхностеН-обойме 21. Кольцо 22 удерживает от вы-. кольца,: прйАФНВУ журавка выполнена со-падайия клиновые элементы,д рЛИ. Я- г.к, стоящей-ив чеЮфИсЙкт 6 ров, контакти- " Для извлеченияготовой детали.изруюшяхоЯежду ЬЬ 6 ЬИ:ТЙ"наклонным плос-штампа служат толкатели 23; От залипа- костящ ЧЫобЬЙЙЙлйуйнсонов, сектора он у ния готовой детали на верхнемпуансонеравкидатзййивйЮйЖиуо.матрицы с кони- " 16 служат" толкатели 24"-"вэаимодействую- , ческой бйймойЖйбжеЧ 1 йфйехайизмамищие "через траверсу "25 "и" толкатель."26 свыталкиъателем пресса.,СоосностЬ рбейх,",;,Механизмы перемещения могут быть половин штампа" обеспечйвается йагфевля" выполнейй"ЬФИе- рЪзйВЫ ням на верх; юшими втулками 27 и колонками -,8, ней ф-"ффйейппййтах"обойм" с"четырьмя:-:" Т-: :-.: .ни кпиноъийи 4 ййьййЩкИ; кдцЫй наружный : Штамп работает. сйедувйцйй ебрМ 01 ю;- "- клиновый "алейИи"фйзЖйййн с,возможнос- Цилиндрическая кольцевый Ж 6 Ьторщ"-" " тью взаимодейбтййяс"двуыя средними "лежащая:-.на,одном-из-торцову"Фолкйтеййй" клиновыми элементами и-соответственно Фцо направлякзцим планкам 18".поджался:д с конической обоймой и зажимным кону в зону штампа и фиксируется в прижимах сом, а внутренний клиновой элемент каж, При движении ползуна вниз происхо,дого механизма выполнен .состоящим иэ дит заталивание кольцевой заготовки .;двух частей, сопряженяйх между собой обоймами 16 и 17 пуансона в полость :.по вертикальным поверхностям, при этом -. втулкй 11 матрицы, при этом состоящая . одна из частей каждого,-:"внутреннего кли- из секторов оправка 14 входит внутрь нового элемента расположена-с.возмож кольцевой заготовки. При соприкосновении ностью взаимодействия.с обоймами соотобойм 16 и 17 пуансонов с торцами кольветствующего пуансона, а другая-. с вб . цевой заготовки происходщ.,"йЬрераспредеможностью взаимодействия. с торцовымиление вертикального движения в клиновых поверхностями соответствукщих секто;ов:, элементах 4, б,и- как-в верхней, "так-., оправки.,": .;,;:,и в:.нижней частяхштамйа за счет гор-; На фиг, 1 изображен."штамп для изгзонтального перемещения, двух клиновыфлг товления колец, разрез; на фиг. 2 -. вид;:элементов 5, Две части,;6 и,37, состцщя%, А на фиг 1; на фиг,. 3 - вид 5 н фиг 1. ющие внутренний клиновой элемент, так-. на фиг. 4 - оправка штампц: на, фи. 5 же при перераспределении вертикального вид В на фиг, 4 движения имеют горизойтальное церемеШтамп содержит нижнюю-плиту 1 и щение, В результате перераспределения верхнюю плиту"2, на которые установ-вертикального движения цроисходцт. сопрн- лены механизмы перемецения рабочих косновение наружной конической обоймой элементов в виде обойм 3 с клиновыми 8 с секционным зажимныы.щаудам.-10,3элементами 4-7,: ., а также соответствующих-секторов оправНаружный клиновой элемент 4 взаимо- ,ки 14, При последующем опускании полдействует с наружной конической обоймой зуна происходит распределенйе цзгрузки .8 через толкатели Э и секционным зажим- в клиновых элементах 4-7, действующей46ным конусом 10, сжимающим втулки 11 соответственно на кольцевую заготовкуматрицы. Внутренний клиновой элемент 19, втулку 11 матрицы через секционсостоит из двух частей 6 и 7, сопряжен- ный зажимной конус 10 и состоящую из ных между собой по вертиищьным плос секторов оправку 14. Сила, деформируюкостям. Часть внутреннего, клинового, щая заготовку 19, распределяется на эаэлемента 6 соответственно вэаимодейст- . жим оправки 14,. состоящей иэ секторов,43вует через опоры 12 и 13 .с,торцожцщ,и на сжатие тойкостенной втулки 11 мазъ-; поверхностями секторов оправки 14, дру- . - рицы, предстаЮдлрше упругий элемент, гая часть внутреннего клиновогощемен- посредств 4 м наружной конической обоймы та 7 соответственно взаимодействует че. 8 и секцйонноге;-зажиьщого конуса 10, аэ 9рез прокладки 15 с составными цуансо также на нреодоление:, сил трений на донами, каждый иэ которых выполнен в ви- верхностях контахта"клиньев механизмов, де обойм 16 и 17. Два средних втнновых Бо время сжатия,ьтулки 11 матрицы посэлемента 5 взаимодействуют с наружны- ле исчезновения зазора происходит коми 4 и внутренними 6 и 7 клиновымитакт ее с заготовкой 19, создавая в ней элементами, а также соответственно с И внутреннее напряжение, способствующее .нижней 1 и верхней 2 плитами. Направля- лучшему заполнению полосы ручья. При ющие планки 18 и фиксирующие .кольцевую, сжатии втулки.1 1 матрицй:аакже проис- заготовку 19 прижимы 2 О.крепятся на: - ходит уменьшение звзор;.-между.:обоймойОид Б игЗ дидб раж 684 Подписное филиал ППП ф Патен жгород, ул. Проект 5 1013 17 пуансона и втулкой 11 матрицы,что уменьшает величину облоя,При избытке металла в заготовке компенсатором служит оправка 14, состоящая йэ секторов, при этом сектора схо-дятся, давая воэможность лишнему металлу распространяться по внутреннему профилю получаемого капьца.При движении полэуна вверх происходит снятие нагрузки с клиновых элемен 0 тов 4-7, и, следовательно, с втулки 11 матрицы, в результате чего втулка 11 матрицы освобождает отштампованную заготовку 19 и способствует свободному НИИПИ Заказ 2860/1 073 4удалению отштампованной заготовки 19 из полости штампа топкателями 23. В случае эвлипания отштампованной звготов ки 19 в верхней части штампа, в конце подъема полэуна происходит съем ее толкателями 24 при помощи траиерсы 25 и топкатепя 26 при упоре в выталкиватель пресса.По сравнению с известным предлага емое изобретение обеспечивает получение колец с профильной внутренней поверхнос тью, позволяет, повысить качество получаемых колец и стойкость матрицы, а также уменьшить расход металла.
СмотретьЗаявка
3364543, 03.12.1981
ПЕРВЫЙ ГОСУДАРСТВЕННЫЙ ОРДЕНА ЛЕНИНА И ОРДЕНА ОКТЯБРЬСКОЙ РЕВОЛЮЦИИ ПОДШИПНИКОВЫЙ ЗАВОД
САНКОВ ВИКТОР ИВАНОВИЧ, МИТИЧКИН СЕРГЕЙ ГЕОРГИЕВИЧ, САУСКАН ИЛЬЯ АЛЕКСАНДРОВИЧ, СИМОНОВ АНАТОЛИЙ СЕРГЕЕВИЧ, КРИВОНОГОВ ВЛАДИМИР АЛЕКСЕЕВИЧ, БАЛАШОВ ЮРИЙ АЛЕКСЕЕВИЧ
МПК / Метки
МПК: B21K 1/04
Опубликовано: 23.04.1983
Код ссылки
<a href="https://patents.su/4-1013073-sposob-izgotovleniya-kolec-i-shtamp-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления колец и штамп для его осуществления</a>
Инструмент для накатки дорожек качения на внутренних кольцах подшипников

Номер патента: 688267
Опубликовано: 30.09.1979
Автор: Кучинский
МПК: B21H 1/12
Метки: внутренних, дорожек, инструмент, качения, кольцах, накатки, подшипников
...же, вцдсверку.Инструмент пмсст корпус, выполненныйв виде скобы 1, с одной стороны которойвыполнены щеки, а с другой - опорный30 фланец. В щеках выполнены сквозные ступенчатые пазы для установки в них подпятников 2 и регулировочных винтов 3 с контргайками 4. Деформирующие элементы 5, выполненные в виде шариков или роликов, соответствующих по форме и размерам дорожкам качения, установлены в подпятниках 2 и удерживаются от выпадания пружинными захватами 6, закрепленными на корпусе винтами 7.Скоба 1 через опорный фланец прикреп лена винтами 8 к колодке 9, которая закрепляется болтами 10 на исполнительном органе накатной машины. При этом на торце колодки 9 выполнен шпоночный паз, а на опорном фланце скобы 1 - выступ, вхо- д дящий в паз...
Устройство для доводки роликовых дорожек качения внутреннего кольца двухрядного сферического роликоподшипника

Номер патента: 145150
Опубликовано: 01.01.1962
Авторы: Гандукевич, Кобель
МПК: B24B 19/06
Метки: внутреннего, двухрядного, доводки, дорожек, качения, кольца, роликовых, роликоподшипника, сферического
...суппортах 3 и 4, абразивных лент 5, сматываемых с катушек б и перемещаемых лентопротяжными механизмами 7, кривошипно-шатунных механизмов 8 и 9, приводимых от электродвигателей 10 и сообщающих полировальникам качательное движение относительно осей 11 и 12, полировальника 1 З, установленного на прямоугольном выступе 14 полого цилиндра 15, и полого цилиндра 16, в дне 17 которого145150имеется прямоугольный вырез 18 для прохода выступа 14 цилиндра 15.Внутреннее кольцо 19, подлежащее обработке, устанавливается на шпинделе 20, после чего включаются электродвигатели 10, полировальники 2 и 13 перемещаются к кольцу 19 и начинают обрабатывать его дорожку 21 качения и средний борт 22, Одновременно рычаг 23 отпускает ползун 24, благодаря чему...
Устройство для полирования двух дорожек качения внутреннего кольца двухрядного бочкообразного роликоподшипника

Номер патента: 240491
Опубликовано: 01.01.1969
Авторы: Институт, Свердловский
МПК: B24B 19/06
Метки: бочкообразного, внутреннего, двух, двухрядного, дорожек, качения, кольца, полирования, роликоподшипника
...Привод осциллирующего движения полировальника осуществляется от электродвигателя через эксцентриковый вал, шатуны и рычаги,Предложенное устройство отличается от известного тем, что колебательное движение осциллирующих рычагов осуществляется от центрального копира и возвратных пружин.Это повышает долговечность устройства.На чертеже изображена принципиальная схема устройства в двух проекциях.Устройство содержит электродвигатель 1, центральный копир 2, два ролика 3, два рычага 4 и возвратные пружины 5 и работает по принципу осциллирующего движения абразивной ленты.Привод осуществляется от электродвигателя при помощи копира овальной формы, пружин и двух роликов, Через ролики на поверхность коппра опираются два рычага, которые с...
Способ обработки дорожки качения внутреннего кольца шарикоподшипника

Номер патента: 292755
Опубликовано: 01.01.1971
Авторы: Королев, Редько, Спришевский
МПК: B24B 19/06
Метки: внутреннего, дорожки, качения, кольца, шарикоподшипника
...шарикоподшипника абразивным инструментом, совершающим качательное движение вокруг оси желоба.Предложенный способ отличается тем, что абразивному инструменту сообщают возвратно-поступательное движение вдоль его оси качения, расположенной в плоскости, перпендикулярной оси вращения кольца или под некоторым острым углом к этой плоскости.Этим достигается повышение производителыюсти качества обработки.1-1 а фиг. 1 показана схема обработки по предложенному способу; на фиг. 2 - положение шарика на внутреннем кольце шарикоподшипника с многоточечным контактом.Вращающееся изделие 1 подвергается обработке абразивным инструментом 2, который может иметь форму абразивного карандаша (как показано на фиг. 1), абразивного бруска и т. п, Абразивному...
Кристаллизатор для непрерывного литья металлов

Номер патента: 1107955
Опубликовано: 15.08.1984
Авторы: Виноградов, Ермаков, Иванников, Колунтаев, Овчаренко, Стофато, Ханин
МПК: B22D 11/045, B22D 11/055
Метки: кристаллизатор, литья, металлов, непрерывного
...уменьшениютолщины затвердевшей корки и прорыву жидкого металла за кристаллизатором, во избежание чего необходимоуменьшать скорость вытяжки заготовки, 55что снижает производительность непрерывного литья,Кроме того, в предлагаемом кристаллизаторе ширину полости в ради 40 зоны, ) - расстояние от центра гильзы до поверхности узких граней заготовки, 0 - минимальное расстояние от центра гильзы до поверхности заготовки, относительно которой вы равнивается теплоотвод; о - ширина узких (изолируемых) граней,Полости устанавливаются в секторах, заключающих зоны углов, выступающие элементы и узкие грани заготовки, т,е. против тех мест, где гильза в радиальных направлениях имеет меньшую толщину и, следов- тельно, максимальный теплоотвод. Это...
Предыдущий патент: Механизм выталкивания стержневых изделий из матриц
Следующий патент: Способ пайки титановых сплавов
Случайный патент: Средство для мытья волос