B21K — Изготовление изделий ковкой или штамповкой, например подков, заклепок, болтов, колес
Устройство для изготовления изделий типа дисков

Номер патента: 1047576
Опубликовано: 15.10.1983
Авторы: Белкин, Васильев, Костава, Семенов, Унанян, Цамалашвили
МПК: B21K 1/32
...трещинообразование на боковой поверхности изделий из-за больфших растягивающих тангенциальныхнапряжений.Известно устройство для изготовления иэделий тЮпа дисков, содержащее пуансон, а также верхнюю и нижнюю полуматрицы с внутренними коль цевыми выемками, образующими радиальную полость 2,Известное устройство характери, зуется невысоким качеством получаемых,изделий, обусловленным трещинообразованием на .боковой поверхностиизделий из-за больших растягивающихтангеициальных напряжений.Цель изобретения - повышение качества и расширение номенклатуры получаемых изделий.Поставленная цель достигается тем,Фчто вустройстве для изготовленияизделий типа дисков, содержащем пу Оансоны, а также верхнюю и нижнююполуматрицы с внутренними кольце-вюа...
Способ изготовления вильчатых деталей

Номер патента: 1053951
Опубликовано: 15.11.1983
Авторы: Герчиков, Иванов, Маркин
МПК: B21K 1/74
Метки: вильчатых
...оправке,приэтом величину выхода облоя за ширину 45полок с каждой иэ сторон задают неменее двухкратной толщины облоя, аоправку применяют одинаковой с попка"ми ширины.Формовка вильчатого элемента сторцовым облоем.между полками, образующим вместе с ними замкнутый контур, обеспечивает благоприятные условия истечения металла при обратномвыдавливании,. позволяет избежать образования торцового заусенца, вызывающего быстрый износ и разрушениештампа, и обеспечить, тем самым;возможность применения закрытогоштампа.при изготовлении вильчатыхи подобных им деталей. Это приводит 60к снижению усилия деформированияввиду уменьшения площади проекциирабочей поверхности инструмента на .:перпендикулярную направлению егодвижения плоскость за счет отсутст...
Устройство для изготовления полых толстостенных изделий

Номер патента: 1053952
Опубликовано: 15.11.1983
Авторы: Арефьев, Зубков, Лебедев, Пакало, Петунин
МПК: B21K 21/06
Метки: полых, толстостенных
...полых толстостенных иэделий, содержащем контейнер, пуансон с прошивной головкой и втулку, охватывающую пуансон, втулка выполнена с заходной частью, диаметр которой равен диаметру прошивной головки, а высота определяется из выражения 1,3 0,52,где 1. - высота заходной части втулМки,2 - диаметр прошивной головки.На фиг.1 изображено устройстводля изготовления полых толстостенныхизделий, начальная стадия деформирования, на фиг.2 - то же, в конце де-. 35Формирования, на фиг.3 - схема протяжки через калибр для получения цилиндрического йолого изделия. Устройство для изготовления полых 4 О толстостенных изделий содержит кон" тейнер 1 с конической полостью, пуансон 2 с прошивной головкой 3 и втулку 4, выполненную с заходной частью,...
Способ изготовления корончатых гаек

Номер патента: 1058701
Опубликовано: 07.12.1983
Авторы: Амиров, Барыкин, Гордиенко, Фаррахов
МПК: B21K 1/70
Метки: гаек, корончатых
...надреэки пуансоном цилинд.рического кольцевого выступа, перемещая об,40разующийся при надрезке отход материалавнутрь заготовки и подвергая его осадке темже пуансоном, а при окончательном оформлении отверстия гайки отход удаляют вместе сцентральной частью заготовки,На фиг. 1 показана последовательностьформирования корончатой гайки по технологическим переходам; на фиг. 2 - 4 - последовательность формирования прорезей коронкина 1 П-и переходе на фиг. 5 - разрез А - Ана фиг, 2; на фиг. 6 - заготовка после над.резки прорезей, вид сверху; на фиг. 7 - тоже, после осадки отхода в полости коронки.Образование прорезей путем надрезки цилиндрического пояска с осаживанием .отделяе.мой части при формировании полости коронки и предварительном...
Способ изготовления поковок типа звена трака гусеничной машины

Номер патента: 1060293
Опубликовано: 15.12.1983
Авторы: Лобанов, Накутный, Самохин
МПК: B21K 23/04
Метки: гусеничной, звена, поковок, типа, трака
...и высота исходной заготовки соответственно, Н - высота осажденной заготовки; К - глубина торцовых конических полостей; И - высота расплющенной заготовки; В и- ширина и длина поковки звена трака соответственно," П - проушины под пальцы трака,диаметр проушины, Р - радиус сопряжения полости с проушиной, К - радиус сопряжения проушин в зоне крайней связи, Г - грунтозацепы, О - отверстие.Способ штамповки звена траха реализуется следующим образом.1 ОИсходную цилиндрическую заготовку, отрезанную на пресс-ножницах,например, из стали ЗЗХС (фиг.1),нагревают до ковочной температуры(1220 С) и передают на кривошипныйгорячештамповочный пресс (КГИП) усилием 40 мН. На первом переходе заготовку осаживают с одновременным выполнением торцовых конических...
Пресс для раскатки обечаек

Номер патента: 1015538
Опубликовано: 30.12.1983
Авторы: Блик, Гусев, Русанов, Шевелев
МПК: B21K 1/38
Метки: обечаек, пресс, раскатки
...пресс для раскатки обечаек, на фиг. 2 - разрез А-А на фиг. 1.Пресс для раскатки обечаек содержит верхнюю 1 и нижнюю 2 неподвижные поперечины, стянутые между собой колоннами 3, на которых размещен подвижный ползун 4 с бойком 5, связанный с гидроцилиндрами 6 и 7, закрепленными на верхней поперечине 1.На нижней поперечине 2 установлен передвижной стол 8 и проставки 9, на верхних поверхностях который размещен дополнительный передвижной стол 10 с центральным проемом, равным по ширине расстоянию между проставками 9. На верхней поверхности стола 10 закреплены опоры 11, на которых размещена горизонтальная оправка 12, ось которой расположена перпендикулярно движению стола 10 от гидроцилиндров 13 параллельно передвижному столу 8.В каждой...
Способ изготовления режущего инструмента

Номер патента: 1065072
Опубликовано: 07.01.1984
Авторы: Касурин, Ротов, Серегин, Хохлов
МПК: B21K 5/04
Метки: инструмента, режущего
...В 21 С 23 ОПИСАНИЕ ИЗОБРЕТЕН К АВТОРСК ИДЕТ ЕЛЬСТ Ю, И. Ротов,И, Хохлов8). П. и др. Горячее гидрливание режущего итехника, Минск, 197 ельство СССРВ 5/06, 1960 (протоГОСУДАРСТВЕННЫИ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(54) (57) СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА с винтовым профилем, включаюший изготовление корпуса с канавками, изготовление заготовок ре. жугцих зубьев, установку послелних в канавки корпуса, скрепление с ним и формообразование винтового профиля режущих зубьев, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения стойкости инструмента, перед установкой и скреплением зубьев с корпусом осуществляют одновременно изготовление заготовок зубьев и формообразование на них винтового профиля...
Способ изготовления балок картеров

Номер патента: 1066713
Опубликовано: 15.01.1984
Авторы: Кальнер, Крендель, Огневский, Орловский, Островский, Рыскинд, Рябов, Сайкин, Степин, Трофимов, Хромов, Чирков, Шкляров
МПК: B21K 1/26
...является экономчя металла с одновременным повышением прочности балки.Поставленная цель достигаетсятем, что согласно способу изготовления балок картеров ведущих мостов,содержащему резку прямоугольных карточек иэ листа, вырубку из них фигурных заготовок, соответствующих каждая полному раскрою полубалки, штамповки каждой фигурной заготовки сполучением полубалки, механическуюобработку и сварку балки, передвырубкой фигурной заготовки осуществляют осадкукарточек с ограничением потолщине и с образованием гофров на З 5участках, соответствующих выступамфигурной заготовки,ширины заготовкиподбирается экспериментально), Нагревают эоны 2 и 3,соответствующие участкам, на которых,должны быть выступы, и осаживаюткарточку в штампе, жестко зафиксировав...
Способ изготовления полых изделий на многопозиционных автоматах

Номер патента: 1072976
Опубликовано: 15.02.1984
Авторы: Агеенко, Берлявский, Гринфельд, Ежиков
МПК: B21K 1/04
Метки: автоматах, многопозиционных, полых
...представленный на Фиг. 4, предусматривает Формовку на первом и втором переходах комплектной штамповки внутренний диаметр которойд, меньше диаметра отверстия изделия. Йа третьем и четвертом переходах производят предварительное и окончательное разделение комплектной штамповки на отдельные изделия и раздачу наружного элемента до заданных размеров изделия дг и 1 г.5Выполнение разделения в два пере хода позволяет осуществить раздачу в процессе изготовления кольцевых иэделий на многопозиционных авт матах. В результате этого уменьшаются потери металла в отход в виде пере- мычки, Кроме того, разделение в два перехода приводит к уменьшению скалывающих напряжений и, следовательно, к улучшению, качества разделения. При получении колец...
Способ изготовления полых поковок с коническим раструбом

Номер патента: 1072977
Опубликовано: 15.02.1984
Авторы: Арефьев, Данилин, Пакало, Петунин
МПК: B21K 1/38
Метки: коническим, поковок, полых, раструбом
...больших напускбв на поковку, что приводит к снижению коэффициента использования металла и к повышению трудоемкосттй механической обработки.Цель изобретения - уменьшение тру. доемкости и снижение. расхода металла путем повышения точности получаемых поковок,Поставленная цель достигается тем, что согласно способу изготовления полых пЬковок: с коническим раструбом, вкдючающеМУ предварительную раскатку полой заготовки на оправке и последующую окончательную раскатку одного иэ ее концов на раструбе,. окончательную раскатку осуществляют с ограничением увеличения размеров наружного контура заготовки на участке, прилегающем к раскатываемому и .40 составляющем 0,2-0,8 длины заготовки. На фиг. 1 изображено положение инструмента и заготовки перед...
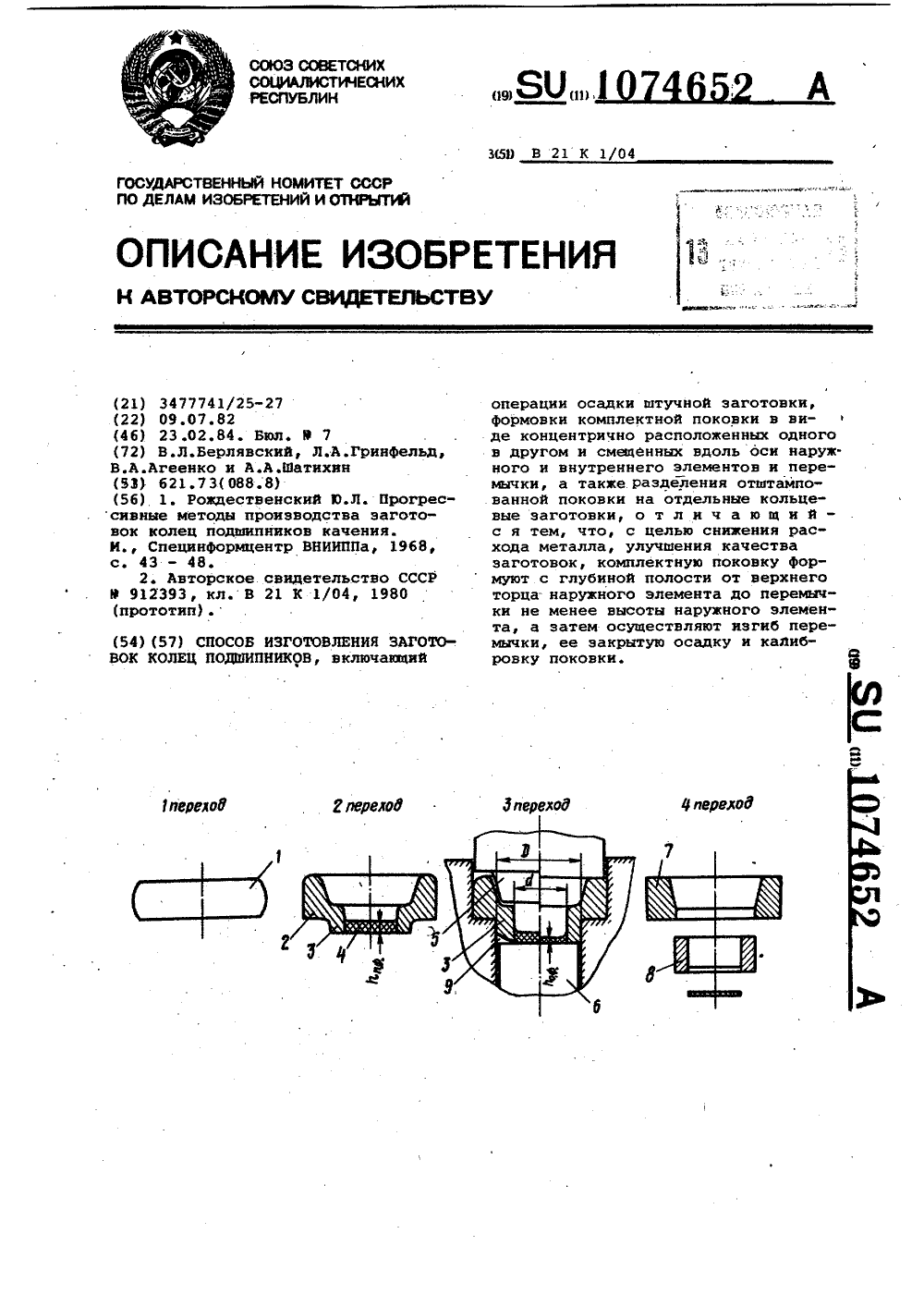
Способ изготовления заготовок колец подшипников
Номер патента: 1074652
Опубликовано: 23.02.1984
Авторы: Агеенко, Берлявский, Гринфельд, Шатихин
МПК: B21K 1/04
Метки: заготовок, колец, подшипников
...размещения промежуточнойкачества изделий. комплектной поковки в штампе третьеПоставлвнная ц лная цель достигается тем,го перехода и заполнение углов. Рас-.что согласно способу изготовлениясто ние от нижнего торца наружно озаготовок колец подшипников, включаюэлемента 2 до веРхнего тоРца внУтщему операции осадки штучной заготов РРннего элемента 3 составляло 8 мм,кк, Формовки комплектной поковки в причем на третьем переходе (2-ойвиде концентрично расположенных и ".этап ФоРмовки) эту величину оставлясмещенных вдоль оси наружного и вну ли неизменной.ренкего элементов и перемычки а , Рлубину внутренней полости полуже Разделения отштампованной поко .чали на 1 мм больше высоты наружногона отдельные кольцевые заготовки элемента 2, а высоту...
Устройство для удаления внутреннего грата при контактной стыковой сварке труб

Номер патента: 1076172
Опубликовано: 28.02.1984
Авторы: Борецкий, Кучук-Яценко, Серафин, Солодовников, Стоцкий, Хоменко, Швец
МПК: B21K 11/00
Метки: внутреннего, грата, контактной, сварке, стыковой, труб, удаления
...23. Свобод" Б пневмопривода подают сжатый возный конец вала 24 барабана закрыт дух, а полость А сообщают с атмосФекожухом 25 и выполнен:с винтовой рой. При этом муФту 21 барабана отнарезкой, на которой навинчена гай- ключают, ленточные тормоза 23ка 26. Кожух выполнен с продольным размыкают. Пневмопривод 4 до этогопазом, через который в гайку ввин 5 должен быть отцентрирован относительчен палец 27, снабженный на высту- . но привариваемой трубы 33. Затемпающем из кожуха конце роликом 28. отключают Фиксатор 13. Под действиДля управления подачей воздуха ем сжатого воздуха поршень 8, шток 9в муФту и к тормозам барабана ле- вместе с головкой 31 и тросом 3бедки установлен кран 29, вилка 30 10 разгоняются до расчетной скорости.которого входит...
Штамп для изготовления фасонных изделий

Номер патента: 1082544
Опубликовано: 30.03.1984
Автор: Павлов
МПК: B21K 1/12
...расход металла,обусловленные короблением поковок и от Оходами металла в облой.Наиболее близким к предлагаемому тех 11 ической сущности является штамп дляизготовлении фасонных изделий, содержаший верхнюю и нижнюю плиты с расмещенными на них ложементами и деформирующими элементами 2.Наличие в штампе неподвижных ложементов не обеспечивает фиксацию заготовкиперед началом деформирования и обусловливает невысокую точность изделий и повышенный расход металла,29Цель изобретения - повышение точности изделий и снижение расхода металла.Указанная цель достигается тем, чтоф вштампе для изготовления фасонных изделий, содержащем верхнюю и нижнюю плиты с размещенными на них ложементамии деформирующими элементами, ложементы установлены подвижно...
Способ изготовления полуфабрикатов болтов

Номер патента: 1090479
Опубликовано: 07.05.1984
Авторы: Богачев, Ганин, Краснов, Мокринский, Пшенин
МПК: B21K 1/44
Метки: болтов, полуфабрикатов
...стержневои части подя 20резьбу и переходного участка от стер"жневой частик головке, предварительной высадки головки в форме усеченного конуса, обращенного большим осно 25ванием в сторону стержневой части, иокончательной высадки головки в Форме усеченного конуса, обращенногоменьшим оснона ием в сторону стержневои части 2Недостатком данного способа является невысокое качество получаемыхизделий, что объясняется пониженнойустойчивостью заготовки в процессеокончательной высадки и, как следствие, несоосности головки относительно 35с;ержневой части, а также низкой прочности металла в зоне переходногоучастка от головки к стержневой час. ти,Цельизобретения - повышЕние ка Очестна изделий.Указанная цель достигается тем,что согласно способу...
Пуансон к штампам для выдавливания

Номер патента: 1098652
Опубликовано: 23.06.1984
Авторы: Евстратов, Кузьменко, Чегринец
МПК: B21K 21/06
Метки: выдавливания, пуансон, штампам
...- расширение технологических возможностей путем увеличения диапазона типоразмеров получаемых деталей.Поставленная цель достигается тем, что в пуансоне к штампам для выдавливания, содержащем хвостовую и рабочую части, а также кольцевой упругий элемент конической формы, обращенный меньшим основанием к хвостовой части, кольцевой упругий элемент закреплен на торце рабочей части пуансона.Кроме того, пуансон снабжен упорной втулкой, связанной с рабочей частью и установленной с возможностью осевого перемещения и взаимодействия с кольцевым упругим элементом,На фиг, 1 представлен пуансон для выдавливания кольцевой канавки в донной части полости; на фиг. 2 - пуансон для выдавливания кольцевой канавки в сред ней части полости; на фиг. 3 -...
Способ изготовления составного инструмента для пластического деформирования обрабатываемых материалов

Номер патента: 1100034
Опубликовано: 30.06.1984
Автор: Головачев
МПК: B21K 5/00
Метки: деформирования, инструмента, обрабатываемых, пластического, составного
...эвтектический шестикомпонентный сплав типа ГФК с температурой плавления 935 С, После расплавления он, обладая хорошей жидкотекучестью, входит в капиллярныезазоры. При перегреве данного сплаванаблюдаются активные диффузионныепроцессы его компонентов в соединяемые металлы, одновременно с этим вобъеме шва образуется ликвационнаясетка твердых растворов одной фазысплава, заполненная другой фазойсплава на основе меди, имеющей.низкую твердость. Все это обеспечиваетвысокую прочность швов соединения,в результате чего образуется монолитная конструкция составного инструмента,Использование предлагаемого способа по сравнению с прототипом позволяет значительно повысить срок службы инструмента эа счет повышения надежности закрепления...
Способ изготовления деталей типа инструмента

Номер патента: 1117115
Опубликовано: 07.10.1984
Авторы: Алексенко, Равин, Суходрев
МПК: B21K 5/00
Метки: инструмента, типа
...вдавливание в это отверстие конической оправки, которое осуществляют одно-временно с обжатием заготовки в матрице, способствует более равномерному обжатию деформируемого металла по пуансонам эа счет перемещения металла как от периферии к центру, так и от центра к периферии. При этом вследствие более равномерной нагрУзки на все пуансоны, что обусловлено расположением технологического отверстия в центре давления изготавливаемого инструмента. исключаются их поломки и искривления при изготовлении инструмента с несколькими полостями сложной формы, т.е, расширяются технологические воэможности способа и улучшается качество оформления полостей инструмента.Равномерная нагрузка на пуансоны при перемещении заготовки относительно матрицы и...
Способ изготовления режущих инструментов

Номер патента: 1123789
Опубликовано: 15.11.1984
МПК: B21K 5/04
Метки: инструментов, режущих
...с предлагаемым способом производят в следующей последовательности.Посредством механической обработки или выдавливанием изготавливают рабочую часть 1 инструмента из быстрорежущей стали, закаливают ее и заполняют стружечные канавки шликером стеклоэмали, слой 2 которого наносят в зону стыковки рабочей части с хвостовиком (фиг. 1). Изготавливают хвостовик 3 со стыковочной частью 5 10 15 20 25 30 40 45 50 55 4, металл которой предназначен для обжатия рабочей части 1 (фиг. 2 в).Рабочую часть с нанесенным шликером стеклоэмали устанавливают в матрицу 5 штампа, центрируя ее с нижнего торцз в выталкивателе 6, а по боковой поверхности - на участке 7 матрицы (фиг. 4 а).Далее нагревают в индукторе до 1100 - 150 С стыковочную часть 4...
Способ изготовления изделий кольцевой формы

Номер патента: 1134269
Опубликовано: 15.01.1985
Авторы: Клерман, Лобанов, Любченко, Малков, Пилипенко, Слыш, Соболь
...цель достигается тем, З 5что согласно способу изготовленияизделий кольцевой Формы преимущественно из ньп.окоуглеродистых и среднелегированных сталей при изготовлении дисков трения, включающемуполучение полой кольцевой заготовкии ее последующую горячую раскаткупоследнюю осуществляют до получения,промежуточной заготовки со среднимдиаметром, равным 0,95-0,99 среднего 15диаметра изделия после чего ее осаживают, закаливают с. температурыокончания осадки и подверга 1 от отпуску при 200-500 С н течение 15- 2,0 ч.50 Полую кольцевую заготовку можно получить горячей объем 1 ьой штамповкой,На Фиг,1 изображена подая кольц - 55 вая заготовка, на Фиг.2 - промежуточная заготовка после раскатки; на Фиг.3 - заготовка после осадки. б 9На Фиг.1 - 3...
Пресс для раскатки обечаек

Номер патента: 1134279
Опубликовано: 15.01.1985
Авторы: Агахи, Васильев, Деревянко, Козлов, Лыткин, Токарев, Шляхин
МПК: B21K 1/38, B30B 15/06
Метки: обечаек, пресс, раскатки
...пресс для раскатки обечаек,содержащий станину, подвижную верхнюю траверсу с закрепленным на нейбойком, а также поворотную оправку,который. снабжен механизмом зажима.обрабать 1 ваемой обечайки, выполненным в виде соосно расположеннйх наоправке и зафиксированных от проворота двух втулок, каждая из которыхснабжена приводом перемещения вдольоси оправки, размещенным в станине 13,Недостатком данной конструкцииявляется невозможность исправленияторцовых искажений обечаек, так какбоковые цилиндры служат только дляпривода боковых втулок вдоль осиоправки.Цель изобретения - расширениетехнологических воэможностей пресса.Поставленная цель достигаетсятем, что в прессе для раскатки обечаек каждая из втулок зажимногомеханизма выполнена с...
Установка для обработки металлов давлением

Номер патента: 1134280
Опубликовано: 15.01.1985
Авторы: Болдов, Иливицкий, Лесский, Фрыгин, Шилин
МПК: B21J 5/00, B21K 29/00
...участке концевымупором и подпружинеттнай защелкой, образующимиокно для выдачи заготовки,Ла фиг, 1 схематически изображе-на предлагаемая установка", на фиг,2 выходной учястак латкя зягрузкиаУстановка содержит бункер 1, латок 2, нневмацилиндр 3 перемещенияпалзуна 4, кронштейн для креплениябескантактных пу",евьтх переключяте 4 Олей 5, приводную заслонку 6, индуктор 7 и концевой упор 8, а такжеНактатНЫИ Лотк 5 ДЛЯ ПЕРЕ"ЯЧИ НЯГВЕтых загатаВОк. снабженный приводам .перемещептитт 10 Вьтхаднайт участок лот ка 9 спален поднружиненьтай зашелКОИ 1 1 1 врЕДОТВрЯШЯЮД Етт ОТО Как З ЯГОтанки р и концевым упорам 12 Образующим окно ттття выьтячи заготовки в ра" 280 2бачий инструм"нт-матрицу 13, которьтй конструктивна состоит из подпружиненной...
Способ получения внутренней резьбы на полых заготовках

Номер патента: 1136882
Опубликовано: 30.01.1985
Авторы: Борисов, Воробьев, Чвилев
Метки: внутренней, заготовках, полых, резьбы
...включающий объемное обжатие заготовки на резьбообразующей оправке и окончательчую обработку резьбового профиля 12).Недостатком известного способа также явлчется низкая стойкость оправки, по скольку вследствие сил трения давления зоне контакта заготовки и обжимного инструмента превышают давления непосредственно в профиле получаемой резьбы. Кроме того, из-за необходимости дополнительной калибровки резьбы резанием производительность известного способа невысока.Цель изобретенияповышение производительности и стойкости оправки за счет уменьшения усилия деформирования заготовки.Поставленная цель достигается тем, что согласно способу получения внутревхней резьбы на полых заготовках, включающему обьемное обжатие заготовки на...
Способ изготовления тел вращения типа роликов с фасками

Номер патента: 1138226
Опубликовано: 07.02.1985
Авторы: Бухер, Колпиков, Мальцев, Морозов, Солодянников
МПК: B21K 1/02
Метки: вращения, роликов, тел, типа, фасками
...поверхностей фасок, а также низкая производительность процесса.Целью изобретения является повышение качества изделий и производительности способа.Поставленная цель достигается тем, что согласно способу изготовления тел вращения типа роликов с фасками путем получения цилиндрической штучной заготовки, ее осадки и поперечной прокатки, используют З 0 цилиндрическую заготовку с диаметром, определяемым по формуле Вз=ЭФ - 2 К, где 13 а диаметр ролика в сечении, проходящем через сопряжение фаски с боковой поверхностью; К - размер фаски в радиальном направлении, а фаски формируют в 35 процессе осадки.На фиг, 1 изображена схема процесса осадки исходной заготовки по стадиям; на фиг. 2 - то же, стадия прокатки осаженного...
Способ штамповки изделий на многопозиционном кузнечно штамповочном автомате

Номер патента: 1138227
Опубликовано: 07.02.1985
Авторы: Журавлев, Моренко, Ураждин
МПК: B21K 1/64
Метки: автомате, кузнечно, многопозиционном, штамповки, штамповочном
...штампах,первоначально до загрузки всех штампов автомата штампуют заготовки технологическиминимальной длины,Способ осуществляют следующим образом. Отрезают заготовки от прутка или бунтатехнологически минимальной длины, необходимой для изготовления из нее изделия минимально допустимой высоты, указанными заготовками последовательно загружают все штампы автомата, а затем для изготовления изделий параллельно-последовательной штамповкой используют заготовки номинальной длины.Предлагаемый способ опробован приштамповке гаек М 10 ГОСТ 5915 - 70 на автомате модели АА 1820 из заготовок длиной 9,41 мм и 8,65 мм, выполненных из калиброванной проволоки сталь 35 диаметром 15,5 мм.Из заготовок длиной 9,41 мм изготовляют гайки высотой 8 мм, а из...
Способ изготовления полых цилиндрических изделий

Номер патента: 1139558
Опубликовано: 15.02.1985
МПК: B21J 5/10, B21K 21/06
Метки: полых, цилиндрических
...производстве при получении прршивкой полых изделий типа стакановй втулок.Известен способ получения полыхцилиндрических изделий, включающийполучение многогранной заготовки иее прошивку в круглой матрице. Наиболее распространено использованиечетырехгранной заготовки квадратного сечения Ц .Недостатком известного способапри получении изделий с глубокой полостью является повышенная их разностенность, вызванная тем, что при раздаче заготовки (при заполнении металлом пространства между граньюзаготовки и матрицей) пуансон уходитв сторону одной из граней заготовки.Это обусловлено особенностями напряженного состояния при прошивке многогранной заготовки, смещение пуансона в сторону одного из ребер заготовки вызывает увеличение...
Способ получения накидных гаек для трубопроводов

Номер патента: 1140873
Опубликовано: 23.02.1985
Авторы: Колесников, Красильников, Леонтьева, Шибаков
Метки: гаек, накидных, трубопроводов
...донной части гайки, и затемпроизводят калибровку.При этом калибровку осуществляютпутем редуцирования многогранникана оправке в матрице многогранного.сечения и осадки с образованием наружной фаски на торце.Последовательная прошивка в прут 40ке отверстий большего, а впоследствиии малого диаметров при дальнейшейотрезке от прутка мерной заготовки,высота которой меньше суммарнойглубины прошитых полостей, позволя 45ет устранить отход, возникающий визвестных способах при пробивке"выдры" для образования отверстиямалого диаметра.Вследствие того, что при прошивке отрезаемая часть прутка находитсянепосредственно в ноже, в зоне резавозникают сжимающие напряжения, способствующие образованию ровной торцевой поверхности при отрезке.На фиг.1...
Способ изготовления коленчатых валов и устройство для его осуществления

Номер патента: 1142208
Опубликовано: 28.02.1985
Авторы: Беккер, Колобанов, Макушин, Наговицин, Шрамко
МПК: B21K 1/08
Метки: валов, коленчатых
...оси кривошипов которых лежат в одной плоскости, осушествляот следмюшим образом.Нагретую заготовку укладывают в иережимной ручей и производят пережим, в результате которого происходит перераспределение металла вдоль оси заготовки. Затем сдеформированную в пережимном ручье заготовку кантуют на угол 90, укладывают в окончательный ручей и и роизводят 5 10 15 20 25 30 35 40 штамповку олцвременно с гибкой. Изменение направления штамповки ца 90 лает возможность совместить две операции по изготовлению коленчатых валовгибку и окончателыую цп амповку, которые производят одновременно в олпом рхчье.При,1 ер. Нагретую ло 1200 1250 С в цолуметодической газовой печи заготовку коленчатого вала, црслстявляюшую собой цилиндр из стали 45 диаметром 145...
Способ изготовления заготовок режущего инструмента из слитков

Номер патента: 1142209
Опубликовано: 28.02.1985
Авторы: Аржакин, Бородулин, Бусалаева, Станишевская
МПК: B21K 5/12
Метки: заготовок, инструмента, режущего, слитков
...на высоту зуба фрезы, что обеспечивает улучшение механических свойств быстрорежущей стали на данную глубину. Улучшение структуры и свойств стали только в рабочей зоне инструмента не снижает стойкости инструмента, работающего в условиях усталостного нагружения, однако позволяет снизить трудоемкость процесса деформирования.П р и м е р. Цилиндрические фрезы диаметром 93 мм изготовляют из слитков диаметром 110 мм и высотой 200- 250 мм, полученных электрошлаковым переплавом (ЭШП) .Для ЭНП используют расходуемые электроды, выплавленные в индукционной печи из отходов вышедшего из строя инструмента и отлитые в чугунные изложницы. ЭШП электродов из быстрорежущей стали Р 6 И 5 производят в медном водоохлаждаемом кристаллизаторе диаметром 115...
Штамп для выдавливания изделий с полостями

Номер патента: 1142210
Опубликовано: 28.02.1985
Авторы: Анищик, Гришин, Равин, Сморчков, Суходрев, Харченко, Шульга, Щербанюк
МПК: B21K 5/20
Метки: выдавливания, полостями, штамп
...взамен,аналогичного перемещения пуансонапо прототипу обеспечивает возможность штамповки заготовок со смещенной относительно наружной поверхности полостью при более жестком направлении пуансона,На Лиг. 1 приведена схема штампа;на Аиг, 2 - сечение А-А на Аиг. 1;Штамп (Лиг. 1) состоит из верхней плиты 1 с установленным в ней 55прижимом 2. На основании 3 установ лена нижняя плита 4, снабженная радиальными пазами, в которьж на упругих элементах 5 расположены опоры, 6,имеющие канавки с размещенными в нихтелами качения в виде шариков 7(фиг. 2). По торцам опор 6 закреплены крышки 8, ограничивающие перемещение шариков 7 в канавках. На шарикахустановлена матрица 9.В нижней плите 4 на упругом элементе 10 установлен съемник 11, накотором через...
Способ изготовления многогранных деталей с центральным отверстием

Номер патента: 1147513
Опубликовано: 30.03.1985
Автор: Бондаренко
МПК: B21K 1/64
Метки: многогранных, отверстием, центральным
...расположения инструиента иполученная заготовка после вьдавливания в первом переходе (праваячасть). на фиг.2 - схема расположения заготовки и элементов штампа вовтором переходе .(левая часть); схема расположения детали и элементовштампа в момент окончания вьдавливания (правая часть), на фиг.3 - разрез А-А на фиг.1; на фиг,4 - разрезЗОБ-Б на фиг.2,Цилиндрическую исходную заготовку1 с фасками на кромках и подготовленной под холодное выдавливание поверхностью укладывают в ручей матрицы 2первого перехода (фиг.1 левая часть).К пуансону 3 прикладывают усилие Рифи обратным выдавливанием получаютотверстие с технологической фаскойна кромке со стороны пуансона и окон 4 Очательной по высоте перемычкой, атакже осуществляют...