B21K — Изготовление изделий ковкой или штамповкой, например подков, заклепок, болтов, колес
Способ изготовления осесимметричных заготовок

Номер патента: 1738464
Опубликовано: 07.06.1992
Авторы: Апехтин, Сурков, Тюленев, Чистяков
МПК: B21K 1/28
Метки: заготовок, осесимметричных
...на другой стороне и калибровку.На фиг.1 показано: слева - исходное положение заготовки; справа - после формообразования рельефа и вытяжки наружного обода; на фиг.2: слева - полуфабрикат после первого перехода; справа - окончательно изготовленное изделие; на фиг.З а, б, в - последовательность изготовления и готовое изделие.Способ осуществляют в следующей последовательности.Исходную заготовку 1 (фиг.1) устанавливают одним из торцов на зеркало матрицы 2, Затем штамповкой обкатыванием с помощью пуансона 3 формируют рельеф 4 и осуществляют вытяжку наружного обода 5 со стороны открытого торца, Далее на следующей позиции (фиг.2) полученный полуфабрикат базируют ободом 5 и отформованным рельефом 4 в матрице 2, после чего осуществляют...
Способ изготовления кольцевых поковок из полых слитков

Номер патента: 1738465
Опубликовано: 07.06.1992
Авторы: Котунов, Лысенков, Мирхасанов, Сотников, Уваров, Чебыкин
МПК: B21J 1/04, B21J 5/00, B21K 1/38 ...
Метки: кольцевых, поковок, полых, слитков
...деформации 25 позволяют в достаточной степени продеформировать литую структуру сплава, тем самым повысить технологическую пластичность и механические свойства ссаженной заготовки, что в дальнейшем на операциях ковки позволяет значительно снизить или полностью исключить трещины и надрывы металла на кольцевых заготовках, Суммарный зазор между внутренним диаметром контейнера и слитком в 20 фот наружного диаметра слитка, а также полное заполнение внутренней полости слитка и последующая прошивка полым прошивнем гарантируют получение поковки без внутренних зажимов;Наличие отличительных признаков по сравнению с прототипом подтверждает новизну заявленного способа,Среди известных технических решений не обнаружены признаки, сходные с...
Способ изготовления кольцевых изделий

Номер патента: 1738466
Опубликовано: 07.06.1992
Авторы: Апехтин, Тюленев, Чистяков
МПК: B21K 1/76
Метки: кольцевых
...на торец заготовки, выдавливая в центре заготовки 1 кольцевое углубление 4 и одновременно формирует фланец 5. Кольцевое углубление 4 выполняют с объемом, не меньшим объема кольцевого участка 6 заготовки, прилегающего к вырезной кромке 7 матрицы 2,Далее (фиг.2) пуансоном 8 осуществляют прошивку центральной зоны заготовки с образованием кольцевого изделия 9. При этом одновременно с прошивкой переформовывают кольцевой участок 6 заготовки 10 с истечением металла в ранее образованное кольцевое углубление 4. После этого кольцевое изделие 9 удаляют из матрицы 2, Заготовку 10 выталкивателем 11 перемещают в новое положение, а пуансон 3 (фиг.1) осуществляет осадку заготовки с одновременным оформлением фланца 5 и выдавливанием полости 4, Далее...
Способ изготовления концевого режущего инструмента

Номер патента: 1738467
Опубликовано: 07.06.1992
МПК: B21K 5/02, B23K 20/00
Метки: инструмента, концевого, режущего
...через профильную матрицу.Указанную цель можно достичь двумя путями: создав специальное оборудование, на котором в едином цикле выполняется сварка и формообразование заготовок концевого режущего инструмента, или выполняя сварку и пластическую деформацию на1738467 зование профиля метчика горячим выдавливанием, воздействуя пуансоном на хвосто-, вик, Извлекают заготовку из контейнера, В результате получают сваренную заготовку с режущей частью из Р 6 М 5 длиной 55 мм, у которой на длине 50 мм выполнен профиль метчика с припуском по передней поверхности и диаметру на обработку и заточку.Использование предлагаемого способа позволяет исключить отжиг между операциями сварки и формообразования профиля, что значительно сокращает производственный...
Способ изготовления зубчатых колес из высокопрочного чугуна

Номер патента: 1748912
Опубликовано: 23.07.1992
Авторы: Бестужев, Дудецкая, Леках, Покровский, Тиманюк
МПК: B21K 1/30
Метки: высокопрочного, зубчатых, колес, чугуна
...деформации происходит дополнительное насыщение твердого раствора углеродом, приводящее при последующей изотермической закалке к стабилизации аустенита в указанной зоне на уровне 25- 300 , В то же время у вершины зуба, где обеспечивается степень деформации на уровне 0,4 - 0,5, количество остаточного аустенита составляет 10 - 150 . Слабо деформированные включения графита, располагающиеся вдоль эвольвенты зуба., обеспечиваютвысокие антифрикционные свойства чугуна, Достигнутое соотношение структурных составляющих по высоте зуба обеспечивают повышение усталостной прочности материала зубчатых колес и их эксплуатационной стойкости. При степенях деформации, превышающих указанные выше пределы резко возрастают энергозатраты процесса деформации и...
Способ получения заготовок железнодорожных колес

Номер патента: 1750842
Опубликовано: 30.07.1992
Авторы: Блик, Валетов, Васильковский, Дьяков, Игнатьев, Илюкович-Страковский, Тубольцев, Шестак
МПК: B21K 1/28
Метки: железнодорожных, заготовок, колес
...вследствие чего увеличивается запрессовка окалины и возрастает количество колес, направляемых для ремонта и бракуемых,Целью изобретения является улучшение качества поверхности колес,Поставленная цель достигается тем, что разгонку центральной части заготовки ведут в жестко закрепленном калибровочном кольце диаметром, меньшим на 0,2 - О,бо диаметра заготовки после окончательной осадки,Разгонку центральной части заготовки осуществляют в жестко, стационарно закрепленном калибровочном кольце, а в прототипе используется то же плавающее калибровочное кольцо, в котором осуществляется окончательная осадка, Диаметр жестко закрепленного калибровочного кольца меньше на 0,2-0,6 О диаметра заготовки после окончательной осадки, Между...
Способ высадки гаек

Номер патента: 1750843
Опубликовано: 30.07.1992
Автор: Панасенков
МПК: B21K 1/64
...для последующего направленного течения металла в ребре наружного контура гайки. Для этого форму углублений получают пирамидальной с основанием в форме окружности и количеством граней, равных количеству граней гайки, Грани пирамидальных углублений развернуты относительнограней гайки на угол а -180, гдеи п - количество граней гайки, Таким образом, создают и зон направленного течения металла в ребра наружного контура гайки.На фиг,1 изображена заготовка после осадки; на фиг.2 - гайка после предварительной формовки с углублениями на торцах в виде пирамиды; на фиг.3 - то же, вид сверху; на фиг,4 - гайка после окончательной формовки с коническими углублениями на торцах; на фиг,5 - то же, вид сверху; на фиг,6 - гайка после пробивки отверстия...
Способ изготовления деталей

Номер патента: 1750844
Опубликовано: 30.07.1992
Авторы: Алексеев, Куприн, Кутергин, Михайлин, Панфилов, Смарагдов
МПК: B21K 1/76
...мерная заготовка; на фиг,2 - комплектная поковка после комбинированного выдавливания; на фиг.З - наружный кольцевой элемент, полученный после вырубки внутреннего элемента с перемычкой; на фиг,4 - внутренний элемент с перемычкой; на фиг.5 - внутренний элемент после удаления перемычки; на фиг,6 - наружный кольцевой элемент с перемычкой после вырубки внутреннего элемента, представленного на фиг.7; на фиг,8- наружный кольцевой элемент после вырубки перемычки,На фиг,4 - 5 и 6-8 представлены два ва рианта технологического процесса разделения наружного кольцевого и внутреннего элементов, В первом случае при их разделении перемычка остается на внутреннем элементе, после чего ее отрубают, а во втором случае вырубают внутренний элемент,...
Способ изготовления изделий типа стаканов

Номер патента: 1750845
Опубликовано: 30.07.1992
Автор: Самсонов
МПК: B21K 21/00
...способа является равномерной деформирование металла, при котором происходит сдвиговая деформация наружных и внутренних слоев материала в гофры, без изменения направленности волокна в заготовке и создания однородной микроструктуры с радиальной направленностью волокна, необходимой в неподвижном ноже электробритв,Целью изобретения является повышение качества изделий при получении неподвижных ножей электробритв,Указанная цель достигается тем, что согласно предлагаемому способу деформирование заготовки ее донной части осуществляют через клинообразные концентрические канавки. выполненные на инструменте деформации. например на выталкивателе штампа обратного выдавливания, причем расстояние между канавками зависит от толщины рабочей части...
Устройство для формообразования фиксирующих элементов на зубьях зубчатых колес

Номер патента: 1752478
Опубликовано: 07.08.1992
Авторы: Жуков, Иванов, Петров, Солоницын
МПК: B21K 1/30
Метки: зубчатых, зубьях, колес, фиксирующих, формообразования, элементов
...станине 2 станка (не доказано), Корпус 1 перемещается по станлне 2 станка по роликовому сепаратору 3, В корпусе 1 справа размещен слловой цилиндр 4, На штоке 5 силового цилиндра 4 расположен корпус б, к которому крепятся направляющие пальцы 7, которые служат для точной ориентации дополнительных формообразуощих элементов 8 Относительна профиля зубьев обрабатываемоо изделия. В корпусе б размещен пуансон 9, В пуансоне 9 закреплен штифт 10, который является ограничителем рабочего хода дополнительных формообразующих элементов 8. Между дополнительными формообразуювцими элементами 8 и корпусом б размещены тарельчатые пружинь 11 в направляющих вь "очках, На штоке силового цилиндра 5 ра наложен поршень 12, причем шток цилиндра 5 связан с...
Способ изготовления ступенчатых полых изделий с перемычкой

Номер патента: 1752479
Опубликовано: 07.08.1992
Авторы: Митичкин, Пучкова, Санков, Сафонов, Шаров
МПК: B21K 21/08
Метки: перемычкой, полых, ступенчатых
...8 ступени большегодиаметра деформируемой заготовки, перемычку 9 и участок 10 ступени меньшего диаметра деформируемой заготовки. 45Способ осуществляют следующим образом,Исходную заготовку в форме шарика устанавливают в полость матрицы 1 и подводят опору 2, Рабочий торец 3 опоры 2 50устанавливают выше от требуемого положения торцевой поверхности ступени меньшего диаметра получаемого изделия нарасстоянии т, превь шающем разность 1/6внутреннего диаметра полости ступени 55большего диаметра и требуемой толц.,инойг 1 перемычки, т,к. при толщине й перемычкиу готового изделия 6 меньша 1/6 внутреннего диаметра течения металла под пуансоном 4 затруднено, при этом возникают большие нагрузки на инструмент, ухудшается структура металла...
Штамп для изготовления поршней двигателей внутреннего сгорания

Номер патента: 1756013
Опубликовано: 23.08.1992
МПК: B21K 1/18
Метки: внутреннего, двигателей, поршней, сгорания, штамп
...передустановкой на пресс на- чем штэмповочные уклоны на пуансонетакгревают до 150 - 350 С, В полость 2 нижней же бь 1 пи равны 1 30.половины 1 штампа укладывают нагретую Результаты экспериментов сведены в до температуры 420-460 С заготовку, диа таблицу,метр которой равным 0,85 - 1,0 диаметра Как видно из таблицы, штампованные днэ 4 полости. Включают ход верхней тра- поршни, изготовленные в штампах 2 - 4 версы пресса и производят штамповку до имели полное оформление, хорошо отделясмыкания верхней 7 и нижней 1 половины лись от пуансона, легко снимались с нижне- штампа, При этом пуансон 8 формирует 35 го штампа, После контрольной внутреннюю поверхность поршня, а кольце- механической обработки путем снятия привая канавка 6 заполняется...
Способ изготовления крепежных деталей с многогранным стержнем

Номер патента: 1759517
Опубликовано: 07.09.1992
Авторы: Зобков, Лучкин, Панасенков
МПК: B21K 1/56
Метки: крепежных, многогранным, стержнем
...поверхности продольные канавки; на фиг,2 - разрез А-А на фиг.1; на фиг.3 - заготовка после штамповки головки на высадочном автомате; на фиг.4 - разрез А-А на фиг.3; на фиг.5 - винт после накатки на резьбонарезном автомате; на фиг,6 - разрез А-А на фиг.5,По предлагаемому способу можно использовать отдельные, полученные традиционным способом резки проволоки, заготовки на которых предварительно, перед штамповкой головки, выполняют продольные канавки.При штамповке головок болтов на высадочном автомате используют проволоку в бухтах. На цилиндрической поверхности проволоки выполняют, например волочением, продольные канавки. Количество канавок и шаг их расположения равны количеству вершин и шагу вершин много-. гранного стержня винта.Размеры...
Устройство для выдавливания внутренних резьб

Номер патента: 1759518
Опубликовано: 07.09.1992
Метки: внутренних, выдавливания, резьб
...9 крышки, гильзу 10 и поршень 11 с полым штоком 12. Задняя крышка на радиальных шарикоподшипниках 13 установлена на конической втулке и удерживается от осевого перемещения пружинным кольцом 14,Внутри полого штока смонтирован механизм обжатия трубы, содержащий деформирующие ролики 15, установленные над пластинодержателем в наклонных пазах, выполненных в конической втулке, и обжимную втулку 16,Деформирующие ролики расположены в промежутках между резьбообразующими пластинами. В центральном отверстии обжимной втулки имеется конический участок, благодаря которому при осевом перемещении втулки происходит сближение деформирующих роликов в радиальном направлении, Обжимная втулка снабжена цилиндрическим буртиком, посредством которого она...
Способ изготовления деталей с отростками

Номер патента: 1759519
Опубликовано: 07.09.1992
Авторы: Давыдов, Слепов, Слепова
МПК: B21K 1/76
Метки: отростками
...размер,Целью изобретения является повышение производительности труда и расширение технологических возможностей.Предлагаемый способ осуществляют следующим образом,Заготовку 1(фиг.1) устанавливают в матрицу 2 на выталкиватель 3 и обратным выдавливанием получают заготовку с отростками, спрофилированными на конус при помощи пуансона 4 на прессе любогз типа, Полученную заготовку 5 устанавливают в матрицу 6 (фиг,2) отростками вверх. в сторону их отбортовки и обрубки, Отоортовка отростков происходит эа счет воздействия пуансона 7 на заготовку 5 при условии РуэР 1, где Руз - усилие упругого элемента 8; Р 1 - усилие отбортовки,При последующем воздействии пуансона 7 происходит обрубка отростков в размер обрубной матрицей 9.Деформировали медные...
Способ подготовки заготовок цельнокатаных колес под штамповку и прокатку

Номер патента: 1761374
Опубликовано: 15.09.1992
Авторы: Блик, Богачев, Валетов, Васильковский, Игнатьев, Игумнов, Тубольцев, Шестак
МПК: B21K 1/28
Метки: заготовок, колес, подготовки, прокатку, цельнокатаных, штамповку
...прошивку отверстия с последу ющей прокаткой.Недостатками известного способа является то, что истечение металла при разгонке происходит только в радиальном направлении. Операция осадки заготовки и 30 очистка от окалины выполняется раздельно, Это ограничивает производительность линии.Этот способ изготовления кольцевых изделий выбран в качестве прототипа, как 35 наиболее близкое по технической сущности рещение.Цель изобретения состоит в повышении качества заготовок и снижении энергоемкости процесса. 40Поставленная цель достигается тем, что в способе подготовке заготовок цельнокатаных колес под штамповку и прокатку, включающем совмещенные в одну техническую 45 операцию предварительную осадку заготовки, осадку в технологическом кольце...
Способ изготовления полых деталей с внутренним фланцем
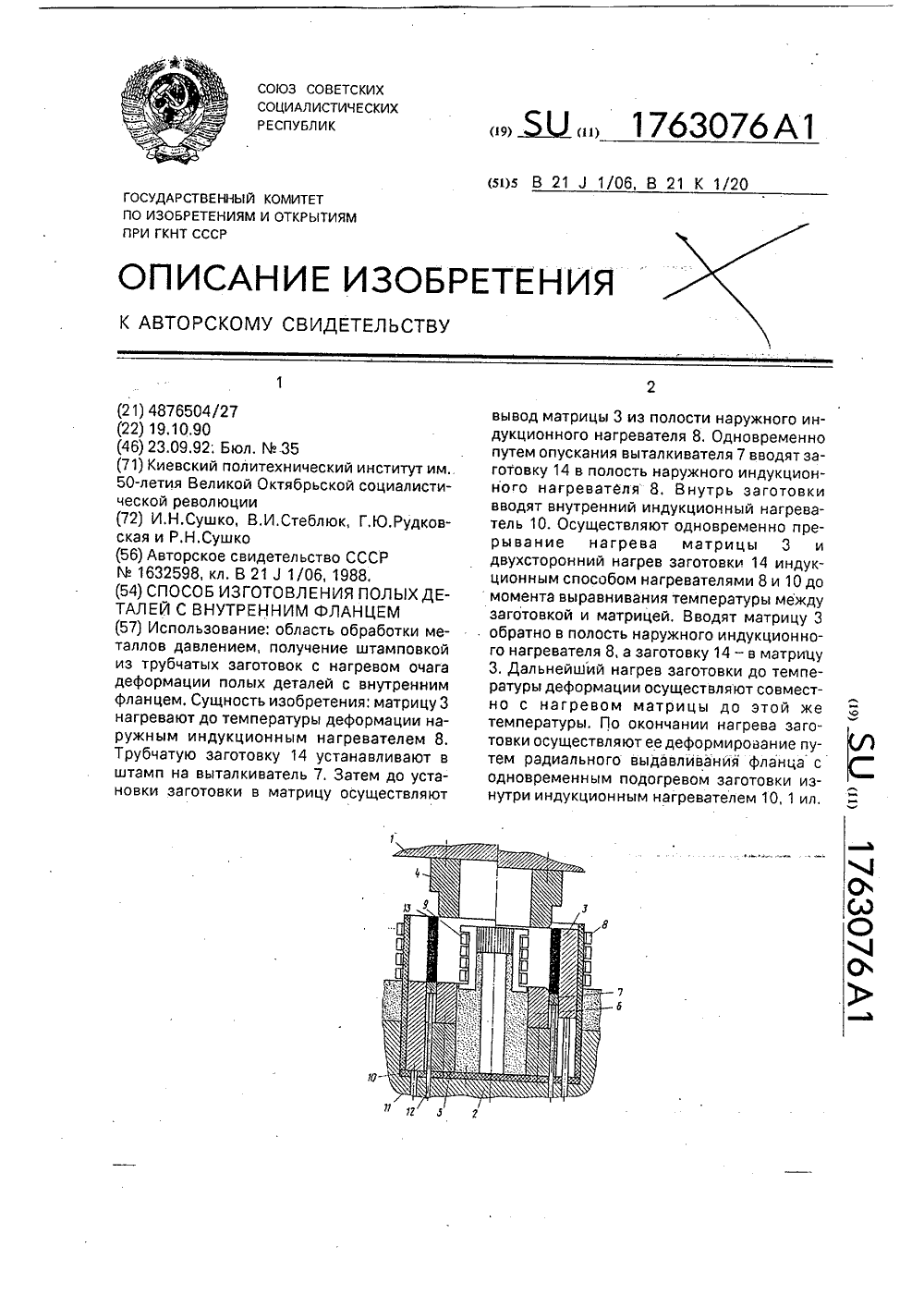
Номер патента: 1763076
Опубликовано: 23.09.1992
Авторы: Рудковская, Стеблюк, Сушко
Метки: внутренним, полых, фланцем
...заготовки в матрицу, двухсторонний нагрев заготовки до температуры деформации путем воздействия на ее внутреннюю поверхность токами высокой частоты от внутреннего индуктора и выдержки в контакте ее наружной поверхности с поврхностью матрицы, предварительно до установки заготовки в матрицу осуществляют индукционный нагрев заготовки со стороны ее внутренней и наружной поверхностей с одновременным отключением нагрева матрицы до момента выравнивания температур заготовки и матрицы, а последующий нагрев заготовки до температуры деформации и матрицы ведут совместно.Штамп для осуществления способа содержит верхнюю подвижную 1 и нижнюю неподвижную 2 плиты, матрицу 3, закрепленные на соответствующих плитах верхний 4 и установленный на...
Способ формирования многогранных головок болтов

Номер патента: 1764757
Опубликовано: 30.09.1992
МПК: B21K 1/46
Метки: болтов, головок, многогранных, формирования
...головке исключают образование наплывов на опорной и торцовой поверхностях.Формирование шестигранника радиальным обжатием происходит при свободном течении металла в осевом направлении, т,е, увеличивается высота головки, При достижении высоты, равной высоте головки готового изделия, дальнейший рост ограничивается, процесс оформления шестигранника заканчивается.Предлагаемый способ исключает образование наплывов на опорной и торцовой поверхностях головки болта и обеспечивает снижение нагрузки на инструмент,Ввиду того, что указанные в формуле изобретения режимы в других известных объектах не использовались, можно сделать вывод о том, что предлагаемое изобретение отвечает критерию "существенные отличия". На чертеже показана схема...
Устройство для радиальной штамповки головок болтов

Номер патента: 1764758
Опубликовано: 30.09.1992
МПК: B21K 1/46
Метки: болтов, головок, радиальной, штамповки
...в закрытом О, объеме), что приводит к значительному росту нагрузок на инструментальную оснастку, Конструкция устройства не обеспечивает ограничение течения метал- ,фф ла в радиальном направлении в процессе 0 ф осадки головки, то есть предварительно высаженная головка будет иметь бочкообразную форму, Радиальная штамповка вд закрытом объеме не обеспечивает качественного оформления ребер многогранника в зонах, примыкающих к опорной и торцевой поверхностям. При этом часть металла выдавливается в зазор между обжимными бойками и пуансоном, что приводит к образованию заусенца на торцевой поверхности головки болта.Целью изобретения является повышение качества изделий и стойкости инструментальной оснастки.Это достигается тем, что бойки...
Способ изготовления стержневых резьбовых изделий

Номер патента: 1766573
Опубликовано: 07.10.1992
Авторы: Волчков, Кривощапов, Мокринский, Ригмант
Метки: резьбовых, стержневых
...резьбонакатного инструмента.Поставленная цель достигается за счет того, что при высадке головки торец стержня формируют в виде усеченного конического выступа, значение большего диаметра которого составляет не более диаметра стержня под накатку резьбы и не менее внутреннего диаметра резьбы.Образование фаски производится на выталкивателе (фиг.1 и 2).После редуцирования стержня под накатку(линии "а" - образующие калибрующего пояска редуцирующей матрицы) диаметр его отредуцированной части будет больше или равен наибольшему диаметру фаски в зависимости от того, диаметр калибрующей части редуцирующего пояска будет больше (фиг.1) или равен (фиг.2) наибольшему диаметру выдавливающего участка выталкивателя.Так как предлагаемый способ...
Способ изготовления заклепок

Номер патента: 1766574
Опубликовано: 07.10.1992
Авторы: Власов, Карпухина, Козий
МПК: B21K 1/58, F16B 19/06
Метки: заклепок
...соответствующими геометрическим размерам закладной головки заклепки 1, и отверстие диаметром б, расположенным по оси симметрии заклепки 1. В отверстие матрицы 3 устанавливают упор 4 в виде цилиндрического вкладыша диаметром, выполненным по посадке движения по отношению к отверстию диаметром б, Рабочий торец упора 4 отстоит от поверхности закладной головки заклепки 1 на расстоянии Ь, образуя в матрице 3 замкнутый свободный объем,В отверстие контейнера 2 над торцем стержня заклепки 1 устанавливают пуансон 5 (фиг.1).Реализация изобретения осуществля.ется следующим образом.При воздействии на пуансон 5 импульсным усилием Рт на первой стадии процесса имеет место калибровка и доведение точностных размеров диаметра стержня до размеров,...
Способ штамповки цилиндрических роликов

Номер патента: 1770020
Опубликовано: 23.10.1992
Авторы: Бабушкин, Жилин, Мотыльков
МПК: B21K 1/02
Метки: роликов, цилиндрических, штамповки
...заявляемогоспособа.20 .Формирование конических утолщений.на концевых частях заготовки на первомпереходе производится симметрично ее.среднего поперечного сечения, при этом геометрическая форма концевых частей "зер 25 кальна" относительно середины заготовки,а именно диаметр бт утолщения, высота ии радиус г фаски выполняются одинаковымина обеих концевых частях, как показано нафиг.1, что и гарантирует одинаковую сте 30 пень осадки концевых частей на первом переходе и равную степень проработкиматериала давлением, равные условия формирования микро- и макроструктуры материала в концевых частях заготовки.35. Редуцирование проталкиванием на вто.ром переходе, как показано на фиг,2, производят с помощью пуансонов 11 внаправлении 9 так, что...
Способ изготовления и сборки комбинированных полых заклепок

Номер патента: 1771435
Опубликовано: 23.10.1992
Авторы: Ивлев, Миренский, Позняков, Синяков
МПК: B21K 1/60
Метки: заклепок, комбинированных, полых, сборки
...5изготовленной пустотелой гильзы на стержень и их размещения в матрице путем холодного выдавливания пуансоном эа одинрабочий ход,Сопоставление заявленного способа 10показало, что отличительные признаки отсутствуют в известном способе, т.е. предложение соответствует критериюизобретения "новизна".Сравнение предполагаемого изобретения с уровнем техники по известным решениям показало, что заявляемаясовокупность существенных признаков является новой, а ее отличительные признакипридают ей новые свойства - уменьшениерасхода металла, сокращение трудоемкости, повышение производительности и качества изделий, т.е, предложениесоответствует критерию изобретения "существенные отличия".На фиг, 1 изображен стержень комбинированной заклепки; на...
Способ получения зубчатых колес

Номер патента: 1771860
Опубликовано: 30.10.1992
Авторы: Дмитрович, Ластовенко, Макушок
МПК: B21K 1/30
...трудоемкости изготовления эубоформирующего инструмента для деформирования зубьев обода; б)зубчатый венец обода предварительно калибруют в зубчатой матрице осадкой зубьевдо 1,01,2 окончательной высоты путемрадиальной раздачи отверстия обода пуансоном соосно зубчатому венцу матрицы, чтообеспечивает стабильность параметровзубчатых венцов изделий, получаемых калибровкой в одной матрице вследствиеуменьшения износа зубьев матрицы; в)окончательную (финишную) калибровкузубьев производят при сварке давлениемобода со ступицей посредством радиальнойраздачи обода ступицей, чем обеспечиваетсятребуемая точность зубчатого венца и егосоосность с отверстием ступицы,На фиг. 1 представлен пруток с выдавленными зубьями: Е - длина прутка; 1 -...
Способ изготовления рабочего колеса центробежной турбомашины

Номер патента: 1771861
Опубликовано: 30.10.1992
Авторы: Грищенко, Наконечный
МПК: B21K 1/36
Метки: колеса, рабочего, турбомашины, центробежной
...турбома шины.Это достигается тем, что предварительно изготавливают промежуточный диск с лопатками, фрезерованием, и припаивают к ним основной и покрывной диски, а затем входные части лопаток, прилегающие к ос новному и покрывному дискам, дополнительно приваривают на 0,25 длины лопаток.Выполнение промежуточного диска заодно с лопатками позволяет получить этот конструктивный элемент рабочего колеса высокого 10 качества и технологичности, соответственно переносящиеся на все рабочее колесо в целом. Одновременная пайка покрывного и основного дисков к лопаткам промежуточного диска ускоряет процесс изготовления рабоче го колеса в одном производственном цикле позволяющем выдерживать необходимые одинаковые условия термообработки, влияющие...
Способ изготовления изделий со сложной полостью

Номер патента: 1773239
Опубликовано: 30.10.1992
Автор: Весницкий
МПК: B21K 21/00
...выдавливаемой полости,Опыты проводятся нэд образцами заготовок, собранных иэ двух половин, в плоскости меридионального сечения которых нанесена координатная сетка, По искажению координатной сетки и по разрывам в материале образцов устанавливается зона возникновения дефектов формообразования, Из расчетов или экспериментально на пробных образцах устанавливают также размеры, угол и расположение конического участка матрицы, обеспечивающего оптимальные условия формообразования,При выдавливании глубоких с резкими перепадами сечения и асимметричных полостей с целью уменьшения увода центрального пуансона 1 длина его вспомогательного заходного участка увеличивается до (0,5 - 4)б, где д - диаметр заходного вспомогательного участка пуансона 1....
Способ изготовления поковок типа вал

Номер патента: 1773541
Опубликовано: 07.11.1992
Авторы: Жидков, Завражнов, Зоненко, Калъченко, Кривошеев, Машнин, Пименов, Портняга, Фельдман, Филимонов
...части и больше, чем 2/3 нельзя, так как увеличивается время ковки участков,проковываемых в последнюю очередь, что ведет в конце ковки к практическому эахолажи вани ю металла и невозможности получения вала заданных размеров.Для валов с отношением длины к диаметру от 30 до 35 рекомендуется выбирать участки под протяжку, равные 2/3 длины непрокованной части, а для валов с отношением от 50 до 70 - 1/2 длины непрокованной части, Данные пределы определены исходя из того, что для валов с большим отношением Е/О требуется больший объем протяжных работ, и поэтому под протяжку45 требуется участок меньшей длины для того,чтобы нагрев заготовки обеспечил на последних стадиях протяжки полный обьемработ без захолаживания металла,Поправочный...
Способ ковки эксцентриковых валов

Номер патента: 1773544
Опубликовано: 07.11.1992
Авторы: Ефимов, Карнаух, Кубай, Солошенко, Станьков
МПК: B21K 1/08
Метки: валов, ковки, эксцентриковых
...смещение шеек вала относительно коренной части.В отношении критерия "существенные отличия" необходимо отметить следующее. Известно применение многогранных заготовок с целью ужесточения схемы деформирования. В предлагаемом изобретении используется это свойство многогранных заготовок и, кроме того, новое - воэможность выполнить засечки по прямым линиям, что обеспечивает максимальный периметр засекаемой части металла; выполнение схемы засечек - одна горизонтальная и две вертикальных - является оптимальным в соответствии с формой заготовки, такая схема заявителю не известна, Согласно проведенному анализу можно сделать вывод, что предлагаемое решение соответствует критерию "существенные отличия".На фиг, 1 изображена осадка заготовки; на...
Устройство для выдавливания внутренних разноименных резьб на полых деталях

Номер патента: 1773545
Опубликовано: 07.11.1992
Авторы: Вержбицкий, Лавров, Любин, Павленко
Метки: внутренних, выдавливания, деталях, полых, разноименных, резьб
...на подшипниках 3, фиксируется внутри внешнего полого корпуса 4 гайкой 31,К внутренней цилиндрической и торцевой со стороны хвостовика 5 поверхности внешнего полого корпуса 4 неподвижно крепятся радиальные пластины 32 (фиг. 5), а с хвостовиком 2 жестко соединены радиальные лопасти 33. Между внешним полым корпусом 4 и подшипником 3, установленным со стороны радиальных лопастей 33, неподвижно закреплено маслоудерживающее кольцо 34, снабженное уплотнением 35 (фиг, 1). Внутренние цилиндрические и торцевые поверхности внешнего полого корпуса 4 со стороны хвостовика 5, радиальных пластин 32, радиальных лопастей 33, хвостовика 2 и маслоудерживающего кольца 34 образуют герметичные камеры М и К, Для герметизации камер М и К радиальные пластины...
Линия изготовления крепежных изделий

Номер патента: 1773546
Опубликовано: 07.11.1992
Авторы: Белан, Кривощапов, Кувшинов, Лесковец, Никифоров, Слобожанкин, Харитонов
МПК: B21K 1/72
...форма поперечного сечения которого соответствует форме поперечного сечения готового изделия, Эта форма поперечного сечения, как правило, отличается от круглой (квадратная, шестигранная и т,д,), При смотке такого металла в бунты он приобретает, наряду с продольной кривизной, скрученность в продольном направлении, которая при правке в правильноподающем механизме линии не исправляется, Кроме того, при нагревании металла, форма поперечного сечения которого отличается от круглой, электроконтактным или индукционным способом острые грани профиля оплавляются. Все это приводит к ухудшению качества иэделия,Целью изобретения является повышение качества готового изделиФ. но между нагревательным и петлеобразующим устройствами,На фиг, 1 изображена...