Способ получения толстых листов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
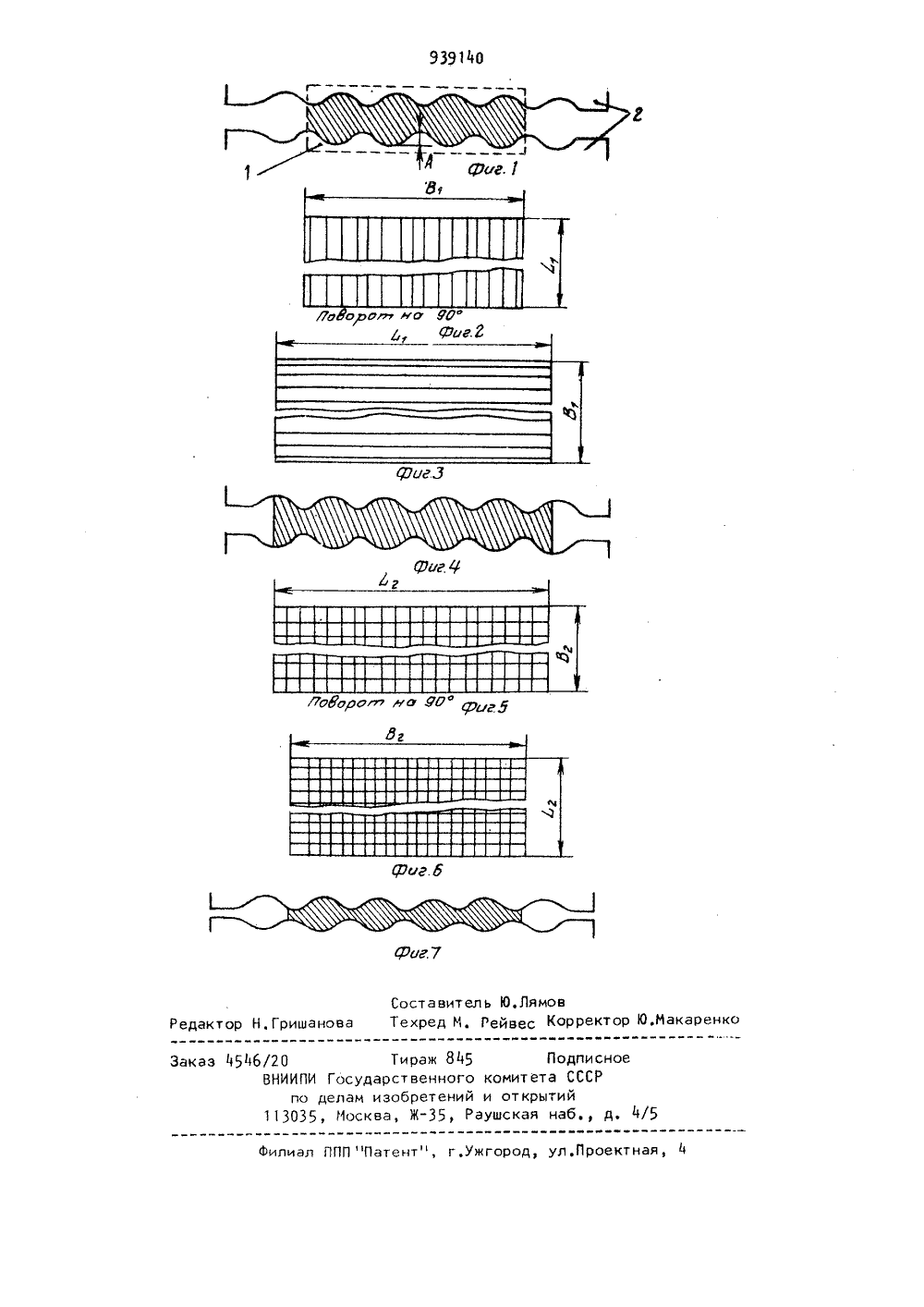
ОП ИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскииСоциапистичесиихРеспублик(22)Заявлено 04,08,80 (21) 2965446/22-02с присоединением заявки РЙаф вяам изобретеиий и открытий Опубликовано 30.06.82 Бюллетень МЬ 24Дата опубликования описания 30,06,82(54) СПОСОБ ПОЛУЧЕНИЯ ТОЛСТЫХ ЛИСТОВ Изобретение относится к прокатному производству и может быть использо вано при получении толстых листов в линии широкополостных станов.Известен способ получения листового проката, включающий последовательную прокатку слябов из прямоугольного в поперечном сечении профиля в волнообразный и снова в прямоугольный, при этом волнообразный проФиль1 О формируют в волнообразном калибре, симметричном относительно оси прокатки 1 ).Недостаток этого способа заключается в том, что в нем оговаривается 15 чередование пропусков в волнообразном и гладком калибрах, а также непредусматривается разбивка ширины. Это не позволяет в условиях двухклетевых станов активно воздействоватьна выравнивание механических свойств листов в поперечном и продольныхнаправлениях и улучшить прорабатываемост ь металла по толщине, что особенно важно при прокатке толстых листов и плит. Наиболее близким из известных способов к предлагаемому по технической сущности и достигаемому результату является способ прокатки толстых листов, включающий прокатку сляба до длины близкой к длине бочки валков черновой клети, поворот полученного раската на 90 О и его разбивку до требуемой ширины листа с припуском на боковую обрезь второй повоорот раската на 90 и его продольную прокатку до получения необходимой толщины подката, передаваемого на чистовую клеть для прокатки на готовый размер 121.Недостатками способа, являются невозможность активного удаления окалины и то, что готовые полосы имеют искаженные формы по боковым кромкам и концевым частям, а это приводит кповышенному расходу металла в видебоковой и торцовой обрези,Цель изобретения - повышение качества листов за счет снижения аниэотропии механических свойств, улучшения прорабатываемости по толщинеи очистки его поверхности от окалины,а также уменьшения обрези,Поставленная цель достигается тем,что в способе получения толстьк лис Отов, включающем продольную прокаткусляба, поворот полученного раската,разбивку ширины до требуемой ширинылиста, затем поворот раската дляпродольной прокатки на толщину подката, передаваемого в чистовую клеть,и прокатку до толщины готовой полосы,прокатку сляба на раскат, разбивкуполученного раската до требуемой ширины листа и последующую продольнуюпрокатку до толщины подката, подаваемого в чистовую клеть, проводят вволнообразном калибре, при этом толщина участков впадин подката превышаетв 1,5-4 раза толщину готового листа,а величина первого обжатия после каждого поворота равна удвоенной глубиневпадины волнообразного калибра,При этом боковые кромки раскатапрокатывают на гребнях указанногокалибра,На фиг. 1 изображен волнообразныйкалибр для прокатки сляба, поперецное сечение; на фиг, 2 и 3 - ориентировка волнообразного профиля на раскатедо и после кантовки, вид сверху; нафиг. 4 - волнообразный калибр дляразбивки ширины поперечное сечение;на фиг. 5 и 6 - ориентировка двойноговолнообразного профиля на раскате,вид сверхуна фиг. 7 - схема прокатки боковых кромок на гребнях калибра.Способ осуществляется следующимобразом,Сляб 1 задается в реверсивнуюклеть, рабочие валки которой образу-фют волнообразный калибр, симметричныйотносительно оси прокатки. При этомразмеры сляба составляют 160 Х 110 хх 2330 мм, а высота впадины калиброванного валка А равна 5 мм. Полученный раскат имеет волнообразный профильшириной В и длинойЗатем раскат поворачивают на 90и задают в те же валки, причем величина первого обжатия после поворота Иравна удвоенной глубине впадины волнообразного калибра. Затем формируютповерхность раската, которая характеризуется чередованием впадин и выступов как по длине 1.2так и по ширине В. Следующей операцией является поворот раската на 90 и прокатка в тех же валках до достижения толщины и на участке выступов образующей калиброванных валков в полтора-четыре раза превосходящей толщину готового листа,После первого прохода со средним обжатием ь бр = 13 мм раскат приобретает переменную толщину в попереч-ном направлении, причем толщина боковых кромок раската соответствует участку выступов калиброванных валков и равна Нс, - Ь - А = 160-13 Р-5 = 142 мм. Толщина участков раската, прокатанных на впадинах валков, соответственно равна Но - ЬЬ А=ср- 160-13+5 = 152 мм. Затем раскат поворачивают на 90 и утоненной боковой гранью задают в те же валки, Разбивка ширины производится эа шесть пропусков с суммарным обжатием в 80 мм,Величина обжатия в первом пропуске при разбивке ширины равна высоте выступов на раскате, т.е,составляет удвоенную глубину впадины валка (2 А = 10 мм), Послепоследующего поворота на 90 производится продольная прокатка в четыре пропуска с суммарным обжатием 35 мм, Причем первый проход при продольной прокатке как и при разбивке ширины равен 2 А = 10 мм. Полученный подкат со средней толщиной 35 мм с чередующимися выступами и впадинами как впродольном, так и в поперечном направлении задается в цистовую клеть сгладкими валками,Ограничение величины первого обжатия после каждой кантовки, равной удвоенной амплитуде образующей калиброванных валков, обеспечивает максимально возможное сохранение прямоугольной формы раската в плане за счет создания необжимаемого жесткого конца на грани раската, задаваемой в валки, предварительно прокатанной на выступах калиброванных валков,Промышленное опробование способа показало, что заданное ограничение первого обжатия после кантовки исключает возникновение динамических нагрузок на привод, имеющих место при меньших обжатиях.Выбор границ диапазона высоты гребней раската, задаваемого в гладкие9391 20 валки, в 1,5-4 раза превосходящейтолщину готового листа обусловленэкспериментально установленной величиной обжатия в гладких валках, обеспечивающего полное устранение послед. ствий прокатки раската в калиброван"ных валках на поверхности готовой полосы (образование продольных полос)для полос различной конечной толщины, Причем при прокатке листов толщиной 8-12 мм в чистовой клети необходима большая вытяжка, достигаемаяв 4 раза большей толщиной раскатазадаваемого в гладкие валки, толщины готового листа. При прокатке 15листов толщиной 20 мм и более необходимы меньшая вытяжка, что достигается использованием раската с толщиной, в 15 раза превышающей толщину готового листа.Средняя величина превышения толщины раската над толщиной листа определяется весовым соотношением прокатываемых листов по толщине в сортаменте стана. Для равномерной загруз- Ики стана по толщинам толщина раскатадолжна в среднем в 2,75 раза бытьбол ьше толщи ны готово го ли ст а,Например, для обеспечения качественной поверхности прокатку листов З 01толщиной 8 мм в чистовой клети необходимо осуществлять из подката толщиной не менее 8,4 = 32 мм, Листы неменее 14 мм необходимо прокатывать изподката толщиной не менее 14 2,75 =- 38,5 мм, а листы толщиной 20 ммиз подката толщиной не менее 20 1,5=30 мм.Снижение анизотропии свойств иулучшение прорабатываемости металлапо толщине раската обеспечиваетсяза счет вихреобразного течения металла, происходящего при формированиии обжатии выступов на поверхности раската, 45Неравномерность скоростей деформации участков по ширине раската, прокатываемых в валках с переменным диаметром по длине бочки способствуетотделению частиц взломенной окалины.Поскольку форма подката в планеопределяется в основном характеромтечения металла в прикромочных зонах,.то создание жесткого конца на торцо 40 6вом участке из боковой грани раската после его поворота на 90 за счет об" жатия только лишь последующих за боковой гранью выступов на поверхности раската способствует сохранению прямоугольной формы в плане и позволяет уменьшить величину обрези,Использование предлагаемого способа при прокатке толстых листов и по лос в объеме 1,0 млн позволит полу" чить экономический эффект более 700 тыс. руб.формула изобретения1. Способ получения толстых листов, включающий продольную прокатку сляба, поворот полученного раската, разбивку ширины до требуемой ширины листа, затем поворот раската для продольной прокатки на толщину подката, переда" ваемого в чистовую клеть, и прокатку до толщины готового листа, о т л ич а ющи й ся тем, что, сцелью повышения качества листов за счетснижения анизотропии механическихсвойств, улучшения прорабатываемостиметалла по толщине и очистки поверхности от окалины, прокатку сляба нараскат, разбивку полученного раскатадо требуемой ширины листа и последующую прокатку до толщины подката, подаваемого в чистовую клеть проводятв волнообразном калибре, при этомтолщина участков впадин подката превышает в 1,5-4 раза толщину готового листа, а величина первого обжатияпосле каждого поворота равна удвоенной глубине впадины волнообразногокалибра,2. Способ по и. 1, о т л и ч а ющ и й с я тем, что, с целью уменьшения обрези, боковые кромки раскатовпрокатывают на гребнях волнообразного калибра,Источники информации,принятые во внимание при экспертизе1, Авторское свидетельство СССРВ 624665, кл, 8 21 В 1/38 19772, Бровман И.Я. и др. Усовершенствование технологии прокатки толстыхлистов. М. "Металлургия", 1969,с. 186.ектор Ю.Иакаренк Тираж 8дарственноизобретенква, Жлиал ППП "Патент", г,ужгород, ул.Проектная,аказ ч 516/20ВНИИПИ Госпо дела113035, Мо 5 Подписо комитета СССРй и открытийРаушская наб
СмотретьЗаявка
2965446, 04.08.1980
ДОНЕЦКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ
ДОЛЖЕНКОВ ФЕДОР ЕГОРОВИЧ, ОСТАПЕНКО АРНОЛЬД ЛЕОНТЬЕВИЧ, КОНОВАЛОВ ЮРИЙ ВЯЧЕСЛАВОВИЧ, ОРОБЦЕВ ВЛАДИМИР ВИКТОРОВИЧ, НЕУСТРОЕВ СЕРГЕЙ ЛЕОНИДОВИЧ, КОРОХОВ ВЛАДИМИР ГРИГОРЬЕВИЧ, СУНЯЕВ АНАТОЛИЙ ВАЛЕНТИНОВИЧ, КУЗЬКИН ВАСИЛИЙ ВАСИЛЬЕВИЧ, КАРПУШИН ВИКТОР НИКОЛАЕВИЧ, АНТИПЕНКО ВАЛЕНТИН ГРИГОРЬЕВИЧ, СИМОНОВ ВИТАЛИЙ НИКОЛАЕВИЧ, НОВИК ВЛАДИМИР ИВАНОВИЧ
МПК / Метки
МПК: B21B 1/38
Опубликовано: 30.06.1982
Код ссылки
<a href="https://patents.su/4-939140-sposob-polucheniya-tolstykh-listov.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения толстых листов</a>
Устройство для автоматического регу-лирования толщины полосы ha станехолодной прокатки-волочения безохвата валков полосой

Номер патента: 801922
Опубликовано: 07.02.1981
Авторы: Губочкин, Иванов, Курошкин, Трусов
МПК: B21B 37/24
Метки: безохвата, валков, полосой, полосы, прокатки-волочения, регу-лирования, станехолодной, толщины
...и переднему натяжению соответ"3 ственно, 29- вход сигнала, пропорционального действительному значениюотклонения толщины полосы на выходеиэ очага деформации, 30 и 31 - узлысуммирования, 32 и 33 - входы сигналов, пропорциональных приращениювытяжки из переднего натяжения из-заналичия разнотолщинности полосы навходе в клеть,Устройство работает следуюцимобразом,45 Узлом 20 задания режимов прокатки задаются: величины давленияметалла на валки Р, переднье и заднеенатяжения Т 1 и Т 2, скорости ведущего и ведомого валков,. заданные значе 50 ния толщины полосы подката %ои выходе из клети Ь . Сигнал 26 заданиядавления металла на валки подаетсяна вход системы 3 управления нажимнымустройством через узел 13 сравнения.у Сигнал 27 пропорциональный...
Способ адаптивного управления толщиной полосы при холодной прокатке

Номер патента: 1518039
Опубликовано: 30.10.1989
Авторы: Белов, Дружинин, Залесский, Колядич, Мирер, Сеничев
МПК: B21B 37/16
Метки: адаптивного, полосы, прокатке, толщиной, холодной
...перемещающуюся в прокатном стан, разбивают и;1 равные участки по длин, каждому из которых соответствут один малый шаг управления. Когда начало кажлого участка попадает в зону действия измрителяотклонения толщины, производят ряд последовательных измерений ло тх цор, пока конец участка не вьйл изцы л(йствия измерителя. Зам ц),1)цсл 51) ся срелнсс зцачецис О)клоце,ия О,)щицы цолось) от номинала и р Ьаг црлаю в 6 лок 3 фрмировация 11 рацл 51 Оцсг н 1,)(1 Вин и блок 4 алац ции (,ц)р(иожлниполосы цо ст;)у осу с сИ,)як 1 с цомоцськ блока 5, кторый црллят ираницы учстков. 11)кой 6 лок усрлцнцозцачциизмерецног отклонения толщины цо,нсы ца выходклсти ца 1-х Ирвом шаге уцравлция,уч;1 сток соц ровож лает 5 дО изм(.- Отклцция толщины, глс Оцреле...
Способ регулирования ширины толстых листов при прокатке

Номер патента: 375109
Опубликовано: 01.01.1973
Авторы: Балон, Горелик, Донецкий, Кзогфетени, Клименко, Коновалов, Паршин, Руденко, Ткалич
МПК: B21B 1/38
Метки: листов, прокатке, толстых, ширины
...поперечного сечения полосы. На фиг, 1 - 3 показаны различные варианты сочетания форм поперечного сечения подката и межвалкового зазора.На фиг. 1 - 3 изображены прокатные валки 1, подкат 2 и полоса 3.Вариант 1 (фиг. 1), Форма поперечного сечения подката подобна форме межвалковой щели, соблюдается равенство натяжек по ширине; уширение листа равно ЬВьВариант 2 (фиг. 2), Вытяжка центральныхслоев больше, чем вытяжка кромок; уширение 5 равно ЛВз. Вариант 3 (фиг, 3). Вытяжка центральныхслоев меньше, чем вытяжка кромок; уширение равно ЛВз10 Как показали исследования, проведенныена черновой группе стана 1700 горячей прокатки, уширение толстых полос во втором и третьем вариантах значительно меньше, чем в первом варианте. Более того, при...
Способ прокатки толстых листов

Номер патента: 1091950
Опубликовано: 15.05.1984
Авторы: Капустин, Кольцов, Коновалов, Миронов, Парамошин, Савранский, Суняев, Тишков, Фурман, Шмаков
МПК: B21B 1/22
Метки: листов, прокатки, толстых
...Ьо и длины бочки валков Ь. При Ь с Ь - (2003зон уширение больше, чем на остальной части (фиг. 4)При этом уширение на переднем (по ходу прокатки) конце получается меньшей, чем на зад. нем, а так как нечетных пропусков на . толстолистовых двухклетевых станах как минимум на 2 больше, чем четных, то и веерообразное уширение на переднем конце раската всегда меньше, чем на заднем (за передний конец раската принят тот, которыйсовпадает с передним концом при прокатке в нечетных пропусках), В результате готовый раскат получается асимметричным относительно поперечной оси (фиг. 1), что приводит к повышенному расходу металла, так как раскрой листа определяется минимальной шириной раската.Компенсацию такой разнотолщинной асимметричной формы...
Способ горячей прокатки толстых листов, например, из непрерывнолитых слябов и устройство для его осуществления

Номер патента: 621307
Опубликовано: 25.08.1978
Автор: Гизвальт
МПК: B21B 1/38
Метки: горячей, листов, например, непрерывнолитых, прокатки, слябов, толстых
...прокатки воспроизводится внижеследующей программе пропусков. Каждый пропускпри прокатке начинается в по ложении, когда зазор между валками аллиптической пары самый большой. Заготовка предпочтительно обжимается во время пониженной деформации 2-6%, а приповышенной деформации - 5- 12%. Це лесообразно прокатывать заготовку в несколько рабочих пропусков с попеременнойповышенной и пониженной деформацией,при этом после каждого такого пропускавыравниваютсяразличия по толщине.25 Условия формообразования установленытак, что отношение разницы ь.Н междумаксимальной Н ,цс и минимальной Нтолщиной к кратчайшему расстояниюмежду ними находится в пределах от 30 0,07 до 0,012. Валки первой пары выполнены эллиптической формы, а оси ихвращения...
Предыдущий патент: Способ оптической сортировки табачных листьев
Следующий патент: Способ изготовления толстых листов и плит из высокопрочных алюминиевых сплавов
Случайный патент: -«срсоюжч к