Архив за 1992 год
Способ контроля отклонения боковых кромок полосы и устройство для его осуществления

Номер патента: 1779489
Опубликовано: 07.12.1992
Авторы: Дунаев, Спассков, Чернецов
МПК: B23D 19/00
Метки: боковых, кромок, отклонения, полосы
...дисков, При этом, если диаметры дисков правой пары равны между собой, то их охлаждают. Если не равны, то охлаждают диск с большим диаметром, Кроме того, возможно одновременное воздействие на обе пары дисков, так, как описано выше. Воздействие прекращают при установлении равенства боковых давлений. Датчики диаметров могут быть оптоэлектронного типа. Оптические линейки и осветители устанавливаются напротив друг друга по разные стороны от диска у его кромки. Среднее значение сигнала с оптической линейки соответствует диаметру диска (фиг.2). 5 10 15 20 25 30 35 40 45 50 55 Устройство контроля отклонения боковых кромок полосы (фиг.З) выполнено следующим образом, Оно включает дисковые ножницы с дисками 1-4, датчики 5-8 диаметров дисков ножей,...
Способ разделения труб

Номер патента: 1779490
Опубликовано: 07.12.1992
Авторы: Глущенков, Логвинов, Симагина, Трегуб
МПК: B23D 23/04
Метки: разделения, труб
...поверхности полостей матриц путем приложения давления к внутренней поверхности стенки трубы и приложение крутящего момента к поворотной матрице, прижэтие наружной поверхности стенки трубы к поверхностям полостей матриц осуществляют приложением статического давления ц, определяемого по выражению 45 50 55 где т,р - предел прочности на срез; Ц - толщина разрезаемой трубы; Оср - средний диаметр трубы; 1 р - коэффициент трения поверхностистенки трубы по поверхности матриц; Н - длина зоны прижатия стенки трубы к матрицам; Он - наружный диаметр трубы. Величина ц определяется из физикипроцесса, э именно из условия, что силарезки должна быть больше или равна силетрения заготовки по матрице. Если приклэ 5 10 15 20 25 30 35 40 дываемоедавление...
Нож для холодной резки проката

Номер патента: 1779491
Опубликовано: 07.12.1992
Авторы: Исаев, Кудрин, Соколов, Якушев
МПК: B23D 35/00
Метки: нож, проката, резки, холодной
...режущего элемента, Поставленная цель достигается также тем, что режущий элемент выполнен из высокопрочных сталей 25 ХСНВФ, ЗОХСНВФ.Наличие в сьемном режущем брусе Ч- образного выступа и в ноже Ч-образного паза, а также изготовление бруса иэ высокопрочной стали 25-ЗОХСНВФ позволяет считать, что предлагаемая конструкция ножа существенно отличается от известной, т.е. что соответствует критерию "существенные отличия". Это решение обеспечивает также достижение положительного эффекта в связи с увеличением срока службы ножа.На чертеже схематично изображен предлагаемый нож, поперечный разрез,В стальной плите 1, являющейся ноже- держателем, в месте режущей кромки, по всей ее длине, выполнен Ч-образный вырез, в который входит Ч-образный...
Зубодолбежный станок

Номер патента: 1779492
Опубликовано: 07.12.1992
Автор: Калиниченко
МПК: B23F 5/12
Метки: зубодолбежный, станок
...кольцом 18. Станок имеет кинематическую цепь управления механизмом отвода долбяка, Она включает винтовой копир, винт 19 которого входит в гайку 20, которая установлена с возможностью осевого перемещения на шлицевом участке 21 оси 12. Винт винтового копира 19 представляет собой косозубое цилиндрическое зубчатое колесо, а гайка 20 - косозубое зубчатое колесо внутреннего зацепления с параметрами по числу зубьев и углу их наклона, идентичными винту 19,Гайка 20 имеет кольцевую проточку, в которую входит переводная вилка 22, включенная в цепь, установленная на винту 23 и застопоренная от проворота штырем 24. Винт 23 соединен с регулируемым электродвигателем 25, а последний посредством муфты 26 - с фотоэлектрическим преобразователем 27,...
Способ нарезания зубчатого колеса

Номер патента: 1779493
Опубликовано: 07.12.1992
Автор: Яковлев
МПК: B23F 9/08
Метки: зубчатого, колеса, нарезания
...порадиусу, равному половине диаметра фрезы 6 д без высоты зуба, с центром, расположенным на расстоянии на одной четвертой части от второго торца колеса,На фиг.1 показана схема фреэерования зубьев с выпукло-вогнутыми (бочкообраэноседловидными) зубьями, вид сбоку; на фиг.2 - то же, план,На столе 1 эубофрезерного станка установлена стойка 2, в которой жестко закреплена заготовка 3 нареэаемой шестерни.Стандартная червячная фреза 4 соответствующего модуля устанавливается в суппорте 5, у которого фреза, ее ось, имеет возможность поворота вокруг своей оси ХгХ 2 по радиусу вокруг точки 01. Фреза 4, вращаясь вокруг собственной оси Х 1 Х 1, поворачивается вокруг оси Х 2 Х 2 по радиусу, Фреза 4 устанавливается в начале фреэерования в верхнем...
Электролит для электрохимического маркирования титановых сплавов

Номер патента: 1779494
Опубликовано: 07.12.1992
Авторы: Глазырина, Илясов, Нечаев
МПК: B23H 3/08
Метки: маркирования, сплавов, титановых, электролит, электрохимического
...компонентом и заявляемый состав электролита для электрохимического маркирования титановых сплавов отличается от известного использованием нового компонента, а именно фосфо-вольфрамата натрия.Выше уже отмечалось, что фосфо- вольфрамат натрия повышает за счет увеличения анодной поляризации степень локализации процесса анодного окисления титановых сплавов и соответственно четкость границ наносимых знаков, Увеличение анодной поляризации металлов и повышение за счет этого степени локализации процесса анодного растворения металлов при введении окислителей в электролит известно. Однако при электрохимическом маркировании титановых сплавов фосфо-вольфрамат натрия проявляет новое свойство. Обладая высоким окислительновосстановительным...
Способ электроэрозионной обработки непрофилированным электродом-инструментом

Номер патента: 1779495
Опубликовано: 07.12.1992
Метки: непрофилированным, электродом-инструментом, электроэрозионной
...выстоев и необходимые характеристики процесса обработки представлены в сравнительной таблице. Прерывание подачи (выстои) производилось на входе и выходе закруглений лучей креста,Измерения точности детали типа "крест" производились сравнением ширины лучей и 2-х размеров длины "креста" (удвоенного луча). Ошибка изготовления в виде разброса измерений размеров детали определялась как разница между максимальным и минимальным значениями измерений,Из таблицы видно, что после чернового прохода с прерыванием подачи точность обработки возрастает по сравнению с результатами вырезания за 1 проход без прерывания подачи (примеры 1, 7, 13), Однако в местах остановок подачи на поверхности детали вырабатываются углубления в виде рисокдо 20-30 мкм,...
Устройство для регулирования подачи электрода-инструмента в электроэрозионных станках

Номер патента: 1779496
Опубликовано: 07.12.1992
МПК: B23H 7/18
Метки: подачи, станках, электрода-инструмента, электроэрозионных
...в электроэрозионных станках, снабженных генератором импульсов 1 и . сервоприводом 2 с усилительным устройством 3, выходом подключенным к сервоприводу 2, содержит анализатор импульсов 4, вход которого подключен к межэлектродному промежутку 5, триггер 6, двумя входами подключенный к выходам анализатора импульсов 4. Устройство содержит кроме того потенциометр 7, один выход которого через управляемый ключ 8, например, транзистор, соединен с источником положительного напряжения 9, причем управляющий вход ключа 8 подключен к прямому выходу триггера 6. Другой выход потенциометра 7 через управляющий ключ 10 соединен с источником отрицательного напряжения 11, а управляющий вход ключа 10 подключен к инверсному выходу триггера...
Устройство для электрообработки валков

Номер патента: 1779497
Опубликовано: 07.12.1992
Авторы: Агеев, Ермаков, Жданов, Колганов, Смирнов, Трайно, Усенко
МПК: B23H 7/26
Метки: валков, электрообработки
...постоянного тока с напряжением 200 В, а расходуемый электрод 5 - к положительному полюсу. Валок 16 приводят во вращение в подшипниках 4 от электродвигателя 7. Затем включают насос 14, который через всасывающий.патрубок 13 забирает рабочую жидкость из ванны-отстойника 10 и подает ее посредством гибкого трубопровода 15 и трубы 6 с отверстиями в рабочую ванну 3, При заполнении рабочей ванны 3 поверхность бочки валка 16 погружена в рабочую жидкостьмежду поверхностью валка 16 и расходуемым электродом 5 течет 25 30 35 40 4550 55 опоры неподвижны, рабочая ванна зафиксирована от перемещений относительно основания.На чертеже изображена схема предлагаемого устройства, вид спереди,Устройство содержит основание 1, на котором посредством...
Способ термической кислородной резки трубных заготовок

Номер патента: 1779498
Опубликовано: 07.12.1992
Авторы: Бровман, Лысенко, Финкельштейн
МПК: B23K 7/00
Метки: заготовок, кислородной, резки, термической, трубных
...А, п - величины для данной марки стали,чистоты кислорода и температуры постоянные,Изменение Чо(х) также показано нафиг.2, при этом процесс резки обеспечен,б 1 бесли повсюду ЧЧ, при -х- ;2 2 Максимальная скорость будет достигнута, если в какой-либо точке реализуется равенство Ч - Чо,Анализ (2) с учетом (1) показывает. чтоб Човторая производная г ) О, т,е. криваябХЧо(х) является вогнутой, а поэтому при увеличении угловой скорости ви скорости движения Ч - а х произойдет касание линииЧо(х) и Ч(х) в некоторой точке Хо, гдебЧ бЧ(хо) = б(хо)(см. пунктиром положение 10 бх бхЧ(х), на фиг.2 - при касании линий Ч и Чо).В этой точке равны и скорости, и ихпроизводные. В результате расчетов получаем15 хо = --(3))/4 г ги+1 4а при и = 0,4, что имеет...
Устройство для термического удаления заусенцев с изделий

Номер патента: 1779499
Опубликовано: 07.12.1992
Авторы: Борисенко, Иванов, Кононенко, Соломин
МПК: B23K 28/00, B23K 7/06
Метки: заусенцев, термического, удаления
...цилиндра в виде тонкостенной оболочки с кольцевым выступом на ее внутренней поверхности и установка уплотненного, с возможностью осевого перемещения дна внутри ступени теплоотводящего цилиндра со стороны дна корпуса обеспечивает образование замкнутого объема, заполненного жидкостью, создание гидродинамическогоподпора теплоотводящего цилиндра синхронного с действием давления на его внутреннюю поверхность, возникающего присгорании горючей смеси. При этом величинагидродинамического подпора прямо пропорциональна величине давления, действующего на внутреннюю поверхность теплоотводящего цилиндра.Создание гидродинамического подпора, прямо пропорционального величинедавления, возникающего при сгорании горючей смеси, синхронного...
Устройство для подвода коммуникации к подвижному рабочему органу

Номер патента: 1779500
Опубликовано: 07.12.1992
МПК: B23K 7/10
Метки: коммуникации, органу, подвижному, подвода, рабочему
...лента 3 коммуникаций может также содержать цепь одностороннего прогиба.Устройство, содержащее один каток (фиг,1), работает следующим образом.При движении машины 1 из крайнего левого (на чертеже) положения вправо вслед за машиной с той же скоростью будет перемещаться гибкая лента 3 коммуника 40 45 50 55 опорного катка расположенного ближе к 35 ций, опираясь при этом на поддерживающий ролик 6 и приводя во вращение опорный каток 5.Каток 5 будет двигаться вслед за машиной, отставая от нее.Если отношение диаметров катка и ролика принять равным- =3,0,ОкОрто при любом ходе машины каток будет находиться примерно посредине участка между машиной и точкой начала изгиба гибкойленты коммуникаций (показано на фиг,1штрихпунктирной линией),Для...
Стенд для газовой резки

Номер патента: 1779501
Опубликовано: 07.12.1992
Авторы: Балаян, Жидких, Зобнин, Ключко
МПК: B23K 7/10
...для укладки нижней части заготовки и резьбовые отверстия, расположенные вдоль граней за основанием держателей 30, в которых болтовым соединением крепятся упоры 39 с винтовыми зажимами 40 для закрепления держателей к граням 28 корпуса 27. Количество резьбовых отверстий в раме 25 больше, чем количество отверстий в корпусе упора, а шаг этих отверстий равен расстоянию между отверстиями в корпусах упоров 39,Такое выполнение позволяет по мере перемещения держателей 30 установить упоры 39 в удобном месте для надежного крепления держателей 30 к граням 28 корпуса 27.В нижней части рама 25 имеет беговую дорожку 41, которой она опирается на катки 11, в центре имеется втулка 42 для центрирования платформы 13, контактирующая с вкладышем 20, и паз...
Способ наплавки медных сплавов на сталь

Номер патента: 1779502
Опубликовано: 07.12.1992
Авторы: Веретник, Шнейдерман
МПК: B23K 9/04
Метки: медных, наплавки, сплавов, сталь
...быть выполнены с достаточно высокой точностью, что обеспечивает стабильность эксплуатационных характеристик изделия, в состав которого входит указанная деталь, Кроме того, соединение должно быть герметичным и выдерживать высокие давления.,Наиболее характерной можно считать деталь электромагнита "Каркас" (фиг,2), состоящую из трех элементов; двух крайних с высокими магнитными характеристикаььли и средней немагнитной. При неизменных физических свойствах используемых материалов размеры и форма немагнитного и магнитных элементов оказывают наиболее сильное влияние на усилия электромагнита, поэтому точность изготовления отдельных элементов определяет стабильность характеристик изделия, Следует подчеркнуть, что в описываемом примере на...
Способ получения сплава переменного химического состава

Номер патента: 1779503
Опубликовано: 07.12.1992
Авторы: Аносов, Горлачев, Земляков, Таланова
МПК: B23K 9/04
Метки: переменного, состава, сплава, химического
...элементов соответствует точке О смещенной относительно точки О по оси Х на среднюю длинусварочной ванны в сторону противоположную направлению сварки.Скорость подачи присадоной проволоки при наплэвке второго валика определяютпо формулеу. =-у,о К(,),где К(х) = ---да(х 1ах)+1Аналогично проводится нэплавка всехостальных валиков включая и-ный (фиг,4).При необходимости нэплавкэ производится в разделку свариваемых кромок.При подаче присадочной проволоки вголовную часть сварочной ванны достигается полная идентичность свойств наплэвленного металла обычной сварке под флюсомпо химическому составу, формированию имеханическим свойствам, что обьясняетсяодинаковой металлургией сварки, так какдополнительный металл проходит черезсварочную...
Способ многоэлектродной дуговой сварки

Номер патента: 1779504
Опубликовано: 07.12.1992
Метки: дуговой, многоэлектродной, сварки
...которых отражаются изменения сварочного тока, проходящего соответственно через 1 - 4 электроды; 11 - 1 м 4 - временные оси, на которых отражаются изменения тока, проходящего соответственно чеРез 1 - 4 электРомагниты; 1 и - длительность импульса сварочного тока;1 П - длительность паузы между импульсами сварочного тока на данном электроде, 1 м - длительность включения электромагнита на данном электроде,П р и м е р, Проводим аргонодуговую сварку фланца диаметром 100 мм с тонкостенной оболочкой толщиной 2 мм из нержавеющей стали, Через коммутатор 5 была задана последовательность горения дуг; вначале на 1-м электроде, затем на З-м, на 2-м и на 4-м, Для осуществления такого цикла подключали к источнику б питания,все электромагниты, кроме...
Сварочное устройство

Номер патента: 1779505
Опубликовано: 07.12.1992
Автор: Сысоев
МПК: B23K 9/09
Метки: сварочное
...второго поста 11, Общая точка соединения анодов диода 3, тиристора б и катода диода 2 соединена с анодом тиристора (тринистора) 14, катод которого соединен с точкой соединения катода тиристора 9 и сглаживающего дросселя 10.Устройство может работать в двух режимах, т,е. работать одновременно с двумя или с одним постом сварки. При работе устройства на два поста сварки управляющие сигналы импульсной составляющей сварочного тока подаются с блока управления на управляющие электроды тиристоров 6, 9, а управляющий электрод тиристора 14 в этом режиме отключен. Импульсные составляющие сварочного тока каждого поста сварки протекают по двум независимым цепям. Для первого поста импульсный ток протекает по цепи: верхний (по схеме) вывод выхода...
Устройство для сварки

Номер патента: 1779506
Опубликовано: 07.12.1992
Авторы: Долгун, Князьков, Швалев
Метки: сварки
...последовательно соединенные вспомогательныйтиристор и коммутирующий конденсатор,соединенный параллельно с цепью из зарядного дросселя и второго диода и последовательно с тем же зарядным дросселем,третьим диодом и зарядным тиристором,дополнительно введен четвертый диод,анод которого подключен к катоду третьегодиода, второй обкладке фильтрующего конденсатора и аноду зарядного тиристора, акатод - к катоду силового тиристора,10 15 20 25 30 35 40 45 50 55 На чертеже показана схема устройствадля сварки,Устройство состоит из источника 14 постоянного тока, к положительному выводу которого подсоединены обкладка фильтрующего конденсатора 1, включенные последовательно коммутирующий дроссель 9 и силовой тиристор 10, зашунтированные резистором 12,...
Способ дуговой сварки циркония

Номер патента: 1779507
Опубликовано: 07.12.1992
Авторы: Гончаров, Нероденко, Оноприенко
МПК: B23K 9/167
Метки: дуговой, сварки, циркония
...причем скорость сварки в зависимости от концентрации азота определяют изсоотношения:8,315,4;где Чс - скорость сварки, м/ч, 15СЩ - концентрация .азота в аргоне,об %Способ реализуется, например, следующим образом: в баллонах предварительносоздают смесь аргона с 1,2 - 2,6 об.% азота 20или получают указанную смесь в редукторах-смесителях известной конструкции,Концентрацию азота в смесях определяютизвестным способом (хроматографией илиспектральным анализом), 25Кромки тонколистовых заготовок устанавливают без зазора и производят аргонодуговую сварку, преимущественноавтоматическую, неплавя щимся вольфрамовым электродом на прямой полярности 30со скоростью, которую определяют из приведенного.выше выражения, в зависимостиот содержания азота в...
Электрододержатель
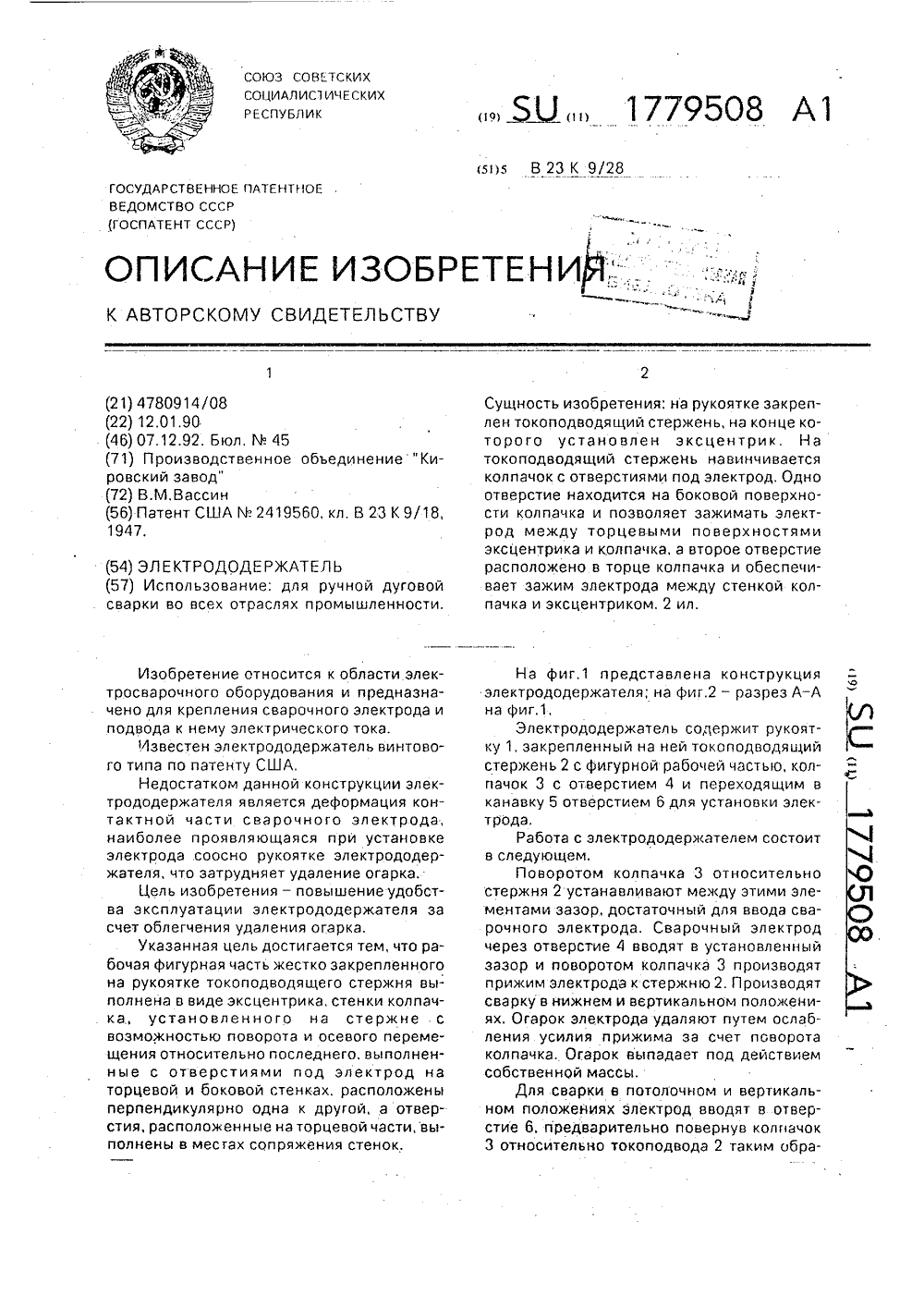
Номер патента: 1779508
Опубликовано: 07.12.1992
Автор: Вассин
МПК: B23K 9/28
Метки: электрододержатель
...зажим электрода между стенкой колпачка и эксцентриком, 2 ил,На фиг.1 представлена конструкция электрододержателя; на фиг,2 - разрез А- на фиг,1.Электрододержатель содержит рукоятку 1, закрепленный на ней токоподводящий стержень 2 с фигурной рабочей частью, колпачок 3 с отверстием 4 и переходящим в канавку 5 отверстием 6 для установки электрода,Работа с электрододержателем состоит в следующем.Поворотом колпачка 3 относительно стержня 2 устанавливают между этими элементами зазор, достаточный для ввода сварочного электрода. Сварочный электрод через отверстие 4 вводят в установленный зазор и поворотом колпачка 3 производят прижим электрода к стержню 2, Производят сварку в нижнем и вертикальном положениях. Огарок электрода удаляют...
Механизм сжатия контактной стыковой машины

Номер патента: 1779509
Опубликовано: 07.12.1992
МПК: B23K 11/04
Метки: контактной, механизм, сжатия, стыковой
...посредством которых внутренняя полость плунжера соединена с поршневой полостью тормозного цилиндра, корпус плунжерной пары жестко закреплен на крышке тормозного цилиндра, выполнен с расположенными по винтовой линии радиальными отверстиями и снабжен обратным клапаном, установленным в торце, и вентилями, посредством которых радиальные отверстия в корпусе соединены смосферой,иг.1 предст льн анизма сжат - вМеханизм сжатия состоит из рабочегопневмоцилиндра 1 с поршнем 2, тормозногопневмоцилиндра 3 с крышкой 4 и поршнем5, Поршни 2 и 5 жестко соединены однимштоком 6. По оси тормозного пневмоцилиндра смонтирована плунжеоная пара, полыйплунжер 7 которой жестко соединен с поршнем 5. В зоне закрепления на полом плунжере 7 выполнены...
Манипулятор

Номер патента: 1779510
Опубликовано: 07.12.1992
Автор: Орлов
МПК: B23K 15/00, B25J 21/00
Метки: манипулятор
...каждый из этих элементов содержит стакан 13, в который с минимально возможным боковым зазором введен шток 14, имеющий на одном конце шаровой шарнир 15, через который шток 14 соединен с плоским электромагнитом 16. Между штоком 14 и дном стакана 13 установлена пружина растяжения 17, поджимающая шток 14 к кольцевому упору 18 стакана 13. Эти фиксирующие элементы устанавливаются электромагнитами вверх нэ верхней раме 3 и вниз на платформе-основании 1,При оснащении манипулятора фиксирующими элементами с использованием винтовых штанг каждый из этих элементов содержит винтовую штангу 19 с пазом 30 гайку 21, оснащенную зубчатым венцом 22, в зацеплении с которой находится зубчатоеколесо 23 двигателя 24, На манипуляторе винтовая штанга 19...
Способ электронно-лучевой сварки

Номер патента: 1779511
Опубликовано: 07.12.1992
Авторы: Ковбасенко, Кострубатов, Куцан, Морочко, Новиков, Токарев, Фролов, Якушин
МПК: B23K 15/00
Метки: сварки, электронно-лучевой
...луча. Наиболее распространенными методами являются размагничивание свариваемых деталей или компенсирование остаточного магнитного поля дополнительными электромагнитными источниками, Однако полностью устранить намагниченность деталей не удается, т,к, она зависит от многих факторов и наводится непосредственно в процессе сварки. Если свариваемые детали отличаются размерами и формой, то метод размагничивания малоэффективен.Основной характеристикой магнитного поля является вектор магнитной индукции В, определяемый через силу Е, действующую на заряд в магнитном поле, Индукция магнитного поля в вакууме называется напряженностью магнитного поля Н, Если намагниченные детали установить с зазором Л то Н ослабевает обратно пропорционально квадрату...
Способ соединения хрома с никелем и никелевыми сплавами

Номер патента: 1779512
Опубликовано: 07.12.1992
Авторы: Беляков, Григорьева, Лямперт, Разуваев, Сергеев, Сысоев
МПК: B23K 20/02
Метки: никелевыми, никелем, соединения, сплавами, хрома
...окиси алюминия и чистого хрома, Длительная жаропрочность равна или ниже чем при изготовлении по способу, взятому за прототип (5 ч),Способ заключается в следующем.Поверхность сплава хрома окисляют любым известным способом термическим, химическим или др.) до.образования пленки окисла толщиной 0,1 - 2 мкм, Помещают соединяемые детали из сплава хрома и сплава никеля с размещенной мекду ними промежуточной прокладкой из фольги алюминия толщиной 5 - 100 мкм в камеру установки диффузионной сварки, Создают в камере разрежение 1 - 10 Па и нагревают соединяемые детали до 1100 - 1250 С, сдавливают с усилием 8 - 30 МПа и проводят изотермическую выдержку в течение 20 - 60 мин. Затем охлаждают соединенные детали до 2060 С, развакуумируют камеру...
Способ термитной сварки в горизонтальной плоскости

Номер патента: 1779513
Опубликовано: 07.12.1992
Авторы: Вареных, Васендин, Емельянов, Жуков, Серов, Силин, Хутыз
МПК: B23K 23/00
Метки: горизонтальной, плоскости, сварки, термитной
...плавления железа =1750 С окиси алюминия =2350 К.В результате сгорания ТСС получается жидкое железо, подогретое до 3000 С и распределенное в расплаве окиси алюминия,При контакте продуктов сгорания ТСС с кромками свариваемого материала происходит частичное подплавление и сварка кромок. Для качества получаемого в процессе термитной сварки соединения решающее значение имеет разделение продуктов реакции, Как известно, скорость разделения, т,е, скорость движения капли жидкого металла через слой расплавленных шлаков, зависит от размеров капли, плотности, вязкости металлической и шлаковой фаз. Время разделения также зависит от поверхностного свойства металла и шлаков, Следовательно, время нахождения продуктов сгорания ТСС в жидком состоянии...
Состав термитной смеси

Номер патента: 1779514
Опубликовано: 07.12.1992
Авторы: Абдуллин, Бадриев, Валеев, Давлетшина, Мадякин, Новцов, Урманов
МПК: B23K 23/00
Метки: смеси, состав, термитной
...изделия имеют низкиефизико-механические характеристики (разрушаются при транспортировке и эксплуатации, 35Целью изобретения является повышение прочности сварных соединений и улучшение эксплуатационных свойств за счетулучшения воспламенявмости и формуемости состава. 40Поставленная цель достигается тем, чтотермитный состав, содержащий железнуюокалину, магний и натриевое жидкое стекло,дополнительно содержит политетрафторэтилен при выбранном соотношении входящих в состав компонентов (в Омас,),Использование в термитном составе политетрафторэтилена совместно с магнием,железной окалиной и натриевым жидкимстеклом при выбранном соотношении компонентов придает ему новые свойства, аименно: повышение прочности сварных соединений, улучшение...
Способ изготовления пластинчатых и трубчатых электродов для электрошлаковой сварки и наплавки

Номер патента: 1779515
Опубликовано: 07.12.1992
Автор: Ерегин
МПК: B23K 25/00, B23K 35/40
Метки: наплавки, пластинчатых, сварки, трубчатых, электродов, электрошлаковой
...заданный состав напл ленного металла, рассчитывается по фмулам.В случае сварки пластинчатьдом: в случае наплавки цилиндрическим электродом: где Сн - заданное содержание химического элемента в наплавленном металле, %;Сж - содержание химического элемента в литом металле электрода, %;Со - содержание химического элемента в основном металле, подвергаемом сваркеили наплавке, %;С - содержание химического элемента в металле листового проката оболочки каркаса электрода, %;Ь - ширина наплавки или шва а проплавления, см;г - глубина проплавления основного металла, см;д - толщина свариваемого металла, см:М - 1 олщина электрода, см;а - толщина литой части электрода, см;О, К - ширина и величина усиления со стороны формирующего устройства...
Способ соединения изолированного провода с контактной пластиной

Номер патента: 1779516
Опубликовано: 07.12.1992
Автор: Егорова
МПК: B23K 31/02
Метки: изолированного, контактной, пластиной, провода, соединения
...выполняют прямоугольные углубления, наматывают в них несколько витков, располагают пластину между электродами, обжимают пластину в осевом направлении и подают напряжение с последующим осаживанием, согласно изобретению, на торце пластины со стороны верхнего электрода выполняют радиусное углубление. которое размещают напротив перемычки,1779516 Составитель Н, ЕгороваРедактор С. Кулакова Техред М.Моргентал Корректор Н. Милюкова Заказ 4408 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб 4/5 Производственно-издательский комбинат "Патент", г. Ужгород. ул.Гагарина 101 Сопоставительный анализ с прототипом показал, что заявляемое решение отличается тем, что на торце...
Электрод для наплавки

Номер патента: 1779517
Опубликовано: 07.12.1992
Авторы: Голуб, Зайченко, Лупачев
МПК: B23K 35/10
...Сварочная ванна охлаждается, Уменьшается доля основного металла в наплавке. Высокая производительность наплавки. 1 ил,талла в процессе наплавки, а это ведет красходу энергии и ухудшению конструкционных свойств основного металла,Целью изобретения является увение производительности процесса наки и уменьшение доли участия основногометалла в металле наплавки.Поставленная цель достигается тем, чтов известном электроде, включающем электродный стержень, навитую на него тонкуюприсадочную проволочку и обмазку, присадочную проволоку выполняют в форме сжатой цилиндрической . пружины,закрепленной на электроде с помощью второго слоя обмазки.На чертеже изображен электрод,Электрод состоит из электродного стержня 1, внутреннего слоя 2 обмазки,...
Припой для пайки жаропрочных никелевых сплавов

Номер патента: 1779518
Опубликовано: 07.12.1992
Авторы: Кочуров, Кулешов, Кулик, Курачко, Николаенко, Юлдашев
МПК: B23K 35/32
Метки: жаропрочных, никелевых, пайки, припой, сплавов
...свойств паяного соединения. 10При введении галлия менее 0,02 мас, /равномерного выделения галлия по границам зерен не наблюдается, а следовательно, не происходит снижение коррозионнойактивности, 15Ниобий, алюминий, титан являются Кобразующими элементами и вводятся в композиции припоя для повышенияпрочностных характеристик паяного соединения, Однако их присутствие в припое в 20больших количествах существенно затрудняет формирование аморфной ленты в процессе быстрой закалки, При концентрациив данном припое ниобия более 1,20/, алюминия более 2,2%, титана более 0,5/, а 25суммарно МЬ+ А 1 + ТО 3,9%, формированиеприпоя в виде аморфной ленты на воздухеневозможно.Комплексное выражение МЬ, А, Т, Сг,Явыбиралось таким образом, чтобы обесопечить...