Устройство для изготовления колец из проволоки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
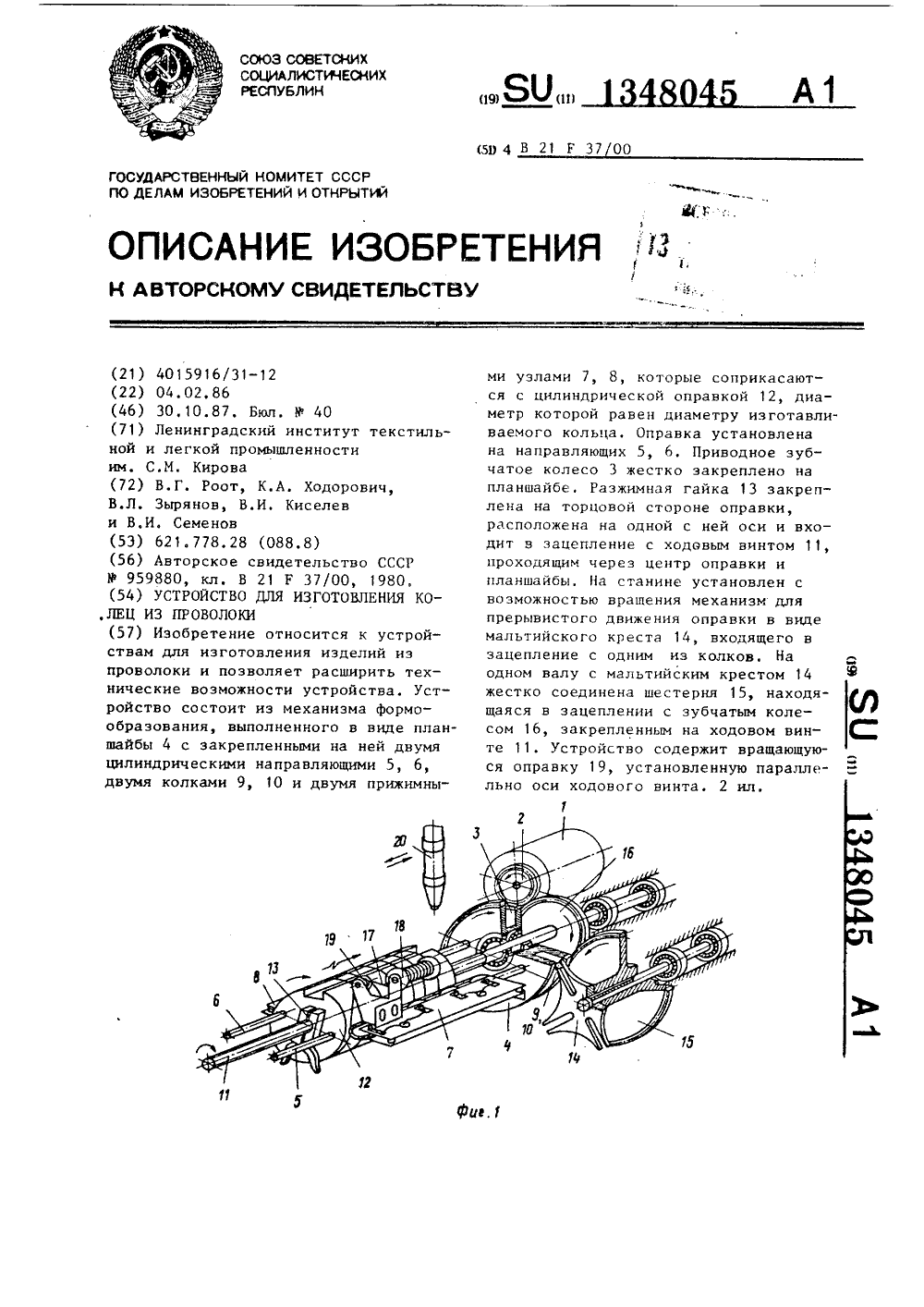
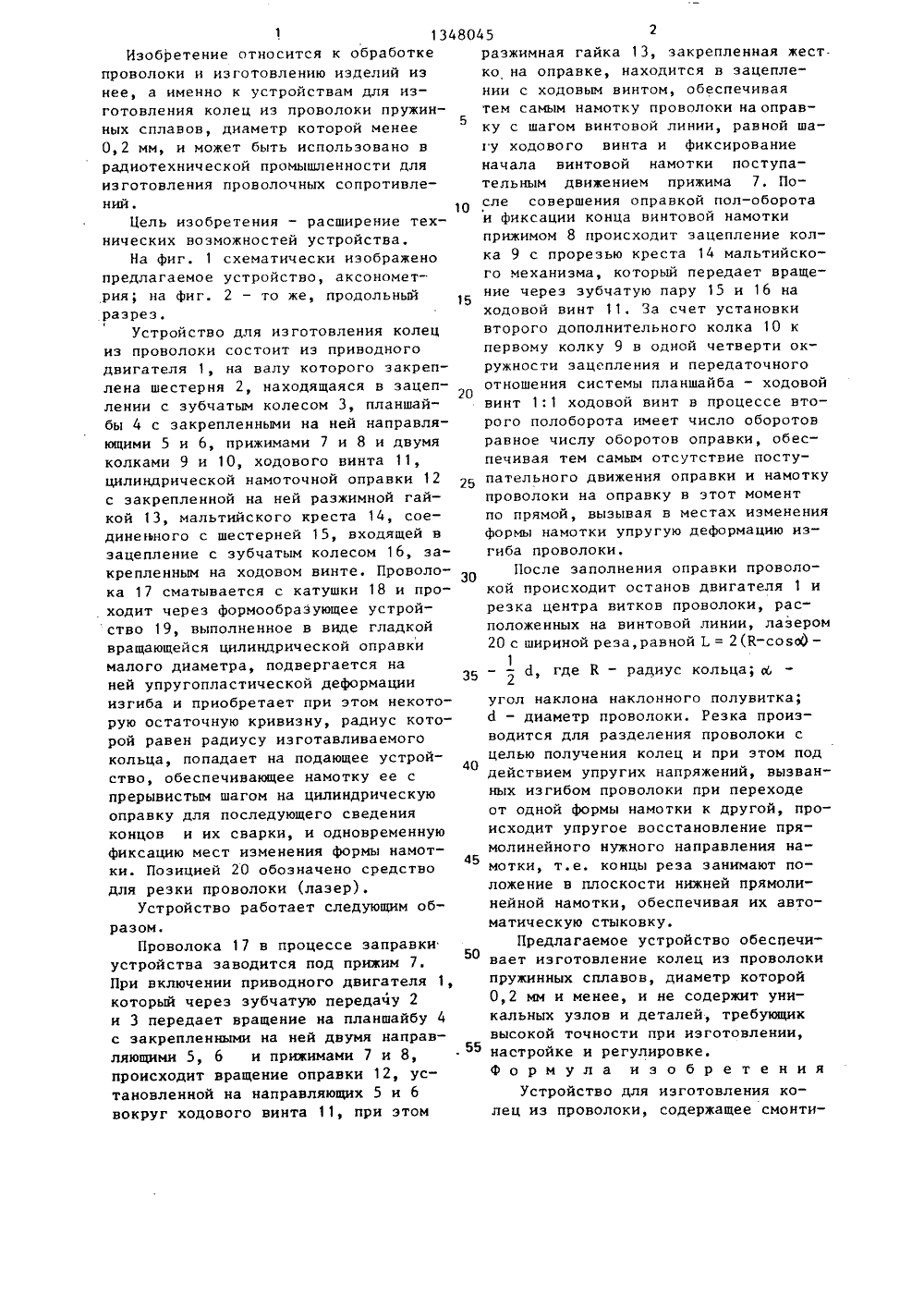
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН 9) (111 11 4 В 21 Р 37 0 ОПИСАНИЕ ИЭОБРЕТЕНИ нститут тенности стиль Ходоиселе ич(088.8)видетельство СССР 21 Р 37/00, 1980.ИЗГОТОВЛЕНИЯ О ДЛЯ КОКИие относится к устройтовления изделий из фис.1 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ ВТОРСКОМУ СВИДЕТЕЛЬСТВУ(57) Изобретенствам для изго проволоки и позволяет расширить технические возможности устройства. Устройство состоит иэ механизма формообразования, выполненного в виде планшайбы 4 с закрепленными на ней двумяцилиндрическими направляющими 5, 6,двумя колками 9, 10 и двумя прижимными узлами 7, 8, которые соприкасаются с цилиндрической оправкой 12, диаметр которой равен диаметру изготавливаемого кольца, Оправка установленана направляющих 5, 6. Приводное зубчатое колесо 3 жестко закреплено напланшайбе, Разжимная гайка 13 закреплена на торцовой стороне оправки,расположена на одной с ней оси и входит в зацепление с ходовым винтом 11,проходящим через центр оправки ипланшайбы. На станине установлен свозможностью вращения механизм дляпрерывистого движения оправки в видемальтийского креста 14, входящего взацепление с одним из колков, НаФодном валу с мальтийским крестом 14 фжестко соединена шестерня 15, находя- /рщаяся в зацеплении с зубчатым колесом 16, закрепленным на ходовом вин- Сте 11. Устройство содержит вращающуюся оправку 19, установленную параллельно оси ходового винта. 2 ил.1 13Изобретение относится к обработкепроволоки и изготовлению иэделий иэнее, а именно к устройствам для изготовления колец иэ проволоки пружинных сплавов, диаметр которой менее0,2 мм, и может быть использовано врадиотехнической промышленности дляизготовления проволочных сопротивлений.Цель изобретения - расширение технических воэможностей устройства,На фиг. 1 схематически изображенопредлагаемое устройство, аксонометрия; на фиг. 2 - то же, продольныйразрез.Устройство для изготовления колециз проволоки состоит иэ приводногодвигателя 1, на валу которого закреплена шестерня 2, находящаяся в зацеплении с зубчатым колесом 3, планшайбы 4 с закрепленными на ней направляющими 5 и 6, прижимами 7 и 8 и двумяколками 9 и 10, ходового винта 11,цилиндрической намоточной оправки 12с закрепленной на ней разжимной гайкой 13, мальтийского креста 14, соединевного с шестерней 15, входящей взацепление с зубчатым колесом 16, закрепленным на ходовом винте. Проволока 17 сматывается с катушки 18 и проходит через формообразующее устройство 19, выполненное в виде гладкойвращающейся цилиндрической оправкималого диаметра, подвергается наней упругопластической деформацииизгиба и приобретает при этом некоторую остаточную кривизну, радиус которой равен радиусу изготавливаемогокольца, попадает на подающее устройство, обеспечивающее намотку ее спрерывистым шагом на цилиндрическуюоправку для последующего сведенияконцов и их сварки, и одновременнуюфиксацию мест изменения формы намотки. Позицией 20 обозначено средстводля резки проволоки (лазер),Устройство работает следующим образом.Проволока 17 в процессе заправкиустройства заводится под прижим 7При включении приводного двигателя 1,который через зубчатую передачу 2и 3 передает вращение на планшайбу 4с закрепленными на ней двумя направляющими 5, 6 и прижимами 7 и 8,происходит вращение оправки 12, установленной на направляющих 5 и 6вокруг ходового винта 11, при этом48045 2 40 45 50 55 5 10 15 20 25 ЭО 35 разжимная гайка 13, закрепленная жест. ко на оправке, находится в зацеплении с ходовым винтом, обеспечивая тем самым намотку проволоки на оправку с шагом винтовой линии, равной шагу ходового винта и фиксирование начала винтовой намотки поступательным движением прижима 7, После совершения оправкой пол-оборота и фиксации конца винтовой намотки прижимом 8 происходит зацепление колка 9 с прорезью креста 14 мальтийского механизма, который передает вращение через зубчатую пару 15 и 16 на ходовой винт 11. За счет установки второго дополнительного колка 10 к первому колку 9 в одной четверти окружности зацепления и передаточного отношения системы планшайба - ходовой винт 1:1 ходовой винт в процессе второго полоборота имеет число оборотов равное числу оборотов оправки, обеспечивая тем самым отсутствие поступательного движения оправки и намотку проволоки на оправку в этот момент по прямой, вызывая в местах изменения формы намотки упругую деформацию изгиба проволоки.После заполнения оправки проволокой происходит останов двигателя 1 и резка центра витков проволоки, расположенных на винтовой линии, лазером 20 с шириной реза, равной 1. = 2(К-созонов1й, где К - радиус кольца; с угол наклона наклонного полувитка; д - диаметр проволоки. Резка производится для разделения проволоки с целью получения колец и при этом под действием упругих напряжений, вызванных изгибом проволоки при переходе от одной формы намотки к другой, происходит упругое восстановление прямолинейного нужного направления намотки, т.е. концы реза занимают положение в плоскости нижней прямолинейной намотки, обеспечивая их автоматическую стыковку.Предлагаемое устройство обеспечивает изготовление колец иэ проволоки пружинных сплавов, диаметр которой 0,2 мм и менее, и не содержит уникальных узлов и деталей, требующих высокой точности при изготовлении, настройке и регулировке.Формула и э о б р е т е н и яУстройство для изготовления колец из проволоки, содержащее смонтиСоставитель В. БужинскийРедактор С, Лисина Техред Л.Сердюкова Корректор А. Тяско Заказ 5145/9 Тираж 582 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Подписное 11 роизводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 13480 рованные на станине механизмы подачи и резки, механизм формообразования и узел сварки, о т л и ч а ю щ е е с я тем, что, с целью расширения технических возможностей за счет изготовле 5 ния колец из тончайшей проволоки, выполненной из пружинных сплавов, механизм формообразования состоит иэ планшайбы, с закрепленными на ней прйводным зубчатым колесом и двумя цилиндрическими направляющими, смонтированной на направляющих соосно планшайбе цилиндрической оправки, двух закрепленных на планшайбе кол ков, расположенных на равном расстоянии от центра планшайбы.на ее взаимно перпендикулярных осях, двух прижимных узлов, расположенных на диаметрально противоположных сторонах от оправки так, что их рабочие поверхности установлены с возможностью 454взаимодействия с оправкой, смонтированного на станине и размещенного внутри оправки ходового винта с закрепленным на нем зубчатым колесом, разрезной гайки, закрепленной на торцовой стороне оправки и взаимодействующей с ходовым винтом, закрепленного на станине с возможностью вращения параллельного ходовому винту вала, на котором жестко закреплены шестерня, находящаяся в зацеплении с зубчатым колесом ходового винта, и крест мальтийского механизма, пазы которого установлены с возможностью взаимодействия с колками план- шайбы , и смонтированных на закрепленном на станине крон штейне направляющего ролика ось которого параллельна оси ходового винта , и катушки для проволоки.
СмотретьЗаявка
4015916, 04.02.1986
ЛЕНИНГРАДСКИЙ ИНСТИТУТ ТЕКСТИЛЬНОЙ И ЛЕГКОЙ ПРОМЫШЛЕННОСТИ ИМ. С. М. КИРОВА
РООТ ВИКТОР ГУГОВИЧ, ХОДОРОВИЧ КОНСТАНТИН АЛЕКСАНДРОВИЧ, ЗЫРЯНОВ ВИКТОР ЛЕОНИДОВИЧ, КИСЕЛЕВ ВЛАДИМИР ИВАНОВИЧ, СЕМЕНОВ ВЛАДИМИР ИВАНОВИЧ
МПК / Метки
МПК: B21F 37/00
Опубликовано: 30.10.1987
Код ссылки
<a href="https://patents.su/3-1348045-ustrojjstvo-dlya-izgotovleniya-kolec-iz-provoloki.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для изготовления колец из проволоки</a>
Станок для обжима ступичных колец в колесах конных повозок

Номер патента: 102620
Опубликовано: 01.01.1956
Автор: Пучко
Метки: колесах, колец, конных, обжима, повозок, станок, ступичных
...3 ясртие 1,)ьни. 1 Н.1 Н 3)Лр 1 ИЛр:1 сиии(гкиги иегг 3, иир(и нь китцригг)яйксн иийрслным куг 3 Не 33. 1 ойяичныцшчяки укр ил нь Нс кон 13 иил- И)33 СКИНГНИК Р 3 ЯЧ;3 ия, ЛРУГИ К;(Н 1 И( и - ТР 1 К В.С;Нми,И"11) 1 иКи) Ги Р 1.ИЬ 1 Ч к)лцчкцм.11 я ри. 1 илир,жг) ийщий шц гт1- ес, (стн(ни в ир л.1 нич )Я срс.Р: ц; Фиг. 2 - юы ггсИкс г(ц р)..(уяицнч 1.1 гкиргння ийр 1(ни(и и враня. и киниии)цныч к.сНЕ (). 11 веркнй н,Нп рс 1 Ици ригиилиж ны ийжимньн йяшчзки (М). 11 нлЛние укреиле(и нв кин)ре ры цгцв 1, Л)уги еин 3 ы китрь(1. Нцж(нньн ри,)икямн (1 О), унир;яп я в кинуецийр;)яньи кулдчик 7). 1 ыч;ги ( Нзгружгиы )с)Нт)в,1- чи иружн(ими (111.и,1е.н 11 к н н(1 игр и )и)ц н. (и 1 (;т . ииць( ец.Иив г ки.( 33 ц 333(г(цч ни; ирееа порш нь ниние...
Устройство для намотки ленточных магнитопроводов

Номер патента: 1023415
Опубликовано: 15.06.1983
Автор: Кавецкий
МПК: H01F 41/02
Метки: ленточных, магнитопроводов, намотки
...3., установленной на блок обмоток 2 0-образной формы, который находится на подвижной каретке 3. На оправке 1 закреплена лента 4, которая сматывается с рулона 5, установленного на разматывателе 6 механизма подачи ленты, проходя между направляющими роликами 7 и, ножами 8 и 9 механизма отрезания ленты, Последний снабжен поддерживающим роликом 10. Оправка нвходи 1 ся в зацеплении с зубчатыми колесами 11 механизма вращения оправки, Устройство снабжено уплотняюшим роликом 12, установленным нв рычаге 13. Оправка (фиг. 2 и 3) состоит иэ двух полуцилиндров 14 и 3.5, соединенных по своим образующим с помощью остроугольных направляющих 16, Полуцилиндры имеют полудиски 17 и 18, которые соединены с дополняющими их по полного круга полудисками 19...
Устройство для упрочнения зубчатых колес обработкой ультразвуком

Номер патента: 893359
Опубликовано: 30.12.1981
Автор: Данков
МПК: B21H 5/02
Метки: зубчатых, колес, обработкой, ультразвуком, упрочнения
...2 - то же, вид в плане.893359Устройство содержит зубчатый сек.тор 1 с двумя зубчатыми венцами, закрепленный на торце магнитострикционного преобразователя 2, приводной вал 3, на котором установлен кронштейн 4. В кронштейне 4 в разрез" ных конических подшипниках 5 установлен вал б, на котором посажены упрочняемые зубчатые колеса 7, одно иэ которых жесткс связано с валом б, а другое свободно вращается на валу б и связано с первым посредством, пружины 8 кручения, закрепленной на зубчатых колесах 7 винтами 9. Межосевое расстояние в зацеппении упрочняемых зубчатых колес 7 с венцами зубчатого сектора 1 регулируется перемещением Кронштейна 4, закрепленного на валу 3 винтами 10.Длина делнтельной окружности зубчатых колес 7 и длйна дуги...
Способ ремонта зубчатых колес

Номер патента: 1288414
Опубликовано: 07.02.1987
Авторы: Семенов, Хавский, Черепанов
МПК: F16H 55/17
Метки: зубчатых, колес, ремонта
...обеспечивающее реализацию способа включает ремонтируемое дисковое зубчатое колесо 1(фиг. 1), резцы 2 и 3 для отрезкивенца от ступицы, и оправку 4 с закрепленным на ней колесом 1, устанавливаемую в центрах токарного ста;. -ка (не показаны),Способ заключается в Отрезаниивенца колеса 1 от ступиць 1, поворотеоего на 180 вокруг Оси, перпендикулярной оси вращения, установке наступице с натягом по образсваннымпри резании цилиндрическим поверхностям 5 и б и сварке венца со ступицей с образованием шва б (фиг, 2),Отрезание венца от ступины производится путем прорезки резцами 2 и3 со стороны обоих торцов диска колеса 1 до его середины кольцевых фасонных канавок, При этом образованнаяпри резании цилиндрическая...
Устройство для контроля зубчатых колес

Номер патента: 767506
Опубликовано: 30.09.1980
Авторы: Болдырев, Константинов, Серов, Серова
МПК: G01B 7/287
...через инверторы 19и 20.Выходы блоков 17 и 18 сравнениясоответственнб связаны с входамиС 4 итывающих блоков 21 и 22, счетчиков циклон 23 и 24, блоков 25 и 26определения знака импульса плюс, блоков 27 и 28 определения знаков им 4 О пульсов минус.Входы блоков 27 и 28 определениязнака импульса минус соединены соотВетственно с выходами без инверторовблоков сравнения 17 и 18, а входыд блоков 25 и 26 определения знакаимпульса плюс - с выходами инверторов 19 и 20.Оба канала имеют общий источникимпрльсов 1 высОКОЙ частоты 32 р Выхоцо которого соединен соответственно сосчитывающими блоками 21 и 22,Входысчетчиков 23 и 24 цикловблоков 25 и 26 определения знаковимпуЛьсов плюс, блоков 27 и 28 определения знаков импульсов минус подключены...
Предыдущий патент: Способ изготовления колец из проволоки
Следующий патент: Автомат для изготовления изделий из проволоки
Случайный патент: Способ фотохи. мического нитрозирования циклогексана