Способ изготовления заготовок колец подшипников
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1074652
Авторы: Агеенко, Берлявский, Гринфельд, Шатихин
Текст
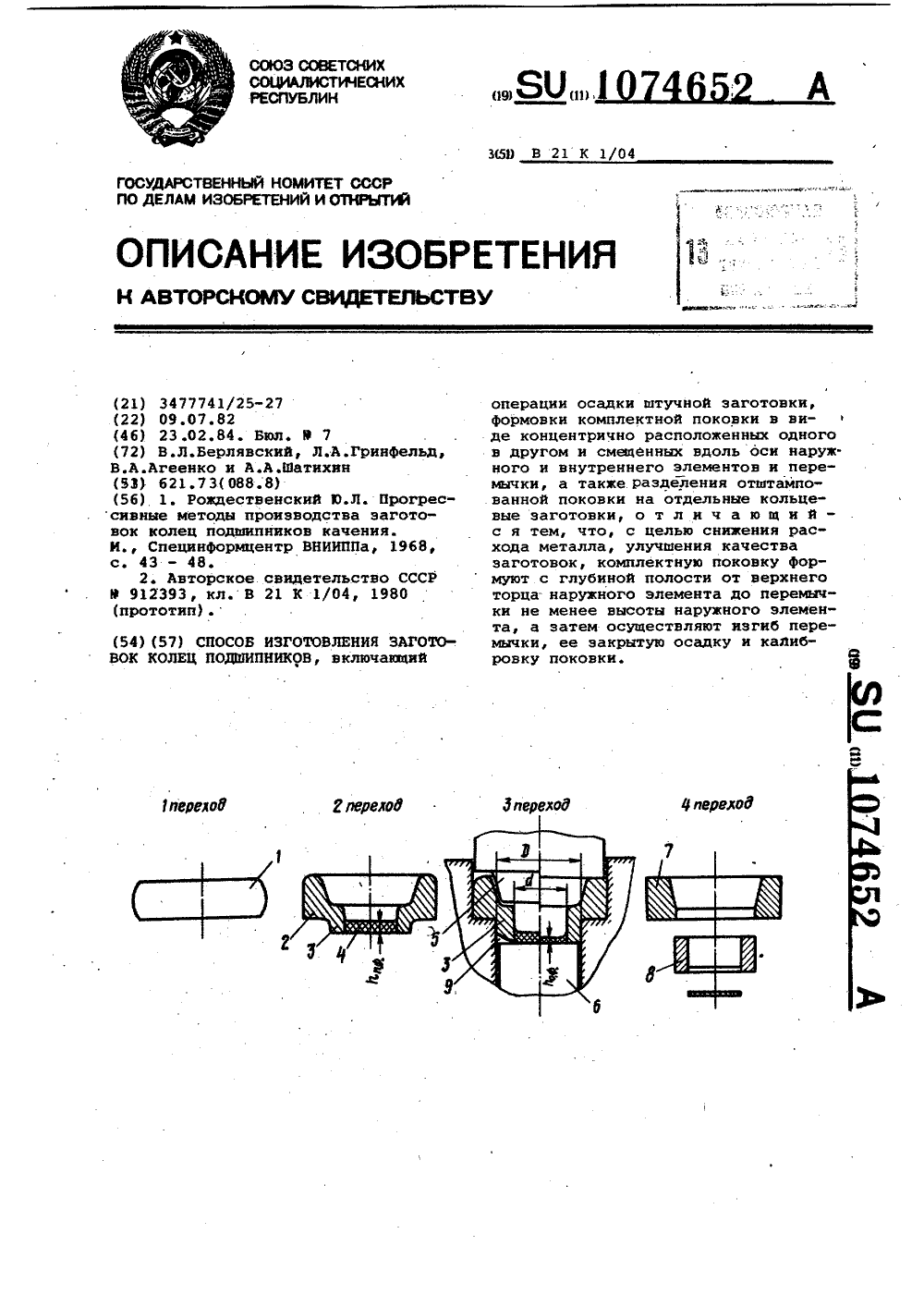
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИН 1) В 21 К 1/О ОПИСАНИЕ ИЗОБРЕТЕНИЯ ЯСТВУ К АВТОРСКОМ Флере 1 оерехо ОСУДАРСТВЕННЫЙ НОМИТЕТ ССС ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТ(56) 1. Рождественский Р.Л. Прогрессивные методы производства заготовок колец подшипников качения. И., Специнфорицентр ВНИИППа, 1968, с. 43 - 48.2. Авторское свидетельство СССР В 912393, кл. В 21 К 1/04, 1980 (прототип) .(54) (57) СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК КОЛЕЦ ПОДШИПНИКОВ, включающий операции осадки штучной заготовки,формовки комплектной поковки в виде концентрично расположенных одногов другом и смещенных вдоль оси наруж.ного н внутреннего элементов и перемычки, а также разделения отштампованной поковки на отдельные кольцевые заготовки, о т л и ч а ю щ и й -с я тем, что, с целью снижения расхода металла, улучшения качествазаготовок, комплектную поковку формуют с глубиной полости от верхнеготорца- наружного элемента до перемычки не менее высоты наружного элемента, а затем осуществляют изгиб перемычки, ее закрытую осадку и калибровку поковки.1074652Изобретение относится к обработ- муют комплектную поковку с наружнымке металлов давлением ииспользовможет быть элементом 2, внутренним элем н 3ано при изготовлении колец ,. и перемычкой 4 Не томподшипников,а третьем переходеИ звестен способ изготовленияинструментом 5 и 6 осуществляют извления эа- гиб перемычки 4, ее закрытую осадкуготовок колец подшипников путем 5 и калибровку поковки.обратного вывдавливания 1 . П и м еНедостатком данного споср и м е р. Проводили изготовлеатком данного способа яв- ние заготовок колец подшипника 7515ляется повышенный асхотак как способр д металла, из наружного элемента комплект йб предусматривает полу- поковки и подшипника 308ночение от о ной загка из внутренделия.д отовки одного иэ него элемента комплектн йо поковки.Н баиболее близким ешениКомплектную поковку изготавлива"нической с ностир ем по тех- ли на четырехпозиционном горячештущности и достигаемому ре- повочном автомате А 0341,амзультату к изобретению является спо- От прутка диамет ом 60тром мм из стаьцевых изделий, 15 ли ШХ 15 при температуре 1150 - 1170 Свключающий операции осадки штучной отрубали заготовку длиной 64ф р овки комплектной по- затем на первом переходе едлин о мм,ковки в виде кон ент ичне оде ее осажиц рично располо- вали до высоты 24 мм и диаметра 98 ммженных одного в другом и смещенных на втором и третьем переходахвдоль оск наружного и внутреннего 0 осуществляли формовк20 У, а на четвереремычки, а также раз- том проводили разделение на кольцеделения отштампованной поковки на вые заготовки,отдельные коль евыец заготовки 123,При этом на втором переходе полуНедостатками известного способа чали промежуточную комплектную гюявляются повышенный. расход металлаковку, наружный элемент 2 йкотороидущую в отход, а так- по диаметральным размерам и высоте,же неблагоприятное расположение мик а внутренний элемент 3 по диаметроволокна что вчества поРедет кснижению а- ральным размерам отличалсяа подшипников. цевых заготово 7 к 8 и внутреннегоЦелью изобретения является ПовЫ- кольца 8 на 1 мм что об сшение экономичности и л30но и и улучшения возможность размещения промежуточнойкачества изделий. комплектной поковки в штампе третьеПоставлвнная ц лная цель достигается тем,го перехода и заполнение углов. Рас-.что согласно способу изготовлениясто ние от нижнего торца наружно озаготовок колец подшипников, включаюэлемента 2 до веРхнего тоРца внУтщему операции осадки штучной заготов РРннего элемента 3 составляло 8 мм,кк, Формовки комплектной поковки в причем на третьем переходе (2-ойвиде концентрично расположенных и ".этап ФоРмовки) эту величину оставлясмещенных вдоль оси наружного и вну ли неизменной.ренкего элементов и перемычки а , Рлубину внутренней полости полуже Разделения отштампованной поко .чали на 1 мм больше высоты наружногона отдельные кольцевые заготовки элемента 2, а высоту перемычки 4комплектную поковку формуют с глуби-яф определяют из условия заполиеной полости от верхнего торца нару - ния полости штампа на третьем перехоного элемента до перемычки не мен де изгибом и закрытой осадкой этойменее 45 пвысоты наружного элемента, а затемперемычки, Для этого необходимо, чтоосуществляют изгиб перемычки, ее за- И . мс м / гкРытую осадку и калибровку поковки. 4 Оф 4 яф 9 фПФПоследовательность изготовлениязаготовок колец подшипников по пере-=Ь -ягходам осуществляется следукщим обра- г Згзом. илйЬНа первом переходе проводят осад- , = - (г/ку штучной заготовки, на втором Фор- Й 3пфмуют комплектную поковку с глубиной4-0,У - г+0,У 1 Я,5полости от во верхнего торца наружного где и ф - высота перемычки после55, а аэлемента не менменее высоты наружного0.Аокончательной формовки кэлемента еа т етретьем осуществляют назначенная иэ условия соизгиб пе емыч ии калиб вр мычки, ее закрытую осадку хранения стойкости штбровку к на четвертом проводят вочного инструмента 1ампоразделение отформованной комплект , -3 ммгной поковки наНа че та кольцевые изделия. Ьяф - высота пеРемычки после пРеда чертеже показана схема осуще- варительной формовки ммствления способа.и, мму3 - наружный диаметр внутренПосле осадки получают заготовкуф 1 кей заготовки 8, равныйиз катодиой, на втором прреходе,фор- б 5 60 мм 11074652Составйтель В.Еарпычев Редактор А.Черных ЖехредВ,Далекорей Корректор А.Тяско авееавеюеюееееюееееюееееюеееЕеюеЕю еЕ ею е ее юав Заказ 429/12 ф 1 ираж 641 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, В, Рауюская наб., д. 4/5 еюеюееююеююююеюееееюееееююеюееее юеееееееав ееюавваеа е еюеюа филиал ППП фПатентфф, г.ужгород, ул.Проектная, 4д - внутренний диаметр внутренней заготовки, равный38 мм.Подставляя приведенные значения Ме, Энд получилипф= 12 мм,5При изгибе перемычки в момент соприкосновения нижнего торца перемычки с инструментом б высота незаполненного еще объема 9 внутреннего элев.мента не превмаала высоту перемычки. 10 Пр дальнейюем ходе инструмента. 5 заполнение объема 9 происходило за счет закрытой осадки перемычки без увеличения внутреннего диаметра внутреннего элемента 3 вблизи перемычки .35 и, такимобразом, исключалась возмож:ность .образования зажимоа. Одновремен но.исключается прямоевыдавливание внутреннего элемента 3 в объем 9, , что позволяет переместить в этот объем больюую часть.объема перевалки. Это способствует уменьюению высоты перемычки на окончательной формовке от 8 - 10 до 3 - 5 вщ, т.е. почти в два раза по сравнению с действукщим производством, что позволяет экономить около 45 г стали ШХ 15 на каждой поковкеКрометого, увеличение степени обратного ввщавливанкя внутреннего элемента в процессе формовки и образование этого элемента за счет изгиба н осадки перемычки способствует получению макроструктуры, благоприятно ориентированной по отноюенив к дорожке качения внутреннего кольца. Использование предложенного спосо. ба позволяет по сравнению с нзвестыэ сократить расход пбдюипнико 1 вой стали типа ШХ 15 при изготовлении колец подюнпников прн одновременном улучюении качества иэделий.
СмотретьЗаявка
3477741, 09.07.1982
БЕРЛЯВСКИЙ ВИКТОР ЛЬВОВИЧ, ГРИНФЕЛЬД ЛЮДВИГ АВРАМОВИЧ, АГЕЕНКО ВЛАДИМИР АЛЕКСАНДРОВИЧ, ШАТИХИН АЛЕКСАНДР АЛЕКСЕЕВИЧ
МПК / Метки
МПК: B21K 1/04
Метки: заготовок, колец, подшипников
Опубликовано: 23.02.1984
Код ссылки
<a href="https://patents.su/3-1074652-sposob-izgotovleniya-zagotovok-kolec-podshipnikov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления заготовок колец подшипников</a>
Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления

Номер патента: 1779457
Опубликовано: 07.12.1992
МПК: B21H 3/04
Метки: заготовках, накатывания, наружней, резьбы, тонкостенных
...части роли ка предлагаемого устройства предусматривает накопление изменения величинысмещения кольцевых витков из-за неравномерности шага витков в заборной части каждого ролика,20 Все соседние витки накатных роликов в. заборной части, последовательно воздействующие на заготовку, отличаются один От другого, начиная с первого витка первого ролика на ЬТи - - (1-п 1); этот ряд будетТномйвыглядеть следующим образом для комплекта изз 3-х 1 ооликов: Т 1Т 1Т 1 зТгТ 2Т 2 Тз, и т.д., в зависимости от числа кольцевых витков в заборкой части.30Для определения величины шага междукольцевыми витками в заборной части каждого ролика необходимо найти разность шагов двух смежных витков, Для комплекта из 35 3-х роликов и 7 витков можно записать:Т 1 Тмин,Т 1...
Измерительное устройство для контроля наружного диаметра заготовки в процессе ее шлифования

Номер патента: 134582
Опубликовано: 01.01.1960
Авторы: Линд, Лурье, Мазуркевич, Полянский
МПК: B24B 49/04
Метки: диаметра, заготовки, измерительное, наружного, процессе, шлифования
...1 )ротиВ измерцтельОго сопла 6Наконечники 2 и 3 измеряют диаметр заготовки в процессе обработки. Изменение зазора между соплом 6 и доведенным выступом соответствует изменению радиуса 1 заготовки.Сопло 6 соединено: снльфоном 7 пневмосильфонного датчика Х, раоотающего по дифференциальной схеме.34582 Второй ПодВИжНЫй 1 ГНКОНЕЧН/ИК 4, ИЗМЕрявщИй радИуС й дЕтаЛИ и величину Отжати 5 /ъ (Я + Л), раопО,/Ожен Б плоскости, соединяющей оси шлифовального круга 9 и заготовки 5. Наконечник 4 несет на конце доведенную плоскость, расположенную против измерительного сопла 10, изменение зазора между которыми вызывает изменение давления в сильфоне 11 датчика 8. Разность давлений в сильфонах 11 и 7 датчика 8 пропорциональна величине отжатия Л=(Й+Л)...
Станок для фрезерования внутренней поверхности вкладышей подшипников

Номер патента: 173579
Опубликовано: 01.01.1965
Автор: Золин
МПК: B23C 1/02
Метки: вкладышей, внутренней, поверхности, подшипников, станок, фрезерования
...10. Возврат ползуна ся грузом 11 через рычаг бер 13 передвигает вклад 15 под верхнюю каретку 1 торцами устанавливается ку 17, находящуюся в кра ерез ерни и 7,Н двигаю действ влево 12. П ыш 14 6, Вкл на ни йнем вПодписная группа Л 212 Известны стаприводы, управремещениями эПредложеннывнутренней повников отличаеткатель кулачкодыша на рабос двуплечим рподпрукиненнуЭто обеспечиваемого вкладышвыбора зазорачи между толкустановлена прплечиками длящимися в концнья. ую пео суще- убуквправостер- зводитом шигазина своими каретм полоервяч ,4,5 а вал щий ия на прои ри эт из м адыш жнюю ерхне женин под воздействием пружин 7 укреплен кулачок 19, управля движением каретки 16 через то тарельчатые пружины 21, стакан чий рычаг 23. Каретка 16, передв...
Устройство для обточки внутренней поверхности вкладышей подшипников скольжения

Номер патента: 324100
Опубликовано: 01.01.1972
МПК: B23B 1/00
Метки: вкладышей, внутренней, обточки, поверхности, подшипников, скольжения
...корпуса, Последний выполнен перемещающимся к отдельно установленной оправке, а длина отверстия в корпусе равна длине вкладыша, что не позволяет обрабатывать его с малой разностенностью.Предложенное устройство отличается от известного тем, что оправка с резцами установлена в подшипниках, смонтированных в отверстии неподвижного корпуса по обе стороны от вкладыша, причем длина отверстия превышает длину вкладыша.Такое выполнение уменьшает разнос ность вкладыша.На фиг, 1 и 2 показано предложенное уст 8, при этом черновой и чистовой резцы выводятся из зоны обработки.Для придания вкладышам плавных фасокна и краях служат клинья 9, которыми 5 деформируют края вкладышей.Обработку производят за один оборот чернового и чистового резцов, которые...
Фреза для обработки внутренней поверхности вкладышей подшипников скольжения

Номер патента: 1673320
Опубликовано: 30.08.1991
Авторы: Батраков, Демин, Козлов, Новиков
МПК: B23C 5/24
Метки: вкладышей, внутренней, поверхности, подшипников, скольжения, фреза
...пластин на расстояниях . от осиштифта 5. На торцах регулировочных элементов 6 выполнены шлицы 8, служащиедля поворота их отверткой в корпусе 1,Клинья 9, прихваты 10 и винты 11 предназначены для зажима режущих ножей 3 в пазах корпуса 1.Регулировка угла установки режущихножей 3 осуществляется следующим образом.Путем небольшой затяжки винта 11 прихватом 10 и клином 9 достигается легкоеприжатие режущего ножа 3 к корпусу 1 фрезы. При повороте отверткой пальцев 6 эксцентрические поверхности 7 воздействуютна опорную пластину 2, благодаря чемуобеспечивается подъем ее вверх вместе срежущим ножом 3, Поочередным воздействием эксцентричными поверхностями 7 наконцы опорной пластины 2 достигается необходимое расположение режущей кромки ножа 3...
Предыдущий патент: Манипулятор для переноса заготовок
Следующий патент: Холоднотвердеющая смесь для изготовления литейных форм и стержней
Случайный патент: Частотный дискриминатор для аппарата магнитной записи