Патенты с меткой «струйно-абразивной»
Способ струйно-абразивной обработки поверхностей изделий

Номер патента: 481413
Опубликовано: 25.08.1975
МПК: B24C 1/10
Метки: поверхностей, струйно-абразивной
...разу ыми взрывами смеси овителя, и обраба осс нанесеннь поверхносдействия н)вае ного изобре Д е Заобраи я полнитель чет ать аемую поверхность арных волнификация пр повышается инбработки,з ыв есса Вачестве окислителя но использ ватств на аносстного тем, что на зерна абразива пе бертолетову соль, а в качестве вовителя - красный фосфор.а зерна абразива наносят окислитель,обрабатываемую поверхность изделияят восстановитель. Затем зерна абра лет и разгоняют их сжатым воздухом. При этом зерна абразива выбрвсываютс из сопла струйно-эжекторного пистолет каждое соударение отдельного зерна абр с обрабатываемой поверхностью вызывавзрыв образуюшейсяв месте соударения окислителя с. восстановителем, наприм бертолетовой соли с красным фосфором Каждый...
Способ струйно-абразивной обработки поверхностей деталей

Номер патента: 1009736
Опубликовано: 07.04.1983
Автор: Эйзнер
МПК: B24C 1/10
Метки: поверхностей, струйно-абразивной
...качества обрабатываемой поверхностиЦель достигается тем, что при осуществлении способа струйно-абразивной обработки поверкнастей деталей, при котором зерна абразива подают в 15 сопло и разгоняют сжатым воздухом, обработку ведут в инбзрвале температур 200-300 сс.Явление синеломкости, воэникаюшее при нагреве стальных деталей в интервале температур 200-3000 С, используют при струйно-абразивной обработке.Обрабатываемую деталь нагревают: в интервале температур 200-300 оС и подвергают струйно-абразивной обработке. При этом шероховатость К поверхности резко снижается с 2,0 мкм до О,б, что проиллюстрировано граФически на чертеже, где 1-обработка без нагрева; 2 - то же, с нагревом до 200 сС; 3-то же, с нагревом до 250 С; 4-то же, с нагревом...
Устройство для струйно-абразивной обработки

Номер патента: 1065142
Опубликовано: 07.01.1984
Автор: Эйзнер
МПК: B23Q 15/00
Метки: струйно-абразивной
...в струйно-абразив 5 Оный пистолет и продолжительность обработки. Эти зависимости описываются ампермическими уравнениями где К - шероховатость поверхности, мкм;- давление сжатого воздуха на входе в струйно-абразивный пистолет, кгс/см;т - время обработки, с.Из уравнений 1) и (2), а также фиг. 2 и 3 видно, что при падении дазлсния сжатого воздуха на входе в струйно-абразивный пистолет шероховатость поверхности обрабатываемых деталей по параметру Ко становится хуже и для получения требуемой шероховатости необходимо увеличить время обработки. При повышении давления воздуха шероховатость поверхности уменьшается и время обработки, необходимое для достижения заданного параметра шероховатости сокращается. Таким образом, для стабилизации процесса...
Устройство для струйно-абразивной обработки

Номер патента: 1364452
Опубликовано: 07.01.1988
МПК: B24C 3/04
Метки: струйно-абразивной
...струйно-абразивной обработки.Устройство содержит рабочую камеру 1, в нижней части которой расположены бак 2 для гидроабразивной суспензии. В камере 1 установлено струйное сопло 3, соединенное трубопроводом 4 с герметичным гидроциклоном 5. Сжатый воздух от централизованной пневмомагистрали подается в сопло 3 по трубопроводу 6, включающему отсечной клапан 7. Герметичный гидроциклон 5 соединен напорной магистралью 8 с баком 2 и через механической насос 9 для откачки отсепарированной жидкости из гидроциклона со сливной магистралью 1 О. Механический насос 9 приводится в движение от электропривода 11. Сливная магистраль 10 соединена дополнительным трубопроводом 12 с встроенным регулируемым вентилем 13 с гидроциклоном 5. В устройстве...
Установка для струйно-абразивной обработки

Номер патента: 1388268
Опубликовано: 15.04.1988
Авторы: Матушенко, Мирчевский
МПК: B24C 7/00
Метки: струйно-абразивной
...на штанге 8(фиг.З) посредством шарнирных кронштейнов 9. 111 танга 8 установлена назадней стенке камеры 2 и связана скареткой 10, включающей направляющие втулки 11 и 12. Втулка 11 соединена с защитной шторкой 13, экранирующей проем 14 в стенке камеры 2.Каретка 1 О снабжена опорным роликом15, закрепленным на оси, перпендикулярной плоскости задней стенки рабочей камеры, Защитная шторка 13 выпол.иена в виде бесконечной гибкой ленты, охватывающей вращающиеся барабаны 16 и 17 (фиг.2). При этом однаиз ветвей гибкой ленты расположенапараллельно плоскости стенки камерыи прижата к ней посредством планок51015 20 25 струйные аппараты 7. При необходимос 30 35 40 45 50 18, а другая повернута относительно первой ветви на угол, приблизительоно...
Способ контроля степени загрязнения суспензии отходами при струйно-абразивной обработке

Номер патента: 1414600
Опубликовано: 07.08.1988
Авторы: Величко, Гришин, Проволоцкий, Терещенко
МПК: B24C 9/00
Метки: загрязнения, обработке, отходами, степени, струйно-абразивной, суспензии
...звука 1 сравнивали с контрольной интенсивностью звука 1 , фиксируемой в начале обработки исходной су.:пензии, не загрязненной продуктами обработки. Результаты измерений сведены в таблицу.Данные таблицы показывают линейную зависимость отношения 1/1от загрязненности суспензии продуктами обработки. Зная величину 1/1,можно судить о степени загрязнения суспензии и в зависимости от поставленной задачи принимать меры по замене или регенерации суспензии.Определение степени загрязнения суспенэии откодами обрабатываемого материала в процессе обработки беэ остановки оборудования позволяет оперативно принимать меры по очистке суспенэии от загрязнения и тем самым повьппает производительность и эффективность обработки.формула...
Устройство для струйно-абразивной обработки деталей

Номер патента: 1495096
Опубликовано: 23.07.1989
Авторы: Серебряков, Стербис
МПК: B24C 3/20
Метки: струйно-абразивной
...в гнездах иперемещаются вдоль гнезд в процессеих разгрузки (при реверсивном врашении ротора). 1 з,п. ф-лы, 5 ил. чения фрикционного влияния друг надруга одна из ветвей содержит антифрикционную накладку 13. На торце 14повортного ротора 2 смонтирован упор15, выполненный в виде кольца и служащий для ограничения перемещенияклапанов 5 в осевом направлении приих обработке,Устройство работает следующимобразом,Газораспределительные клапаны 5устанавливаются в гнезда, образованные призматическими пазами 11 и поверхностью 12 ленты 8, обращенной кцилиндрической поверхности поворотного ротора до упора своими хвостоЬиками в кольцо 15, причем при установке очередного клапана пружина9 растягивается на некоторую малуювеличину, а после установки...
Способ струйно-абразивной обработки
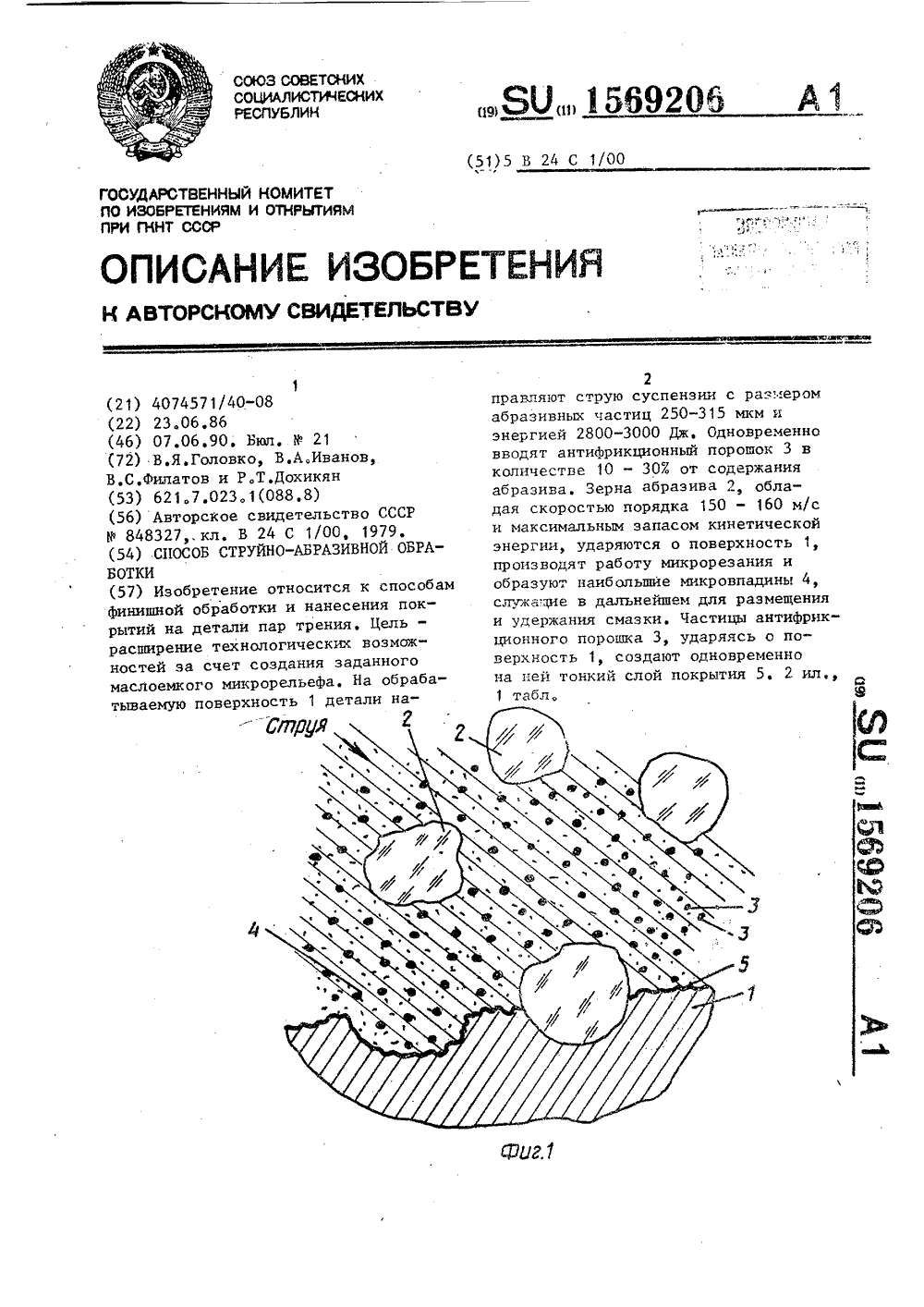
Номер патента: 1569206
Опубликовано: 07.06.1990
Авторы: Головко, Дохикян, Иванов, Филатов
МПК: B24C 1/00
Метки: струйно-абразивной
...антифрикционного порошка 3, ударяясь о поверхность 1, создают одновременно на ней тонкий слойпокрытия 5 с повышенными эксплуатационными свойствами,Указанные режимы обработки получены экспериментальным путем. Эксперименты проводились на станке модели33-161, оборудованном для работыспециально изготовленной оснасткой.Давление сжатого воздуха выдерживали в пределах 0,3-0,6 ИПа, в качестве абразива применяли карбид кремния зеленый марки 63 С, зернистостью5 - 50, Обработке подвергали образцы из стали ст3, установленные отсопла на расстоянии 80 мм. Результаты экспериментов приведены в таблице.Зависимость глубины микровпадинот размеров абразивных зерен подтверждается графиком (фиг. 2), построенным на основании изложенных втаблице данных.Как...
Установка для струйно-абразивной обработки преимущественно деталей обуви

Номер патента: 1682151
Опубликовано: 07.10.1991
Авторы: Бескоровайный, Малый, Сурмилов, Юрченко
МПК: B24C 3/08
Метки: обуви, преимущественно, струйно-абразивной
...воздуха, регистрируемого манометром 31. Открывают кран 34 абразивопровода, Сжатый воздух из ресивера 29, поступая по шлангу 24 в смесительную камеру сопла, создает разрежение в аб раэивопроводе 25 и вызывает движение воздуха иэ атмосферы через кран 34 в смесительную камеру сопла, увлекая своим движением абразив, поступающий через отверстие дозатора 8 иэ бункера 7, После это го образующаяся воздушно-абразивная смесь проходит через "живое" сечение . сопла 2, ускоряется и выбрасывается на поверхность детали 4, Возвратно-поступательные движения стола 9 с регулируемой 15 скоростью обеспечивают оптимальную (в зависимости от расхода воздуха через сопло) скорость подачи обрабатываемой заготовки 4 относительно воздушно-абразивной струи,...
Состав для струйно-абразивной обработки

Номер патента: 1687590
Опубликовано: 30.10.1991
МПК: C09G 1/02
Метки: состав, струйно-абразивной
...испытаний предлагаемого состава использовали стойкость к прижогу и схватываник), т,е. способность выдержать большее удельное давление до появления 5 прижога и схватывания. В табл, 2 представлены данные по износу пары трения образец - контртело при трех скоростях скольжениядавлению при жога и коррозионной стойкости испытуемых образцов,Из данных табл. 2 следует, что у составов 4-6 при всех скоростях скольжения суммарный износ пары трения меньше, чем у 15 прототипа и необработанного образца на 5-20;. Давление прижога увеличилось при использовании предлагаемого состава на 6 - 9, и коррозионная стойкость - на 15 - 300.Формула изобретения Состав для струйно-абразивной обработки металлических деталей, содержащий жидкий органический...
Способ струйно-абразивной обработки

Номер патента: 1689051
Опубликовано: 07.11.1991
Авторы: Агасарян, Аракелян, Каленчьян
МПК: B24C 1/00
Метки: струйно-абразивной
...калия), перемещаясь вдоль изделия, обрабатывает ее поверхность,Траектория движения струи 12 по поверхности изделия 2 зависит от соотношения частот ИГи,При отношениях Гс " и в виде дроби а/и, при условии лЭ==Н, рисунок траектории аналогичен рисунку, полученному при дроби пуггп, повернутому на Ю Несмотря на аналогичность рисунковтраекторий при Гсйи=п/и и Гс/.;=и/щ, они существенно отличаются с точки зрения сохранения исходной круглости изделия.Теоретически условия сохранения исходной точности могут быть одинаковы в двух случаях, когда Ги бесконечно велика, а 1 с близка к нулю и когда 1 с бесконечно велика, а Ьи близка к нулю., что практи чески неосуществимо, В остальных случаях отношения Гс к ти формируют поперечные сечения изделия...
Устройство для струйно-абразивной обработки деталей

Номер патента: 1731615
Опубликовано: 07.05.1992
МПК: B24C 3/00
Метки: струйно-абразивной
...свободно проходят ведущая и ведомая ветви бесконечной цепи 11,Электролит 11 установлен на каретке 1между окнами 18. в которых с наружной 35стороны относительно ветвей цепи 11 закреплены оппозитно сердечнику 15 электромагнита упоры 19 и 20, Электромагнит 16посредством электрической связи соединенс конечными переключателями 21 и 22, установленными друг от друга на расстоянии,равном длине обработки,Устройство работает следующим образом.После пуска электродвигателя 16 вращение через редуктор 17 передается ведущей звездочке 12 и через цепь 11 - ведомойзвездочке 13, При подаче напряжения в катушку электромагнита 14 его сердечник 15.выдвигаясь, прижимает одну из ветвей цепи 5011 соответственно к упору 19 или 20, В результате каретка 1 со...
Способ комбинированной струйно-абразивной и электрохимической обработки

Номер патента: 1773707
Опубликовано: 07.11.1992
Метки: комбинированной, струйно-абразивной, электрохимической
...струе, состоящую из распыленных сжатым воздухом смеси капель электролита 3 и зерен токопроводящего абразивного порошка 4. Благодаря прохождению тока на поверхности детали происходит анодное растворение слоя металла 5, Зерна абразивного порошка 4, обладая достаточным запасом кинетической энергии, ударяясь о поверхность детали 1, сравнительно легко удаляют растворяемый слой металла 5(шлам). Монитор 2 и деталь перемещаются в процессе обработки.П р и м е р. В качестве абразива применяли карбид кремния зеленый 63 С 8, алмазный металлизированный порошозернистостью 100/80 и медный порошок с размерами частиц 80-100 мкм, В качестве электролита использовали раствор поваренной соли в воде. Обработке подвергали образцы из стали Ст.З, установленные...
Установка для струйно-абразивной обработки ленточных изделий

Номер патента: 1798142
Опубликовано: 28.02.1993
Авторы: Анищенко, Верховод, Журавлева, Коваль, Троценко
МПК: B24C 3/12
Метки: ленточных, струйно-абразивной
...фольги; вы- .полняя роль жесткой опоры.50 Поворотом сопла гидроабразивнойжидкости вокруг оси круглой трубы обеспечивается угол между обрабатываемой поверхностью и струей, при которомвоздействие твердых частиц на фольгу мак 55 симальное, Согласно экспериментальнымданным для пластических материалов максимум эрозионных потерь при угле падения200 . Это позволяет снизить энергозатратына тидроабразивную обработку, так как скорость движения твердых частиц может быть1798,1 42 уменьшена до минимальной с соответствующим снижением потребного давления наперекачку жидкости. 0,05 .фд мм по ГОСТ 618-73, предел 0,002прочности дв=40 МПа, С целью равномерного распределения На поверхности фольги с одной стороны необходимо создать шероховатость с...
Устройство для струйно-абразивной обработки поверхности

Номер патента: 1834792
Опубликовано: 15.08.1993
Авторы: Акулов, Бут, Ковган, Пелых
МПК: B24C 5/04
Метки: поверхности, струйно-абразивной
...жаровой трубе25 выполнены отверстия 26 для ввода в камеру 4 сгорания воздуха,Сопла 5 представляет собой насадку, монтируемую на корпусе 2 соосно относительно пневмоабразивной камеры 3, Оно 55 состоит иэ втулки 27 и вставки 28, оыполненной из жаростойкого иэносостойкого материала. Вставка 28 имеет сплофилированн ый сужающе-расширяющийся канал, Втулка 27 на резьбе крепится к корпусу 2. Устройство работает следующим образом.Для включения устройства в работу воздушный вентиль 14 и топливный вентиль 8 открывают на малые, пусковые расходы воздуха и топлиоа, Топливовоэдушную смесь поджигают от запальной свечи 15 и устройство выводят на рабочий режим путем синхронного увеличения расходов сжатого воздуха и топлива в камеру 4 сгорания. При этом...
Устройство для струйно-абразивной обработки внутренней поверхности труб

Номер патента: 2000919
Опубликовано: 15.10.1993
Авторы: Акулов, Бут, Качан, Пелых, Яковлев
МПК: B24C 5/04
Метки: внутренней, поверхности, струйно-абразивной, труб
...иэ-эа узкого диапазона изменения угла раскрытия конуса,Это устройство является прототипом,Целью изобретения является повышениенадежности работы устройства и расширение его технологических возможностей,Это достигается в устройстве для струй- но-абразивной обработки внутренней поверхности труб, включающем корпус с каналами для подвода абразива и энергоносителя, коллектор, завихритель, сопло и аб 5 10 15 20 25 30 35 40 45 50 55 зазор. Величину зазора регулируют перемещением воздушного сопла.Отличительным признаком предлагаемого устройства является наличие регулируемого зазора между эавихрителем и воздушным соплом, Дополнительным отличительным признаком является то, что величину зазора регулируют перемещением воздушного сопла.Благодаря...