Патенты с меткой «полирования»
Устройство для анодно-абразивного полирования и снятия заусенцев

Номер патента: 1315527
Опубликовано: 07.06.1987
Авторы: Витушкин, Голованчиков, Евсеев
МПК: C25D 7/00
Метки: анодно-абразивного, заусенцев, полирования, снятия
...наполнитель 10, обрабатываемые детали 11.Обработка осуществляется следую 35 щим о бр аз ом.Обрабатываемые детали 11 и абразивный наполнитель О в необходимой пропорции засыпают в барабан, выполненный в виде двух усеченных пирамид, соединенных большими основаниями и изолированных друг от друга. Соседние грани 1 и 2 каждой из пирамид являются одновременно электродами с чередующейся полярностью, Кроме того, соединение пирамид барабана осуществляется гранями 1 и 2, имеющими также противоположную полярность, Дпя загрузки и разгрузки барабана одна пара граней 1 и 2 может быть выполнена в виде дверцы. Затем опускают барабан в ванну 9 с электролитом илн поднимают ванну 9 для создания необходимого уровня электролита Вращательное движение от...
Устройство для электрохимикомеханического полирования

Номер патента: 1316761
Опубликовано: 15.06.1987
Авторы: Голованчиков, Елисеев, Калинин, Шарыгин
МПК: B23H 5/06
Метки: полирования, электрохимикомеханического
...базовой поверхности 12,Устройство работает следующим образом.К корпусу 1 подведен отрицательный пОлюс от источника технолОгического напряжения. От привода станкакорпусу 1 придают вращательное движение с частотой вращения, изменяемой в зависимости от условий, необходимых для выравнивания обрабатываемой поверхности, В начальный моментобработки локальный электрод- инструиент 3 находится в центре вращенияи затем в процессе обработки перемещается по направля 1 ощей 2 в сквозномпазу, контактируя депассивирующимучастком 5 с обрабатываемой поверх"ностью. Локальный электрод-инструмент3 уравновешивается упругим элементом4, закрепленным на стенке сквозногопаза.Проводником 6 осуществляется непосредственный токоподвод к локальному...
Электрод-инструмент для электрохимикомеханического полирования

Номер патента: 1323269
Опубликовано: 15.07.1987
Авторы: Болтнев, Голованчиков, Елисеев, Золотов, Калинин
МПК: B23H 3/04
Метки: полирования, электрод-инструмент, электрохимикомеханического
...обработки.Эластичная диэлектрическая пластина 3 и пластина-катод 4 закрепленына корпусе 1, например, при помощи 30гайки 6. Эластичная диэлектрическаяпластина 3 с полостью 2 образует герметичную камеру, в которой созданоизбыточное давление. Заполнение камеры сжатым воздухом осуществляется через клапан 7 и канал 8.Вь,давленные через отверстия 5 впластине-катоде 4 части эластичнойдиэлектрической пластины 3 образуютдепассивирующие элементы 9 электродаинструмента. Рабочая жидкость подается через патрубок 10 К обрабатываемой детали 11 подсоединен плюс, аэлектроду-инструменту - минус источника питания.45Обработка осуществляется следующим образом,Перед началом обработки с помощьюисточника давления в камере, образованной эластичной...
Устройство для анодно-абразивного полирования и снятия заусенцев

Номер патента: 1328097
Опубликовано: 07.08.1987
Авторы: Гарин, Голованчиков, Евсеев, Соболев
МПК: B23H 5/06
Метки: анодно-абразивного, заусенцев, полирования, снятия
...5. Причем глухие пазы 4 расположены с шагом, равным шагу перфораций электродов 7, в продольном направлении, и смещены относительно их на половину шага, а отверстия 5 в пазах 4 выполнены с шагом, равным шагу перфораций электродов 7 в поперечном направлении, и также смещены относительно их на половину шага, Перфорации на электродах 6, образующих внутренние поверхности граней барабана, выполнены с таким расчетом, чтобы предотвратить через них выпадение деталей или абразивного наполнителя, Т. е. диаметр отверстий в электродах 6 должен быть меньше наименьшего габаритного размера деталей 13 и абразивного наполнителя 12, При обработке деталей игольчатого типа, т. е. когда диаметры их малы, перфорации на гранях барабана, образованных...
Раствор для химического полирования меди и ее сплавов
Номер патента: 1330209
Опубликовано: 15.08.1987
Авторы: Бинкене, Венгрис, Чейка
МПК: C23F 3/06
Метки: меди, полирования, раствор, сплавов, химического
...сернойкислоте, При концентрации добавокТФЭ и ТФП менее 0,1 г/л наблюдаетсяослабление положительного действия,при концентрации более 3 г/л степеньположительного действия не повышается,Раствор для полирования готовятследующим образом.К объему воды, составляющему0,5 объема приготавливаемого раствора, добавляют необходимое количествокислоты, спирта и перекиси водорода,тщательно перемешивают, затем добавляют ПАВ и ТФЭ или ТФП, разбавляютводой до нужного объема и перемешива ют.Составы растворов химическогополирования, условия проведения обработки и данные эФфективности представлены в таблице,ЗэПолированию подвергали пластинкииз меди М 1, латуни Л 68 и сплава МНЦ(нейзильбер). Образцы обеэжиривали вобычном щелочном растворе,. После полирования...
Способ электрохимикомеханического полирования

Номер патента: 1333488
Опубликовано: 30.08.1987
Авторы: Витушкин, Герцик, Голованчиков
МПК: B23H 5/06
Метки: полирования, электрохимикомеханического
...смесь поступает ви= К -= К -- К 4 (1) неподвижный корпус 5 через отверстия8, .выполненные в валу крыльчатки 4,для согласования скоростей роста и 5 О и вращается вместе с крыльчаткой. Вудаления окисной пленки таким образом, результате вращения электролито-абрачтобы они были равны в любой момент зивной смеси в корпусе 5 возникаютвремени обработки, необходимо, чтобы осестремительные (нормальные) ускоречастота вращения электролито-абразив- ния, которые создают градиент давленой смеси перед зоной обработки изме- ния электролито-абразивной смесинялась согласно приведенному выраже- вдоль радиуса катода в функции кваднию, рата расстояния от оси вращения иВ предлагаемом способе электролит квадрата частоты вращения электроли-.перед...
Устройство для полирования деталей

Номер патента: 1335432
Опубликовано: 07.09.1987
Автор: Погодин
МПК: B24B 29/00
Метки: полирования
...в опорах качения внутри гильзы 29 с буртиком 30, между которыми находится пружи 32 2на 31. Вал 27 и гильза 29 соединены между собой шпоночным соединением для обеспечения осевого перемещения вала 27 с пальцем 28 относительно гильзы 29. Для предохранения от выпадания обработанных деталей из гнезд в их нижнем положении служит ограждение 32, соединенное с лотком 33 отвода деталей в приемный бункер 34. На корпусах маятников установлен регулятор 35 поджатия круга.Устройство работает следующим образом.При включении в работу начинают вращаться полировальные головки 2 - 4 от приводов 5 - 7 вращения через ременные передачи 12, Одновременно . включают электродвигатель 23, передающий вращение через ременную передачу 22, силовой редуктор 21 на...
Электрод-инструмент для электрохимикомеханического полирования

Номер патента: 1338987
Опубликовано: 23.09.1987
Авторы: Герцик, Голованчиков
МПК: B23H 5/06
Метки: полирования, электрод-инструмент, электрохимикомеханического
...поводок 6, имеющий шарнирное соединение с обой мой 7, в которой закреплена обрабатываемая деталь 8.Обработка предлагаемым устройст - вом осуществляется следующим образом.Катод 1 подсоединяют к отрицательному полюсу источника технологического напряжения и вращают вместе. с кожухом 5 вокруг своей оси с заданной частотой. К рабочей поверхности устройства поводком 6, подсоединен.ным к положительному полюсу источника технологического напряжения, при-. жимают обрабатываемую деталь 8, установленную в обойме 7. Обраба.тываемая деталь 8 совершает возвратно- поступательное перемещение по рабочей поверхности устройства,Кроме того, под действием сил трения обрабатываемая деталь 8 месте с обоймой 7 вращается вокруг шарнираповодка б.Рабочая...
Инструмент для полирования асферических линз
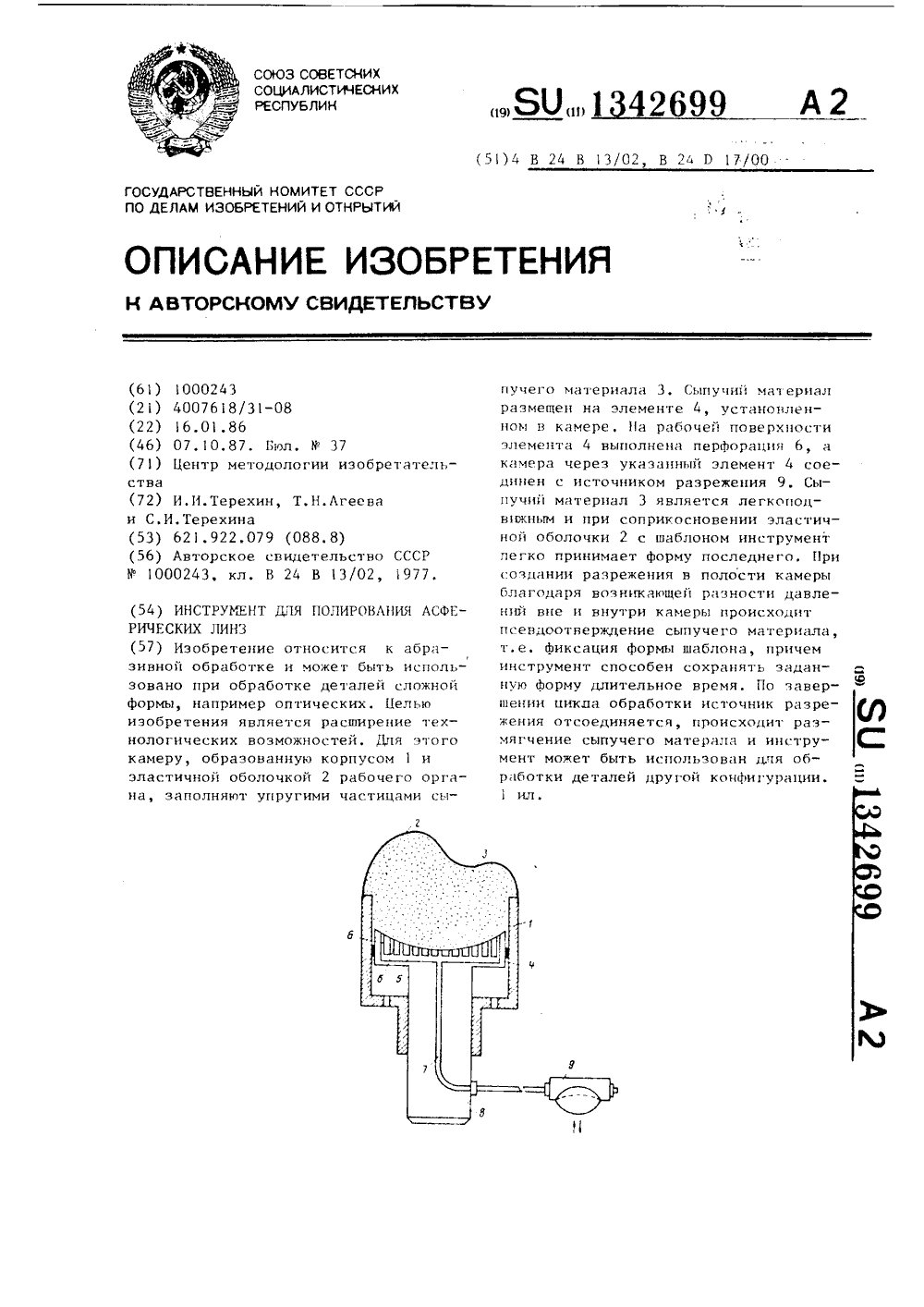
Номер патента: 1342699
Опубликовано: 07.10.1987
Авторы: Агеева, Терехин, Терехина
МПК: B24B 13/02, B24D 17/00
Метки: асферических, инструмент, линз, полирования
...5 которого через перфорации 6 в стенке сообщается с объемом сыпучего материала 3, а через канал 7 в штоке 8 подсоединяется к источнику разрежения, в качестве которого используется ручной вакуум-насос 9. Размер перфорации выполнен меньше диаметра частиц сыпучего материала 3. 30Сыпучий материал, заполняющий герметичную камеру, является легкоподвижным и деформируемым, что обеспечивает при прижатии эластичного обрабатывающего органа к детали деформирова 35 ние эластичного органа в точном соответствии с конфигурацией детали. Так как упругие частицы сыпучего материала контактируют с обрабатывающим органом практически в каждой точке, обеспечивается точное отображение характера поверхности детали на обрабатывающем органе. При создании...
Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны

Номер патента: 1346398
Опубликовано: 23.10.1987
Авторы: Фельдман, Фридман, Юнусов
МПК: B24B 5/12
Метки: вращения, кривизны, переменной, поверхностей, полирования, тел, шлифования
...требуемое усилиеприжима инструмента 1 О к обрабатываемой поверхности. Контроль усилияприжима осуществляют косвенным образом - по силе потребляемого тока .5 10 15 20 25 ЗО 35 40 45 5 О 55 электродвигателем 15 (амперметр расположен на пульте управления), Затем включаются в работу приводы вертикального перемещения суппорта 2 на колонне 1 и горизонтального перемещения каретки 6 на траверсе 5, В результате сложения двух движений горизонтального и вертикального - шарнирный подвес рычага 9 перемещается вдоль образующей изделия от его центра к периферии. При этом скорость вертикального и горизонтального перемещения оси 16 шарнира выбирают таким образом, чтобы осуществлялась заданная подача на один оборот изделия. Так как рычаг 9, несущий...
Устройство для полирования плоских поверхностей

Номер патента: 1346408
Опубликовано: 23.10.1987
МПК: B24B 37/04
Метки: плоских, поверхностей, полирования
...ма териала с пластины и обрабатываемые поверхности получаются с высокой точностью параллельности рабочей поверхности планшайбы. Величина угла наклона доводочного диска имеет существен ное значение. С увеличением егоуменьшается составляющая силы тяжес ти, перпендикулярная рабочей поверхности доводочного диска, что ведет к уменьшению скорости съема материала обрабатываемых пластин. При малых углах наклона вращение планшайбы нестабильно или вовсе отсутствует из-за уменьшения составляющей силы тяжести, перпендикулярной оси вращения, при этом полностью прекращается съем материала. Оптимальный угол наклона доводочного диска, как установлено экспериментально, составляет 20-50После доводки образцы открепляются от планшайбы, переворачиваются и...
Способ химического полирования металлических деталей

Номер патента: 1359341
Опубликовано: 15.12.1987
Авторы: Евцихевич, Семенова, Федукина, Шитова
Метки: металлических, полирования, химического
...терморезистора (минимума Т), а выдержка времени определяется с учетом времени достижения минимальной температуры по формуле- общее время выдержки деталей в растворе;- время достижения минимума температуры раствора после погружения в него деталей,1359341 в растворах с различной активностьюпредставлены в табл.1.П р и м е р 2Детали из никелямарки НПполируют в растворе, состав которого приведен в табл.2. Исоходная температура раствора 40 С,гплотность загрузки 1 см /см . Требуемая точность съема +10% на уровне10 17 мг/смРезультаты сравнительного полиро- .вания никелевых деталей в растворахс различной активноСтью по известному и предлагаемому способам представ 15 лены-,в табл,2,Предлагаемый способ химическогополирования позволяет...
Устройство для полирования плоских поверхностей

Номер патента: 1364448
Опубликовано: 07.01.1988
Авторы: Волчкевич, Жуков, Михеев, Муканбетов, Окенов, Стришка
МПК: B24B 37/04
Метки: плоских, поверхностей, полирования
...держателя при обработке криволинейных поверхностей. За счет упругой связи держателя 7 с промежуточным кольцом 6 обеспечивается дополнитель64448 10 20 25 30 35 40 45 55 3 1 З ное собственно двоение держателя 7 в пределах радиального зазора а между кольцом и держателем (фиг, 1), Движение держателя в пределах зазора а, носящее в общем случае вид биений, может быть упорядочено за счет соответствующего подбора соотношений моментов инерции 5 и Л, держателя с инструментом относительно его продольной и поперечной осей, проходящих через центр тяжести элементов и плоскость контактов держателя с промежуточным кольцом, расположенную на уровне зазора а (минимум). При соотношении указанных моментов инерции, равном Э /5 э 2,движение держателя с...
Эллипсометрический способ контроля качества полирования деталей

Номер патента: 1366878
Опубликовано: 15.01.1988
Авторы: Маслов, Мельник, Одарич
МПК: G01B 11/30
Метки: качества, полирования, эллипсометрический
...осуществляют следующим образом.Предварительно на столик эллипсометра устанавливают эталонную детальи определяют угол падения и азимутполяризатора, при котором отраженное 15излучение будет поляризованным покругу. Это регистрируется по равенству интенсивностей 1, = 1 = 1 , притрех азимутах анализатора, что соответствует достижениюглавного угла паодения ( Д = 90 ) и главного азимутаполяризатора .(=)Эту операцию производят однократно для образцов определенного материала. 25Затем, располагая на столик эллипсометра контролируемый образец, устанавливают угол падения света и ази"мут поляризации поляризатора и анализатора эллипсометра в соответствии Зос определенными значениями углов дляэталона.Измеряют соответствующие интенсивности...
Состав для полирования металлических зубных протезов

Номер патента: 1367962
Опубликовано: 23.01.1988
Авторы: Кордияк, Макеев, Пинчук, Ясинская
МПК: A61K 6/033
Метки: зубных, металлических, полирования, протезов, состав
...следующем соотношении компонентов, мас. .:Сульфат натрия или калия 2,0-20,0Ацетат натрия 2,0-20,0Ортофосфат натрия 5,0-10,0Ортофосфорная кислота 1,0-5,0Ацетальдегид 0,1-0 5Вода ОстальноеДля приготавления состава необходимое количество сульфата натрия (или 20 сульфата калия), ацетата натрия и ортофосфата натрия растворяют в воде при 20-25 и добавляют ацетальдегид и ортофосфорную кислоту. В полученный раствор помещают в качестве анода по лируемый протез.П р и м е р 1. Для приготовления состава компоненты берут в следующем соотношении, мас.Е;Сульфат натрия или калия 2,0 30Ацетат натрия 2,0Ор тофо сфат 5,0Ортофосфорная кислота 1,0Ацетальдегид 0,1Вода Остальное35П р и м е р 2, Для приготовления состава компоненты берут в следующем...
Способ контроля качества полирования стеклянных деталей

Номер патента: 1370565
Опубликовано: 30.01.1988
МПК: G01N 33/38
Метки: качества, полирования, стеклянных
...качество полирования.Предлагаемый способ прост, для 30 его .осуществления не требуется создания сложной установки, необходимы лишь весы, электропечь и жидкость (дистиллированная вода). Производительность способа - не менее 10 деталей/час. Причем при массовом по- точном контроле качества деталей производительность предлагаемого способа резко возрастает за счет того, что наиболее длительная операция - отжиг 40 детали (0,5 ч) - осуществляется для всей партии деталей одновременно, а взвешивание одной детали длится всего 3 мин. Так, контроль качества партии из 100 шт деталей займет не бо лее 11 ч (взвешивание Зф 100=300 мин,отжиг 0,5 ч, повторное взвешивание3 100=300 мин).П р и м е р. Образцы из кварцевого стекла КВ размерами 50 1 ф 5 мм...
Устройство для электрохимикомеханического полирования

Номер патента: 1373505
Опубликовано: 15.02.1988
Авторы: Герцик, Голованчиков
МПК: B23H 5/06, B24B 13/02
Метки: полирования, электрохимикомеханического
...оси детали к периферии вдоль ее образующей, так как плошадь обрабатываемой поверхности возрастает, а площадь катода остается постоянной. От напорной магистрали через штуцер 6 в полость паза 3 подают сжатый воздух или жидкость, которые осуществляют прижим гибкого катода 4 и гибкой ленты 2 к обрабатываемой поверхности. Выход рабочего агента осусцествляется через отверстие б.Производитсльность абразивной составляюсцей процесса изменяется прямо пропорционально давлению в плоскости контакта электрод - инструмент. Сля компенсации погрешности, вызываемой анодной составляющей процесса, необходимо абразивную составляющую изменять так, чтобы съем металла с обрабатываемой поверхности за счет воздейс" вия абразива увеличивался от оси детали к...
Водный раствор для виброабразивного полирования металлов, преимущественно алюминиевых сплавов-силуминов

Номер патента: 1379340
Опубликовано: 07.03.1988
Авторы: Баландин, Берещенко, Варакин, Власов, Назаренко, Шаинский
МПК: C23F 3/00
Метки: алюминиевых, виброабразивного, водный, металлов, полирования, преимущественно, раствор, сплавов-силуминов
...металла 151. Изобретение относится к химикомеханической обработке металлов, вчастности. к ниброабразивцому полированию преимущественно алюминиевых5 сплавов, содержащих 8-13% кремния силуминов.Цель изобретения - ускорение обработки и повышение качества полирования, 10Раствор (3-5 л) с наполнителем (стальные полированные шары 5-6 мм) заливают н Н-образный резервуар емкостью 120 л и обрабатывают ним детали из сплава ВАЛпри частоте колебаний 2050 кол/мин и амплитуде 1,2- 2,0 мм, За время 0,10-0,15 ч цри виброабраэивном полировании достигается естетстнецный цвет металла с зеркальным блеском (85-90%), 20Раствор готовят при комнатной температуре и нормальном давлении путем последовательного растворения н ноде при перемешинании едкого кали,...
Состав для полирования стеклянных изделий

Номер патента: 1381147
Опубликовано: 15.03.1988
Авторы: Ежова, Захарчук, Кесарев, Фляте
МПК: C09G 1/02
Метки: полирования, состав, стеклянных
...относится к технолоии изготовления и примецения соста -вов на основе природных или синтетических смол с абразивным наполцителем для полирования изделий из стекла и может бь)ть цайти широкое применение в ювелирной промьш)ленности при полировании стеклянных вставок ювелирных изделий, буг, ювелирных камней и в местной промышленности прц полировании стеклянных и хрустальных деталей и элементов изделий металло- галантереи, пуговиц, люстровых подвесок и других изделий,Цель изобретения - повьшение прочности и износостойкости полировального слоя, производительности полирования, улучшение качества полированСодержание компонентов в сос1 1 Состав4 5 6 71381147 Навеску сополимера растворяют в этиловом (диэтиловом) эфире, отдельно растворяют в эфире...
Способ полирования деталей

Номер патента: 1397251
Опубликовано: 23.05.1988
Авторы: Жужнева, Маслов, Мельник
МПК: B24B 1/00
Метки: полирования
...протирают обработанную поверхность 0,2 - 0,5 О/о-ным водным раствором аммиака.Для реализации способа изготавливают 30 35 40 45 50 Результаты сравнительных испытанийприведены в табл. 1.Как следует из результатов испытаний(табл. 1), способ обработки оптической керамики битум полистирольным полировальником со связанным алмазным микропорошком АСМ 5/3 при содержании К 1 менее2 О/о не дает значительного повышения производительности обработки, а при содержании К 1 более 10/о производительность обработки не увеличивается. Таким образом,увеличение более 10/о не рационально.Оптимальным является содержание в СОЖК Л в диапазоне 2 - Оо/о. При этом вдвоеувеличивается производительность полирования и в 1,7 раза возрастает выход годныхдеталей....
Электролит для электрохимического полирования нержавеющих сталей

Номер патента: 1397554
Опубликовано: 23.05.1988
МПК: C25F 3/24
Метки: нержавеющих, полирования, сталей, электролит, электрохимического
...10 Со ставитель А. КалюжнаяРедактор Н.Бобкова Техред Л.Олийнык Корректор С.Черни Заказ 2572/30 Тираж 621 ПодписноеВНИИПИ, Государственного комитета СССРпо делам изобретений и открытий113035, Иосква, Ж, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 Изобретение относится к технологии электрохимической обработки металлов в машиностроении, приборостроеции и в производстве товаров народно 5 го потребления,Цель изобретения - получение высокого качества поверхности безникелевых и экономно легированных никелем сталей. 10 Электролит для электрохимического Полирования нержавеющих сталей, включающий ортофосфорную и серную кислоы, дополнительно содержит плавиковую кнслоту.при следующем соотношении...
Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны

Номер патента: 1399083
Опубликовано: 30.05.1988
Авторы: Фельдман, Фридман, Юнусов
МПК: B24B 5/12
Метки: вращения, кривизны, переменной, поверхностей, полирования, тел, шлифования
...совпадающих с теоретической поверхностьюНа Фиг. 1 изображена схема, пояс,якщая способ установки сферической .,етали; ца фиг.2 - то же, вид в планеСпособ осуществляют следующим об 5 угольник ащдует, чта ш следовэт пь а,разом.Определяют точку а касания горизонтальной плоскости со сферическойповерхностью обрабатываемой детали 1(фиг.1 и 2), например, с цеховогопортального крана,Через точку а проводят (в пределах 25Оуг .а 360 ) несколько следов верти;,алей (не показаны), например, помечая проекции нити с грузом, подвешенным свободно, проходящие черезточку а . Искомый центр сферическойповерхности располагается на продолжении следов этих вертикалей,На одном из таких следов располагают центр окружности диаметром Й иизмеряют расстояние Ь между...
Устройство для полирования деталей

Номер патента: 1404280
Опубликовано: 23.06.1988
Автор: Кравченко
МПК: B24B 7/00
Метки: полирования
...7, Направляющая 3 снабжена дополнительной направляющей 8, в которой помещен направляющий элемент 9 с Осью шарнира 10, связывающего основной цилиндр 1 и дополнительный силовой цилиндр 11 на направляющей 8,Устройство работает следующим образом.Силовым цилиндром 11 по вертикали или горизонтали в направляющей 8 посредством штока 12 перемешают шарнир и за счет его перемещения корпус цилиндра 1 опускают из исходного наклонного положения в горизонтальное. При этом перемешают ползун или каретку 2 на величину габаритных размеров цилиндра при вдвину 2том штоке 13, а затем шток 13, выдвигаясь из цилиндра 1, продолжает перемещать каретку 2 в конец направляющих 3, а затем обратным порядком назад до исходного положения. При этом барабаны 7 от...
Устройство для полирования шариков из минерального сырья

Номер патента: 1404285
Опубликовано: 23.06.1988
Авторы: Артеменко, Еремин, Лузин, Павлинов, Савин
МПК: B24B 11/02
Метки: минерального, полирования, сырья, шариков
...установлены на основании 6. Основание 6 соединено с поводками 7, эксцентрично смонтированными на водилах 8, связанных с двигателем 9. Верхняя план- шайба через эксцентриковый поводок 10 и кривошип 11 связана с основанием через кронштейн 12. Кронштейн 13 связывает опору 14 со станиной 15, Поводок 1 О и кривошип 11 развернуты на 180 а эксцентриситеты поводков и кривошипа равны.Устройство работает следующим образом.Верхняя планшайба 2 откидывается вверх на кронштейне 13. Заготовки шариков 16 укладываются в отверстия сепаратора 3. Верхняя планшайба устанавливается в рабочее положение. Включается двигатель 5, сообщающий нижней планшайбе 1 вращательное движение. Одновременно включается двигатель 9, связанный с водилами 8, которые через...
Раствор для электрохимического полирования сталей

Номер патента: 1406220
Опубликовано: 30.06.1988
Авторы: Власов, Гурвич, Лебедев, Переверзин, Сироткин, Хухарева
МПК: C25F 3/24
Метки: полирования, раствор, сталей, электрохимического
...С Р СООН,Применение уретана и перфтормасляой кислоты позволяет улучшить качество обрабатываемой поверхности ирасширить диапазон рабочих плотностей тока.Добавка уретана позволяет сделатьболее равномерным растворение всехфаз сплава, а также исключить выкрашивание сложных карбидов путем снятия 45диффузионных ограничений и более активного перемешивания прианодных слоев за счет увеличения выхода по токудля кислорода,Изобретение иллюстрируется примерами, представленными в табл. 1 и 2.Электрохимическому полированию подвергают образцы из быстрорежущей стали марки Р 6 М 5.При определении качества поверхности процесс проводят при =70 С в те-,чение 1 мин, 0=12 В при анодной плотности тока П =100 А/дмОтражательную способность образцовопределяют с...
Устройство для анодно-абразивного полирования и снятия заусенцев

Номер патента: 1407713
Опубликовано: 07.07.1988
Авторы: Герцик, Голованчиков
МПК: B23H 5/06
Метки: анодно-абразивного, заусенцев, полирования, снятия
...в середин сторон другой торцовой стенки, т. е. они повернуты одна относительно другой на угол, где п - число сторон многоугольной торцовой5 1 О 5 20 25 30 35 40 45 50 55 стенки. Такая конструкция барабана позволяет производить его сжатие и разжатие в осевом направлении.Для предупреждения образования шелеи между гранями барабана в процессе обработки грани 2 в виде треугольных пластин перекрывают соседние грани 1. Грани рядов изолированы между собой в электрическом отношении, для чего оси 6 выполнены из токонепроводящего материала, Для создания необходимого уровня электролита барабан опускают в ванну 14 или последнюю поднимают. Вращательное движе ние от привода (не показан) через полуось 7 передают барабану. Затем подают технологическое...
Устройство для шелушения, шлифования и полирования зерна

Номер патента: 1412803
Опубликовано: 30.07.1988
Авторы: Гросул, Дударев, Петько, Рыбников, Трубов
МПК: B02B 3/00
Метки: зерна, полирования, шелушения, шлифования
...шестерни 22, закреп-. ленные в подшипниках 23 и 24 на несущих рамах 12 рабочих камер. На1 этих корпусах жестко закреплены питающие трубы 25 и гонки 26, расположенные в кольцевом сборнике 27, оснащенном выпускным патруком 28. При водной валсвязан с валом электродвигателя 29 посредством передачи 30,Устройство работает следующим образом.Злектродвигатель 29 через передачу 30 приводит во вращение приводной вал 1, водило 11 и несущие рамы 12 рабочих камер, на которых закреплены подводящая 13, промежуточная 14 и выводящая 15 секции. Зубчатые венцы 19 и 21, обкагываясь по неподвижным зубчатым колесам 7 и 5, обеспечивают вращение подводящих 13 и выводящих 15 секций вокруг собственной оси в направлении, совпадающем с направлением вращения...
Устройство для полирования

Номер патента: 1414583
Опубликовано: 07.08.1988
Авторы: Герцик, Голованчиков
МПК: B24B 23/06
Метки: полирования
...вы хода отработанного воздуха, прерыватель 13, установленный с возможностью вращения в одном иэ элементов 4 и который выполнен в виде втулки со сквозными прорезями 14 в стенках, рукоятку 15, соединенную с корпусом 1, посредством ласточкиного хвоста, флажок 16, которым фиксируется рукоятка 15 относительно корпуса 1, рычаг 17, соединенньп посредством40 резьбы с подпружиненным толкателем 18, клапан 19, установленный на противоположном конце толкателя, уплотнение 20, гайку 21, которой поджимается уплотнение 20, винт 22, кото рым загерметиэирована полость рукоятки, каналы 23 для прохода сжатого воздуха.Устройство для полирования рабоУ тает следующим образом.В канал, расположенный в рукоятке50 15, подают сжатый воздух. При закрытом клапане...
Состав для полирования оптического стекла

Номер патента: 1423570
Опубликовано: 15.09.1988
Авторы: Буванов, Вовк, Галанин, Жужнева, Маслов
МПК: C09G 1/02
Метки: оптического, полирования, состав, стекла
...0,5-4,0 ОстальноеТаблица 1 Компоненты, вес.Е Предлагаемый сос тав 63,3 0,5 0,2 0,5 О,5 59,0 0,5 0,5 015 0,5 1,0 56,7 39 0,8 0,5 1,0 44,2 2,0 2,0 50 0,8 39,0 4,0 2,0 3,0 50 2,0 Изобретение относится к технологии изготовления инструмента для оптического производства и может быть использовано в оптико-механической и электронной промышленности при изготовлении инструмента для полирования оптических деталей из кварцевыхи сталловых стекол.Цель изобретения " повышение раз,мерной стойкости полировального ин, струмента и точности параметров обрабатываемой поверхности.Состав готовят по следующей методике.Сначала сахарозу растворяют в горячем глицерине в течение 0,5 ч до полного ее растворения и доводят раствор до кипения. После охлаждения раствор...
Устройство для полирования деталей

Номер патента: 1433771
Опубликовано: 30.10.1988
Автор: Кравченко
МПК: B24B 7/06
Метки: полирования
...вымол.нены по всей длине направляющих 9.На каретке 11 смонтирована рама 23, накоторой установлены полировальные барабаны 24 с кинематическими связями: клиноременная 25, зубчатая или цепная 26иприводом (электродвигателем) 27, а такжепастоносители 28 на раме 23 или в барабанах 24, конструкция барабанов, и их полировальных дисков может меняться для обеспечения контактирования с деталью 5, каки их расположение друг к другу и к направлению перемещения транспортера 2 илидетали 5. Барабаны 24 выполнены с возможностью возвратно-поступательного перемещения, линейная скорость которых, каки транспортера 2, может меняться. Полировальный станок работает следующим образом.Включают привод 3 станка, и ленточный транспортер 2 по роликам 4 перемещает...