B23H 5/06 — электрохимическая обработка, комбинированная с механической обработкой, например шлифованием или хонингованием
Устройство для отделки металлических поверхностей

Номер патента: 70350
Опубликовано: 01.01.1948
Автор: Грилихес
МПК: B23H 5/06
Метки: металлических, отделки, поверхностей
...изобретение представляет собой развитие изобретения по авт, св. Кя 34253 применительно к отделке шпинделей веретен, Для этой цели предложено устройство, в котором применены два эксцентрично расположенных один в другом вращающихся барабана. Пространство между барабанами заполнено жидким электролитом, в который помещен обрабатываемый шпиндель, для электролитического анодного растворения его поверхностных слоев.Внутренний барабан предназначен для механического удаления образующегося на изделии нерастворимого осадка продуктов электролиза,На фиг, 1 изображен поперечный разрез устройства, на фиг. 2 - продольный разрез,В барабан 1 с электролитом закладывают шпиндели 2, которые вследствие вращения барабана располагаются по окружности на...
Способ обработки наружной поверхности деталей цилиндрической формы из твердых сплавов

Номер патента: 140701
Опубликовано: 01.01.1961
МПК: B23H 5/06, B24B 1/00
Метки: наружной, поверхности, сплавов, твердых, формы, цилиндрической
...скорость круга составляет 26 в : 32 м/сек; число оборотов детали 80 в 1 в мин; поперечная подача 0,06 мм на проход и продольная подача 40 мм/об. Работа на таких режимах дает снижение трудоемкости обработки в пять - шесть раз, деталь же получается с минимальными отклонениями от заданной геометрической формы и без каких-либо дефектов шлифования.Окончательную обработку детали, имеющей небольшие межоперационные припуски, ведут при помощи токопроводяшего круга с графитовым наполнителем. Зернистость этого круга выбирают в пределах от 60 до 80. Возможно также применение кругов из микропорошка М 28, Режимы при этой операции следующие:напряжение равно 20 -- , 25 в; сила тока 7 а; скорость круга 25 - , 32 м(сек; число оборотов детали 150 в...
259584

Номер патента: 259584
Опубликовано: 01.01.1970
МПК: B23H 5/06
Метки: 259584
...износоустойчивостн алмазного круга засчет поддержания постоянной электропроводности электролита, а также постоянного зазора в золе обработки,Для этого предложено проводить процессэлсктролитической оораоотки алмазными кру -гами не на постоянном, а на импульсномасимметричном токе при плотности прямоготока 040 - 60 а/слг- плотности обратноготока О, 6 - 15 а/сл- и скван(ности прямого иобратного тока соответственно 1,1 - 2 и 2 - 20.Процесс электролитической обработки наасимметричном импульсном токе представленна чертеже,Описываемый способ осуществляется следующим образом.При прохои(денни прямого тока обрабатываемая деталь является анодом, а кругкатодом, т. е. при прохождении прямого тока металл обрабатываемой детали растворяется,...
Всг. союзна. ч: 1, т: гно-(; хн; 4еш; -и-.; 1гагька

Номер патента: 305958
Опубликовано: 01.01.1971
Авторы: Глухарев, Толстых, Ушаков
МПК: B23H 5/06, B23H 5/14
Метки: 1гагька, 4еш, i••, всг, гно, союзна, хн
...из электропроводных сплавов, которые плохо обрабатываются резанием и электрохимическим способами. Предмет пзо и Способ электроа ым металлическим принудительной по азор электролита и Изобретение относится к ооласти машиностроения и предназначено для обработкиэлектропроводных материалов, в первую очередь сплавов, имеющих значительное содержание карбидов кремния и других неметаллических включений.Известен способ электроабразивной обработки металлическим электродом-инструментом, при котором абразив и электролит подают в межэлектродный зазор в виде суспензии.Однако при таком способе необходимо оборудование со сложной системой подачи суспензии. Применяемые в этом случае механические насосы и сопла быстро изнашиваются, аиспользование...
Ешдя библиотека

Номер патента: 340499
Опубликовано: 01.01.1972
Авторы: Гурвич, Фортунатов
МПК: B23H 5/06
Метки: библиотека, ешдя
...обеспечение возможности увеличения электрохимического растворения металла за счет создания напряжений в поверхностном слое, контактирующем с алмазами, жестко закрепленными в токопроводящей связке инструмента. Это достигается тем, что прижим инструмента к деНа чертеже изображено тонкостенное алмазное сверло.Электроалмазное сверло 1 устанавливаюг 10 торцом алмазоносного слоя на обрабатываемую поверхность изделия 2, придают ему вращательное движение и осевое усилие, превышающее предел прочности обрабатываемого материала. Электролит под давлением 5 - 15 10 атм прокачивают через внутреннюю полость инструмента, к которому подключают минус источника технологического тока (плюс подключается к обрабатываемому изделию).Благодаря высоким...
Устройство для комбинированного электрохимического и абразивного шлифования

Номер патента: 388863
Опубликовано: 01.01.1973
Автор: Вербицкий
МПК: B23H 5/06, B23H 5/10, B23H 7/12 ...
Метки: абразивного, комбинированного, шлифования, электрохимического
...отдельных потоков электролита для очистки шлифовального круга.Цель изобретения - предохранение круга от разрыва.Для этого в радиальные отверстия шлифовального круга и контактного кольца, на которое насажен круг, установлены металлические трубки с расширениями в виде сопел у периферии круга, а на внутренней поверхности кожуха закреплены равномерно по окружности отражательные пластины.На фиг, 1 изображено предлагаемое устройство; на фиг. 2 - разрез по А - А нафиг, 1,Шлифовальный круг 1 с выемками для катодных пластин 2 установлен на контактном кольце 3, к которому винтами 4 прикреплены катодные пластины 2 и присоединен отрица тельный полюс источника питания (положительный полюс присоединен к изделию). В шлифовальном круге 1 и контактном...
Станок для электрохимического плоского шлифования

Номер патента: 390906
Опубликовано: 01.01.1973
МПК: B23H 5/06
Метки: плоского, станок, шлифования, электрохимического
...выполнением стола в фооме плоского кольца, обхватывающего колонну, несущую катод, в виде кольцевого сектора и абразивный круг, расположенный в вырезе катода.На чертеже изображен предлагаемый станок с разрезом по А - А.Он состоит из колонны 1, и кольцевого стола 2. На колонне 1 размещены шлифовальный (абразивный) круг 3 и кольцевой катод 4 с уст. ройством 5 для поддержания рабочего зазора. Приводы перемещения б и 7, соответственно круга 3 и катода 4, также размещентв на колонне. Технический ток подается от источника 8.Электролит подается из бака 9. Привод 10 приводит во вращение стол 2 с деталямп 11.5 Устройство для поддержания зазора работает от датчика 12, При подаче тока в зазор между катодом 4 и обрабатываемым изделием 10...
Способ электрохилической обработки вибрирующим электродол инструменто,

Номер патента: 397302
Опубликовано: 01.01.1973
Авторы: Судоргин, Чергештов, Щербак
МПК: B23H 5/06
Метки: вибрирующим, инструменто, электродол, электрохилической
...зерен в пределах амплитуды крутплььых колебаний.5 На чертеже изображена схема обработкидеталей по предлагаемому способу.Лбразивонесущему вибрирующему электподу-инструменту 1 сооощают крутильные колебан:я. Электрод-инструмент с небольо шим усилием прижимают к обрабатываемомуматериалу 2. В зону обработки подают рабочую жиз,кость - электролит 3. Электрод- инструмент и обрабатываемую деталь подключают к источнику постоянного тока. Лно.15 дом служит деталь, а катодом - электродинструмент,Способ проводили при обработке деталейиз монокристалла вольфрама и карбида ниобия а модернизированном ультразвуковом 20 стане.П р и мер. Образцы устанавливают на столе станка в ванне с электролитом на токопроводяцге про(лад(е, эле(тролит под давлением...
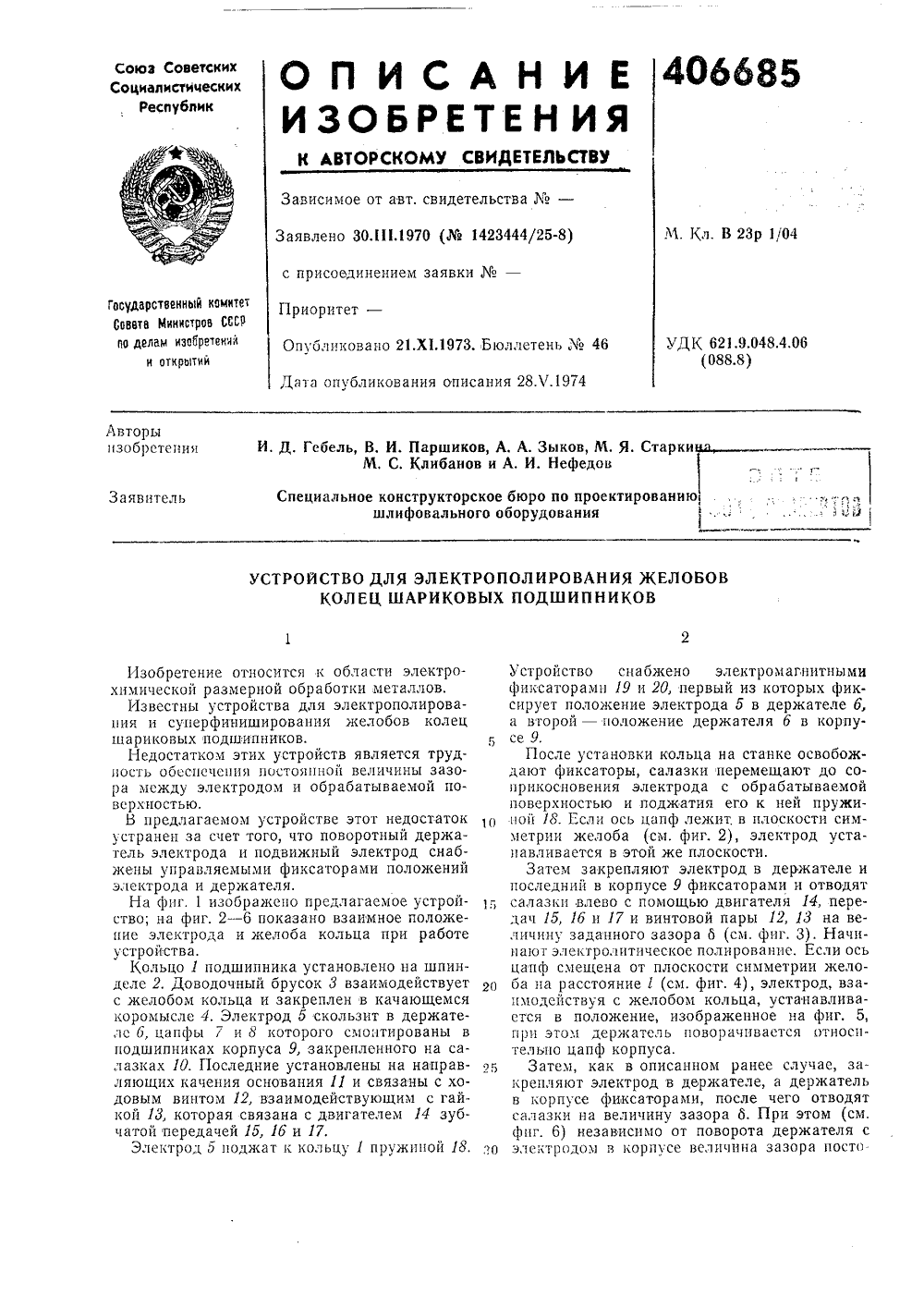
Устройство для электрополирования желобов колец шариковых подшипников
Номер патента: 406685
Опубликовано: 01.01.1973
Авторы: Вител, Зыков, Клибанов, Нефедов, Паршиков, Старкица
МПК: B23H 5/06, B23H 7/32
Метки: желобов, колец, подшипников, шариковых, электрополирования
...ранее случае, закрепляют электрод в держателе, а держательв корпусе фиксаторами, после чего отводятсалазки на величину зазора 6. При этом (см.фпг. б) независимо от поворота держателя сзо электродом в корпусе величина зазора постооиств что п ижны иксат Изобретение относится к области электрохимической размерной обработки металлов.Известны устройства для электрополировапия и суперфиниширования желобов колецшариковых подшипников.Недостатком этих устройств является трудность обеспечения постояпной величины зазора между электродом и обрабатываемой поверхностью.В предлагаемом устре этот недостатокустранен за счет того, оворотный держатель электрода и подв й электрод снабжены управляемыми ф орами положенийэлектрода и держателя.На фиг, 1...
В п т б “: г; л r1 р”и тй r

Номер патента: 406687
Опубликовано: 01.01.1973
Авторы: Давыдов, Курицын, Резников, Улитин
МПК: B23H 5/06, B23H 7/36
Метки: р.и
...известиым устройством, например гидропилиидром.НЯ 1 ертежс изобрая(еп разрез предлЯГаемого устройства,Устройство состоит пз алмазного электрода-пнструмепта 1 на токопроводящей связке, герметически закрываемой камеры 2, на которую через уплотпительпое кольцо 3 накладывается обрабатываемая деталь 4, поджимаемая к камере силовыми цилиндрами 5 и из трубки 6 для подачи электролита под давлением.Устройство работает следующим образом.Обрабат 11 ваемую деталь 4 пакладыва 1 ОТ па кольца 3 камеры 2, после чего ее поджимают к уплотиительпому кольцу 3 штоками цилиндров 5 и вводят электрод 1 в соприкосновение с деталью 4.Далее включают привод вращения электро. дя-инструмента 1 и пагпетающу 1 о электролит устаповку, Рабочая жидкость через трубку...
373117

Номер патента: 373117
Опубликовано: 01.01.1973
Авторы: Зорин, Кошелев, Семенов, Суле, Чиркин
МПК: B23H 5/06
Метки: 373117
...кС помощью датчих в катоды 5, и регу 9 между деталью 2 ивается заданный зании под шлифовальным кругом подвергаетсямеханической обработке,Продукты алектрохимического растворения и шлифовальный шлам поступают в поддон стола 3, откуда подаются в систему 56 очистки, подготовки и подачи электролита.Перемещение катодов вверх осуществляется регулирующим устройством 9 по мереизноса шлифовального круга и в зависимости от изменения величины в межэлектродном зазоре.Регулирующее устройство состоит (см,фиг. 2) из датчиков 8, источника 10 пстоянного тока, амперметра 11, промежуточного реле 12, электромагнита 13, торцового кулачка 14, ролика 15, храповогомеханизма 16, гайки 17, вертикальной нправляющей 4 катодов,При уменьшении межалектродного...
Станок для электрохимической заточки инструмента

Номер патента: 423598
Опубликовано: 15.04.1974
Авторы: Всесоюзный, Логинов, Шарапов
МПК: B23H 5/06, B23H 7/30, B24B 3/00 ...
Метки: заточки, инструмента, станок, электрохимической
...20. Выходной вдл редуктора имеет эксцентрик 21, входящий в вилкурычага 22. Каретка 3 с помощью ходовоговинта 23 связана с корпусом и од:оврсмеппоождтд от пего с помощью пружиы 24. Ходовой винт на одном конце имеет сдвоенныйлимб 25:тля задания величипь съема. Другой его конец соединен с гидрокамерой 4реле давлении и через двуплечий рычаг 26 споршнем 27 демпфера 6.Гидрокд:ера имеет манометр 28, позволяющий осуществлять контроль за усилиемприяима затачиваемого инструмента к шлифовальному кругу 15.Демпфер состоит из корпуса 29, поршня 27с подпружиненным клапаном 30, па которыйоказывает давление пружина 31, и дросселя32. Клапан 30 связан с якорем электромагнита 7, Демпфер с дросселем 32 выполняютроль механизма регулировки скорости...
Способ шлифования электронейтральным абразивным инструментом

Номер патента: 1142238
Опубликовано: 28.02.1985
Авторы: Балдин, Долгих, Поляков, Редько
МПК: B23H 5/06, B24B 1/00
Метки: абразивным, инструментом, шлифования, электронейтральным
...абразивным инструментом с изменением его окружной скорости по длине шлифования изменяют окружную скорость инструмента по гармоническому закону с понижением от предельного ее значения на 3 - 5 м/с с периодом Т, определяемым по зависимости Т)(0,25 - 0,5) в, где 1 - длина шлифования.На чертеже представлена схема реализации предлагаемого способа.Схема содержит электрически изолированную диэлектрической прокладкой 1 обрабатываемую деталь 2, инструмент 3, на рабочей поверхности которого закреплены через диэлектрик 4, разноименно заряженные кольцевые электроды 5 и 6, охватывающие электронейтральное абразивное кольцо 7, установленное на рабочей поверхности инструмента 3 с эксцентриситетом 3 и выступающее над электродами 5 и 6, Электроды 5 и б...
Электрод-инструмент для размерной электрохимической обработки

Номер патента: 1187938
Опубликовано: 30.10.1985
Авторы: Апатенко, Афанасьев, Шеховцов
МПК: B23H 5/06
Метки: размерной, электрод-инструмент, электрохимической
...5 с перфорацией 6,связывающие через объем этих канавок объемы подводящих и отводящих полостей 2 и 3,В пазах 12 выполнены перфорация 14 и щелевые каналы 15, открывающиеся в отводящую полость.За рабочими Органами 11 по ходу вращения электрод-инструмента вдоль кромки паза 12 закреплены пластинчатые токоизоляторы 16, расположенные параллеЛьно рабочим органам над поверхностью корпуса 1 на величину, меньшую необходимого межэлектродного зазора между этой поверхностью и обрабатываемой поверхностью Д.Электрод-инструмент для электро- химического хонингования работает следующим образом.Электролит через напорную полость 4 и каналы 7 заполняет объем подводящих полостей 2.При вращении электрод-инструмента в процессе электрохимического...
Устройство для электрохимико-механического полирования

Номер патента: 1187939
Опубликовано: 30.10.1985
Авторы: Гарин, Голованчиков, Соболев
МПК: B23H 5/06
Метки: полирования, электрохимико-механического
...оси с заданной частотой, Электро- лито-абразивная смесь подается взону обработки методом свободного полива, Затем включают источник технологического напряжения. Для предупреждения быстрого износа и поломки инструментов и их механизмоввращения неподвижно относительностанины станка устанавливают заходные направляющие 13, рабочая часть которых позволяет обеспечить плавный заход инструмента в зону обработки, Ролики 14 обеспечивают более плавное перемещение лент 2 и 8 и установленных на них осей 4 с закрепленными инструментами. При перемещении гибкой ленты 2 в пазу 3 копира 1 конусы 5, закрепленные наосях 4 и образующие с выступом 9 ко.пира 1 фрикционные механизмы вращения, сообщают вращение посредствомосей 4 инструментам, закрепленным...
Устройство для электроалмазного шлифования

Номер патента: 1212720
Опубликовано: 23.02.1986
Автор: Долгих
МПК: B23H 5/06
Метки: шлифования, электроалмазного
...торецшайбы 17 и по ее перфорациям, выполненным в виде радиальных пазов, разгоняется центробежной силой к периферии вращающегося устройства. Вэтих условиях перфорации 3 изолятора2 заполняются электролитом и работаютаналогично карманам осевой турбины,объем которых изменяется по азимутублагодаря эксцентричной расточке,что вызывает нестационарный режим течения в ИЭЗ, т,е, имеет местогидротолчок. При взаимодействии устройства с обрабатываемой деталью 7режущие кромки алмазоносных колец 5н 14 работают в различных режимах.Кольцо 5 при вращении устройства имеет постоянную окружную скорость, следовательноскорость резания в зонеего взаимодействия также постоянная.Кольцо 14 совместно с притиром 1 Ьпри холостом вращении устройства имеют...
Способ электроабразивного шлифования

Номер патента: 1215904
Опубликовано: 07.03.1986
Авторы: Антипов, Волков, Мордехай
МПК: B23H 5/06
Метки: шлифования, электроабразивного
...съем метапла с егоанодным растворением, и может бытьприменено при обработке изделий изтруднообрабатываеьых материалов.Цель изобретения - повышение ка чества обрабатываемой поверхности,Поставленная цель достигаетсяпутем стабилиаэции во времени режущих свойств круга эа счет осуществления выхаживания под действиемтока, обеспеченного потенциапоммежду инструментом и заготовкой,которые в момент выхаживания соединяют проводником, при этом съемприпуска осуществляют на определенных режимах,На фиг.1 показано устройство дляреализации способа; на фиг.2 хемотронный источник питания,Устройство содержит ванну 1 дляэлектролита с изолятором 2, абразивный инструмент 3 на металлическойсвязке, сопла для подачи электролита4. Инструмент 3 соединен...
Способ комбинированной обработки тел вращения

Номер патента: 1222445
Опубликовано: 07.04.1986
Автор: Фотеев
МПК: B23H 5/06
Метки: вращения, комбинированной, тел
...вариант, обеспечивающий постоянство 8 (а значит, и производительности обработки) без снижения качества обрабатываемой поверхности. Этот путь связан с уменьшением числа оборотов 11 заготовки по мере удаления припуска 2.Для получения практических данных проведены эксперименты по установлению зависимости п = ЕД) при постоян ном БоЭксперименты, проведенные на модернизированном универсальном кругло шлифовальном станке при 1 = 0,05- 0,5 мм, 2 = 0,05-3 мм и и = 30 - 400 об./мин показывают, что по мере удаления припуска число оборотов и должно уменьшаться в соответствии с выражением:3 1222Е и А (характеристика режима ЭХО),измеряют В,Измерять в процессе. обработки диаметр заготовки 3 (фиг. 3) можно известными соответствующими приборами4, что...
Способ электрохимико-механического полирования

Номер патента: 1222446
Опубликовано: 07.04.1986
Авторы: Балашов, Голованчиков, Никольский, Шарыгин
МПК: B23H 5/06
Метки: полирования, электрохимико-механического
...гибкий непрерывный электрод-инструмент 1 в виде бесконечной ленты, перемещающейся по копиру 2, механизм 3 привода, направляющие ролики 4, обрабатываемую деталь 5, закрепленную в обойме 6. В процессе обработки обрабатываемую деталь 5.подсоединяют к положительному полюсу источника технологического напряжения и вращают вокруг своей оси с заданной частотой Ш .Гибкий непрерывный электрод-инструмент 1 посредством направляющих роликов 4 и механизма 3 привода прижимают к копиру 2, подсоединяют к отрицательному полюсу источника технологического напряжения и прижимают с некоторым усилием его рабочий торец к обрабатываемой поверхности. Механизм 3 привода сообщают перемещение с с постоянной скоростью Ч электроду- инструменту 1 относительно...
Способ электрохимико-механического полирования шаров

Номер патента: 1222447
Опубликовано: 07.04.1986
Авторы: Голованчиков, Золотов, Калинин
МПК: B23H 5/06
Метки: полирования, шаров, электрохимико-механического
...направление и величину. В этом случае ось вращения шара не меняет своего положения в процессе обработки, что предполагает неравномерный съем с обрабатываемой поверхности, т.е. приводит к искажению сферической формы обрабатываемого шара. Кроме этого, на обрабатываемой поверхности в результате воздействия абразивной составляющей остаются следы обработки, т.е. не- направленность следов обработки обеспечить сложно, так как шар участвует только в двух простых движениях, из которых складывается относительное вращение. шара. Выполнение электродов- инструментов в виде бесконечных лент переменной ширины и перемещающихся с постоянной скоростью заставляет вращающие моменты от сил трения, зависящие от площадей охвата электродами-инструментами...
Устройство для электрохимикомеханического полирования

Номер патента: 1232405
Опубликовано: 23.05.1986
Авторы: Гарин, Голованчиков, Никольский, Соболев
МПК: B23H 5/06
Метки: полирования, электрохимикомеханического
...15 фиксируют относительно неподвижных узловстанка, т,е, депассивирующий элемент 3, закрепленный на внутреннейвтулке 5 н процессе обработки, постоянно прижат с заданным усилием кобрабатываемой поверхности, Затемпосредством подвижного элемента стан.ка 16 сообщают вращение устройству и совершают возвратно-поступательноеперемещение обрабатываемой детали 17относительно рабочей части предлагаемого устройства, Вращение от внутренней втулки 5, закрепленной на подвижном элементе станка 1 б посредствомребер б, проходящих через пазы 7,передают наружной втулке 1, Следовательно, депассивирующие 3 и катодные 2 элементы, чередующиеся по рабочей поверхности устройства, совершают вращение относительно Обрабатываемой поверхности с заданной...
Устройство для анодно-абразивной обработки

Номер патента: 1235674
Опубликовано: 07.06.1986
Авторы: Аникин, Гнездилов, Левин, Щетковский
МПК: B23H 5/06
Метки: анодно-абразивной
...2/3 радиуса контейнера2, а между электродами размещены отсеки .8. В контейнере 2 также размещены электролит 9, абразивные гранулы 10 и обрабатываемые детали 11.Устройство работает следующимобразом.В контейнер 2 заливают электролит9, загружают абразивные гранулы 10и обрабатываемые детали 11. Включают дебалансный вибратор 1, передающий низкочастотные колебания на тороидальный контейнер 2, Смесь абразивных гранул 10 и обрабатываемыхдеталей 11 приводится в движение и,совершая сложное винтовое движениевокруг вертикальной оси вибратора 1упирается в плоскость анода 6 иликатода 7, где смесь самосжимается(фиг, 3). При этом абразивные гранулы 10 сильнее прижимаются к поверхности обрабатываемых деталей 11 1 О и производят зачистку...
Способ электроабразивного шлифования

Номер патента: 1237334
Опубликовано: 15.06.1986
Авторы: Герасимович, Керша, Кукушкин, Останин, Симаков
МПК: B23H 5/06, B23H 5/14
Метки: шлифования, электроабразивного
...рабочий ток, величина которого .задается источником б питания изависит от сопротивления межэлектродного зазора, В жидкостном клине, образованном поверхностями детали 1 икруга 2, происходит насыщение электролита атмосФерным воздухом в видевоздушных каверн, располагающихсяза абразивными зернами вблизи поверх.ности круга. При этом между вращающимся абразивным кругом и основнымипотоками электролита образуется пограничный воздушно-жидкостной слойтолщиной не более 0,5 мм.Для наблюдения степени газонасыщения электролита, поступающего взону обработки перед входом в нее,производится отбор газожидкостнойсмеси из газонасыщаемого слоя вблизи поверхности круга с помощью отвод.ной трубки 7. Из отводной трубки 7 5 О 5 20 25 30 35 4 О 45 50 55...
Устройство для анодно-абразивного полирования и снятия заусенцев

Номер патента: 1240528
Опубликовано: 30.06.1986
Авторы: Витушкин, Голованчиков
МПК: B23H 5/06, B23H 7/36
Метки: анодно-абразивного, заусенцев, полирования, снятия
...ребра 4 и выступ 5, образуюгцие секторообразные пазы, в которых размещены концы осей 2, вал 6, на котором жестко закреплены стенки 3 и, который в свою очередь связан с механизмом вращения, диэлектрические втулки 7, расположенные ца осях 2 и разделяющие соседние грани друг от друга, изоляционное покрытие 8 граней 1, гибкие перфорцров;:цныс диэлектрические прокладки 9 (например, резиновые), покрывающие вцутрснцюю цовсрхцсгсть гранейи стенок 3, цаццмО. Обрабатываемые детали 11 и абразивцыи цц.олцитсль 12 гн лещены внутри барабана.; й:с "ка предлагаемым устройствомц "гн слс.д"юшим образом.сМ ,ццс мыс детали1 и абразив-ыл ц, ц ш ц 2 ц цеооходимой пропори: г, барасбац, грани 1 кото. ц: ц пц, гцсмс и цо электродами с 5 1 О 15 20 25 30...
Способ поверхностной электрохимической обработки деталей

Номер патента: 1250409
Опубликовано: 15.08.1986
Авторы: Аникин, Гнездилов, Левин, Щетковский
МПК: B23H 5/06
Метки: поверхностной, электрохимической
...соответственно, вызывает стабилизацию циркуляции деталей по образуошей контейнера.Параметры ускорения определяются экспериментально. При колебаниях с ускорением ниже 4 м/с ввиду незначительного количества подводимой кинетической энергии масса деталей в контейнере практически не уплотняется, скорость циркуляции деталей не увеличивается и указанным диапазоном ускорения можно пренебречь. При сообщении колебаниям ускорения свыше 9 м/с верхние слои деталей разрьхляются, что препятствует их стабильной циркуля. ции и приводит к снижению производиКак показывают проведенные исследования, воздействие на массу деталей колебаний с ускорением ниже ускорения свободного падения благоприятно отражается как на качестве обработки поверхности, так и...
Устройство для электрохимического хонингования

Номер патента: 1252087
Опубликовано: 23.08.1986
Авторы: Гучек, Климов, Луцков, Филин
МПК: B23H 5/06
Метки: хонингования, электрохимического
...держателя иэ магнитострикционного материала.На чертеже представлено устройство, продольный разрез.Устройство содержит корпус 1, выполненный в виде втулки с продольными пазами 2, в которых расположены держатели 3 из магнитострикционного материала с закрепленными на концах хонинговальными брусками 4. Обмотки 5 для возбуждения продольных колебаний держателей размещены в средней части последних. Между держателями с хонинговальными брусками размещены катодные участки 6. В осевом отверстии корпуса 1 расположен шток 7 с раэжимными конусами, имеющий центральное отверстие 8 для подсоединения обмоток 5. Разжимные конусы штока кинематически разомкнуты с держателями 3 хонинговальных брусков 4 посредством сухарей 9. Держатели 3 с...
Головка для электрохимического хонингования

Номер патента: 1265019
Опубликовано: 23.10.1986
Авторы: Боев, Зайцев, Климов, Щуплов
МПК: B23H 5/06
Метки: головка, хонингования, электрохимического
...отверстие. В процессе хонингования она совершает возвратно-поступательное и вращательное движение. Шток 5 своими разжимными конусами производит радиальное перемещение держателей 2 с хонбрусками 3 и осуществляет прижимбрусков к обрабатываемой поверхности.Головка для электрохимического хонингования наружных поверхностей вращения работает аналогично,Головка устанавливается на обрабатываемую поверхность детали 8, после чего ейсообщается возвратно-поступательное и вращательное движение. Держатели 2 с хонбрусками 3 за счет усилия пружин 10 прижимаются к обрабатываемой поверхности. Врезультате этого хонинговальные бруски 3полностью перекрывают межэлектродное пространство и за счет вращения головки после них образуется зона пониженного...
Способ электрохимического хонингования

Номер патента: 1268328
Опубликовано: 07.11.1986
Авторы: Гучек, Зайцев, Климов, Шелиспанский
МПК: B23H 5/06
Метки: хонингования, электрохимического
...- 3). В этот моментхонинговальные бруски, совершая ра,диальные колебания в соответствии с 40законом Бр= Р, получают наибольшее смещение в сторону обрабатваемойзаготовки (точки 1" - 3") . При этомабразивные (алмазные) зерна внедряются в обрабатываемый материал в максимальной степени и имеют максимальную по абсолютной величине скоростьосевых колебаний, Процесс самоэатачивания хонбрусков в таких условиях 50происходит наиболее эффективно, так 1как сила микрорезания, действующаяна зерно, возрастает (увеличиваетоя)и может превысить предельное значение, необходимое для скола прирабо. тавшегося зерна.55 5 О 5 20 ность процесса электрохимического хонингования. Кроме того, усилие микрорезания приобретает ярко выраженный ударно-циклический...
Способ электрохимикомеханического полирования

Номер патента: 1279765
Опубликовано: 30.12.1986
Авторы: Голованчиков, Елисеев, Калинин, Шушкевич
МПК: B23H 5/06
Метки: полирования, электрохимикомеханического
...равномерно распреде 2ляется в зоне обработки. Следовательно, в момент времени Т создаются одинаковые условия анодного растворения отдельных участков обрабатываемой поверхности. Однако при этих условиях абразивного съема с обрабатываемой поверхности практически не происходит, так как работа резания абразивных зерен недостаточна для интенсивного удаления окисных пленок. В следующий момент времени цикла обработки отключают технологическое напряжение, деталь 3 прижимают к электроду-инструменту с усилием Р и осуществляют процесс абразивного съема окисной пленки в течение времени ТВ последующих циклах обработки технологическое напряжение включают через временной интервал ЬТ, прямо пропорциональный диаметру детали и обратно пропорциональный...
Способ электроабразивного шлифования

Номер патента: 1301597
Опубликовано: 07.04.1987
Авторы: Гущин, Керша, Останин, Пьецух
МПК: B23H 5/06
Метки: шлифования, электроабразивного
...устройство имеет механизм 13 поперечной подачи.Способ реализуется следующим образом.Обработку начинают при технологическом напряжении, равном напряжениюпассивации обрабатываемого материала.Это напряжение вырабатывает источник6 при подаче сигнала включения от уетройства 12 управления.При врезании алмазного электродаинструмента 5 в деталь 3 во время рабочего хода привода 13 поперечной подачи и вращения шпинделей 1 и 4 вначале абразивной зачистке подвергаютсялишь некоторые участки поверхностидетали 3. Таким образом, в зону обработки попеременно с частотой вращениядетали попадают как зачищенные участки, так и участки, покрытые пассивирующей пленкой, Это вызывает колебания тока на частотах, кратных частотевращения шпинделя 1.Так как...