Патенты с меткой «многослойных»
Способ изготовления многослойных полых изделий

Номер патента: 1202678
Опубликовано: 07.01.1986
Авторы: Колосков, Лыткин, Мустанин, Панова, Унанян, Цамалашвили, Шляхин
МПК: B21J 5/10, B21K 21/06
Метки: многослойных, полых
...энергетическом и химическом машиностроении при изготовлении многослойныхполых изделий.Целью изобретения является повышение производительности изготовления многослойных полых изделий.На чертеже изображена схемаизготовления многослойного пологоизделия,Многослойные полые изделия изготавливают следующим образом.Нагретую до ковочной температурысплошную заготовку 1 устанавливают на прошивочную плиту 2. На заготовку 1 устанавливают полый пуан сон 3 с надставкой 4 и втулкой 5из плакирующего материала с толщиной стенки, равной толщине плакирующего слоя, которая охватыва-,ет надставку 4, При этом втулкуразмещают на нерабочем торце пуансона и выполняют ее с наружнымдиаметром, равным наружному диаметру полого пуансона.Втулка 5 совместно с...
Способ изготовления многослойных баллонов из листового металла

Номер патента: 1204295
Опубликовано: 15.01.1986
МПК: B21D 22/20
Метки: баллонов, листового, металла, многослойных
...из листового металлаЦель изобретения - повышение ка- .чества путем сохранения натяга междуслоями полубаллонов в процессесварки и термообработки,На фиг. 1 изображена схема вытяжки с одновременным обжатием; нафиг. 2 - полубаллон с подрезаннымторцом; на фиг. Э - готовый баллон.На фигурах приняты следующиеобозначения: 1 - пуансон; 2 - эластичная матрица; 3 и 4 - соответст-.венно внутренний и наружный слоиполубаллона; 5-торцовая часть наружного полубаллона 4; 6 - полубаллонпосле подрезки торца; 7 - готовыйполубаллон.Способ осуществляют следующимобразом.Плоские заготовки (не показаны) устанавливают соосно одну надругую и вытягивают полубаллон 6,В процессе вытяжки производятобжатие торцовой части 5 наружногослоя 4 полубаллона 6.Обжатие...
Способ получения многослойных оболочковых форм по выплавляемым моделям

Номер патента: 1205986
Опубликовано: 23.01.1986
Авторы: Боровинская, Деев, Ершов, Мержанов, Тимохин, Торопов, Юхвид
Метки: выплавляемым, многослойных, моделям, оболочковых, форм
...18 ч (в известномседиментационная устойчивость неприведена).Приготовленную суспензию наносятна поверхность стандартной оболочковой литейной формы с толщинойстенки 4 мм (в известном толщинастенки 25 мм). Стандартную оболочковую литейную форму изготавливаютиз корунда (в известном из цирконового песка). Смесь наносят послойнос сушкой каждого слоя в .сушильномшкафу при атмосферном давлении итемпературе 100- 150 С (в известномсушку проводят при разряжении380 мм рт.ст. при 60 в 1 С) в тече -ние 20-30 мин (в известном 10-14 мин).Толщину слоя термитной смеси постепенно доводят до 3 мм (в известномтолщину защитного покрытия доводятдо О, 15 - 0,40 мм, на этом приготовление защитного слоя заканчивается).Полученный на поверхности стандартной...
Способ изготовления многослойных изделий

Номер патента: 1207589
Опубликовано: 30.01.1986
Авторы: Голяшкин, Дусенок, Осколков, Холюсев
МПК: B21D 51/24
Метки: многослойных
...заготовки было не более двух заготовок. Такое условие позволяет ограничить усилия,необходимые для последующего свертывания ступенчатой заготовки. гПолученную указанным образом сбор-ную ступенчатую заготовку сверты вают, начиная с заготовки меньшейдлины путем навивки на оправку 5 в 5виде трубы, после чего при необходимости надевают бандаж 6.По второму варианту способа заготовку ступенчатой Формы получаютцельной с использованием операцийпластической обработки, например прокатки или гибки.Такая заготовка по конФигурацииподобна сборной ступенчатой заготовке и имеет ступени 1, 2, 3, 4 и т.д.с длиной Ь Ь, Ь, Ь, и т,д определенной по указанным Формулам длясборной ступенчатой заготовки.Процесс свертывания цельной ступенчатой заготовки в...
Автоматическая линия для изготовления многослойных оболочковых форм по выплавляемым моделям

Номер патента: 1207627
Опубликовано: 30.01.1986
Авторы: Владов, Данилевский, Калинин, Клюкин, Орлов, Стафеев, Троицкий, Шумилов
МПК: B22C 9/04, B22D 47/02
Метки: автоматическая, выплавляемым, линия, многослойных, моделям, оболочковых, форм
...5 (фиг, -4) включает основание 29, на котором сверхуразмещены ложемент 30 для модельногоблока с односторонними прорезямиокнами 31, а снизу - направляющие32 для перемещения кассет-спутниковпо роликам 33, размещенным на поддоне вакуумно-аммиачной сушильной камеры и транспортных ветвях автоматической линии,6.ф", /Автоматичекая линия работаетследующим образом,Модельные блоки 3 устанавливаются в кассеты-спутники 5, которые загружаются ца поддон 6 вакуумно-аммиачной сушильной камеры 7 и транспортное средство Я (фиг, 7), например,по три ца. каждую позицию (на транспортном средстве 8 фиг,две кассеты-с-.утцика условно не показаны),включается система управления автоматической линии ка пульте. 16 и транспортные средства 8 и 9...
Раствор для выплавления легкоплавких моделей из многослойных оболочковых форм

Номер патента: 1215837
Опубликовано: 07.03.1986
Авторы: Бочаров, Иванов, Троян, Фролов, Чулкова, Яковлева
МПК: B22C 7/02, B22D 29/00
Метки: выплавления, легкоплавких, многослойных, моделей, оболочковых, раствор, форм
...сравнению с раствором контактПетрова. Содержание соли сернокислыхэфиров жирных спиртов Со С щ 8 В растворе определяют по эффективностиразделения модельной массы от воды,Разделение осуществляют по следующей методике. В стакан наливают 300 мл воды или соответствующего раствора и нагревают до кипения, загружают 50 г модельной массы (состав Р) и тщательно стеклянной палочкой перемешивают до получения однородной массы. Полученную массу охлаждают до 20+2 С и отстаивают в течение 4 ч, а затем проводят разделение модельного состава и воды, По общеизвестной методике определяют содержание воды в модельном составе.Результаты испытаний приведены в табл. 2 в сравнении с известным и с выплавлением в воде,Применение состава выплавляющего водного...
Способ изготовления диффузионной сваркой многослойных цилиндрических деталей

Номер патента: 1215927
Опубликовано: 07.03.1986
Авторы: Казначеев, Ливенко, Половцев, Резников
МПК: B23K 20/14
Метки: диффузионной, многослойных, сваркой, цилиндрических
...при формовании многослойного цилиндрического пакета. На участки 3 листовой заготовки, не подлежащие соединению, наносят вещество, препятствующее диффузионной сварке. Листовую заготовку сворачивают в спираль на оправке 4 и приваривают ее конец 5 к предыдущему витку спирали, и таким образом, получают многослойный пакет.Оправку 4 с пакетом устанавливают в матрицу 6, герметизируют ее, нагревают пакет до температуры сварки, через трубопровод 7 подают в ее полость под давлением аргон и производят диффузионную сварку незащищенных участков заготовки между собой, а также нижней кромки пакета с последующим витком спирали. После сварки давление газа в полости матрицы 6 снимают, а сваренную заготовку подвергают раздаче до требуемой формы...
Способ формовки и нагрева в опоках многослойных оболочковых форм

Номер патента: 1217558
Опубликовано: 15.03.1986
Авторы: Гудзенко, Жаботинский, Терехов, Цопик
МПК: B22C 9/04
Метки: многослойных, нагрева, оболочковых, опоках, форм, формовки
...зоны, примыкающей к прибылям, осуществляется в период подогрева всей опоки с керамическими формами до заливки жидкого металла, Из-за низкой теплопроводности напонительного слоя, примыкающего к прибялым и состоящего из шамотной крошки, дополнительный обогрев этой зоны обеспечивает сохранение тепла в прибыльной части в период заливки металла в форму и затвердевания отливки. Металл в прибыли сохраняется в жидком состоянии более длительное время, что обеспечивает устойчивое питание отливки в течение всегопериода ее затвердевания,Оболочку до основания прибыли формуют в дробь размером 0,5-1,5 мм,что обусловлено теплопроводностьюнаполнителя в зависимости от размера дроби, Так, с увеличением размера чугункой дроби более 1,5 мм, увеличивается...
Способ непрерывного изготовления многослойных изделий сваркой

Номер патента: 1222463
Опубликовано: 07.04.1986
Авторы: Белый, Злотин, Казаков, Лубяницкий, Лунин, Свидовский, Сучкоусов
МПК: B23K 13/00
Метки: многослойных, непрерывного, сваркой
...тугоплавкого металлов.Создание на поверхности тугоплавкого изделия выступов приводит к уменьшению активного сечения этого проводника и уменьшению (при той же частоте сварочного тока) объема нагреваемого металла. Это позволяет обеспечить нагрев до оплавления обоих свариваемых изделий независимо от соотношения температур их плавления. В результате предлагаемый способ может быть распространен на случаи реализации процесса, когда температура плавления свариваемых заготовок отлича. ется в два и более раза. Деформация до величины, при которой закрываются впадины между выступами, обеспечивает смачивание жидкой фазой всей свариваемой поверхности тугоплавким металлом и обеспечивает высокое качества сварки.,Выбор геометрических размеров...
Устройство для получения многослойных трубчатых изделий из порошков экструзией

Номер патента: 1225690
Опубликовано: 23.04.1986
Авторы: Клименков, Красновский, Райхельсон
Метки: многослойных, порошков, трубчатых, экструзией
...получает обжатие в радиальном направлении. При входе его во вторую ступень шнека на витки последней начинает поступать порошок другого химического состава. Порошок захватывается свободной частью витков второй конической ступени шнека и перемещается по его нарезке совместно со спрессованным первым слоем. При этом происходит уплотнение второго слоя и напрессовывание его на первый слой. Г 1 ри достижении двухслойной массы порошков третьей конической ступени шнека из бункера 13 по ступает порошок третьего химического состава. Порошок захватывается свободной поверхностью витков третьей ступени шнека, уплотняется и напрессовывается на второй слой. Трехслойный элемент в виде винтовой пружины выдавливается витками третьей ступени шнека в зону...
Суспензия для изготовления многослойных оболочковых форм

Номер патента: 1227310
Опубликовано: 30.04.1986
Авторы: Буланова, Кривощепов, Лебедев, Рошан, Самуйлова, Фролов, Холоденко
Метки: многослойных, оболочковых, суспензия, форм
...суспенэий поВ 3-4, с 62 40 44 37 45 50 52 104 35 37 43 48 непрокаленных, снятых,послепрока- ливания 30 26 2819 35 60 58 56 20 29 55 43 Прочностьобразцов оболочковых формпри изгибе,кгс/смСоставы д Свойства 19 20 21 22 23 24 13 14 15 16 17 18 Условнаявязкостьсуспенвий поВ 3-4, с ленных ю снятых (су-хих) 33 22 непро- каленных,после вы- плавления модельной массы в кипящей воде,сырыхПриготовление суспензий начинают с приготовления растворов полимеров известной концентрации. Рассчитанное количество растворов полимеров добавляют в кремнезоль и после непродолжительного перемешивания вводят огнеупорный наполнитель. Суспензию перемешивают 15-20 мин. Проверяют условную вязкость суспензии по ВЗ. Полу.ченную суспензию наносят послойно 1 О на...
Устройство для изготовления полых многослойных резиновых изделий

Номер патента: 1227491
Опубликовано: 30.04.1986
Авторы: Желтышев, Шеболдасов
МПК: B29C 35/02, B29C 44/02, B29D 22/00 ...
Метки: многослойных, полых, резиновых
...бандаж 4,выполненный из одного или нескольких 5 и 6 слоев хлопчатобумажнойткани полотняного переплетения ссоотношением нагрузок утка и основыткани, выбранным в пределах 1-1,25.35Причем бандаж 4 выполнен с заходящими на торцовые участки 3 камеры 2концами.Выбор материала бандажа обоснован 4 Отем, что хлопчатобумажные ткани, волокнообразующим полимером которыхявляется целлюлоза, не склонны к стеклованию и плавлению при высокой (от43 до 150 С) температуре вулканизации многослойных резиновых изделий. Полотняное переплетение обеспечивает тканям наибольшую прочность связи между нитями основы и утка. Соот 50 ношение разрывных нагрузок утка и основы ткани в пределах 1-1,25 дает возможность получать равнопрочную ткань в процессе ее обработки...
Способ изготовления многослойных труб

Номер патента: 1227696
Опубликовано: 30.04.1986
Авторы: Близнюков, Головко, Кисилевич, Коробочкин, Кривуша, Кузнецов, Лисовский, Масальский, Панченко, Рабинович, Тарасьев, Усенко, Фесенко, Чавшино
МПК: C21D 9/08
Метки: многослойных, труб
...труб. Кроме того, наличие переупрочненных слоев в пакетах вызывает затруднение при правке многослойных труб.Во всем диапазоне температур и длительностей выдержек (таблица). благодаря применению защитной атмосферы оксидная пленка на поверхностях слоев при термообработке пакетов не образовывалась, что позволило исключить операцию травления.В качестве безокислнтельной атмосферы используется защитный гаэ (водород и др.) или вакуум с остаточным давлением не более 1,5 Па. При большем остаточном давлении имеет место окисление поверхности труб. Удаление оксидной пленки с многослойного пакета приводит к увеличению количества брака, поскольку при травлении между слоями проникает технологический раствор, а любое загрязнение между слоями...
Кантователь многопоточной конвейерной линии для изготовления многослойных панелей

Номер патента: 1230854
Опубликовано: 15.05.1986
Автор: Собенников
МПК: B28B 17/00
Метки: кантователь, конвейерной, линии, многопоточной, многослойных, панелей
...используемым при изготовлении многослойных панелей.Цель изобретения - обеспечение кантования полуизделий разной толщины и расширение номенклатуры йзготавливаемых панелей.На фиг. 1 изображена многопоточная конвейерная линия, поперечный разрез; на фиг.2 - кантователь, поперечный разрез.Кантователь содержит основание 1, под вижные в горизонтальной плоскости платформы 2 с фиксаторами 3 положения относительно основания, направляющими 4 пере. мещения и приводами 5. Каждая платформа 2 шарнирно соединена с рычагом 6 посредством съемной горизонтальной оси 7 и с приводом 8 его поворота,В окнах 9 рычага 6 установлены подвижные захваты 10 с ползунами 11, перемещающимися по направляющим 12. Захваты закреплены на штоках приводов 5. Для...
Способ изготовления многослойных панелей

Номер патента: 1232502
Опубликовано: 23.05.1986
Авторы: Казначеев, Ливенко, Половцев, Резников
МПК: B23K 11/10, B32B 31/04
Метки: многослойных, панелей
...гофрируют заполнитель 5, помещают его между заготовками обшивок 6 и соединяют с ними, например, контактной электросваркой в местах 7, т.е. в вершинах гофров заполнителя 5.Затем по контуру полученной панели устанавливают крепежные элементы 3 и герметизируют ее путем приварки крепежных элементов 3 аргонодуговой сваркой к заготовкам обшивок 6 по контуру панели. После этого по торцам панели устанавливают вкладыш 2, помещают ее в штамп, нагревают и через трубопровод 4 подают под давлением рабочую текучую среду, например газ, вовнутрь панели для ее раздачи. Во время раздачи обшивки 6 принимают форму гравюр 1 штампа, а гофры заполнителя 5 расправляются и вытягиваются, увеличивая свою высоту. По окончании раздачи сбрасывают давление...
Установка для изготовления многослойных волокнистых плит

Номер патента: 1244119
Опубликовано: 15.07.1986
Авторы: Моргенштерн, Пилипавичюс, Синица, Эйдукявичюс
МПК: C03B 37/14
Метки: волокнистых, многослойных, плит
...3 подпрессовки в поперечном направлении ковра 4 и совмещенный с ним механизм 5 волнирования наружных слоев 6 и 7 ковра камеру 8 тепловой обработки, ножи 9 продольной и поперечной резки ковра на изделия. Механизм 3 подпрессовки выполнен из двух один наддругим установленных многоряцных ленточных транспортеров 10 и 11, состоящих из полос, В промежутке между полосами ленточных транспортеров механизма 3 расположены цепные транспортеры 12-15, снабженные прикрепленными к ним в шахматном порядке выступами 16, которые выступают над наружной поверхностью полос транспортеров 10 и 11, При этом линейная скорость транспортеров 12 и 14 превышает скорость полос транспортеров 1 О и 11.Установка работает следующим образом.Выходящий из камеры...
Устройство для исследования многослойных строительных конструкций

Номер патента: 1249373
Опубликовано: 07.08.1986
Авторы: Дужих, Мардухаев, Осоловский, Сивцов
МПК: G01M 19/00, G01N 33/38
Метки: исследования, конструкций, многослойных, строительных
...с теплоизоляцией на стенках. 25Устройство работает следующим образом.В корпусе 1 размещаются слои 11 - 13 исследуемой конструкции, состоящие, например из кислотоупорной футеровки, воздушного зазора или изоляции и оболочки соответственно. После этого нагреватель 4 и 30 вентилятор 7 в отсеке 2 создают тепловой поток, моделирующий действие потока газоотводяшего тракта, Одновременно в отсеке 3 с помощью вентилятора 7, нагревателя 4 или холодильника 6 в зависимости от заданных условий создается температурный режим, З 5 имитирующий действие окружающей среды. Для поддержания и контроля температурного режима в отсеках 2 и 3 внутри и на поверхности слоев 11 - 13 исследуемой конст 2рукции используется блок 7 измерительных, регистрирующих и...
Устройство для прессования многослойных длинномерных изделий

Номер патента: 1252049
Опубликовано: 23.08.1986
МПК: B22F 3/20
Метки: длинномерных, многослойных, прессования
...9, начало кото рой совпадает с началом эоны 11. Таким образом, в зоне 11 на цилиндрической поверхности шнека выполнены две винтовые канавки. При переходе к зоне 111 число винтовых ка навок увеличивается еще на одну и канавка 10 начинается в начале эо" ны 1 Т 1. Загрузочные бункеры расположены соответственно в начале каждой45эоны.Устройство работает следующим образом.Вращательное дввкение от привода посредством зубчатого колеса 7 50 передается на шнек 6. Порошок соответствующего материала из загрузочного бункера 2 заполняет винтовую канавку 8, начинающуюся в зоне 1 под загрузочным бункером.По указанной канавке порошок транспортируется к матрице 5. После заполнения канавки на всей длине из загрузочного бункера 3 порошок поступает в...
Способ контроля качества многослойных ферромагнитных изделий

Номер патента: 1252718
Опубликовано: 23.08.1986
Авторы: Горкунов, Загайнов, Лапидус
МПК: G01N 27/72, G01N 27/80
Метки: качества, многослойных, ферромагнитных
...иэмерительной обмотке, равна - 8 ц - ,1 В Хчто намагничивающее поя по линейному закону,попас, можно записать Таким образом, ЗЛС измерительной обмотки пропорпиоальна дифференциальной магнитной проицаемости ферромагнетика ( ,1). Известно, что поле, в котором аблюдается максимум дифференциальной магнитой проницаемости (Н, ), равно коэрцитинной силе ферромагнетика. Следовательно, имея слой с козрцитивыми 5 О 5 20 25 30 35 40 45 50 55 силами Н и Н, , можно получить зависимость(Н, имеющую два максимума, один из которых будет наблюдаться в поле Н с , а второй - в Нс,Фиксируя эти значения, можно делать заключение о качестве слоев.Контро:,ь изделий в зависимости от их формы может производиться как в замкнутой, так и разомкнутой магнитнъх цепях, а...
Способ изготовления многослойных панелей

Номер патента: 1255343
Опубликовано: 07.09.1986
Авторы: Орехов, Пашкевич, Ростковский, Садков, Смирнов
МПК: B23K 20/00
Метки: многослойных, панелей
...чего собирают пакет из листов обшивки заполнителя и технологической пластины,производят диффузионную сварку и формуют полости подачей газа между листамиобшивки.При нагреве технологической пластинывыше полиморфного превращения повышается напряжение течения, т. е, формовкапроизводится в состоянии сверхпластичности,что эквивалентно увеличению толщины технологической пластины, Это дает экономиюдорогостоящего материала в 2 - 3 разаза счет использования технологической пластины, При этом снижается себестоимостьизготовления изделия на 15 - 20 Я,Пример. Для изготовления трехслойнойпанели с равносторонними продольнымигофрами (основание 30 мм, верхнее основание 10 мм, количество ребер 12; толщина 300,7 мм) из сплава ВТ 6 С с размерами 220...
Способ изготовления многослойных панелей

Номер патента: 1255344
Опубликовано: 07.09.1986
Авторы: Орехов, Пашкевич, Ростковский, Садков, Смирнов
МПК: B23K 20/00
Метки: многослойных, панелей
...предел интервала сверхпластичности, до увеличения размера зерна. Затем собирают пакет и осуществляют диффузионную сварку, После окончания сварки формуются полости подачей газа между обшивками.Предварительный нагрев обшивок до температуры, превышающей верхний предел интервала сверхпластичности, с выдержкой до увеличения размеров зерна повышает напряжение течения при формовке, что эквивалентно увеличению толщины обшивок, и, как следствие, повышает качество панелей за счет предотвращения утяжин на поверхности обшивок. Кроме того, снижается себестоимость изделия за счет экономии материала на технологические пластины на 30 - 60 о;. Себестоимость при этом снижается на 30 - 40 оПример. Для изготовления многослойной панели с продольными...
Способ получения многослойных заготовок

Номер патента: 1258602
Опубликовано: 23.09.1986
Авторы: Лыюрова, Маликов, Шичев, Щегловитов
МПК: B22D 19/00
Метки: заготовок, многослойных
...4 Изобретение относится к черной металлургии и может бьп ь использовано для получения многослойных слитков.Цель изобретения - улучшение сцепления слоев металла различного химического состава.Многослойную заготовку получают заливкой металла в полости между стенками изложницы и установленной в ней пластиной, покрытой углеродсодержащей обмазкой, поверх которой наносят обмазку из вещества с большим, чем у углерода, изобарным потенциалом образования окислов в виде продольных полос и поперечных полос.Нанесение поверх углеродсодердащей обмазки слоя из вещества с большим изобарным потенциалом образования окислов позволяет получать дополнительное количество тепла эа счет протекания экзотермической реакции, В...
Устройство управления прессом для изготовления многослойных печатных плат

Номер патента: 1260248
Опубликовано: 30.09.1986
Авторы: Бестужев, Деревянченко, Леляков
МПК: B30B 15/26
Метки: многослойных, печатных, плат, прессом
...5 К;1)НК СОГ 05- ИИС. С 85135 О)И ГМ(57 Ы Нро)3 сД 13:,1 1(1 -с, постепенное р )зжиженис смолы; 1(1 1ЖИД 1,ОЕ л.ОСТ 051 ИИС. СОЛ)Ы;.)1) (:ный ):)(1 С- ток;12 13 ног) с,ньга ) рсход И;) гКИ,КОГО 13 ГСЛЕОО 3313(гс ГО ) .,Г)ИС , )12 К.с 31 5) )ь )ы к Р с) с н 1 а 8 1 ; 1 л г ) - гсг) с" )( Р ы 3- (с согю)н)ие (линеР)3)л)й л,:с)сток,; 11Н)М( )313;11 я СМО;)Ы. В ГолКО 2 )сон),Сг".,ро)и,мости ,роклыдки, с" ола находитсягг 8 г(1 г)ЧИО ЖИ 1 КОУ 1 СОС 051 НИИ ПОЭТОМУ )и),жс).ИС,с)Е),1(."НИ 51 13 ОРОЙ СТУ 1 СИИ Е) ЭТОЙ "О)К( БЫЗЫЕ)ЫС. РСЗХ) РНО( БЫДЫ)ЛИ Е 12 НИЕ г 5)о)ы и Образование ОТРслоений слоев печатных лат. В тооке ,.3 (фиг. 2,-- т)чке НС геГИОЫ СМОГЫ л жс с 1 182 сСТ 52)УСТЕВЫТЬ, 0.нсКО ЕНП". НС. ТСРЯ1(.КУЧЕСТИ И КЛЕИКОГ- тн. Оэтому...
Способ поточного производства многослойных труб

Номер патента: 1269903
Опубликовано: 15.11.1986
Авторы: Атаманчук, Билецкий, Калинушкин, Патон
МПК: B21D 51/24
Метки: многослойных, поточного, производства, труб
...резкой 11 о срединной плоскости кольцевого шва начальной и конечной обечаск у первой трубы и копсцнссй обсцайки у каждой последующей трубы, при этс 1 м отрезанную конечную обечайку использусот в последующей трус 1 е как пыцылы 1 ую.По дап 1 юму способу все обецайки 1 концсвыс и промсжутоцные), из которых собираются трубы, изготавливаются по единой 45 тЕХПОс 1 СГИИ И ПОДаЮтСЯ На УСтаНОВКИ ДЛЯ сборки и сварки обецаек в т 1)убнук) заготовку, где, начиная с второй трубы, каждая последующая собирается из п + 1 числа обецаек, т.е. каждая труба собирается длиннее на одну Обецайку, цем это необходимо при обычной сборке труб, состоящих из и числа Обецаек, когда крайние обецайки имели бы наплавленные торцы.После сварки всех кольцевых...
Способ изготовления многослойных панелей

Номер патента: 1269953
Опубликовано: 15.11.1986
Авторы: Казначеев, Монахов, Резников, Семенов
МПК: B23K 20/14
Метки: многослойных, панелей
...газа внутри образовавшихсяячеекпроисходит изменение формыпоперечного сечения ячеек от круглойдо прямоугольной и соединение соседних стенок ячеек между собой и с обшивками фиг,З) . После завершенияформовки панели производят изотермическую выдержку, обеспечивая качественное соединение. Затем давлениегаза сжимают, панель охлаждают иизвлекают из штампа.Благодаря сближению в процессеформовки ограничивающих элементовисключается утонение стенок заполнителя в угловых зонах панели, чемобеспечивается повышение прочностипанели,П р и м е р. Изготавливали многослойную панель из титанового сплава ВТ1.с толщиной обшивок О,б мм и 10 15 20 25 30 35 заполнителя 0,4 мм, Листовые заготовки заполнителя собирали в пакети соединяли между собой...
Угловое соединение многослойных панелей

Номер патента: 1276775
Опубликовано: 15.12.1986
Авторы: Галущак, Коноваленко, Малицкий, Сиренко
МПК: E04B 1/38
Метки: многослойных, панелей, соединение, угловое
...на фиг. 2 уголковые накладки.Предлагаемое угловое соединение состоит из двух многослойных панелей 1 и 2, с на ружными обшивками 3 и 4 и обрамлением 5 и 6 (например, из пенопласта). Обшивки 3 и 4 панелей 1 и 2 выполнены укороченными, В обрамлении 5 и 6, выходящем за кромки обшивок, выполнены поперечные пазы 7 и 8. С внутренней стороны панели контактируют с уголковой накладкой 9 с ребрами 10, а с наружной - накладкой 11 с ребрами 12. За счет примыкания полок к поверхности обрамления 5, 6 и введения ребер 10 и 12 жесткости в па О зы 7 и 8 до контакта с полками противолежащей уголковой накладки образуется коробчатый профиль.Угловое соединение панелей ограждения осуществляется следующим образом.25Многослойные панели 1 и 2, в торцовои...
Способ изготовления полых многослойных изделий

Номер патента: 1278159
Опубликовано: 23.12.1986
Авторы: Александрович, Арутюнов, Вавилкин, Гончарук, Жолондзь, Потапов
МПК: B23K 20/04
Метки: многослойных, полых
...растягиваться н направлении прокатки, то они тем сильнее стремятся к истечению н радиальном направлении и прижимаются к внутренней стенке стакана, что еще более способствует качественной сварке. Металлы с разными сопротивлениями деформации при радиальном обжатии получают разную вытяжку, поэтому трубные. слои удлиняются в сторону,противоположную направлению прокатки, на разную величину, на фиг, 4 торцы Г, Д и В уже не совпадают, как в начале на фиг. 1 и 2. В окончательную механическую обработку готового многослойного полого изделия входит отрезка дна и торцование с обеих сторон, В результате одновременного радиального сжатия наружного слоя многослойной полой заготовки и растяжения внутренних ее слоев при температуре прокатки...
Устройство для прессования многослойных заготовок из порошка

Номер патента: 1284686
Опубликовано: 23.01.1987
Авторы: Брежнев, Бутенко, Лобастов, Филимонов
Метки: заготовок, многослойных, порошка, прессования
...(не показан).Перемещение дозатора 5 осуществляется также от индивидуального привода (не показан).В торце верхнего 8 пуансона установлены шипы 9, опирающиеся на упругие элементы 10 и закрепленные при помощи направляющей крепежной планКи 11. Устройство работает следующим образом.Вначале камеры 5 дозатора 6 заполняют из бункеров (не показаны) различными порошками, необходимыми для изготовления изделия, Верхний 8 и нижний 7 пуансоны в этот момент находятся в положении, указанном на фиг. 1.С помощью привода дозатор 6 перемещают на угол 45, заставляя разравнивать порцию порошка по уровню веохнего торца матрицы 3.Затем в соответствии с циклограм мой работы устройства включают гидропривод верхнего 8 и нижнего 7 пуансонов, причем давление...
Способ испытания изоляции многослойных проволочных резисторов

Номер патента: 1285410
Опубликовано: 23.01.1987
Авторы: Воинов, Исаенко, Кругликов, Ледовской
МПК: G01R 31/12
Метки: изоляции, испытания, многослойных, проволочных, резисторов
...гармонического сигнала, фильтр 5.верхних частот,.предварительный полосовой усилитель 6, усилитель 7,квадратичный детектор 8, индикатор9, первую 1 О и вторую 11 клеммы дляподключения испытуемого резистора,Первые и вторые выходные выводы генератора 2 постоянного тока, генератора 4 гармонического сигнала и первый и второй входные выводы фильтра 5 верхних частот соединены соответственно с первой 10 и второй 11клеммами для подключения испытуемого резистора, выход фильтра 5 верхних частот соединен с входом Йредварительного полосового усилителя.6,выход которого соединен с входом 30усилителя 7, выход которого соединенс входом квадратичного детектора 8,выход которого соединен с входом индикатора 9, при этом выход реле 3времени соединен с...
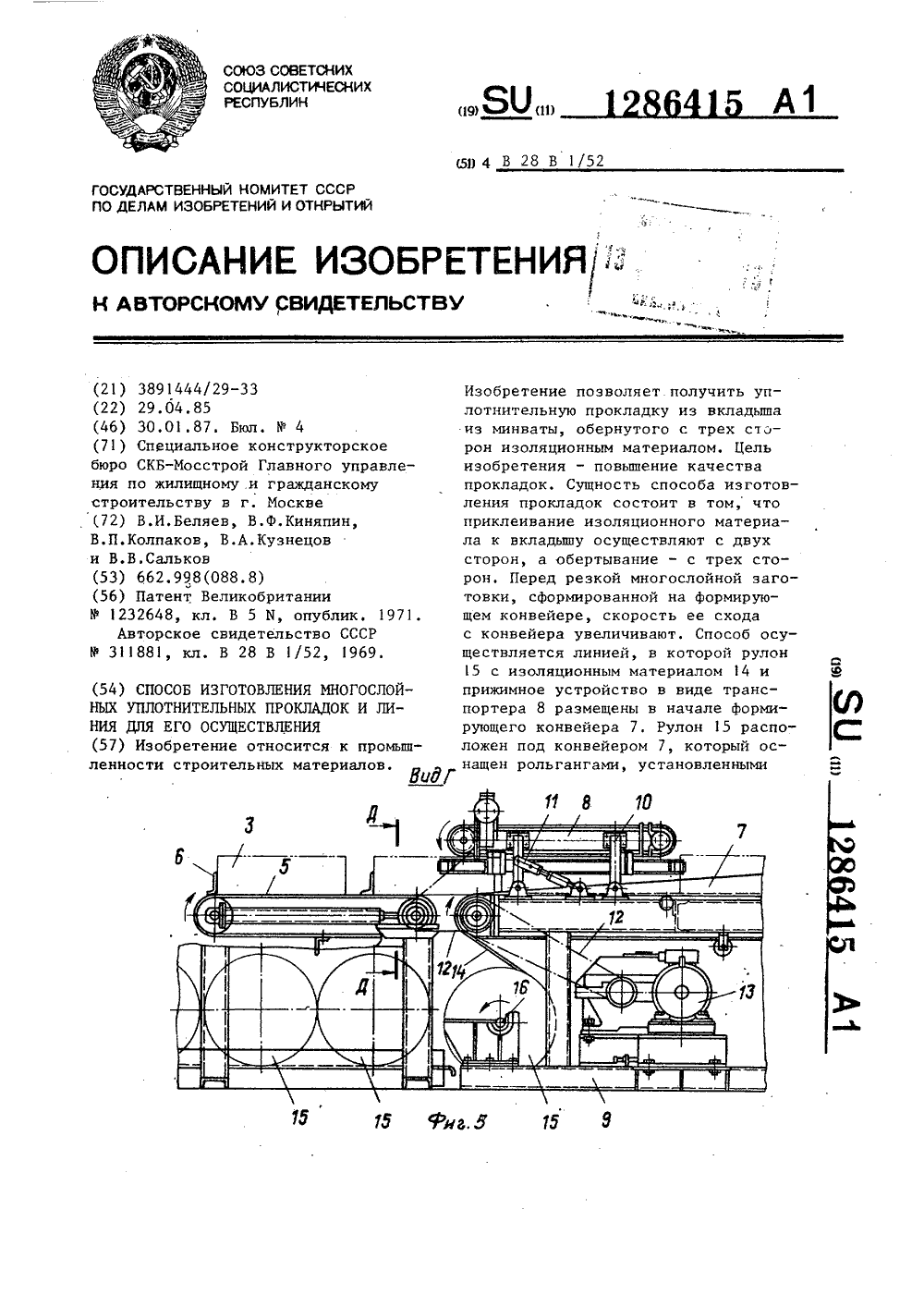
Способ изготовления многослойных уплотнительных прокладок и линия для его осуществления
Номер патента: 1286415
Опубликовано: 30.01.1987
Авторы: Беляев, Киняпин, Колпаков, Кузнецов, Сальков
МПК: B28B 1/52
Метки: линия, многослойных, прокладок, уплотнительных
...виде парных ленточных транспортеров 21с вертикальными осями вращения концевых барабанов. Сверху и снизу ленттранспортеров 21 смонтированы ограничительные планки 22, верхняя изкоторых подпружинена, Транспортеры21 приводятся в действие приводом23. Между транспортерами 21 и устройством 24 для складирования готовых.многослойных уплотнительных прокладок установлен механизм поперечнойрезки многослойной заготовки, сформированной на конвейере 7, выполненный в виде ножниц 25 с приводом ножей в действие от силового цилиндра26. Корпус ножниц 25 соединен с основанием посредством шарнирной оси27, что дает возможность производитьпоперечную резку многослойной заго 128641510 20 25 30 35 40 45 55 товки на готовые прокладки без оста- нова...