Способ изготовления многослойных уплотнительных прокладок и линия для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
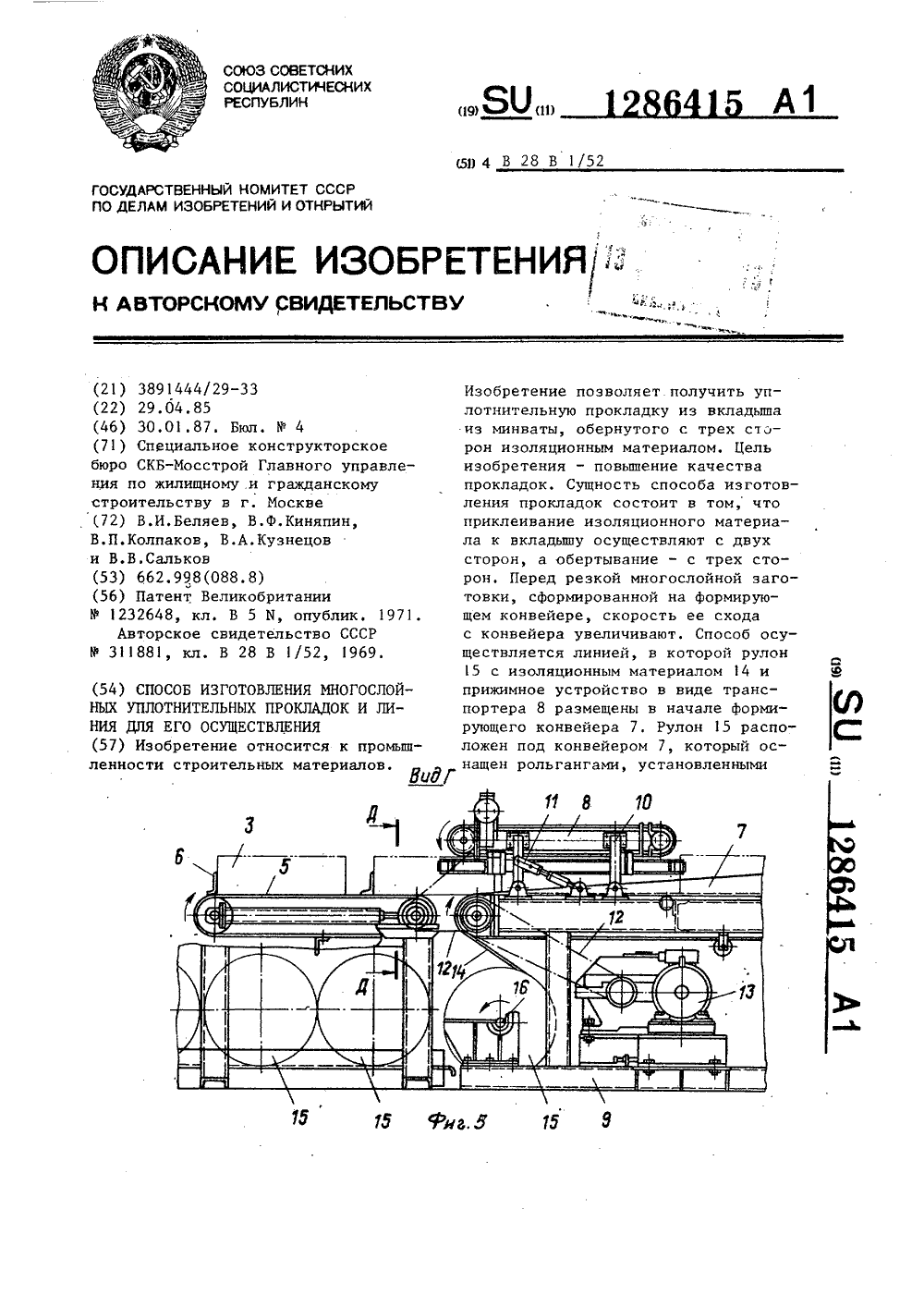
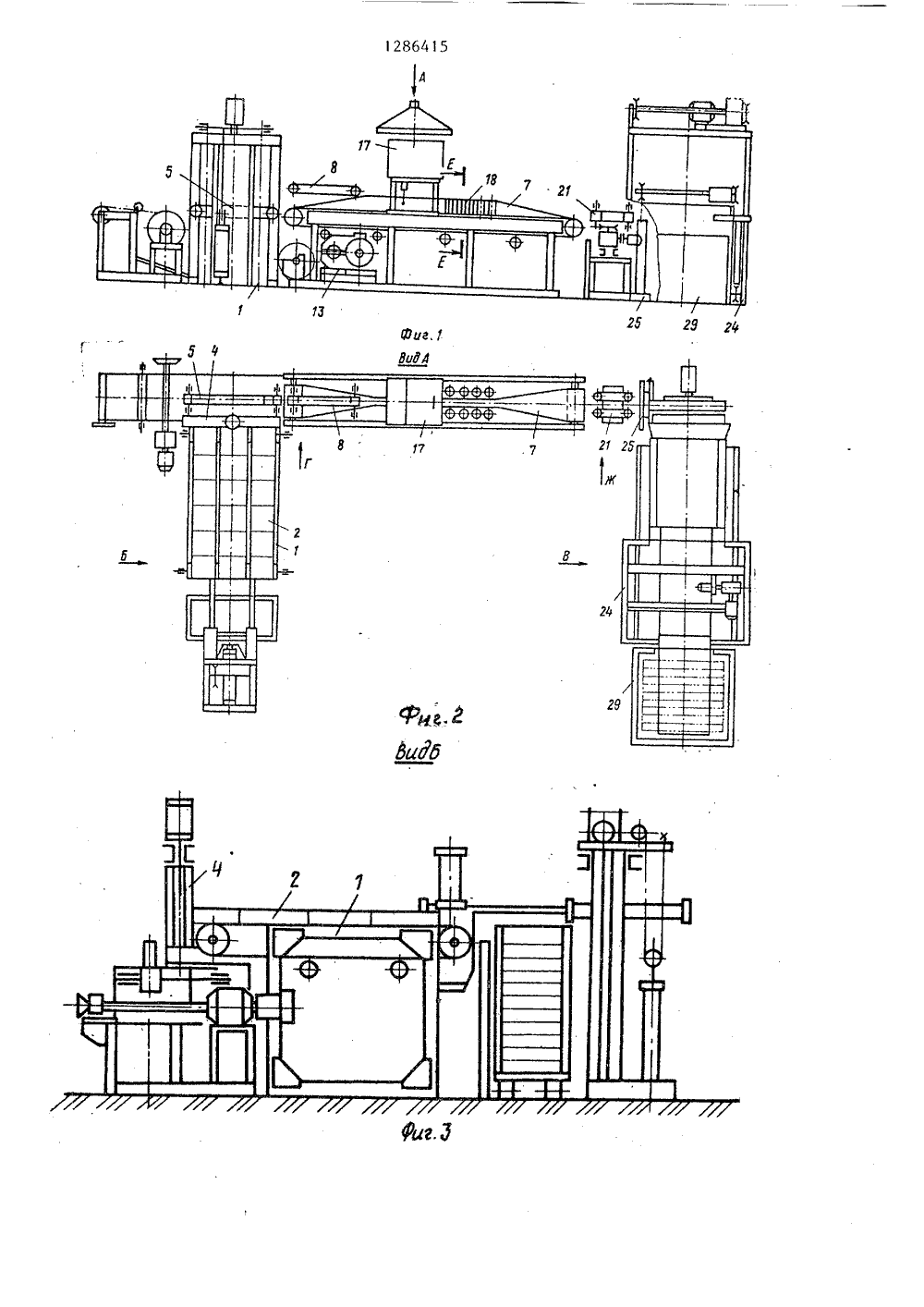
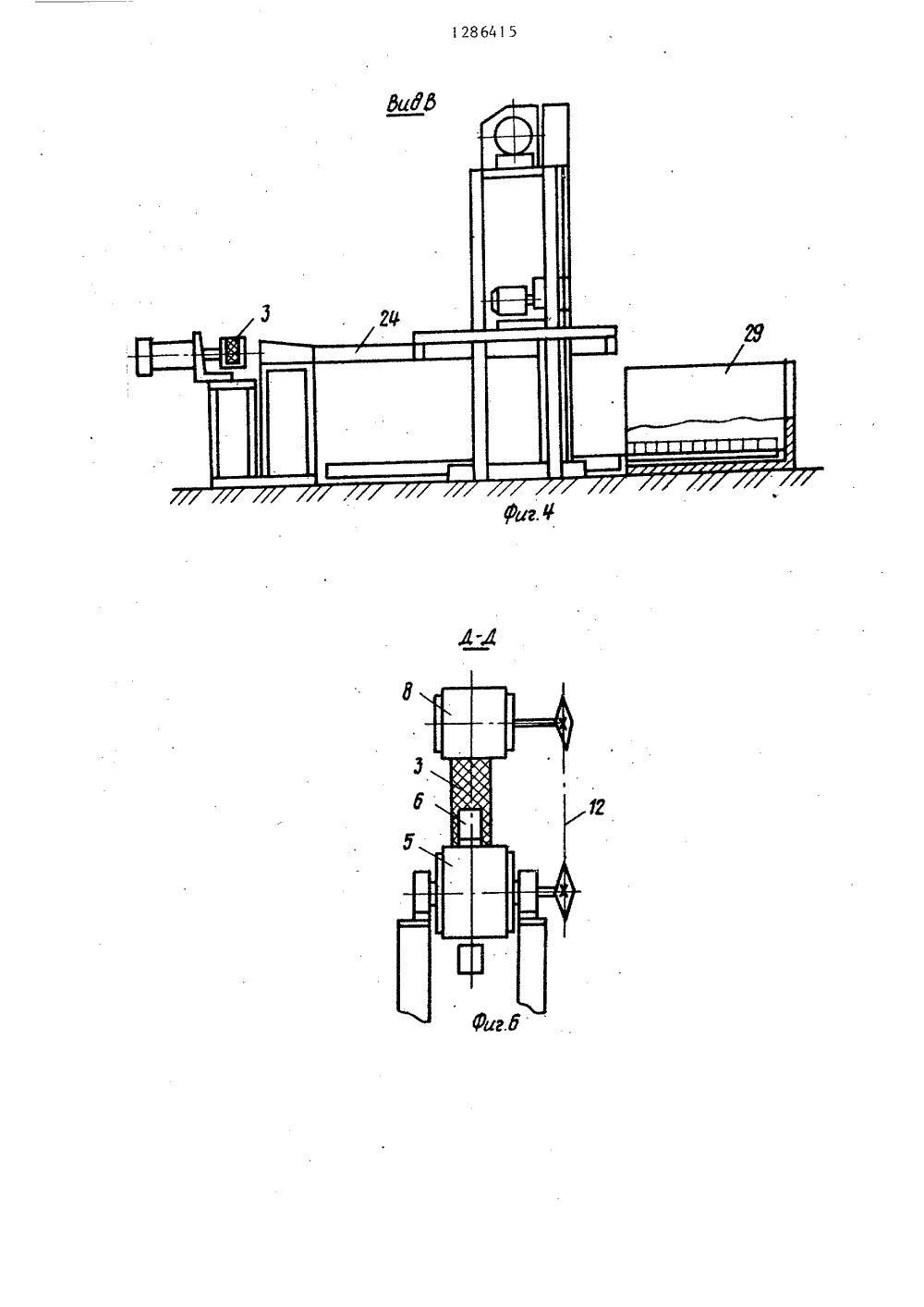
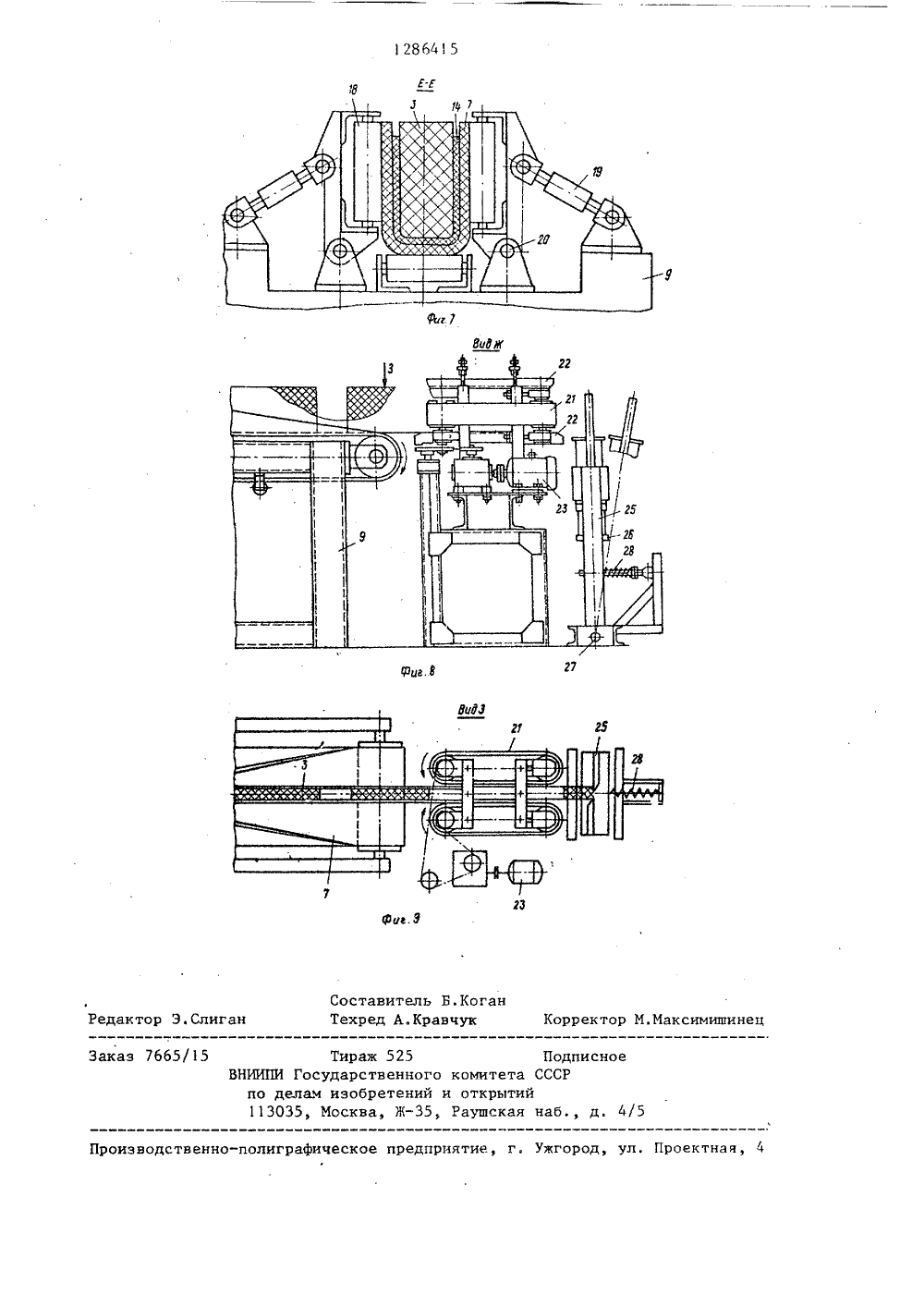
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН 191 (11) 1)4 В 28 В 1/ ОПИСАНИЕ ИЗОБРЕТЕНИН АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 5 Фиг.5 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ(71) Специальное конструкторское бюро СКБ-Мосстрой Главного управления по жилищному и гражданскому строительству в г. Москве (72) В.И.Беляев, В,Ф.Киняпин, В.П.Колпаков, В.А.Кузнецов и В.В.Сальков(54) СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(57) Изобретение относится к промьппленности строительных материалов.Нцд/ Изобретение позволяет получить уплотнительную прокладку из вкладьппаиз минваты, обернутого с трех сторон изоляционным материалом. Цельизобретения - повьппение качествапрокладок. Сущность способа изготовления прокладок состоит в том, что приклеивание изоляционного материала к вкладьппу осуществляют с двухсторон, а обертывание - с трех сторон. Перед резкой многослойной заготовки, сформированной на формирующем конвейере, скорость ее сходас конвейера увеличивают. Способ осуществляется линией, в которой рулон15 с изоляционным материалом 14 иприжимное устройство в виде транспортера 8 размещены в начале формирующего конвейера 7. Рулон 15 расположен под конвейером 7, который оснащен рольгангами, установленными128641 с обеих сторон ленты конвейера 7 с возможностью изменения и фиксации угла наклона. Перед механизмом для резки многослойной заготовки в виде ножниц установлен ускоритель протягивания заготовки, выполненный в виде пары ленточных транспортеров с вертикальной осью вращения. Ножницы установлены на шарнирной оси с возможностью качания в вертикальнойплоскости и подпружинены пружиной.Транспортер 8 прижимного устройствасмонтирован на станине 9 конвейера7 посредством шарнирного параллелограмма 10, а транспортер 5 подачи заготовки 3 на конвейер 7 снабжен установленными на его ленте переставнымиупорами, 2 с.п. Ф-лы, 9 ил.Изобретение может быть использовано в промышленности строительных материалов для изготовления многослойных уплотнительных прокладок, .например из минватного вкладыша, 5 обернутого и приклеенного к бутеролу, для герметизации стыков между наружными панелями зданий.Целью изобретения является повышение качества прокладок.10На фиг,1 схематически изображена линия дпя изготовления многослойных уплотнительных прокладок, общий вид; на фиг.2 - то же, вид А на фиг.1; на фиг,3 - вид Б на фиг.2; на фиг,4 - вид В на фиг.2; на Фиг.5 - вид Г на фиг.2; на фиг,6 - разрез. Д-Д на фиг.5; на фиг.7 - разрез Е-Е на фиг,1; на фиг.8 - вид Ж на фиг.2; на фиг. 9 - вид .3 на фиг,8.Линия для изготовления многослойных уплотнительных прокладок содержит механизм 1 подачи волокнистой плиты 2, например из минваты, которую разрезают на заготовки 3 механизмом 4 резки, В торце механизма 1 за механизмом 4 резки установлен подающий транспортер 5 с установленными на его ленте переставными вдоль нее упорами 6. Основным узлом линии является формирующий конвейер 7, над приемной частью которого установлен прижимной транспортер 8, смонтированный на станине 9 формирующего конвейера 7 посредством механизма 10 его плоскопараллельного перемещения ивинтовых стяжек 11. Валы приводныхбарабанов Формирующего конвейера 7, транспортера 8 и транспортера 5 сое 40динены одной приводной цепью 12, приводящейся в движение от одного привода 13, чем достигается синхронностьскоростей всех транспортеров. Ленточный изоляционный материал 14 подается из рулона 15, намотанного на ось16Рулон 15 размещен под конвейером7, Над лентой конвейера 7 закрепленмеханизм нанесения клея в виде бака17 с клеящим составом. На участкеконвейера 7, где осуществляется формирование многослойной заготовки(т.е. где заготовку 3 из минваты оборачивают с трех сторон, а клей наносят на две противоположные стороны),с двух сторон его ленты и под ней установлены рольганги 18, соединенныесо станиной 9 конвейера 7 посредствомталрепов 19, обеспечивающих изменение и фиксацию угла наклона рольгангов за счет их поворота относительноосей 20. В конце конвейера 7 установлен ускоритель протягивания многослойной заготовки, выполненный.в виде парных ленточных транспортеров 21с вертикальными осями вращения концевых барабанов. Сверху и снизу ленттранспортеров 21 смонтированы ограничительные планки 22, верхняя изкоторых подпружинена, Транспортеры21 приводятся в действие приводом23. Между транспортерами 21 и устройством 24 для складирования готовых.многослойных уплотнительных прокладок установлен механизм поперечнойрезки многослойной заготовки, сформированной на конвейере 7, выполненный в виде ножниц 25 с приводом ножей в действие от силового цилиндра26. Корпус ножниц 25 соединен с основанием посредством шарнирной оси27, что дает возможность производитьпоперечную резку многослойной заго 128641510 20 25 30 35 40 45 55 товки на готовые прокладки без оста- нова транспортеров, отклоняя ножницы 25 по ходу движения заготовки. Возврат в исходное положение производится пружиной 28. Готовые уплотнительные прокладки укладываются в контейнер 29.Способ осуществляют следующим образом,Волокнистые плиты 2 механизмом 1 подаются на механизм 4 для резки плиты 2 на заготовки 3 заданных размеров. Заготовки 3 по наклонному желобу скатываются на ленту транспортера 5. Подхваченная одним из упоров б каждая заготовка 3 подается на ленту формирующего конвейера 7. Ленточный изоляционный материал 14 (оберточный) также подает я на ленту конвейера 7 из рулона 15, намотанного на ось 16. Винтовыми стяжками 11 устанавливают транспортер 8 в требуемое положение, за счет чего исключается проскальзывание заготовки 3 и сохраняется заданный интервал между заготовками. Из бака 17 подается клеющий состав на материал 14 с таким расчетом, чтобы приклеивание осуществлялось только с двух противоположных сторон. Далее осуществляют завертывание заготовки 3 изоляционным материалом 14 вместе с транс- портерной лентой конвейера 7. Обжатие заготовки 3 материалом 14 производят роликами рольганга 18. Далее сформированная многослойная заготовка подается между лентами транспортеров 21., Сверху многослойная заготовка поджимается ограничительной планкой 22. Линейная скорость лент транспортеров 21 несколько больше скорости конвейера 7 в результате чего предотвращается сминание многослойной заготовки перед поперечной резкой ее на готовые прокладки. Нож-. ницами 25 осуществляют поперечную резку заготовки в процессе ее продвижения. При этом готовая прокладка имеет длину оберточного изоляционного материала несколько большую длины заготовки 3, т.е. она выполнена с напуском. При укладке в швы напуски прокладок укладываются или стыкуются внахлест, повьппая в месте стыковки изоляционные свойства прокладок или их качество. Возврат ножниц 25 после реза в исходное положение происходит под действием пружины 28. Готовые многослойные прокладки устройством 24 складирования послойно укладываются в контейнер 29. Работа линии осуществляется в полуавтоматическом режиме.Такое выполнение способа и линии для осуществления способа позволяют повысить качество прокладок и швов между строительными панелями, снизить затраты изоляционного материала, повысить производительность линии. Формула изобретения.- Способ изготовления многослойных уплотнительных прокладок, включающий подачу волокнистых заготовок и ленточного изоляционного материала с нанесенным на него слоем клея, обертывание продольных граней заготовки в процессе ее перемещения изоляционным материалом с одновременным его приклеиванием к двум противоположным сторонам заготовки, мерную резку и складирование изделий, о т - л и ч а ю щ и й с я тем, что, с целю повьппения качества прокладок, в процессе обертывания одну из продольных граней заготовки оставляют открытой, а перед мерной резкой скорость многослойной заготовки увеличивают.2. Линия для изготовления многослойных уплотнительных прокладок, содержащая механизм подачи и резки заготовок, подающий транспортер, механизм.подачи ленточного изоляционного материала и нанесения клея, формирующий конвейер с установленными по обе стороны от него наклонными рольгангами, механизм поперечной резки и устройство складирования изделий, о т -л и ч а ю щ ая с я тем, что, с целью повьнпения качества прокладок,она снабжена расположенным над приемной частью формирующего конвейераприжимным транспортером с механизмом его плоскопараллельного перемещения в вертикальной плоскости и установ 50 енным после формирующего конвейера ускорителем протягивания многослойных заготовок в виде парных ленточныхтранспортеров с вертикальными осями вращения концевых барабанов, причем рольганги смонтированы с возможностью риксированного изменения угла накюна.12864 5 е. оставитель Б.Коганехред А.Кравчук Корректор М,Максимишине Редактор Э.Слиган Заказ 7665/ д. 4/5 ская на роизводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 Тираж 525НИИПИ Государственного кпо делам изобретений и113035, Москва, Ж, Р Подписноетета СССРрытий
СмотретьЗаявка
3891444, 29.04.1985
СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКОЕ БЮРО "СКБ-МОССТРОЙ" ГЛАВНОГО УПРАВЛЕНИЯ ПО ЖИЛИЩНОМУ И ГРАЖДАНСКОМУ СТРОИТЕЛЬСТВУ В Г. МОСКВЕ
БЕЛЯЕВ ВЛАДИМИР ИЛЬИЧ, КИНЯПИН ВАЛЕРИЙ ФЕДОРОВИЧ, КОЛПАКОВ ВАСИЛИЙ ПЕТРОВИЧ, КУЗНЕЦОВ ВИКТОР АЛЕКСЕЕВИЧ, САЛЬКОВ ВИТАЛИЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B28B 1/52
Метки: линия, многослойных, прокладок, уплотнительных
Опубликовано: 30.01.1987
Код ссылки
<a href="https://patents.su/6-1286415-sposob-izgotovleniya-mnogoslojjnykh-uplotnitelnykh-prokladok-i-liniya-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления многослойных уплотнительных прокладок и линия для его осуществления</a>
Заготовка для горячего прессования многослойных изделий

Номер патента: 312642
Опубликовано: 01.01.1971
МПК: B21C 23/22
Метки: горячего, заготовка, многослойных, прессования
...чего создается напряжение в наружных слоях изделия.10 Описанная заготовка может найти применение в трубном и баллонном производстве. 15 Заготовка для горячего прессования многослойных изделий, выполненная в виде концентрично расположенных втулок, изготовленных из различных материалов, отличаюиаяся тем, что, с целью получения много слойных изделий с напряженными слоями,каждая втулка изготовлена из материала, имеющего температурный коэффициент линейного расширения выше температурного коэффициента линейного р асширения м ате риала втулки, расположенной внутри нее. Изобретение относится к металлургической промышленности, в частности к горячему прессованию многослойных труб.Заготовками в процессах прессования многослойных труб обычно...
Многослойная подкладка для формирования обратной стороны сварного шва

Номер патента: 956208
Опубликовано: 07.09.1982
Авторы: Балтусов, Вейнбрин, Кандиранда, Рикконен, Шаронов
МПК: B23K 37/06
Метки: многослойная, обратной, подкладка, сварного, стороны, формирования, шва
...от 1003 подслоя 2 до 100 слоя 4. Слой 3 смеси имеет толщину 0,2-0,5 мм. Слой 4 керамики имеет толщину 0,3-5 мм. Флюс 5 может любой Двуокисьциркония Азот 45"50 е е еФлюс ОСЦАзот 45-50 марки при условии возможности плавления и напыления. Этому условию отвечают практически все основные флюсы, используемые при сварке. Например, флюс ОСЦнапыляют толщиной 2-8 мм.Металлическую основу 1 в виде полосы из.стали или цветного металла, в том числе алюминия, подвергают гибке, штамповке или другой операции для придания ей Формы, соответствующей свариваемой детали. При сварке прямолинейных соединений или соединений с небольшой кривизной полосу подвергают только пескоструйной обработке электрокорундом.Для выполнения процесса напыления используют...
Установка для нанесения покрытий на длинномерное трубчатое полотно

Номер патента: 1523188
Опубликовано: 23.11.1989
Авторы: Карлов, Касаткин, Онищенко, Смирнов
МПК: B05C 11/02
Метки: длинномерное, нанесения, покрытий, полотно, трубчатое
...случае на закруглениях она снабжена сменными пластинами 23, которые прикреплены винтами 24 к расправляющей ступени 17.Средство 8 для расправления полотна (фиг. 4) содержит две щеки 25, соединен 5 10 15 20 25 30 ные между собой стержнем 26. Между щеками 25 расположены вращающиеся ролики 27 с цилиндрической поверхностью, На выступающих концах стержня 26 закреплены планки 28. Последние снабжены стойками 29, на которых установлены вращающиеся ролики 30 с бочкообразной образующей поверхностью, Ролики 30 выполнены из отдельных вращающихся элементов. Внешний профиль, который образован цилиндрическими 27 и бокообразными 30 роликами, подобен по форме расправляющей ступени 17 дорна 3. Бочкообразная образующая поверхность роликов 30 выполнена с...
Устройство для выборки и укладки яруса

Номер патента: 1083998
Опубликовано: 07.04.1984
Авторы: Анчуков, Белкин, Жеребенков
МПК: A01K 79/00
Метки: выборки, укладки, яруса
...для размещения и раскладки яруса 21. 15Однако зто устройство характеризуется недостаточной эффективностью лова, вызванной необходимостью ,проведения многочисленных операций по транспортировке яруса, и ограни ченной возможностью использования ярусов различной конструкции. 25 ЗО ЦрЯфь изобретения - повышениеэффЕкщвности лова путем сокращения проМысловых операций и обеспечение возможности использования при работе с ярусами, имеющими различную длину поводцов. Поставленная цель достигается тем, что в устройстве для выборки и укладки яруса, преимуществецно пелагического, содержащем ярусоподьемную лебедку, приспособления для размещения и раскладки яруса, приспособление для раскладки яруса содержит транспортер с закрепленными на его...
Перегрузочное устройство

Номер патента: 1822854
Опубликовано: 23.06.1993
МПК: B65G 65/02
Метки: перегрузочное
...имеющих четыре ножки. выполненные в виде перевернутых чашечек. На каждой из трех платформ рамы 1 установлено по четыре стойки 2. Конструкция эстакады позволяет устанавливать три контейнера 3. серийно выпускаемых заводами. Одноименные стенки всех трех контейнеров, установленных на эстакаде, параллельны. что обеспечивает параллельное движение автопогрузчиков при установке и снятии контейнеров. Эстакада устанавливается под выгрузным концом транспортера 4. На выгрузном конце транспортера имеется спуск-гаситель 5, обеспечивающий снижение повреждений при загрузке контейнеров 3 картофелем. Работает устройство следующим обра.зом,При замене контейнеров, загружаемыхтранспортером 4 через спуск-гаситель 5,5 контейнеры 3, при помощи...
Предыдущий патент: Установка для изготовления керамических изделий
Следующий патент: Прошивной волокнистый теплоизоляционный материал с гофрированной структурой и способ его изготовления
Случайный патент: Муфта-тормоз