Патенты опубликованные 23.01.1986
Центробежная форсунка

Номер патента: 1205939
Опубликовано: 23.01.1986
Авторы: Алексеев, Живайкин, Колинько, Косырев
МПК: B05B 1/34
Метки: форсунка, центробежная
...и орошения полей.Цель изобретения - повышение производительности,и равномерности распыла жидкости.На чертеже изображена центробежная форсунка.Форсунка содержит соединенный сподводящим трубопроводом 1 цилиндрический корпус 2 с осевым каналом3 подачи жидкости,распыпительнуюголовку 4 и эавихрительный диск 5 с лопастями 6 и стержнем 7.Распыпительная головка 4 имеет камеру 8 закрутки жидкости и выпускное отверстие 9. В камере 8 свободно размещен один или несколько ша.риков 10. Отношение диаметра камеры8 к диаметру шарика 10 находится впределах 2,0-3,5. Корпус 2 соединен с трубопроводом 1 упругой вставкой 11 посредством хомутов 12. Вставка 11 может быть выполнена в виде шланга или металлического сильфона. Камера 8 имеет буртик 13,...
Устройство для разбрызгивания жидкости

Номер патента: 1205940
Опубликовано: 23.01.1986
Авторы: Попова, Секунда, Сущенко, Ширяева, Шмелев
Метки: жидкости, разбрызгивания
...производительности при упрощении конструкции устройства.На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - то же, вид сверху; на фиг. 3 - фрагмент ротора "с распылителем; на фиг. 4 - устройство в рабочем положении.Устройство для разбрызгивания жидкости содержит плавающий корпус 1, приводной распыливающий орган 2 и привод для его вращения, имеющий закрепленный на корпусе 1 в герметичной полости.а статор 3 и ротор 4.Ротор 4 выполнен в виде беличьего колеса с крышками 5 и спицами 6, смонтированного на центральной вертикальной оси 7 концентрично статору 3. Ось 7 установлена в корпусе на подшипниках 8. Распыливающий ор,ган 2 выполнен в виде сетчатых цилиндров 9 и 10, концентрично установленных соответственно внутри и снаружи беличьего...
Установка для металлизации труб напылением

Номер патента: 1205941
Опубликовано: 23.01.1986
Авторы: Агапов, Гиливер, Енукашвили, Жолоб, Коваль, Попович, Сердюченко, Тиневицкий, Чивадзе
МПК: B05B 15/04
Метки: металлизации, напылением, труб
...металлизаторы 4 таким образом, что ось сопла каждогометаллизатора соосна с соответствующим окном. Проемы закрыты воздухозаборниками 5, образующими с наружной,поверхностью камеры в нижней ее,части щелевые сопла 6; соединяющиекамеру с окружающей средой, Торцыкамеры снабжены заслонками 7 с отверстиями для ввода трубы в камеру.Воздухоэаборники соединяют камеру своэдуховодом 8.К щелевому соплу может быть подсоединен, например, коллектор 9 дляподвода воздуха от вентилятора.Установка для металлизации трубнапылением работает следующим образом.Через камеру 1 с установленнымина ее торцы заслонками 7, имеющимиотверстия для ввода металлиэируемойтрубы, с помощью транспортного средства например рольганга винтовогоперемещения (не показано),...
Пневматический вибровозбудитель

Номер патента: 1205942
Опубликовано: 23.01.1986
МПК: B06B 1/18
Метки: вибровозбудитель, пневматический
...сообщается соответственно с одной из камер 4 и 5. Корпус 1 имеет впускное 8 и выхлопные 9 и 10 отверстия, предназначенные для выпуска воздуха соответственно из камер 4 и 5. В поршне 3 выполнена радиальная выемка 11, которая может быть расположена как на одном из торцов (фиг.7), так и в его средней части (фиг.5). В корпусе 1 перпендикулярно его оси закреплен секторообразный в поперечном сечении элемент 12, входящий в выемку 11 поршня 3, и образующий таким образом полость 13, постоянно соединенную через отверстие 14 с пневмомагистралью (не показана). Вместо ограни 05942 ъчителя хода с эластичной перемычкой2 также может быть использован ограничитель хода с осью 15 (фиг.4-6).С обоих торцов корпус 1 закрыт крьппками 16.Пневматический...
Способ сепарации семян

Номер патента: 1205943
Опубликовано: 23.01.1986
Авторы: Анисимов, Балагула, Лысенко, Рабинович
МПК: A01F 12/44, B07B 4/00
...различ 10 ной массой, то центробежные силытакже разные. На семена с большой1массой действует большая по величинецентробежная сила, под действиемкоторой во время движения воздушносеменной смеси происходит перераспределение (расслоение) семян покольцевым зонам. Семена с большоймассой располагаются в периферийныхзонах, ближе к наружной боковойстенке, вытесняя более легкие. Эффективности разделения семян способ ствует расширение воздуховода на1нижних витках. Легкие примеси раз"мещаются дальше от периферии. Делитель 5 потока разделяет семена нафракции, которые поступают в осадочные камеры. Величину отбора семян вту или иную фракцию можно регулировать посредством заслонок 6,Изобретение относится к сельскому хозяйству, в частности к машинам для...
Образец для моделирования процесса прокатки

Номер патента: 1205944
Опубликовано: 23.01.1986
Авторы: Гром, Минаев, Онищенко, Полторапавло, Темнохуд, Феник
МПК: B21B 1/00
Метки: моделирования, образец, прокатки, процесса
...деформации металла составного образца, при этом площади поперечного сечения сравнительного элемента и составного образца равны между собой и имеют одинаковую форму.2, Образец по п,1, о т л и ч а - ю щ и й с я тем, что один из слоев составного образца и сравнительный элемент выполнены иэ одного материала,3 1 использован в лабораторных и промышленных условиях с целью повышения точности определения влияния неравномерного температурного поля на параметры процесса прокатки.Повышение точности определения влияния неравномерного температурного поля по сечению на параметры процесса прокатки достигается за счет того, что среднее сопротивление деформации металла по сечению составного образца равно сопротивлению деформации металла...
Способ горячей прокатки толстолистовой стали

Номер патента: 1205945
Опубликовано: 23.01.1986
МПК: B21B 1/38
Метки: горячей, прокатки, стали, толстолистовой
...для достиения эААекта взламывания окалины).При толщине раската 40 чем абсоютное обжатие 0,2 мм соответствуеттносительному обжатию 0,5%. Остальые две чистовые клети, расположеные между первой и тремя последнимиистовыми клетями, в процессе проатки не используются.Достигаемые преимущества (повыение часовой производительноститана и др.) и обоснование оптимальости предлагаемого способа изложеы вМше.П р и м е р 2, Горячая прокаткаолосы толщиной 16 мм из низколеированной стали производится в сеиклетевой чистовой группе из подата толщиной 40 мм, выпускаемогоз последней черновой клети, причемолщина раската перед последнимиремя клетями составляет 27 мм. Осуествить прокатку в первой клети сбсолютным обжатием 13 мм не предтавляется...
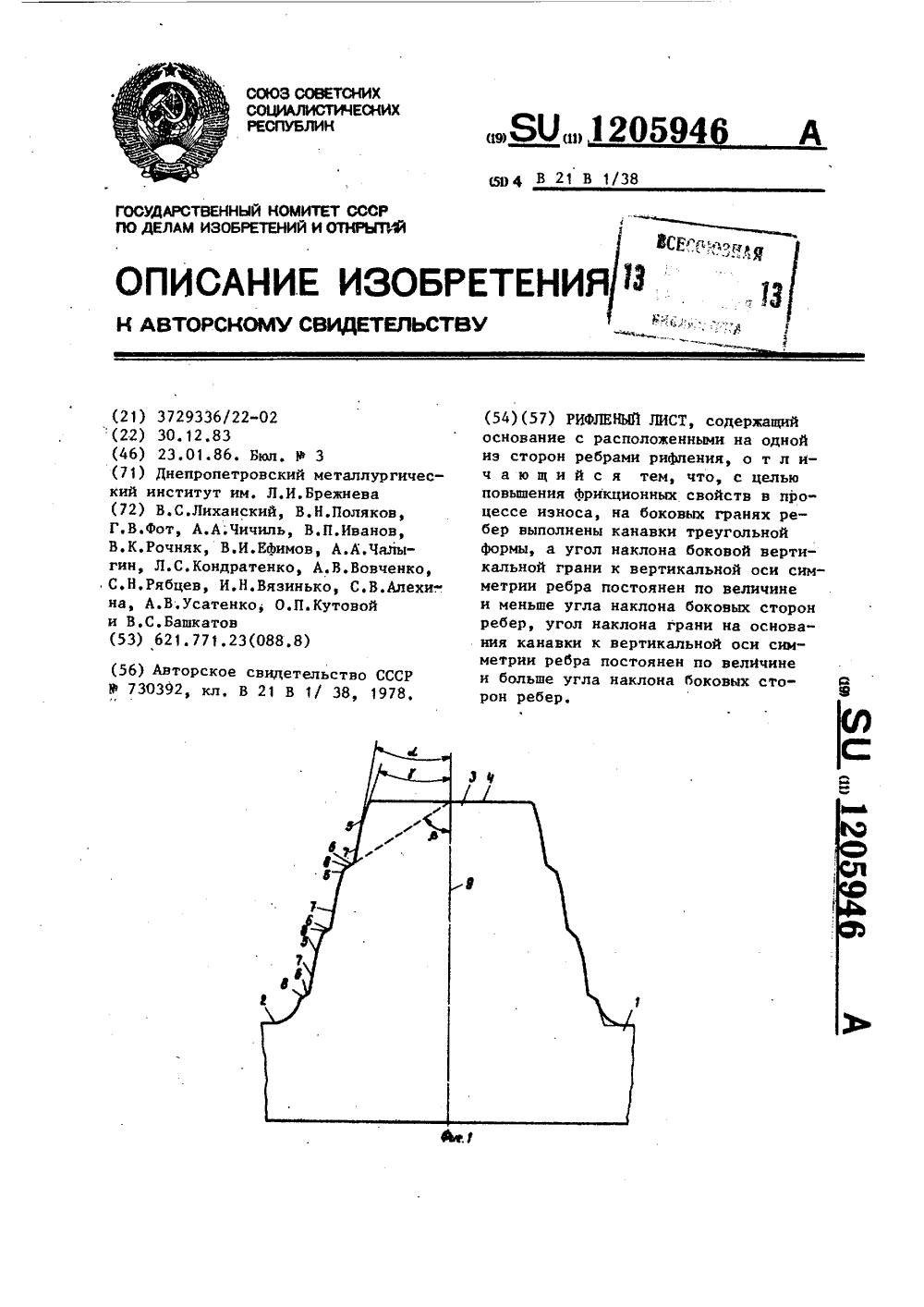
Рифленый лист
Номер патента: 1205946
Опубликовано: 23.01.1986
Авторы: Алехина, Башкатов, Вовченко, Вязинько, Ефимов, Иванов, Кондратенко, Кутовой, Лиханский, Поляков, Рочняк, Рябцев, Усатенко, Фот, Чалыгин, Чичиль
МПК: B21B 1/38
...4к основанию 1. По величине угол о(больше угланаклона боковой грани5 к вертикальной оси симметрии 9 30ребра 3.Угол наклона у основания 8 канавки 6 к вертикальной оси 9 симметрииребра 3 выполнен по величине вдоль.высоты ребра 3 от верхней грани 4к основанию 1. По величине угол фбольше углаонаклона боковой грани5 к вертикальной оси 9 симметрииребра 3.Угол наклона (. боковой вертикальнойграни 7 к вертикальной оси 9 симмет 40рии ребра 3 должен быть .более 5 иоменее 40 . Величина 5 характеризуется необходимостью наличия минимальной величины технологического уклонапри производстве прокаткой. Умень 45ошение угла С менее 5 может привестик окову валков прокатываемым металлом,должен быть более 45 и менее 90ОЭт.е. в пределах 50-90 . Величина50 "...
Способ прокатки листов

Номер патента: 1205947
Опубликовано: 23.01.1986
Авторы: Джанджгава, Клименко, Онищенко, Смирнов, Филиппов, Юрченко
МПК: B21B 1/38
...и аварийную остановку стана.В предлагаемом способе эффект улучшения Формы листа в плане достигается за счет стеснения веерообразного уширения на концах полосы.П р и м е р. Литые слябы из стали Зсп размерами НБр ф Ср 250 к 200 х 2400 мм прокатывают в валках диаметром 3 1000 мм. Скорость прокатки составляет Ч 0,2 м/с, обжатие ЬИ 40 мм, температура прокатки 1100 С, предел текучести металла при этой температуре 6 120 ИПа.Использование предлагаемого способа прокатки позволяет увеличить выход годного металла вследствиеЪполучения листов прямоугольной Формы, увеличения их длины и уменьшения боковой обрези. 50 При устранении разноширинности раската увеличивается выход годного. При прокатке предлагаемый способосуществляют припожением...
Способ прокатки толстых листов и полос в черновых клетях

Номер патента: 1205948
Опубликовано: 23.01.1986
Авторы: Коновалов, Руденко, Шевцов
МПК: B21B 1/38
Метки: клетях, листов, полос, прокатки, толстых, черновых
...максимально приближенной кпрямоугольной, дробность деформациипо ширине должна быть не более0,25 ширины, т.е. осуществлятьсяне более, чем за четыре прохода.Большая дробность деформации приводит к увеличению поперечного перемещения металла на концевых участках раската и, следовательно, искажению формы в плане и увеличениюобрези. Раздача ширины при этомувеличивается незначительно.С уменьшением дробности деформации более 0,33 ширины боковыеучастки уширяются в большей степеничем центральный. Это ведет к большейвытяжке центрального участка и образованию большого "языка" на концахраската. Предлагаемый способ прокатки может быть реализован на черновойклети с перемещающимися по бочкеверхнего валка буртами трапецеи 5 дального сечения, либо...
Универсальный калибр

Номер патента: 1205949
Опубликовано: 23.01.1986
Авторы: Барбаров, Булянда, Гринавцев, Косарев, Литвинова, Осадчий, Ремпель
МПК: B21B 13/10
Метки: калибр, универсальный
...например, из малостойкой резины и фиксируется гайкой 13. Индукционная катушка 11 проводами 14 соединена с измерительной аппаратурой 15 (осциллограАом и усилителем). Кассета 3 снабжена эксцентриковым нажимным устройством 16 и крепится к арматурным брусьям 17 винтами 18ратурой 15, Упругим элементом 12 штифт 9 прижимается в точке А к поверхности горизонтального валка 1, сердечник 10, жестко связанный со штифтом 9, вводится в полость индуктивной катушки 11, меняя ее индуктивность, что Аиксируется отклонением луча осциллограАа измерительной аппаратуры 15. Нажимными винтами 5 корпус 6 с вертикальными валками 2 перемещается в направлении прокатки, при этом штиАт 9 скользит по цилиндрической поверхности горизонтального валка 1, утапливается и...
Способ винтовой прокатки

Номер патента: 1205950
Опубликовано: 23.01.1986
Авторы: Вавилкин, Лысов, Попов, Потапов, Скловец, Юсупов
МПК: B21B 19/04
...жиме составляет 12 Х, угол подачи 15 . Охлаждение производят по мере . выхода трубы из валков стана на участке 100 мм, что составляет 5 диаметров трубы. При охлаждении применяют воду и жидкий азот. Отношение жидкого азота к воде составляет 1:10, Подачу жидкого азота производят с расстояния 10 мм от поверхности трубы, что составляет 0,5 диаметра трубы, через теплоизолированный трубопровод. В качестве изоляционного материала используют пенопласт. Воду подают с расстояния 15 мм, что в 1,5 раза больше расстоя - ния подачи азота. Оправки изготавливают иэ молибденового сплава со пределом текучести при 1000 С 20 кг/мм. Максимальный диаметр оправки на расстоянии 0,9 ее длины от заднего торца равен 9,8 мм, Длина оправки 270 мм. Стержень...
Распределительно-подающий механизм стана холодной прокатки труб

Номер патента: 1205951
Опубликовано: 23.01.1986
Авторы: Галивец, Гамерштейн, Лапидус, Попов, Черненко
МПК: B21B 21/04
Метки: механизм, прокатки, распределительно-подающий, стана, труб, холодной
...вместе сприводным валом 1, через ролик 5сообщает качательное движение рычагу 4 и через жестко соединенный сним ведущий вал 3 подачи ведущемукривошипу 8,Шарнир 10 ведущего кривошипа,перемещаясь в пазу кулисы 15, придает ей возвратно-вращательное движение относительно оси шарнира ползуна 13 с углом размаха, определяемым положением ползуна. Кулиса15 через размещенный в ее пазушарнир 11 воздействует на ведомыйкривошип 9 и сообщает ему качатель.ное движение, которое передаетсяна жестко соединенный с ним ведомыйвал 7 подачи, Через систему зуб 45чатых передач это движение передается на винт подачи заготовки.Для изменения величины подачиосуществляют перемещение ползуна13 с шарнирно закрепленной на немкулисой 15 в направляющих 12 от...
Предварительно напряженная универсальная прокатная клеть

Номер патента: 1205952
Опубликовано: 23.01.1986
Авторы: Адамович, Кузьмин, Пак
МПК: B21B 31/04
Метки: клеть, напряженная, предварительно, прокатная, универсальная
...крутящего момента отредуктора к винтам 7 и 8, для чегона стяжках выполнены лыски, а насопрягаемых деталях 7, 8 и 14 соответственно лыскам - отверстия. Наконце стяжки 11 нарезана резьба стем же направлением резьбы, что ивинт 8, но с удвоенным шагом. Гайки 12 после установки фиксируются.от вращения относительно подушкистопором 13. Для обеспечения полно."35го контакта поверхностей винтов срамой и для самоустановки подушекмежду винтами 7 и 8 и рамой 9 установлены сферические кольца 15.Сборка клети производится в сле"дующей последовательности.Перед сборкой все винты 7 и 8подушек 3 и 4 выставляют на однйи тот же размер а от базовой поверхности и одинаковое расположение45лысок в деталях 7, 8 и 14, На нижние подушки 4 горизонтального...
Система автоматического управления двигателем главного привода стана холодной прокатки труб

Номер патента: 1205953
Опубликовано: 23.01.1986
Авторы: Братус, Сафронов, Фармаковский
МПК: B21B 35/06
Метки: главного, двигателем, привода, прокатки, стана, труб, холодной
...во входной цепи обратной связи резисторные оптроны 39 и 40, соединенные параллельно резисторам 29 и 41 соответственно, При этом указанные реэисторные оптроны присоединены через резисторы 42 и 43 к выходам схемы 22 логики, которая содержит элементы И 44 и 45, имеющие по два входа, а также ключи 46 и 47. Один из указанных входов соединен с выходом индикатора 23 направления движения клети, а другой вход соединен с выходом дискриминатора 21 знака фазы высокочастотной составляющей динамических усилий в шатунах. При этом выход дискриминатора 21 соединен с входом логического элемен та 45, совпадениячерез инвертор 48. Индикатор 23 направления движения клети представляет собой последовательное соединение пары сельсинаприемника 49 и...
Устройство автоматического управления скоростью прокатного стана

Номер патента: 1205954
Опубликовано: 23.01.1986
Авторы: Альтерман, Бибишев, Клименко, Мельников, Сыпачев, Шакурский
МПК: B21B 35/08, B21B 37/46
Метки: прокатного, скоростью, стана
...связи (выход его блока 17 деления) соединен с вторым входом первого элемента 1 сравнения, на третий вход которого подается либо сигнал уставки уровня скорости, либо в варианте исполнения с реализацией режима "Так держать"-одноименный сигнал (фиг. 1).Два входа второго коммутатора 19 соединены соответственно с, выходом и первым входом блока 20 памяти, к второму входу которого подсоединен выход сумматора 21, входы . которого соединены с выходами соответственно блока 17 деления и интегратора 9 эталона скорости, при этом иа третий вход коммутатора 18 подается сигнал уставки задания скорости, а на объединенные входы коммутатора 19 и блока 20 памяти сигнал "Так держать", например, с внешнего командного устройства.Элементы 1 и 5 сравнения,...
Способ непрерывной прокатки наложенных полос

Номер патента: 1205955
Опубликовано: 23.01.1986
Авторы: Адамский, Журковский, Качайлов, Мелешко, Налча, Попов, Романовский, Тимошенко, Тихоновский, Шебаниц, Шевченко
МПК: B21B 37/00
Метки: наложенных, непрерывной, полос, прокатки
...натяжений в полосах на входе в стан путем перераспределения нагрузок на приводы разматывателей; перераспределением моментов прокатки от верхних и нижних валков клетей стана путем перераспределения нагрузок на их приводы; перераспределением натяжений в полосах на выходе стана путем перераспределения нагрузок на приводы моталок, Величина И Ц О. зависит от предельных возмог- зйостей регулирования каждым из способов.Блок 18 работает следующим образом.Если сигйалменьше или равен (1, то только на его выходе с) блока 18 появляется сигнал 11 , поступающийвых фв систему 22 распределения нагрузок на приводы 8 разматывателей, и перераспределяет нагрузки на них. При этом на других его выходах сигналы 1(где К, - коэффициент передачи блока...
Способ определения неплоскостности полосы

Номер патента: 1205956
Опубликовано: 23.01.1986
Авторы: Белоус, Блиновских, Головчанов, Горячев, Злотин, Куприянов, Оржеховский, Сильвестров, Слесарев
МПК: B21B 38/02
Метки: неплоскостности, полосы
...неплоскостности. Увеличение удельного на"тяжения более 0,05 бприводитк исчезновению отдельных неплоскихмест лент и фольги подобно тому, какэто происходит в процессе прокаткис натяжением. После снятия натяжения неплоскостность этих мест становится явной,Известно, что продольная разнотолщинность, а следовательно, и плоскостность проката формируются надлине, кратной длине окружностипрокатных валков. Поэтому при отборе образцов лент и фольги для оценки их неплоскостности необходимо, чтобы их длина составляла 1,2-1,6 длины окружности прокатных валков. При длине образцов меньшей, чем 1,2 длины окружности валков, оценка неплоскостности будет необъективной, а при длине большей, чем 1,6 длины окружности, закономерность неплоскостности будет...
Устройство для центрирования транспортируемой полосы

Номер патента: 1205957
Опубликовано: 23.01.1986
Авторы: Борисенко, Калинин, Космынина, Попов, Суглобов
МПК: B21B 39/14
Метки: полосы, транспортируемой, центрирования
...на этот же угол Ж и появЧ, =ЧЕд м, (2)скорость движения полосы пооси агрегата;скорость смещения полосы. фиг. 2 точками А и В обозначеожение кромок полосы 6 относиоси барабана 3 в момент наго смещения полосы на величину очками а и Ъ положения этих мок после поворота рамы 1 с рующим барабаном 3 на угол ки С и с характеризуют местоние центра барабана. Начальное ие полосы равногде ц - угловая скорость поворотарамы;- время работы исполнительногомеханизма.После этого поступает сигнал нареверс исполнительного механизма 7и рама 1 с центрирующим барабаном 3,поворачиваясь относительно оси 2,возвращается в начальное положение,при котором ось вращения барабана 3располагается строго перпендикулярно оси агрегата. В процессе возвратарамы...
Кантователь проката

Номер патента: 1205958
Опубликовано: 23.01.1986
Авторы: Елякин, Матвеев, Медведев, Овсов
МПК: B21B 39/20
Метки: кантователь, проката
...кромками полок швеллеров и двутавровых балок). Основная масса профиля находится на некотором расстоянии от электромагнита, т.е. между ней и рабочей поверхностью электромагнита имеется воздушная щель. Величина магнитной силы притяжения проката к рабочей поверхности электромагнита зависит от величины воздушного зазора между ними. При этом чем больше щель, т.е. чем выше ребра полки ), тем сильнее ослабление силы притяжения.Кроме того, обеспечивается снижение веса кантующих рычагов, влияющего на вес всех других элементов кантователя, что снижает металлоемкость кантователя в целом; обеспечивается также экономия электротехнического оборудования, меди и электроэнергии. КПД кантователя повышается, а обслуживание его при эксплуатации...
Устройство для очистки круглого проката от окалины

Номер патента: 1205959
Опубликовано: 23.01.1986
Авторы: Берштейн, Гурин, Дмитриев, Калугин, Коваленко, Маншилин, Полторапавло, Тарасенко
МПК: B21B 45/04
Метки: круглого, окалины, проката
...заготовки. Для плотного прижатия устройствав момент работы предусматривается использование электромагнита. Для обработки листового проката применяютсявакуумные присоски, осуществляющиеприжатие коллекторов к поверхностипроката. 5 1 О 15 20 30 35 40 45 50 55 В коллектор 1 подают рабочую среду 2 абразива и за счет придания ей энергии перемещают в канале, ограниченном стенкой коллектора, продольным разъемом 3 и обрабатываемой поверхностью проката 4. За счет:сил трения, возникающих между рабочей средой абразива и поверхностью проката, окалина, предварительно сломанная в окалиноломающих роликах, удаляется и, перемешиваясь с рабочей средой, уносится по трубопроводу в сборник, где происходит отсортировка крупной фракции абразива от мелкой...
Способ изготовления труб

Номер патента: 1205960
Опубликовано: 23.01.1986
Автор: Митрофанов
МПК: B21C 23/08
Метки: труб
...изобретения - снижение трудоемкости при изготовлении труб с малым внутренним диаметром, повышение стойкости иглы и расширение технологических возможностей, путем обеспечения получения труб с переменным внутренним диаметром.На чертеже показана схема осуществления способа.Способ осуществляется следующим образом.Заготовку 1 помещают в контейнер 12, распрессовывают его с помощью шплинтона 3 и пресс-шайбы 4. Затем иглой 5 осуществляют прошивку заготовки 1, при этом иглу 5 устанавливают так, чтобы цилиндрическая часть иглы 5 не входила в зону калибрующего очка матрицы 6. После этого осуществляют прессование,трубы 7. При этом непосредственно за иглой 5 образуется полость в прессуемом металлекоторая затем формируется окончательно в отверстие...
Способ производства сварных труб

Номер патента: 1205961
Опубликовано: 23.01.1986
Авторы: Вавилин, Дешин, Локоть, Максимов, Ронжин, Фридман, Халамез
МПК: B21C 37/06
Метки: производства, сварных, труб
...способа заключается в следующем.Отдельные рулоны сваривают встык и направляют непрерывную полосу в неприводную формовочную клеть, расположенную перед прокатной клетью. В неприводной формовочной клети полосу изгибают за счет ее протаскивания прокатной клетью, после прокатки полосу формуют в трубную заготовку и сваривают ее кромки.Образующийся в неприводной формовочной клети профиль обладает повышенной жесткостью и оказывает сопротивление искривлению и выбрасыванию полосы из прокатной клети. Так как формоизменение в неприводной формовочной клети производится за счет тянущего усилия, развиваемого прокатной клетью, то относительно прокатной клети в полосе создается заднее на-; тяжение, которое также повышает устой чивость и сопротивление...
Способ изготовления спиральношовных труб

Номер патента: 1205962
Опубликовано: 23.01.1986
Авторы: Грум-Гржимайло, Зарицкий, Иванов, Канов, Лебедь, Невеселый, Примак, Стома, Фатеев, Фурса, Ярмыш
МПК: B21C 37/12
Метки: спиральношовных, труб
...радиусом естественной отгибки, приводит к получению кромок без изгибов в стыкуемом соединении на готовой трубе в сечении расположенном под углом формовки к ее поперечному сечению (фиг.б).Таким образом, "крьппа" в сварном соединении устраняется. 05962Предлагаемый способ опробованпри изготовлении двухслойных спиральношовных труб диаметром 1420 мм столщиной каждого слоя 11,9 мм из ру лонной полосы шириной 1500 мм сталимарки 08 Г 2 СФТ с пределом текучести370-490 МПа.Радиус естественной отгибки кромок, полученный методом расчета, 10 составляет 1058 мм.Формувку труб производят из полосы без отборточки кромок, с отбортовкой кромок по известному способу и из полосы с отбортованными 15 кромками .по предлагаемому способу.После формовки и сварки...
Способ формовки труб со спиральным швом на оправке

Номер патента: 1205963
Опубликовано: 23.01.1986
Авторы: Гуляев, Ковалева, Примак, Шкуренко, Юков
МПК: B21C 37/12
Метки: оправке, спиральным, труб, формовки, швом
...клеть 1, расположенную перед оправкой 2, вокруг которой изгибается поспирали с углом подъема М (уголподъема винтовой линии ) гибкий тяговый элемент 3, между ветвями которо-го расположена сварочная головка 4.Исходную ленту 5 заталкивают междуоправкой 2 и гибким тяговым элементом 3 при помощи валков 6, расположенных в эаталкивающей клети 1. Способ включает следующие операции: разматывание рулона ленты, обрезку кромок, подачу ленты 5 на оправку 2 с изгибом по спирали при помощи гибкого тягового элемента 3 с усилием Рг и соединение кромок при помощи сварочной головки 4. При этом подача ленты 5 на оправку 2 осущест 05963вляется с приложением к ленте дополнительного усилия Р под углом подьЭема винтовой линии, место приложения...
Штамп для правки плоских заготовок

Номер патента: 1205964
Опубликовано: 23.01.1986
Автор: Виржонис
МПК: B21D 1/00
Метки: заготовок, плоских, правки, штамп
...плоских заготовок типа шайб т.е. деталей, имеющих по крайней мере одно отверстие, изготавливаемых методом последовательной штамповки из полосы или ленты.Цель изобретения - повышение производительности и обеспечение безопасных условий работы путем автоматической подачи заготовок в зону правки и удаления выправленных деталей, а также предохранение штампа от перегрузок.На фиг.1 изображена нижняя часть штампа, вид в плане; на фиг.2 - разрез А-А на фиг.1.Штамп для правки плоских заготовок содержит верхнюю подвижную 1 и нижнюю неподвижную 2 плиты, сопряженные между собой направляющими элементами 3 и несущие две правильные плиты. В пазу державки 4 верхней правильной плиты 5 размещен механизм передачи усилия пресса, состоящий из уложенных в два...
Способ изготовления гнутых полузамкнутых профилей

Номер патента: 1205965
Опубликовано: 23.01.1986
Авторы: Волковой, Головня, Джабанишвили, Тришевский
МПК: B21D 5/06
Метки: гнутых, полузамкнутых, профилей
...профилегибочного сана 0,5-2 х 20-300 со скоростью формовки 20 м/мин (углы подгибки за проход должны быть при этом в прецелах 35-45 ) . МО 20 Так, например, на первых переходах 1-У первоначально иэ полосовой заготовки 1 из стали Ст,3 толщиной 1,3 мм и шириной 223 мм формируют отбортовки 2 периферийных участков заготовки. В переходах У 1-У 1 ЗО осуществляют подгибку участков 3 заготовки. В последующих переходах У 11-Х 11 производят дальнейшую подгибку участков 4-6 заготовки 1. Затем в переходах П 1-Х 1 У формируют элементы З 5 будущих полок крестообразного элемен та. В переходах ХУ-ХУШ усилием Р создаваемым вертикальными валками, производят подгибку вертикальной стенки 7 крестообразного элемента. 40 После этого в переходе ХУП при помощи...
Автоматический станок для гибки резаков

Номер патента: 1205966
Опубликовано: 23.01.1986
Авторы: Култышев, Лившиц, Лопатников, Плетнев
МПК: B21D 7/00
Метки: автоматический, гибки, резаков, станок
...эажимается гидроцилиндром 11, Установочное движениезаготовки 5 осуществляется перемещением продольной каретки 3 вправона необходимую величину Затем производится зажим заготовки 5 гидроцилиндром 7 при одновременном отпускании гидроцилиндра 11 и осу 25 3035404550 5 1 О 15 20 ществляется прерывистое перемещение продольной каретки 3 влево на рабочей подаче. В момент остановки продольной каретки 3 происходит перемещение по программе рабочего органа 9, который изгибает заготовку 5.При необходимости гибки заготовки 5 в другую сторону происходит повоо рот рабочих органов 9 на 180 , который осуществляется следующим образом.Возвратно-поступательное движение штока гидроцилиндра 18 с закрепленной на нем зубчатой рейкой 19, через зубчатое колесо 20 и...
Способ вытяжки с нагревом

Номер патента: 1205967
Опубликовано: 23.01.1986
Авторы: Зверков, Золотов, Игошин, Кудряшов, Моисеевский, Шевченко
МПК: B21D 22/00
...режущей кромкой обрезает технологический припуск 6, отсоединяя электро- контакты 4 от заготовки 5, 50 55 Разница между нагревом центра заготовки и фланца составляет 450 о500 С. При увеличении времени нагрева при одном и том же напряжении характер распределения температурных полей сохраняется, а разница в температурах нагрева центра и фланца заготовки уменьшаетсяПри увеличении скорости нагрева (увеличении разности потенциалов между контактами) характер распределения температурных полей также в целом сохраняется. Однако разница В дальнейшем кольцом 2 прижимаютфланцевую часть заготовки 5 к матрице 3, а пуансоном 1,закрепленным .на внутреннем ползуне (не показан), 5 прикладывают усилия деформированияк центральной части заготовки, получая...
Штамп для гибки штучных заготовок из листа и проволоки

Номер патента: 1205968
Опубликовано: 23.01.1986
Автор: Слугин
МПК: B21D 22/02
Метки: гибки, заготовок, листа, проволоки, штамп, штучных
...воздуха имеются два отверстия 58, а против них в штоке 48 - продольные сквозные окна 59 длиною, равной длине хода штока 46, и далее напротив продольных окон на наружном диаметре штока 46 - кольцевые проточки 60, одна из которых совпадает с началом пазов 61, выполненных вдоль штока 46 снаружи и подающих в рабочую среду. в полость 52, а другая соединена поперечным отверстием 62 с осевым отверстием 63, выполненным в штоке 46 и подающим рабочую среду в полость 51, Телескопический цилиндр 50 закреплен с помощью двух полуколец 64 на двух державках 65, жестко связанных с ползушкой 66. Державки 65 смонтированы в направляющих, образованных Г-образными кронштейнами 37 и щеками 67, а кронштейны соединены между собой балкой 68 и планкой 69. В...