Способ вытяжки с нагревом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
СОЮЗ СОВЕТСКИСОЦИАЛИСТИЧЕСНРЕСПУБЛИК 09) 01) 151) 4 В 21 1) 22/ ИСАНИЕ ИЭОБРЕТЕНИ НА СНОМ 3 В.Игошин исеевски верьков ельство ССС 22/00,С НАГРЕВОМилий дефорчасти заг рования к центральн вки, прижим фланцев части, проу электричесения к ней не ускание через заготов ого тока путем подклю СУДАРСТВЕННЫЙ КОМИТЕТ ССС О ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЬ(54)(57) СПОСОБ ВЫТЯЖКИвключающий приложение менее чем двух пар электроконтактов,последовательно чередуя плюс-минус,о т л и ч а ю щ и й с я тем, что,с целью повышения степени вытяжки.иповышения качества готовых изделий,при нагреве создают равенство падений напряжений, приходящихся на единицу длины расстояния между электроконтактами, питание каждой пары разноименных электроконтактов осуществляют от автономных источников, напряжения которых находятся в фазе,.аперед прижатием фланцевой части заготовки нагрев прекращают путем отсоединения от нее электроконтактовобрезкой части заготовки в зоне электроконтактов.Изобретение относится к обработкеметаллов давлением, а именно к способам вытяжки с нагревом.Цель изобретения - повышение качества путем создания равномерноготемпературного поля по контуру заготовки,На фиг.1 изображена схема устройства для реализации способа;нафиг.2 - схема нагрева заготовки; нафиг.3 - характер распределения температуры нагретой заготовки в радиальном направлении; на фиг.4 - схемаподключения заготовки при нагревеот одного трансформатора.Устройство для реализации способа содержит пуансон 1, прижимноекольцо 2, матрицу 3, электроконтакты 4, заготовку 5, технологическийприпуск 6 под обрезку, готовое изделие 7.Способ осуществляют следующимобразом.Плоскую квадратную заготовку 5помещают между матрицей 3 и прижимным кольцом 2.К угловым зонам заготовки 5 подключают две пары электроконтактов 4,последовательно чередуя плюс-минус.Питание каждой пары разноименныхэлектроконтактов осуществляют от автономных источников 1,не показаны),напряжения которых находятся в фазе.Это позволяет использовать токоподводы меньшей длины по сравнению с длиной токоподводов в схеме с одним источником питания и обеспечивает экономию электроэнергии ввиду меньших потерь мощности на токоподводахС целью равномерного нагрева заготовки по периметру 1,в тангенциальном направлении) создают равенствоюпадений напряжений, приходящихся на единицу длины расстояния между электроконтактами. Это достигают путем изменения расстояния между контактами до начала нагрева заготовки.При пропускании электрического тока по заготовке ток по ней идет в тангенциальном направлении, благодаря чему происходит нагрев заготовки до заданной температуры.При рабочем ходе прижимное кольцо 2, закрепленное на наружном ползуне пресса 1 не показан), своей режущей кромкой обрезает технологический припуск 6, отсоединяя электро- контакты 4 от заготовки 5, 50 55 Разница между нагревом центра заготовки и фланца составляет 450 о500 С. При увеличении времени нагрева при одном и том же напряжении характер распределения температурных полей сохраняется, а разница в температурах нагрева центра и фланца заготовки уменьшаетсяПри увеличении скорости нагрева (увеличении разности потенциалов между контактами) характер распределения температурных полей также в целом сохраняется. Однако разница В дальнейшем кольцом 2 прижимаютфланцевую часть заготовки 5 к матрице 3, а пуансоном 1,закрепленным .на внутреннем ползуне (не показан), 5 прикладывают усилия деформированияк центральной части заготовки, получая готовое изделие 7.П р и м е р 1. Нагревают и деформируют кольцевые листовые заготовки 10 диаметром 220 мм из титанового сплава толщиной 1,2 мм. Нагрев осуществляют от понижающего трансформатора.Используют переменный ток промышленной частоты. Напряжение на первичной 15 обмотке трансформатора 380 В. Схемаподключения трансформатора к заготовке представлена на фиг.4.Дополнительные контакты подключают к основным посредством перемы чек. Перемычки создают дополнительное сопротивление в цепи подводаэлектрического тока к контактам 4.Это вызывает разницу в падениях напряжений между контактными парами 25 4-4 и 8-8 и, соответственно, разницу в температурных полях нагрева.Равенство падений напряжений меж.ду контактами обеспечивается изменением расстояния между контактами: 30 между контактами 4-4 расстояние увеличивается, а между контактами 8-8уменьшается до получения равенствападений напряжений между контактами.В качестве контактов используютмедные и графитовые пластины диаметром 60 мм.Температуру замеряют с помощью.термопар, фотодиодного датчика, атакже регистрируют с помощью двенад цатиканального осциллографа. Интенсивность нагрева меняют посредствомизменения напряжения на вторичнойобмотке трансформатора (переключением рубильников) .45в температурах ценэра заготовки и Фланца увеличивается.Замеры температуры в тангенциальном направлении при одном и том же расстоянии от центра заготовки пока,зывают, что за исключением зон заготовки, находящихся под контактами, перепад температур составляет +20 С . Температура зон заготовки, находящихся под контактами, ниже, чем в неконтактных зонах на 350-400 С.При деформации кольцевых заготовок, имеющих неравномерный нагрев зоны фланца, происходит отрыв от Фланца подконтактной, сравнительно мало нагретой зоны заготовки, что снижает качество изделий и ограничивает воэможность способа.П р и м е р 2. Нагревают и деформируют листовые прямоугольные заготовки размером 220 х 220 мм из титанового сплава толщиной 1,2 мм. Нагрев осуществляют от двух трансформаторовно схеме подключения, представленнойна фиг.2.Характер распределения температурных палей в радиальном направлении(Фиг.З) остается неизменным, а разница в температурах нагрева центра ио,фланца заготовки составляет 400-450 С,Вытяжку осуществляют на гидравли 1 О ческом прессе двойного действия сиспользованием комбинированного штампа,Преимущества предлагаемого способа в повышении качеств изделий за счет 1 равномерной деформации по профилю изделия, повышения степени вытяжки, точности штамповки, изготовлении деталей неограниченных размеров иэ высокопрочных сталей и титановых спла О вов, снижении количества штамповойоснастки, и энергозатрат на нагреви формообразование,
СмотретьЗаявка
3688222, 13.01.1984
ПРЕДПРИЯТИЕ ПЯ М-5671, ПРЕДПРИЯТИЕ ПЯ Р-6863
ЗОЛОТОВ МИХАИЛ АЛЕКСЕЕВИЧ, ИГОШИН ВАЛЕРИЙ ВАСИЛЬЕВИЧ, ШЕВЧЕНКО МИХАИЛ ПЛАТОНОВИЧ, МОИСЕЕВСКИЙ ЮРИЙ АРКАДЬЕВИЧ, КУДРЯШОВ ВЯЧЕСЛАВ НИКОЛАЕВИЧ, ЗВЕРЬКОВ ВЛАДИМИР АНДРЕЕВИЧ
МПК / Метки
МПК: B21D 22/00
Опубликовано: 23.01.1986
Код ссылки
<a href="https://patents.su/4-1205967-sposob-vytyazhki-s-nagrevom.html" target="_blank" rel="follow" title="База патентов СССР">Способ вытяжки с нагревом</a>
Прибор для изменения сдвига фаз между электродвижущей силой холостого хода и напряжением синхронных генераторов

Номер патента: 55754
Опубликовано: 01.01.1939
Авторы: Гутенмахер, Канашинский
МПК: G01R 25/06
Метки: генераторов, изменения, между, напряжением, прибор, сдвига, силой, синхронных, фаз, хода, холостого, электродвижущей
...выиеукзаног)СЛОВ)5 ЛЕЕО 0е И) ЕСТВИ М О.Яки) образомг. Е 17ОТК",;Я П)И Е 10 ВЕЛЬИО, УЛЫ ОТКЛОИ( И) др) го) я ри анте предлягяемоОпоиор фи.Вместо электродин.ХЕСК(2 ГО .Г)ГОМЕТРЯ ИИМЕНЕИ МЯГитоэ.Се Грический,ОГОметр 4трем)ямнами, 2", 2 из которых ря),к)р я с п О - О н(е) ы, 1 О ч п р я )1м .,;1 о;ерам;еРаме У лоометра питается око:.Ягрузки фазы 7 Выпрямлеццым ирпосредстве зибрациоииого Выпрям;Е)151 гд. ПЯ 0 ;О ГЕ, ВозЪЖДРНИ:Ф (в 1 п Рамка 2 параллельная рамке 2", питается через сопротивление 13 током, пропорциональным напряжению фазы 7, выпрямленным при посредстве меднозакисного выпрямителя 12. Ток в этой рамке будет равен:г., = (гг Г. Вращающие моменты, действующиеиа рамки 1, 2 и 2, и создаваемыепротекающими по этим рамкам тока-ми гг., и...
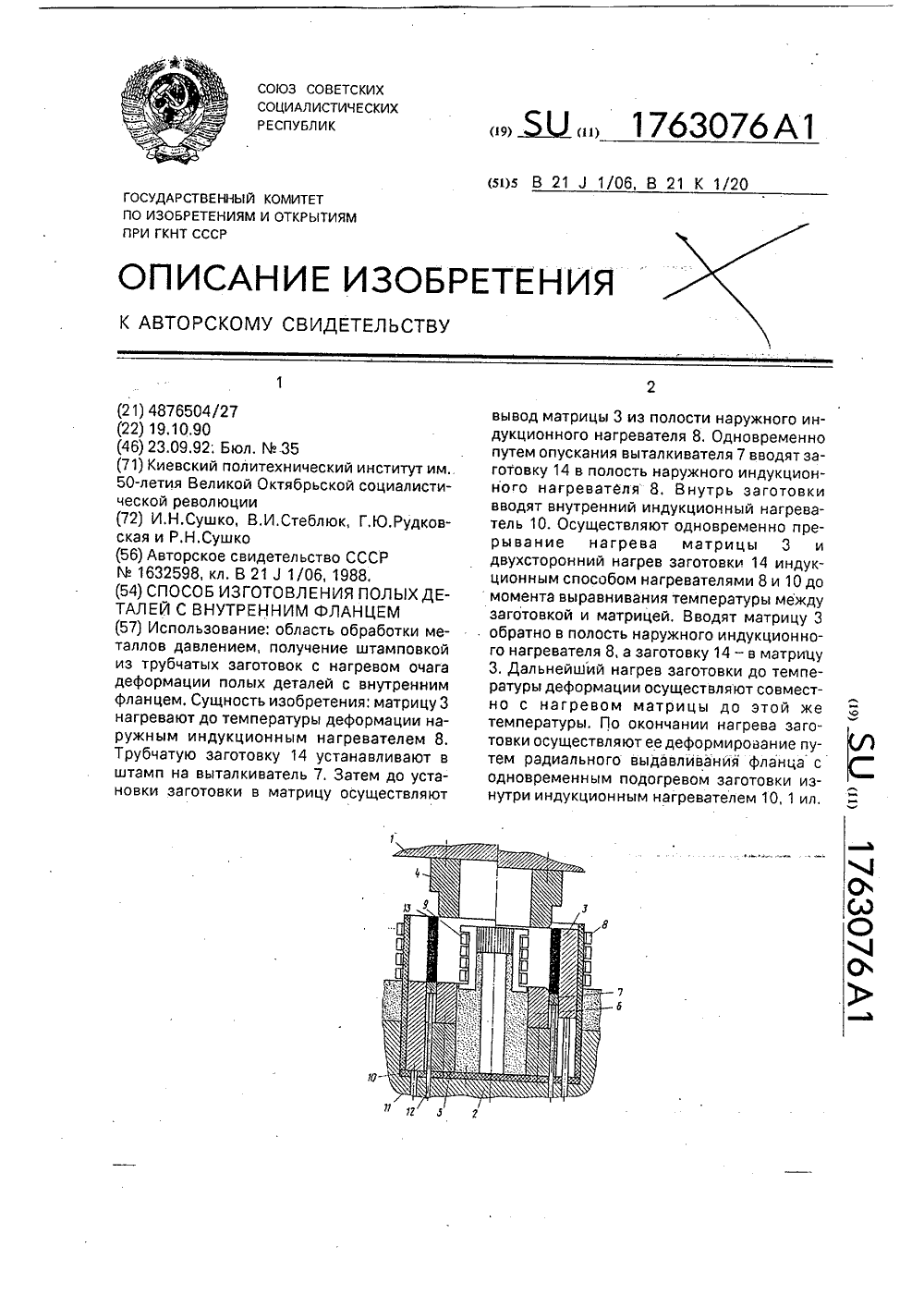
Способ изготовления полых деталей с внутренним фланцем
Номер патента: 1763076
Опубликовано: 23.09.1992
Авторы: Рудковская, Стеблюк, Сушко
Метки: внутренним, полых, фланцем
...заготовки в матрицу, двухсторонний нагрев заготовки до температуры деформации путем воздействия на ее внутреннюю поверхность токами высокой частоты от внутреннего индуктора и выдержки в контакте ее наружной поверхности с поврхностью матрицы, предварительно до установки заготовки в матрицу осуществляют индукционный нагрев заготовки со стороны ее внутренней и наружной поверхностей с одновременным отключением нагрева матрицы до момента выравнивания температур заготовки и матрицы, а последующий нагрев заготовки до температуры деформации и матрицы ведут совместно.Штамп для осуществления способа содержит верхнюю подвижную 1 и нижнюю неподвижную 2 плиты, матрицу 3, закрепленные на соответствующих плитах верхний 4 и установленный на...
Устройство для электроконтактного нагрева

Номер патента: 1133301
Опубликовано: 07.01.1985
МПК: C21D 1/40
Метки: нагрева, электроконтактного
...препятствует свободному температурному расширению заготовки, вызывая коробление детали.Целью изобретения является предотвращение коробления при нагреве.Укаэанная цель достигается тем,что в устройстве для электроконтактного нагрева преимущественно криволинейных заготовок, содержащем станину с имеющими возможность горизонтального перемещения по ней каретками с установленными в них цилиндрамизажима деталей и электроконтактами,цилиндры зажима установлены на карет 10ке при помощи шаровых опор.На фиг. 1 изображено устройство,на фиг, 2 - узел подвески контактов.Устройство содержит станину 1 исмонтированный на станине портал 2 с 45направляющими 3, в которых перемещаются с помощьюходового винта 4 двекаретки 5. На каретках 5 установлены шаровые...
Способ изготовления полых деталей с внутренним фланцем

Номер патента: 1706771
Опубликовано: 23.01.1992
МПК: B21J 1/06
Метки: внутренним, полых, фланцем
...совмещаются. После этого осуществляют двухсторонний нагрев эа 17067711 О готовки до температуры деформации:снаружи - путем теплоперецачи от горячей матрицы 3, изнутри - индукционными токами высокой частоты индукционного нагревателя 9. Одновременно с этим осуществляют деформирование заготовки, воздействуя наее торец пуансоном 6, При этом взазор между пуансонами 6 и 7 выдавливается фланец 15, В процессе деформации горизонтальная плоскостьсимметрии образующегося фланца смещается вдоль оси, Для сохранениясовмещения этой плоскости с горизонтальной плоскостью симметрии катушки инцуктора последняя перемеща"ется также вдоль оси со скоростью0,5 скорости пуансона б,П р и м е р. Изготавливали полуюдеталь с наружным диаметром 300 мм,толщиной...
Способ электроконтактного нагрева электропроводных заготовок

Номер патента: 1786123
Опубликовано: 07.01.1993
МПК: C21D 1/40
Метки: заготовок, нагрева, электроконтактного, электропроводных
...показаны варианты подвода тока к контактам для обеспечения сплошного нагрева заготовки: на фиг. 3 и 4 - то же, для локального нагрева заготовки.Способ предусматривает подвод тока к прижимным контактам верхней 1 и нижней 2 групп относительно заготовки 3 посредством токоподводов 4 и шунтирующей перемычки 5 либо к одному из данных контактов,Способ осуществляется следующим образом.Между контактами 1 и 2 устанавливаютзаготовку 3.Примеры реализации способа;Осуществляли нагрев полосовой сталиразмером 700 х 180 х 16 мм на установке с 5винтовым прижатием пяти контактов размерами 70 х 35 мм. При этом подвод тока кконтактам проводили по различным схемам.В зависимости от способа соединения 10контактов и подвода тока к ним в...
Предыдущий патент: Автоматический станок для гибки резаков
Следующий патент: Штамп для гибки штучных заготовок из листа и проволоки
Случайный патент: Способ получения полиолефинов