Архив за 1978 год
Устройство для сортировки ферритовых сердечников

Номер патента: 610574
Опубликовано: 15.06.1978
Авторы: Давыдов, Кулясов, Медведев, Рогачев, Ткаченко, Шлычков
МПК: B07C 5/04
Метки: сердечников, сортировки, ферритовых
...перемещения 8жестко связан с кассетой 1,Набор калиброванных стержней 3 и вкдышей 4 фиксируется прижимными планками11, В верхней части кассеты 1 расположенбункер 12.6105743Устройство работает следующим образом,Иэделия,подготовленные к сортировке, помещают в бункер 12. Включают механизм 8 возвратно-поступательного перемещения, .и кассета 1 начинает совершать возвратно- поступательное движение по направляющей 5. ферритовые сердечники просыпаются при этом через зазоры между стержнями 3, Величина зазоров задается толщиной калиброванных вкладышей 4, которая равна верхне о му пределу высоты сердечников данного ти поразмера. ферритовые сердечники, высота которых больше верхнего предела допуска по высоте,...
Устройство для сортировки пиломатериалов

Номер патента: 610575
Опубликовано: 15.06.1978
Автор: Воронцов
МПК: B07C 5/14
Метки: пиломатериалов, сортировки
...загрузки 2 досок, сортировочного транспортера 3 с упорами, промежуточного транспортера 4, шиберных распределительных механизмов 5, карманов-накопителей 6, рамы 7, гибких подвесок 8 с3Устройство работает следующим образом,Доски подаются транспортером 1 и механизмом поштучной отгрузки 2, передаются наупоры сортировочного транспортера 3, накотором производится оценка качества пиломатериалов. С транспортера 3 доски переходят на промежуточный транспортер 4 изаправляются под нижнюю ветвь транспортера 3. При подходе к соответствующему карману-накопителю 6 автоматически открываетрся шиберный механизм, н доска поступаетв карман на гибкие подвески 8,. По мерепоступления досок в карман кратковременновключается привод 1 Э вала 11, и подвески8...
Способ очистки внутренней поверхности труб блоков котельных агрегатов

Номер патента: 610576
Опубликовано: 15.06.1978
Авторы: Артемов, Козлов, Фадеев
МПК: B08B 5/00, B08B 9/032
Метки: агрегатов, блоков, внутренней, котельных, поверхности, труб
...прогрева. металла труб до температуры, превышающей температуру точки росы. При этом. температураи скорость движения паровоэдушной смесивнутри труб поверхностей нагрева резковозрастает, что способствует лучшему удалению грязи,имеющейся на поверхности змеевиков.Выполнение предложенного способа иллюсзрируется следующим примером,Очистку внутренней поверхности труб проводят на блоке конвективной поверхностинагрева котлоагрегата большой мощности.Ко входному коллектору блока подключает.ся воздушный эжектор, который работает отлинии сжатого воздуха в нагнетательном режиме. Пар подается во всасывающий патрубок ежетора от внутризаводской паровойЗаказ 3054/5 Тираж 742 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам...
Способ продольного разделения профилей в валках при совмещенной прокатке и калибр для его осуществления

Номер патента: 610577
Опубликовано: 15.06.1978
МПК: B21B 1/02
Метки: валках, калибр, продольного, прокатке, профилей, разделения, совмещенной
...в валках чистовой клети стана. Калибр (фиг. 2) образоиими и включает обжимную зону,вуюшую форме готовых профиде 1разрушения перемычки.Фасонные и цилиндрические дкалибра насажены и закрепленывалков,610577 Ц 1 И 1 ИПИ 3."каз 305515 Тираж 108 Филиал ИИЪтенс"г, Ужгород, ул 1 одписное 1 роектна Между фасоннымц дисками 1 и 2 сбра, зующнми обжнмнук зону на оси валков нвсажекь. цилиндрические гладкие диски 3 и 4 разного диаметра так, чтобы диск 3 большего диаметра и диск 4 меньшего диаметра образовали цилиндрический выступ, входящий и кольцевое углубление, Толщина (ширина) выступа равна ширине соединительной перемычки на сдвоенном профиле, а ширина кольцевого углубления на 0,1-0,2 мм боль ше ширины входящего в нее выступа. Расстояние между...
Прокатная клеть

Номер патента: 610578
Опубликовано: 15.06.1978
Авторы: Гесслер, Маслов, Меерович, Целиков
МПК: B21B 13/14
...опорных валков содержит посаженные на удлиненныешейки этих валков дополнительные подушки 1 1 (с, иг, 2), охваченные рамой 1 2, в 4которой смонтированы гидроплунжеры 13для противоизгиба и гидроплунжеры 14 длядополнительного изгиба опорных валков. Привод прокатной клети может осуществлятьсякак через рабочие, так и через опорные валки, например смежные с рабочими валками,которые будут именоваться внутренними%опорными валками, в отличие от внешних,подушки которых опираются на нажимноеустройство и нижнюю поперечину станинысоответственно,Прокатная клеть работает следующим образом.Перед задачей полосы в клеть в гидроцилиндрах 8 нажимного устройства устанавливается некоторое начальное давление, соответствующее разнице усилий...
Устройство для установки верхнего валка автоматического стана

Номер патента: 610579
Опубликовано: 15.06.1978
Авторы: Аметов, Белоусов, Бовкун, Бродский, Векленко, Заславский
МПК: B21B 31/30
Метки: валка, верхнего, стана, установки
...11 и соединен при помощи пальца 12со штоком пневматического цилиндра 13привода его поворота,Рычаг 8 снабжен упором 14, плоскостьа которого взаимодействует с соответствукьМим выступом вилки 4 во время первогопропуска, а плоскость 4 - во время второго 0пропуска, и ограничителями 15 его нижнегоположения во время первого пропуска, взаимодействующими с кронштейном 1.Рычаги 7 и 8 соединены между собойповодком 16 с установленными на его конце роликами 17, а вилка 4 снабжена прили,вом 18,Устройство работает следующим образом,В исходном положении (см. фиг, 1) приотведенном вправо сдвоенном клине 2 и под нятом верхнем валке рычаги 7, 8 опущены,при этом воздух в пневмоцилиндр 13 подается в поршневую полость.йля опускания верхнего валка...
Устройство для контроля количества полосы в накопительном колодце

Номер патента: 610580
Опубликовано: 15.06.1978
Авторы: Быков, Кабатов, Кукушкин, Лошкарев, Чигринский
МПК: B21B 38/00
Метки: количества, колодце, накопительном, полосы
...в роликах 3, а запаса полосы в накопительномколодце 19 не было,При транспортировке полосы в колодецроликами 2 скорость ее перемещения измеряется датчиком 4, сигнал которого через коммутатор 6 поступает не вход одного из интегрируюших узлов 7, Выходноенапряжение этого узла растет пропорционально интегралу скорости перемешения полосы,т,е, длине полосы, поступающей в колодец,При сварке шва стыкосвврочнвя машина 155сигналом по управляющему входу коммутатора 6 переключает датчик 4 к очередному интегрирующему узлу 7. Таким образомнапряжение выхода каждого иэ узлов 7 оказывается пропорционально длине полосы60между двумя смежными швами, Зто непряжение зепоминается узлом 7 и, кроме того,подается на сумл;ируюший блок 9,При извлечении полосы 18...
Способ регулирования размеров профиля при прокатке в четырехвалковом калибре

Номер патента: 610581
Опубликовано: 15.06.1978
Авторы: Мамкин, Поляков, Стеблянко, Ткаченко
МПК: B21B 37/16
Метки: калибре, прокатке, профиля, размеров, четырехвалковом
...эоны в очаге деформации иувеличения контактного трения на валках,имеющих большую скорость, вследствие увепичения степени их пробуксовки,Величина преимущественного изменения 25. рвзмера профиля по направлению валков,имеющих меньшую скорость, определяетсяуровнем рвссогдасоввния окружных скоростей пар валков,П р и м е р, Обрабожой опытных данных 30уствновиди, что изменение уровня рвссогдасования соотношения скоростей пвр противоподожных валков с Г = 1,С до Я = 1,55вызывает изменение размеров профипя в направлении валков, имеющих меньшую скорость, 55на -0,11 мм и на -0,03 мм по взаимноперпендикупярному направлению при ведениипроцесса в данных условиях, Измерениемтекущих значений размеров профиля приуровне рассогпасоввния= 1,4...
Устройство автоматического регулирования средней толщины стенки труб в редукционном стане

Номер патента: 610582
Опубликовано: 15.06.1978
Авторы: Белов, Зельдович, Ивоботенко, Нодев, Паргамотникас, Фотов
МПК: B21B 37/78
Метки: редукционном, средней, стане, стенки, толщины, труб
...стана 2 установлен измеритель 4средней толщины стенки заготовок, выходкоторого подключен к одному иэ входов блока 5 деления. Ь свою очередь, выход блока 5 деления подключен к одному из входовблока 6 умножения, соединенного через сумматор 7 с блоком 8 управления скоростямивращения валков, На второй вход блока 5 деления включен эадвтчик 9 требуем ой среднейтолщины стенки готовых труб. Указанныеэлементы образуют основной канал управления,Устройство снабжено также двуми каналами 10и 11 коррекции, подсоединенными соответстВенно к вторым входам блока 6 умноженияи сумматора 7 и выполненными в виде вычислительного блока 12, к входам которогоподключены счетчик 13 числа проквтвнныхтруб, звдвтчик 1 4 числа труб в партии изапоминающий блок 1 5, к...
Устройство для измерения усилия прокатки

Номер патента: 610583
Опубликовано: 15.06.1978
Авторы: Мамкин, Стеблянко, Ткаченко
МПК: B21B 38/08, G01L 5/00
...прокатный валок 1соединенный с валом 2, установленным внодшипниковь:х узлах 3 и 4, Чувствительныеэлементы (рабочий 5 и компенсирующий 6)с наклеенными на них тензометрнческимидатчиками 7, коаксиально расположенные коси вала 2, установлены при помощи упорных подшипников 8 и установочной гайки 9так, что собственно чувствительные элементы 5 и 6 упираются в обойму упорныхподшипников 8 симметрично среднего радиуса дорожки качении обоймы упорных подшипников И. Чувствительные элементы 5 и 6связаны с кассетой клети стопором 10, фиксирующим элементы 5 и 6 в пространствепри вращении вала 2, На оба чувствительных элемента 5 и 6 наклеены тенэодатчи-ки 7 по образующей каждого цилиндра, воспринимающие напряжения, которые возникаютв чувствительных...
Способ освобождения опрессованной трубы хвостовика иглы от внутренних ребер

Номер патента: 610584
Опубликовано: 15.06.1978
Авторы: Бедрюгина, Головинов, Ерохов, Каргин, Кириллов, Кротков, Сергеева, Старостин
МПК: B21C 23/08
Метки: внутренних, иглы, опрессованной, освобождения, ребер, трубы, хвостовика
...производят вырыв части объема13, находящегося в зоне шейки 5 (фиг, 2),Эту операцию проводят движением иглы4 назад в направлении, обратном прессованию (фиг. 1).Объем заготовки в зоне 13 шейки 5,задерживаемый с внутренней стороны обраъным конусом 7 и с внешней стороны прессшайбой 3, остается в зоне шейки 5 иглы 4. 10При вытягивании металла из зоны шейхи5 со скоростью, примерно равной скоростипрессования, между задней контактной поверхностью вырванного объема 13 и поверхностью прямого конуса 8 сопряжения образуется зазор, За счет целостности металлазоны шейки полотна отпрессованной трубыи ребер ребра и полотно пластически растягиваются в области разрыва и приобретаютутоненную форму. Между утоненным телом 20трубы 10 и ребрами 11 и...
Устройство для гидроэкструдирования с противодавлением

Номер патента: 610585
Опубликовано: 15.06.1978
Авторы: Богданов, Спусканюк, Сынков, Черный
МПК: B21C 23/21
Метки: гидроэкструдирования, противодавлением
...с ползуном 9 пресса, нв котором укреплен пресс- штемпель 10, цри помощи тяг 11.Устройство работает следующим образом, Контейнер 2 и камеру 4 противодавления заполняют рабочей жидкостью. Деформируе о мую заготовку 12 с подготовленной с одной стороны коническей фаской устанавливают в матрицу 3 и вводят в контейнер 2 пресс- штемпель 10. Перемещая пресс-штемпель 10 вина повышают давление в контейнере 25 1 Рр )Под действием этого давления контейнер 2 с камерой 4 противодавления опускается относительно плунжера 6 противодввления. В результате давление Р, в камере 4 противодввлення растет процорционв льно давлению Г . После того, квк отношение Р Р достигнет заданной величины, пройисходи выдавливание заготовки 12 из контейнера 2 через матрицу...
Штамп для пробивки окон в стенах конических полых деталей типа сепараторов

Номер патента: 610586
Опубликовано: 15.06.1978
Автор: Росин
МПК: B21D 28/28
Метки: конических, окон, полых, пробивки, сепараторов, стенах, типа, штамп
...не войдут. в кольцевое углубление кольца. В это времяпроисходит пробивка пуансонами окон сепараторов. После пробивки окон верхняя часть 30. штампа начинает подниматься, но шайба 10не дает пуансонам. перемещаться вверх. Врезультате этого сжимной конус 5 начинаетдавить на пуансоны с наружной стороны исдвигать их в направлении осевой линии 23 Идо тех пор, пока .рабочая часть пуансонов . не выйдет иэ зацепления с сепаратором,После выхода пуансонов иэ зацепления ссепаратором они, опираясь торцевой поверхностыо рабочей части на винт. 1 5, поднимаются в исходное положение, При подъемеразжимного конуса вверх толкатель 8 поддействием пружины 9 также начинает подниматься, После выхода пуансонов из зацепления с сепаратором толкатель...
Инструментальная головка для получения изделий из труб

Номер патента: 610587
Опубликовано: 15.06.1978
Автор: Удовенко
МПК: B21D 41/02
Метки: головка, инструментальная, труб
...выхода изотверстий формуюших роликов,На консольном конце оправки 1 смонтирована опора качения, выполненная в видедиска 14, по окружности которого установлены опорные ролики 1 5,Инструментальная головка работает следующим образом,Вначале установленную соосно с трубойзаготовкой 16 головку вводят в контакт споследней, перемещая головку вдоль оси заготовки, Причем заготовка 16 и ролик 5(фиг. 1) сцепляются в локальной зоне Бза счет деформации заготовки в зоне контакта.Затем оправке 1 сообщают вращение иосевое перемещение по стрелке В, Так какзаготовка 16 в процессе деформации остается неподвижной (зажата в стационарном зажиме, например в тисках), а ролик 5 сцеплен с заготовкой 16, то он будет совершатьосциллируюшее движение...
Способ изготовления деталей типа колец из трубы
Номер патента: 610588
Опубликовано: 15.06.1978
МПК: B21D 41/02
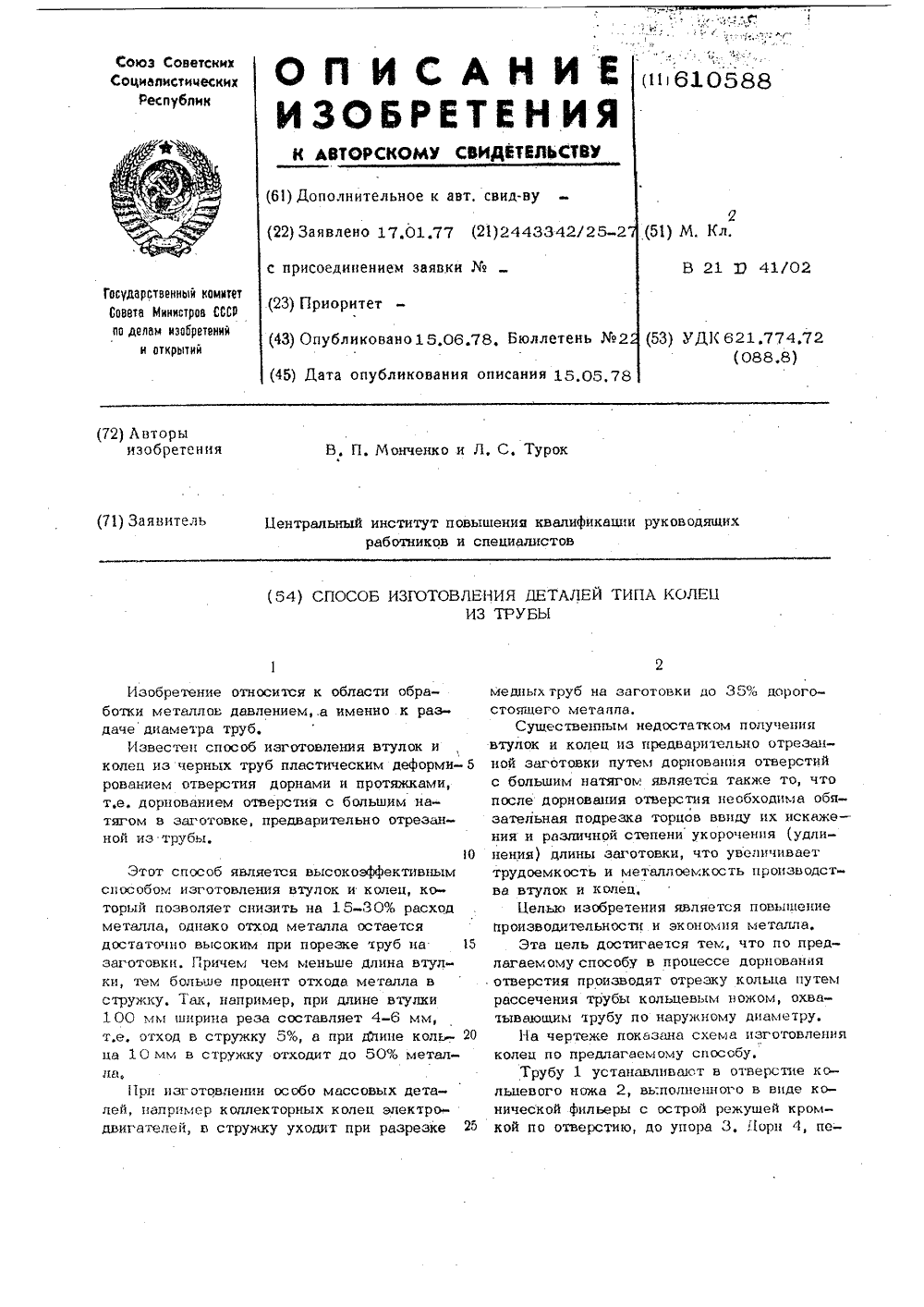
...диаметру,На чертеже показана схема изготовленияколец по предлагаемому способу,Трубу 1 устанавливают в отверстие кольцевого ножа 2, вь:полненного в виде конической фильеры с острой режущей кромкой по отверстию, до упора 3, Лори 4, пе610588 Составитель И. Квпитоновр Л, Василькова Техред К. Гаврон Корректо Тираж 1087енного комитета Сделам изобре тени 35, Раушская н Подписноевета Министров СССи открытийд. 4/5 аказ 3055/5 БНИИПИ Госу 113035,Москва,дврств ал ППП "Патент", г, Ужгород, ул. Проектная, 4 ремещвясь по отверстию трубы, обрабатываетего на заданную длину и раздает (увеличивает)наружный диамец. В конце рабочего ходадорна 4, при прохождении в зоне режущейкромки ножа 2 происходит кольцевое надрезание по наружному диаметру и...
Способ непрерывной подачи полосового материала в рабочую зону пресса

Номер патента: 610589
Опубликовано: 15.06.1978
Авторы: Измайлов, Катков, Куликов, Степанян
МПК: B21D 43/08
Метки: зону, непрерывной, подачи, полосового, пресса, рабочую
...Заявлено 19,0 с присоединением а (23) Приоритет (43) Опубликорчно (45) Дата опублик Однако известный способ не д можносги вырубки деталей, разме рых в направлении подачи больше дачи,мального немерноой полосы,кду началом послеотштамп ованной олосу подают в раоростью, больше раол Ос610589 г,3Способ непрерывной подачи полосовогоматериала в рабочую зону пресса можетбыть осгшестзлен устройством для подачи,содержащем толкающие валки 1 и тянущиевалки .2.5Способ непрерывной подачи полосовогоматериала осуществляется следующим образом.Полосу 3 подают на шаг подачи валками 2 со скоростью 7. Детали вырубаются 1 Оиз полосы при помощи пуансона 4 и матрицы 5. Когда остается немерный остатокотштамповвнной полосы 3, начало последующей полосы 6...
Способ изготовления многослойных сварных сосудов

Номер патента: 610590
Опубликовано: 15.06.1978
МПК: B21D 51/24
Метки: многослойных, сварных, сосудов
...А, Кравченко Заказ 3056/6 Тираж 1087 ПодписноеЦНИИПИ Государственного комитета Совета Министров СССРпо делам изобретений и открытий113035; Москва, Ж 85 Раушская наб., д. 4/5 Филиал ППП Патент, г, Ужгород, ул. Проектная, 4 ние герметичности первого внутреннего слояв случае его прожога, непосредственно вмомент образования прожога при сварке любого последующего слоя, поскольку черезотверстие от прожога происходит утечка газа; в результате повышается качество мно.гослойных сварных сосудов высокого давления, так как надежно выявляются возможныепрожоги первого. внутреннего слоя,Способ осуществляют следующим образом. ОКаждый слой сосуда выполняют из стали толщиной 3-5 мм, сварку всех слоев производятв вакууме на,электроннолучевой...
Устройство для давильной обработки

Номер патента: 610591
Опубликовано: 15.06.1978
Автор: Бортников
МПК: B21D 51/26
Метки: давильной
...содержащее смон- тированные на станине шпиндель с механиз- мами привода, зажима и торможения заготовки, а также эакаточную головку, о т л ич а ю щ е е с я тем, что, с целью расширенин технологических возможностей и повышения производительности труда, соосно шпинделю на штанге установлена приводная зиго- вочная головка с механизмом радиального. перемещения роликов.2. Устройство по п. 1, о т л и ч а юш е.е с я тем, что механизм зажима выполнен в виде кулачковогопатрона, кулачки которого являются сторонами шарнирного па-. раллелограмма закаточной головке 14 и посредством пружин 21 связана с рычагом 22 взаимодействующим с кулачком 23. Гидроцилиндр 24 ,связав с головкой 14.Зажимиое устройство состоит из кулачко 25, шарнирно подвешенных...
Способ изготовления деталей из полосы

Номер патента: 610592
Опубликовано: 15.06.1978
Автор: Калиниченко
МПК: B21D 53/36
Метки: полосы
...качество деталей, таккак при последуюптей гибке отверстия могутбыть смещены н (нлн) деформированы приблизком их расположении к зоне гибки.По предлагаемому способу с целью повышения точности изготовления деталей ухаэанные операции производят и следующей по.,следовательности; вначале на заданном учаске полосы производят гибку с набором мере талла со свободной части полосы, затем перемещают заготовку на шаг, фиксируя ее пополученной ступени, пробивают отверстия иотрезают.На чертежах показано в двух проекциях ,за последовательное изготовление детаюпт,О П И С А Н И Ее,овИЗОБРЕТЕН ИЯЗаказ 3056/6 Тираж 1087 ПодписноеЦНИИПИ Государственного комитета Совета Минногопо делам изобретений и открытий113035, Москва, Ж 35, Раушская. наб., д, 4 У...
Способ производства железнодорожных колес

Номер патента: 610593
Опубликовано: 15.06.1978
Авторы: Валетов, Ганаго, Паршин, Серяченко, Тубольцев
МПК: B21H 1/04
Метки: железнодорожных, колес, производства
...заготов ка со средним весом 470 кг, диаметром 520 мм и высотой 285 мм нагревается ло температуры 1260-1280 С в печи с кольцевым врашаюшимся подом, осле удаления,млечной окалины с торцовых поверхностей за+ ,готовки гидросбивом она осаживается на рессеусилием 600 т.с. гладкими плитами с верхним плавакецим калибровочным коль Мом на высоту 85 мм. При этом одновремеф ,но с осадкой с нижней обжимкой плиты водой смывается отделяющаяся с боковых поверхностей заготовки окалина.Осаженная заготовка высотой 85-90 мм и средним диаметром 260 мм подается на 10 нижний штамп пресса двойного действия с усилием главного цилиндра 8000 т.с. и вспомогательным - 100 т.с. Ходом главноь. траверсы производится формовка диска окон, чательных размеров и...
Инструмент для одновременной поперечноклиновой прокатки двух изделий типа ступенчатых валов

Номер патента: 610594
Опубликовано: 15.06.1978
МПК: B21H 1/18
Метки: валов, двух, инструмент, одновременной, поперечноклиновой, прокатки, ступенчатых, типа
...5 начинается раскатка заготовки.В момент вступления в работу граней 8 и9 отрезного участка начинается разрезаниезаготовки ножом 10 на две симметричныечасти. При этом воздействие граней 8 и 9ведет к набору металла, и в некотором се-.чении АА заготовка и относительное расположение инструмента будут иметь вид, показанныйнафиг, 3,. При прохождении заготовкой всей длины ножа 1 происходит окончательноеразделение заготовки и в сеченииБ-Б относительное расположение заготовкии инструмента имеет вйф, показанный нафиг, 4. С момента полного разделения заготовки на две деали на длине.инакаждую деталь продолжают действовать попарно грани 4-8 и 5-9 как обычные клиновые инструменты по схеме прямой прокатки.При этом происходит окончательная компенсация...
Инструмент для накатывания шлицевых профилей

Номер патента: 610595
Опубликовано: 15.06.1978
Авторы: Васильева, Гончаренко
МПК: B21H 5/00
Метки: инструмент, накатывания, профилей, шлицевых
...сопряжения. калщей части с заборным конусом в 2 - 3больше, чем радиус ее сопряжения с обным конусом,На фиг. 1 представлен предлагаемыйструмент, общий вид; на фиг, 2 менты зуба инструмента; на фнг,инструмента, продольный разрез;разрез по А-А на фиг, 3,Инструмент для накатывания шлнцевьпрофилей представляет собой зубчатое ксо, зубья которого имеют 2 эаборныхуч( Х, 1 Б ) со стороныторцов и калибруюшчасть посередине (фиг. 2). Для осушестння пластического деформирования зубья610895 г. Ужгород, ул. Проектн струмента (фиг, Х) снабжаются заборным участком,.выполненным в виде конуса (участок Т ) 14 а этом участке происходит формообразоваййе зубьев заготовки. На калибруюшей части (участок 11 ) происходит окон чательное калибрование зубьев,...
Способ изготовления тончайшей ленты из тугоплавких и труднодеформируемых металлов и сплавов
Номер патента: 610596
Опубликовано: 15.06.1978
Авторы: Зарапин, Климов, Мутовин, Нефедов, Трахониотовская
МПК: B21H 7/00
Метки: ленты, металлов, сплавов, тончайшей, труднодеформируемых, тугоплавких
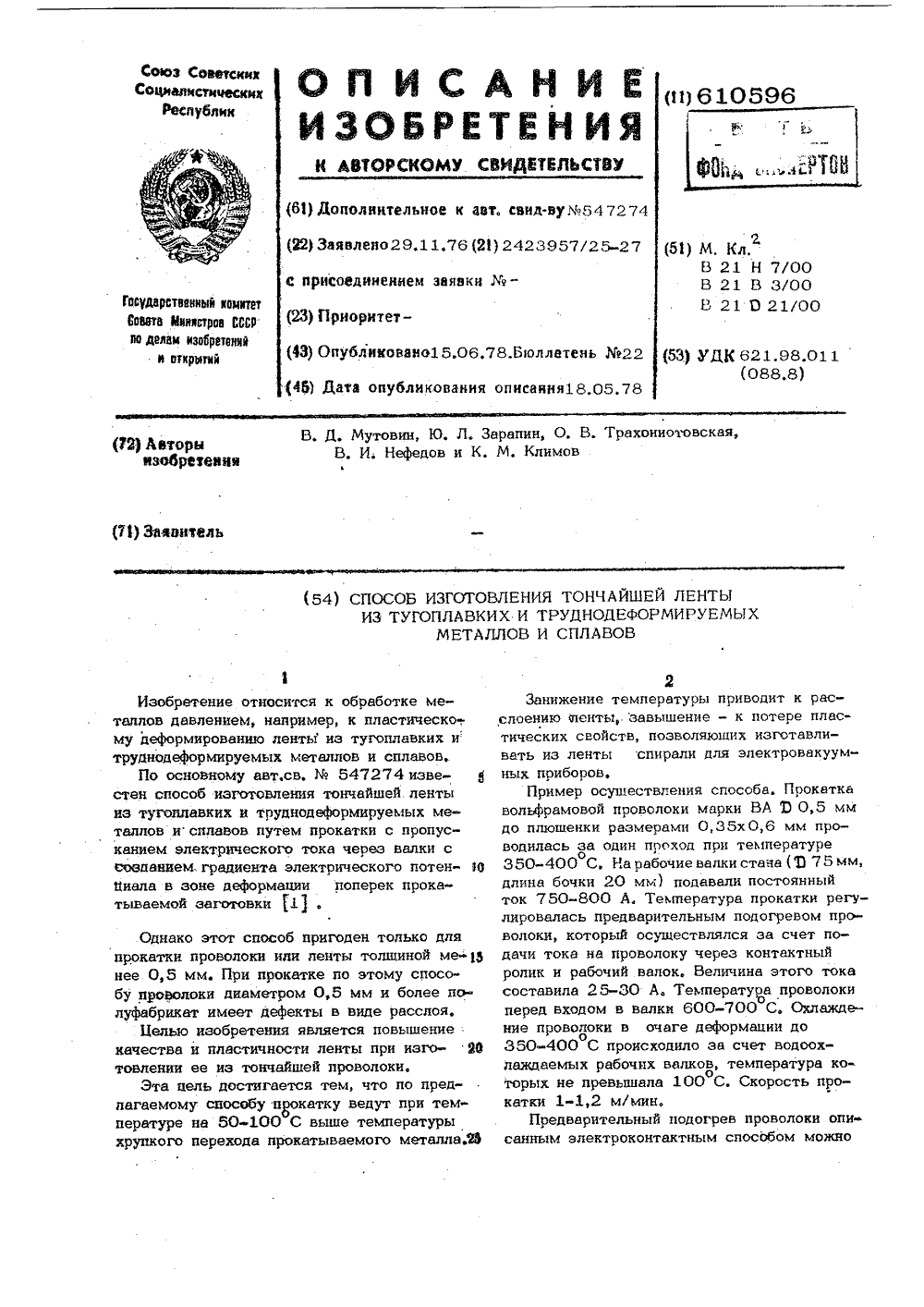
...способа, Прокаткавольфрамовой проволоки марки ВА Э 0,5 ммдо плюшенки размерами 0,35 х 0,6 мм проводилась за один проход при температурео350-400 С. Нарабочиевалкистана (О 75 мм,длина бочки 20 мм) подавали постоянныйток 750-800 А. Температура прокатки регулировалась предварительным подогревом проволоки который осуществлялся за счет подачи тока на проволоку через контактныйролик и рабочий валок. Величина этого токасоставила 25-30 А. Температурса провперед входом в валки 600-700 С. Охлаждение проволоки в очаге деформации доо350-400 С происходило за счет водоохлаждаемых рабочих валков, темпеоторых не превьппала 100 С, Скокатки 1-1,2 м/миПредварительньсанным электроко н.тй подогрев проволоки опинтактным способом можно610596...
Способ изготовления изделий из сплавов на никелевой основе

Номер патента: 610597
Опубликовано: 15.06.1978
Авторы: Карнов, Морозов, Ялалтдинов
МПК: B21J 5/00
Метки: никелевой, основе, сплавов
...пракдля всех них протекание полной хе;кристаллизации,г.е, получение однородной Вструктуры по всему объему заготовки.Приор осуществления способа ЭИБ после термической обработки по станцартному режиму,Проводилась обработка заготовок из сплава ЭИВ. Заготовки подвергали штамповке после нагрева; до температуры 1140 +10-15 С вэлектрическойЪечи, затем непосредственно после штамповки, поддержич вая температуру заготовки выше 800 С, ихоф помешали в печь с температурой 1130о1150 С и дополнительно нагревали, затем заготовку выдерживали в течение 5 мин. Другие заготовки выдерживали в течение 30 мин, после чего выгружалнт из печи на воздух для охлаждения, Кроме того, для сопоставления качества состояния структуры третью партию заготовок не...
Способ обработки поверхности изделий

Номер патента: 610598
Опубликовано: 15.06.1978
Авторы: Бергер, Колесников, Куркулов, Чумичев
МПК: B21J 5/02
Метки: поверхности
...с кривой поверхностью, имеющейподъем, происходит деформация метвлла, даже если предусмотрено копирное устройствоПри прохождении роликов по кривой, имеющей уклон, происходит недокат, поверхность не сглаживается.Целью изобретения является повышениекачества обработки криволинейной поверхности и повышение производительности,Это достигается тем, что по предлагаемому способу звчеканку изделий ведут возвратно-поступательным движением роликов,причем радиус роликов меньше радиуса кривизны контура иэделия, Для увеличения производительности.звчеканку ведут одновреенно с двух сторон,Усилие прижатия роликов (давление)рассчитывается в зависимости от кривизныобрабатываемой поверхности: при движениироликов по прямой и по конвой с уклоном610598 5...
Способ деформирования заготовок

Номер патента: 610599
Опубликовано: 15.06.1978
Автор: Любушин
МПК: B21J 5/06
Метки: деформирования, заготовок
...в 360заготовку вне указанного сектора поворачивают вокруг ее оси, изменяя направлениераспространения очага деформации йоследукщего цикла. Появляется возможность штам:повки на одном прессе по крайней мере,двух деталей,На фиг, 1 показана нижняя часть штампадля осуществления предлагаемого способа, 1 Овид сбоку; на фиг, 2 - то же, вид сверху.Матрица 1.(фиг, 1) обкатывается вокругвертикальной оси 2. На столе 3 пресса расположены нижние штампы 4 и 5, которыеимеют соответственно приводы 6 и 7 их 15поворота вокруг своих осей.Заготовки 8 и 9 установлены в штампы4 и 5. На фиг. 1 показан момент деформации заготовки 8,когда очаг деформации расположен в секторе 10, Стол 3 имеет осе- гОвое вертикальное перемещение: рабочее -вверх, холостое - вниз. (...
Горизонтально-ковочная машина

Номер патента: 610600
Опубликовано: 15.06.1978
МПК: B21J 7/18
Метки: горизонтально-ковочная
...ше55актерок 31 и 32.В исходном положении элементы зажимного и высадочных механизмов находятся вкрайнем заднем положении. Тормоэы 20 и Езаторможены, муфты 19 и 4 выключены.Родик 42 находится в рабочем положении,цилиндр 45 отключен. С пульта управлениявключаются электродвигатели смазочных механизмов (не показаны) и электродвигатели16 и 1 приводов рабочих механизмов. Золотник 35 кулачком 33 установлен в положение, обесп.чивающее поступление жидкости в полость над поршнем цилиндра 15 помагистрали 36,Режим работы - одиночный ход.Растормаживаем тормоз 20 и включаеммуфту 19, Вращение от двигателя 16 передается через элементы 17, 18, 19, 21,22, 23, 24, 25, 26 к ползуну 27. Одно-.временно с этим вращение от вала 25 через элементы 32 и 30...
Привод гидравлического вибрационного пресса

Номер патента: 610601
Опубликовано: 15.06.1978
Авторы: Мансуров, Матвеев, Обертюх
МПК: B21J 9/06
Метки: вибрационного, гидравлического, пресса, привод
...к которой осуществляется черезканал ю . Плунжер 3 жестко связан состолом 4, поджимаемым к станине 5 пружннамн 6, направляемыми по стержням 7 н поджнмаемыми гайками 8,В тормозную камеру 13 жидкость посту пает по диаметральному зазору между корщ- . сом 1 н седлом 2 сО стороны напорной ПО, 5 лостн А. В исходном положении плукжер.прижат к седлу пружинами и весом стола 4 собрабатываемым объектом и перекрывает доступ жидкости иэ напорной полости А в слнвнув полость Г. В вто время происходит 10 зарядка гидроаккумулятора. Прн повышении давления седло 2 вместе с ллунжером 3 и столом 4 подзщмается вверх, и упйрает ся буртом а корпус Хр н при достижении давления,настроенного пружинамн 6, уси лне которых соответствует произведению давления...
Заготовка для горячей объемной штамповки биметаллических штамповочных вставок

Номер патента: 610602
Опубликовано: 15.06.1978
МПК: B21K 5/20
Метки: биметаллических, вставок, горячей, заготовка, объемной, штамповки, штамповочных
...следуюшим образом.Заготовку нагревают в печи до темперары расплавления плакируюшей части. Затемготовку устанавливают на мастер-матрицудля выполнения ударной штамповки. В монт удара по заготовке части штампа ирхняя часть заготовки деформируются, итериал плакируюшей части под давлениемсрывает в перемычке глухие каналы и струями устремляется на поверхность мастерматрицы, затекая во все трудноэаполняемыеучестки рабочей фигуры.После выполнения штамповки и затвердевания плакируюшего материала заготовку извлекают иэ мастер-штампа и подвергают тер610602 Составитель Е. Субботин Василькова Техред 3, Чужих Корректор А. КравченхоТираж 1087 рственного комите по делам изобрет осква Ж; Раудписное Министткрытийд. 4/5 113035,род, ул. Проектная,ПП...
Способ изготовления изделий типа стакана

Номер патента: 610603
Опубликовано: 15.06.1978
Авторы: Кондратенко, Малышев
МПК: B21K 21/04
...тся снижениеизделий типа 9 ретения,изготовл трудоемкостистакана.Это достигмому способушей мере два ается тем, что по предлагаезаготовку прошивают по мень-, жды одним пуансоном в матрий рабочей поверхностью и М ию стенок заготовк иостыо матрицы. Вытя сле каждой операции п вижением матрицы ве с коническ ипа стакана пу и заготовки пу ая заготовка и ытяжке с утонеНедостатком бходимость исп нструмента для ой операции открытоЦ ся в матрице 2 с корхностью. Окончание вки может быть огра ясоне 3 или величиной етствующей соприкоснои с конической поверХ- жка полуфабриката по рошивки выполняется направлении к пуансо"Тираж 1087 Подписноеарственного комитета Совета Министров Спо делам изобретений и открытийМосква, Ж, Раушская набд, 4/5 3056/6 1...