Способ изготовления деталей типа колец из трубы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
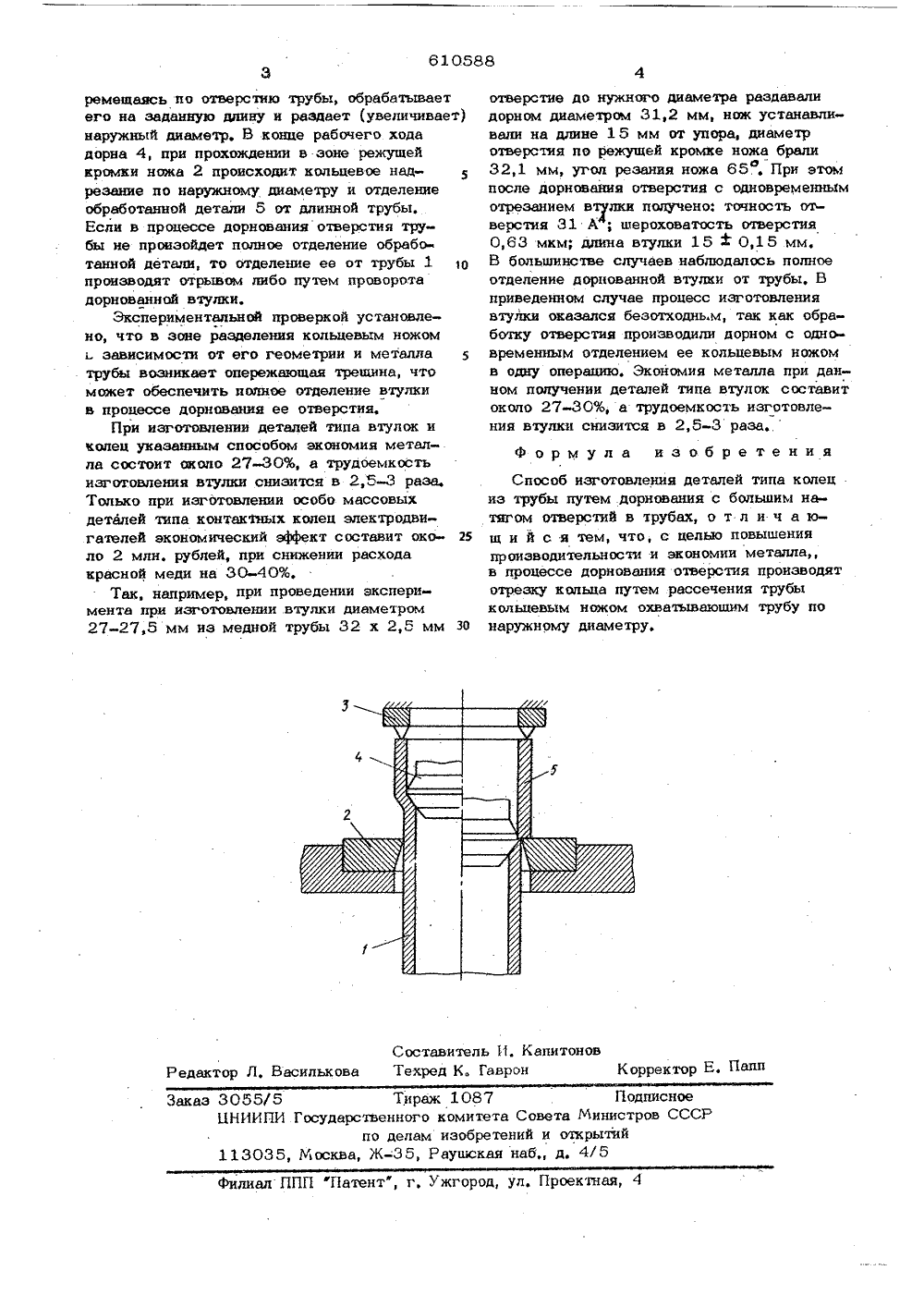
ОП ИСАНИЕ ИЗОБРЕТЕН ИЯ Союз Советских Социалистических республик(61) Дополнит (22) Заявлено ое к авт. свид-в 1) М 17.01.7 1)244334 присоединением заявки 02 Гасударстеениый намнтет Совета Мнннстроа СССР ао делам нэооретеннй н атнрытнй(088,8) вано 15,06, бликования 8, Бюллетень 2 писания 15,05,78 45) Дат 2) Авторыизобретения В, П, Монче Л, С, Турок 1) Заявител ации рук ентральный институт повышения квал работников и специалистов) СПОСОБ ОВЛЕНИЯ ДЕТАЛЕИ ТИПА К ИЗ ТРУБЫ ботки металлов да даче диаметра труИзвестен способ колец из черных т рованием отверсти лениема именно к р изготовлени тулок и деформи тяжками, шим на- отрезануб пластич дорнами тверстия с предваритеским про т.е. дорнованием отягом в заготовке,ной из трубы,н Прн изготовлении ей, например коллекдвигателей, в стружк зобретение относится к области обраЭтот способ является высокозффективным способом изготовления втулок и колец, который позволяет снизить на 15-30% расход металла, однако отход металла остается достаточно высоким при пореже сруб на заготовки. Причем чем меньше длина втулки, тем больше процент отхода металла в стружку, Так, например, при длине втулки 100 мм ширина реза составляет 4-6 мм, т,е, отход в стружку 5%, а при Фине коль ца 10 мм в стружку отходит до 50% металособо массовых детарных колец злектроуходит при разрезке 25 медных труб на заготовки до 35% дорогостоящего металла.Существенным недостатком получениявтулок и колец из предварительно отрезанной заготовки путем дорнования отверстийс большим натягом является также то, чтопосле дорнования отверстия необходима обязательная подрезка торцов ввиду их искаже-.ния и различной степени укорочения (удлинения) длины заготовки, что увеличиваеттрудоемкость и металлоемкость производства втулок и колец,Целью изобретения является повышениеПроизводительности и зкономия металла,Эта цель достигается тем, что по предлагаемому способу в процессе дорнованияотверстия производят отрезку кольца путемрассечения трубы кольцевым ножом, охватывающим трубу по наружному диаметру,На чертеже показана схема изготовленияколец по предлагаемому способу,Трубу 1 устанавливают в отверстие кольцевого ножа 2, вь:полненного в виде конической фильеры с острой режущей кромкой по отверстию, до упора 3, Лори 4, пе610588 Составитель И. Квпитоновр Л, Василькова Техред К. Гаврон Корректо Тираж 1087енного комитета Сделам изобре тени 35, Раушская н Подписноевета Министров СССи открытийд. 4/5 аказ 3055/5 БНИИПИ Госу 113035,Москва,дврств ал ППП "Патент", г, Ужгород, ул. Проектная, 4 ремещвясь по отверстию трубы, обрабатываетего на заданную длину и раздает (увеличивает)наружный диамец. В конце рабочего ходадорна 4, при прохождении в зоне режущейкромки ножа 2 происходит кольцевое надрезание по наружному диаметру и отделениеобработанной детали 5 от длинной трубы,Если в процессе дорноввния отверстия трубы ие произойдет полное отделение обработанной детали, то отделение ее от трубы 1 1 опроизводят отрывом либо путем проворотадорнованной втулки.Экспериментальной проверкой установлено, что в зоне разделения кольцевым ножомь зависимости от его геометрии и металлатрубы возникает опережающая трещина, чтоможет обеспечить полнее отделение втулкив процессе дорноввния ее отверстия,При изготовлении деталей типа втулок иелец указанным способом экономия металла состоит около 27-30%, а трудоемкостьизготовления втулки снизится в 2,5-3 разаТолько при изготовлении особо массовыхдеталей типа контактных колец электродвигателей экономический аффект составит около 2 млн. рублей, при снижении расходарвсной меди на 30-40%,Так, например, при проведении эксперимента при изготовлении втулки диаметром27-27,5 мм из медной трубы 32 х 2,5 мм 30 отверстие до нужного диаметра раздавалидорном диаметром 31,2 мм, нож устанавливали на длине 15 мм от упора, диаметротверстия по режущей кромке ножа брали32,1 мм, угол резания ножа 65. При этомпосле дорноввния отверстия с одновременнымотрезанием влик получено: точность отверстия 31 А; шероховатость отверстия0,63 мкм; длина втулки 15 Й; 0,15 мм,В большинсззе случаев наблюдалось полноеотделение дорнованной втулки от трубы, Вприведенном случае процесс изготовлениявтулки оказался безотходнь.м, твк как обработку отверстия производили дорном с одновременным отделением ее кольцевым ножомв одну операцию, Зкономия металла при данном получении деталей типа втулок составитоколо 27-30%, а трудоемкость изготовления втулки снизится в 2,5-3 раза. формула изобретения Способ изготовления деталей типа колец из трубы путем дорноввния с большим натягом отверстий в трубах, о т л и ч в ющ и й с я тем, что, с целью повышения производительности и экономии металла в процессе дорноввния отверстия производят отрезку кольца путем рассечения трубы кольцевым ножом охватывающим трубу по наружному диаметру,
СмотретьЗаявка
2443342, 17.01.1977
ЦЕНТРАЛЬНЫЙ ИНСТИТУТ ПОВЫШЕНИЯ КВАЛИФИКАЦИИ РУКОВОДЯЩИХ РАБОТНИКОВ И СПЕЦИАЛИСТОВ МИНТЯЖМАША
МОНЧЕНКО ВИКТОР ПЕТРОВИЧ, ТУРОК ЛЕОНИД СЕМЕНОВИЧ
МПК / Метки
МПК: B21D 41/02
Опубликовано: 15.06.1978
Код ссылки
<a href="https://patents.su/2-610588-sposob-izgotovleniya-detalejj-tipa-kolec-iz-truby.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления деталей типа колец из трубы</a>
Многопозиционный роторный автоматический станок для обработки сквозных отверстий во втулках

Номер патента: 241201
Опубликовано: 01.01.1969
МПК: B23B 49/02, B23Q 39/00
Метки: автоматический, втулках, многопозиционный, отверстий, роторный, сквозных, станок
...б и б врац;ение передается ротору П/, которьш через шестерни б вращает П и / роторы. На каждом роторе находится по нескольку шпиндельных блоков (в данном случае один).От двигателя 7 через шестерню 8, зацепляемую одновременно тремя шестернями 9, шестерни 10 и 11, через скользящую шгонку вращение передается рабочему шпинделю 12, несущем у режущий и истр ум ент 18.Заготовки 1/, загружаемые в бункер 15, по лотку попадают на рабочую позицию шпиндельного блока. Установка и зажим заготовки осуществляюгся в обратных центрах, один из которых неподвижен и является одновременно кондуктором 1 б для направления инструмента. а другой - шгоком 17 гидроцилиндра 18. Г 1 о оси противополояных и инструментам обратных центров, помещенных на штоках приводных...
Способ крепления трубы в отверстии детали

Номер патента: 1274817
Опубликовано: 07.12.1986
МПК: B21D 39/06
Метки: детали, крепления, отверстии, трубы
...Й( -- е, кольцевой выступ трубы в канавке не является шпанкой, труба 1 и деталь 2 могут прокручиваться относительно друг друга при превышении крутящего момента над моментом сопротивления кручению, обусловленным в последнем случае только контактными напряжениями по боковым стенкам канавки 4.При необходимости повышения предела работоспособности соединения в нем выполняется требуемое количество (п) канавок и, соответственно, шпонок. Кроме того, в устройствах, работающих при больших угловых скоростях вращения соединения вал - втулка (для уменьшения его дисбаланса и утем равномерного углового расположения шпонок относительно оси вращения), канавки выполняются развернутыми вокруг оси относительно друг друга преимущественно на угол...
Способ крепления трубы в отверстии детали и устройство для его осуществления

Номер патента: 1281320
Опубликовано: 07.01.1987
Автор: Лебедев
МПК: B21D 39/06
Метки: детали, крепления, отверстии, трубы
...взрывание зарядов ВВ). На фиг. 3 показано устройство для этой цели. Устройство (фиг. 3) содержит систему 5 инициирования с зарядом, который выполнен в виде нитей 6, расположенных в винтовых канавках матрицы 7 из инертного легкораэрушаемого материала, Невидимые части нитей 6 и канавок матрицы показаны (Фиг. 3) пунктиром, а "отброшенные разрезом - линиями крайних по 3 12813ложений. Наиболее оптимальным является заряд с количеством нитей, ихшагом и угловым расположением, равным количеству, шагу и относительному угловому расположению винтовыхканавок 4 детали 2. При этом, располагая ВВ устройства напротив канавок 4 в отверстии охватывающей детали 2, можно малым количеством ВВполучить шпонкой по всей длине канавок 4. Нити И заряда могут...
Способ доводки цилиндрических отверстий во втулках

Номер патента: 1433642
Опубликовано: 30.10.1988
МПК: B23B 1/00
Метки: втулках, доводки, отверстий, цилиндрических
...устройств контроля распределения ультразвукового поля наиболее оптимальным являютсяполяризационнооптические устройства, которые в отли.- чие отакустических итензометрических ЗО измерительных приборов способны конт-, ролировать как динамические, так и ста-,. тические упругие напряжения и деформации в объеме изделия. Оптическая прозрачность изделий в диапазоне час тот Ы электромагнитного излучения зависит от электрических параметров материала изделия, которая определяется отношением проводимости к диг электрической проницаемости с 40При --- ) 1 среда считается проон 1Ьзрачной для частоты Ю . Например,= 910" ф/м возникает на частотеЫ109 Гц (рентгенооптический диапазон),Способ осуществляют следующим образом.50Жестко закрепляют...
Юсоб закрепления труб в отверстиях трубныхрешеток

Номер патента: 242618
Опубликовано: 01.01.1969
Авторы: Антонов, Коварский, Поль, Сигал
МПК: F16L 13/14
Метки: закрепления, отверстиях, труб, трубныхрешеток, юсоб
...например теплообменников пу тем раздачи их в радиальном направлениинабором кольцевых элементов, перемещаемых поступательно движущимся распорных органом, отличаюи 1 ийся тем, что, с целью ускорения процесса и упрощения технологии, набо 10 ром кольцевых элементов участок трубы,охватываемый трубной решеткой, упруго уплотняют по кромке и средней части отверстия, что уменьшает влияние температурной деформации, а выступающие концы труб раз дают для увеличения прочности и герметичности соединения. Известны опособы закрепления труб в отверстиях трубных решеток, например, теплообменников путы раздачи их в радиальном направлении набором кольцевых элементов, перемещаемых поступательно движущимся оаспорным органом.Описываемый способ отличается от...
Предыдущий патент: Инструментальная головка для получения изделий из труб
Следующий патент: Способ непрерывной подачи полосового материала в рабочую зону пресса
Случайный патент: Селектор сигналов проверки времени