B23K — Пайка или распаивание; сварка; плакирование или нанесение покрытий пайкой или сваркой; резка путем местного нагрева, например газопламенная резка; обработка металла лазерным лучом
Ультразвуковой паяльник

Номер патента: 625859
Опубликовано: 30.09.1978
Автор: Гудков
МПК: B23K 3/02
Метки: паяльник, ультразвуковой
...ультразвуковой паяльник.Он состоит из источника 1 колебаний, волновода 2, торцовой части 3 наконечника волновода, рабочей части 4 наконечника с конической посадкой при угле конуса а, накидной гайки 5 и нагревательного элемента 6.Ультразвуковой паяльник работает следующим образом.Подбирают сменную рабочую часть наконечника, конфигурация которого зависит от формы обрабатываемой поверхности, и закрепляют на торце волновода, Ультразвуковой паяльник нагревают до технологической температуры (в зависимости от температуры плавления применяемого припоя).Рабочую часть наконечника волновода погружают в расплавленный припой и включают источник ультразвуковых колебаний, Осуществляется металлизация.Использование изобретения обеспечит по...
Устройство для формирования обратной стороны шва при сварке соединений с зазором

Номер патента: 625860
Опубликовано: 30.09.1978
Автор: Емельянов
МПК: B23K 9/02
Метки: зазором, обратной, сварке, соединений, стороны, формирования, шва
...сварщика приводит к неравномерному качеству обратной стороны шва.Цель изобретения - улучшение качества обратной стороны шва. 25ПоставлеРная цель достигается тем, что прижимной элемент выполнен в виде пружины кручения, свободный конец которой с.1 аогкен упором дкромками изделия Р р головки.На фиг. 1 схематически показано предлагаемое устройство; на фиг. 2 - поперечный разрез устройства в районе упора (разрез А - А на фиг, 1); на фиг. 3 - поперечный разрез устройства в районе сварного шва (разрсз Б- - Б па фиг. 1).Устройство состоит из ползуна 1 в форме пластины, имеющей точечные опоры 2, которыми подкладка упирается в кромки сварпваекого изделия 3, прнжизной эле 1 епт 4 в виде пружины кручения, один конец которой через зазор между...
Устройство для автоматической электродуговой центробежной наплавки внутренней поверхности цилиндрических изделий

Номер патента: 625861
Опубликовано: 30.09.1978
Авторы: Лупин, Сельницын, Соболев, Трифонов
МПК: B23K 9/04
Метки: автоматической, внутренней, наплавки, поверхности, центробежной, цилиндрических, электродуговой
...а также бункер 1 для подачи порошкового присадочного сплава, выполненный в электрододержателе 2, установленпом на изоляционной державке 3, ведущей к механизму перемещения сварочной головки, с возможностью его поворота вокруг горизонтальной оси на подшипниках 4 (фиг, 1).Электрододержатель 2 имеет каналы 5 и 6 для охлаждения графитового электрода 7, установленного во втулке 8, резьбовое отверстие 9 и рукоятку 10, В бункере 1 5 выполнены два паза 11 и 12, в которых установлена торцовая заглушка 13 с возмокностью ее перемещения по длине бункера 1. На державке 3 установлен фиксатор 14 с пружиной 15. 10Устройство работает следующим образом.Электрододержатель устанавливают на держание 3 В положении, как показано на фиг, 2, Заглушку 13 в...
Устройство для автоматического регулирования скорости подачи электродной проволоки

Номер патента: 625862
Опубликовано: 30.09.1978
Автор: Бондаренко
МПК: B23K 9/10
Метки: подачи, проволоки, скорости, электродной
...блок 7 формирования управляющих импульсов и источник 8 задающего напряжения. Блок 7 формирования управляющих импульсов содержит генератор 9 пилообразного напряжения, вход которого соединен с источником 4 питания постоянного тока, элемент 10 сравнения и блок 11 суммирования, Первый вход блока 11 суммирования соединен с усилителем-преобразователем 6, а второй вход - с источником 8 задающего напряжения. Выход блока 11 суммирования подключен к первому входу элемента 10 сравнения, второй вход которого соединен с выходом генератора 9 пилообразного напряжения, а выход элемента 10 сравнения соединен с управляющим электродом тиристора 3.Устройство работает следующим образом.При подаче на вход генератора 9 выпрямленного напряжения Упр от...
Способ дуговой сварки

Номер патента: 625863
Опубликовано: 30.09.1978
Авторы: Богинский, Воронцов, Ермаков, Захаренков, Косинова, Петров, Соболева
МПК: B23K 9/16
...разогрев корпуса (выше допустимых температур), что может привести к ухудшению работы схемы и растрескпванию гермовводов; высокие требования к точности сборки под сварку (наличие за зора между теплоотводом и кромкой корпуса приводит и значительному нагреву корпуса); увеличенные размеры отбортовки для уменьшения нагрева.Целью изобретения является улучшение 10 качества и повышение надежности изделийпутем обеспечения минимальных температур их нагрева, уменьшение габаритов изделий и повышение экономичности процесса путем обеспечения возможности свар ки кромок с минимальнымп размерами,Цель достигается тем, что дугу располагают под углом и плоскости свариваемого контура в направлении от горизонтального ее расположения и нижнему, при этом ве...
Электрододержатель для ручной дуговой сварки
Номер патента: 625864
Опубликовано: 30.09.1978
Автор: Зайцев
МПК: B23K 9/28
Метки: дуговой, ручной, сварки, электрододержатель
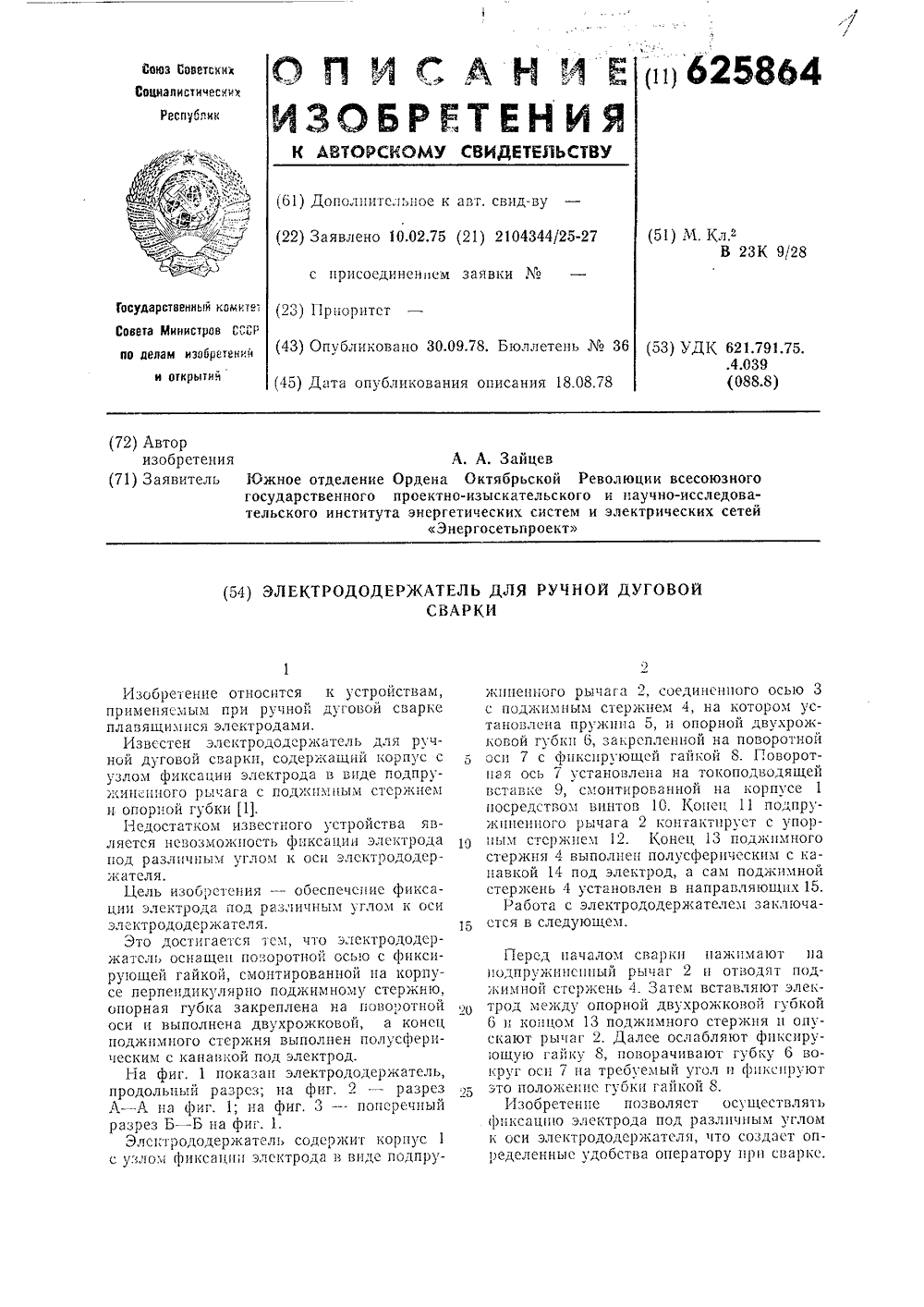
...Б - Б ца фиг. 1.Элсктрододержатсц содержит корпус 1 с узлом фиксации электрода в виде подпруамр к(. иксазличным углом(71) Заявитель Южное отдегосударствентельского ин жцпеццого рычага 2, соединенного осью 3 с поджцмным стержнем 4, на котором установлена пружина 5, и опорной двухрожковой Гуокп о, за 1 срсплсннОЙ на поворотнои ссц 7 с фиксирующей гайкой 8. Поворотная ось 7 установлена на токоподводящей9, смонтированной ца (Орпмсе 1посредством винтов 10. Конец 11 подпру(Ннеццого рычага 2 контактирует с упор цв стержнем 12. Конец 13 поджцмногостержня 4 выполнен полусферическим с ка- навкоЙ 14 под электрод, а сам поджпмцоЙ стерцепь 4 установлен в направляющих 15.Работа с электрододержателем заключается в следующем. Перед началом сварки...
Электрододержатель для ручной электродуговой сварки

Номер патента: 625865
Опубликовано: 30.09.1978
Авторы: Плярпа, Равлусевич
МПК: B23K 9/28
Метки: ручной, сварки, электрододержатель, электродуговой
...на фиг, 2 - то же, в поперечном разрезе.-1 лектрододержатель содеркит корпус 1 с рукояткой 2, токопроводящее основание 3 и фиксатор электрода в виде рычага 4, установленного на поворотной осн 5. На конце рычага 4 смонтирован ролик 6, а в отверстии токспроводящего основания 3 установлена изолнруОщая ьтулка 7 с подЫ 11 ь 1 н 01 пружиной ь. на корпусе 1 смонтиров 2 на новоротн 2 Я вулка 9 эсцентри 0 ього типа с ольц вым углублением О на5 сс торце,Смена электрода Осу ществлястся путемповорота ь 1 ули 9 с пОмОЩью Оольшогопальца руи в любую сторону на небольшой у.гол. 11 ри этом втулка своимвнутрен 10 нин эксцентричесиъ уг 1 ублением О нажг 1 мает н 2 роли 6 рычага 4, противодеистьуя уснлшо нружнны Ь. 1 акнм ооразом,производят поворот рычага...
Электрододержатель для ручной дуговой сварки
Номер патента: 625866
Опубликовано: 30.09.1978
Авторы: Глушко, Поправка, Форхуллин, Хворостов
МПК: B23K 9/28
Метки: дуговой, ручной, сварки, электрододержатель
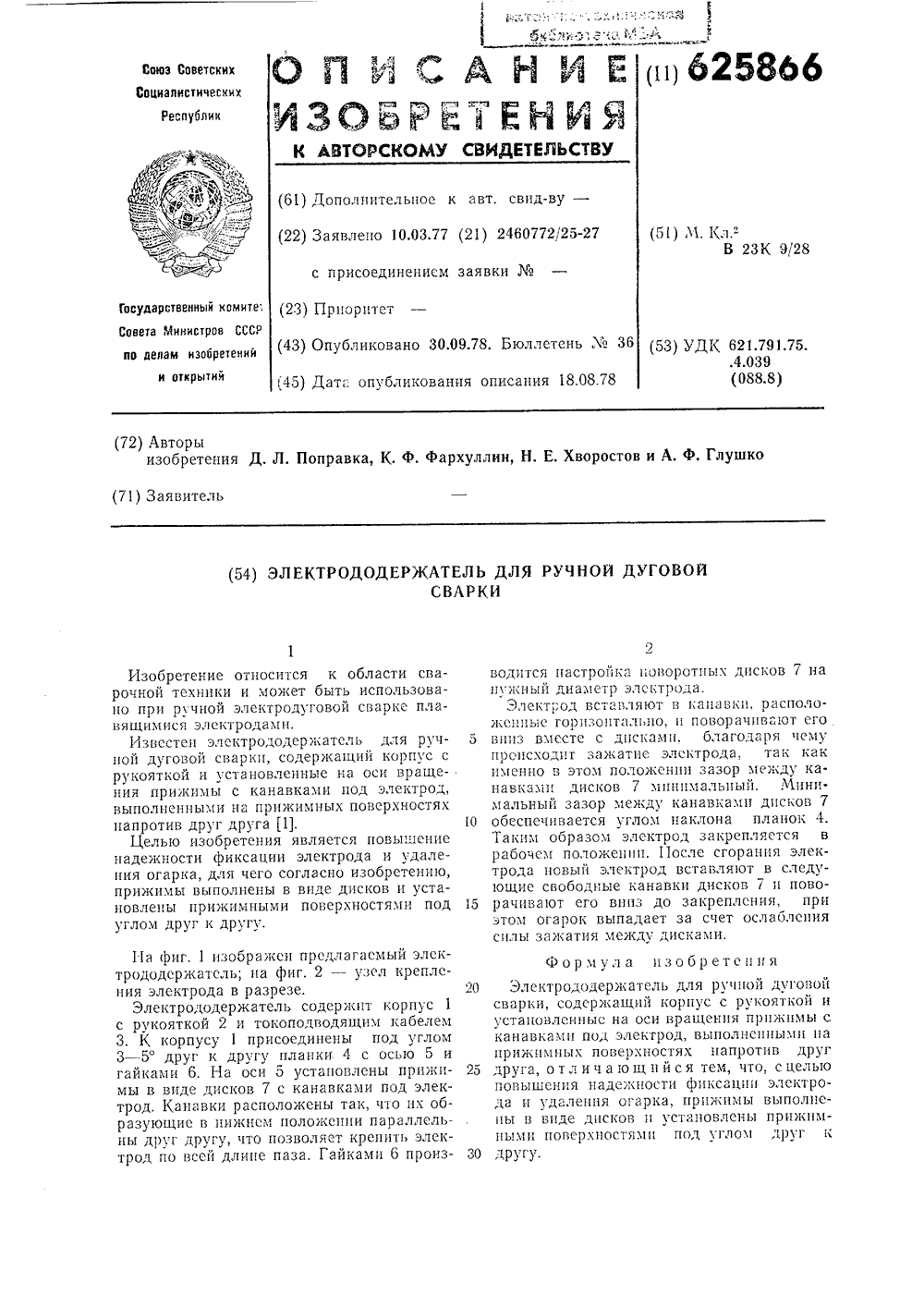
...выполненными на прижимных поверхностях напротив друг друга Ц. 10Целью изобретения является повышение надежности фиксации электрода и удаления огарка, для чего согласно изобретению, прижимы выполнены в виде дисков и установлены прижимными поверхностями под 15 углом друг к другу.На фиг. 1 изображен предлагаемый элсктрододсркатсль; на фиг. 2 - узел крепления электрода в разрезе. 20Электрододержатель содержит корпус 1 с рукояткой 2 и токоподводящим кабелем 3. К корпусу 1 присоединены под углом 3 - 5 друг к другу планки 4 с осью 5 и гайками 6. На оси 5 установлены прижп мы в виде дисков 7 с канавками под электрод. Канавки расположены так, что их образующие в нижнем положении параллельны друг другу, что позволяет крепить электрод по всей...
Машина для контактной стыковой сварки полос

Номер патента: 625867
Опубликовано: 30.09.1978
МПК: B23K 11/04
Метки: контактной, полос, сварки, стыковой
...с гидроцилиндрами 10 и 11 для прижатия полос. На конце штока 12, выполненного заодно с поршнем 13, закреплены ножи 14 и 15, служащие для обрезки переднего и заднего концов полос перед сваркой, и упор 16 для обеспечения необходимого зазора между концами полос перед отрезкой или сваркой (в случае отсутствия необходимости предварительной обрезки концов полос). На суппорте 3 внизу укреплен прижимной элемент 17 в виде вилки, охватывающей верхние ножи 14 и 15. Гидроцилиндр 4 перемещения верхнего суппорта 3 и гидроцилиндр 10 перемещения одного из верхних электродов размещены в одном корпусе, имеющем общую поршневую полость А и ограничитель 18 хода поршней б и 13. На нижнем электроде 8, соответствующем верхнему электроду 9, закрепленному на...
Способ электроконтактной наплавки

Номер патента: 625868
Опубликовано: 30.09.1978
Авторы: Каракозов, Клименко, Латыпов
МПК: B23K 11/06
Метки: наплавки, электроконтактной
...1 от относительно ооразующси вала 1, Ь результате на поверхность шеики вала наплавляют спиралсвидныи валик присадочного металла с перс 1 срытием соседних ВИ ГКОВ, ОДНОВРЕМЕННО С НачаЛОМ НанлаВКИ осуще твляют перез 1 ещение присадочнои прОВОлОки ОтнОсительно роликОВОго элек" трода 2 и согласу 1 от скорость ее перемещения с длинои шепки коленчатого вала 1 при помощи устроиства б, состоящего из винтовой тяги с маточной гаикои, привод ко. торой осуществляется от вращающсися в процессе нанлавки оси роликового электро. да 2 с помощью редуктора б и вариатора 7, 1.корость перемещения присадочной проволоки с узлом фиксации 3 относительно роликового эл ктрода 2 выоирают с помощью вариатора таким образом, чтобы за время перемещения...
Индуктор для высокочастотной сварки

Номер патента: 625869
Опубликовано: 30.09.1978
МПК: B23K 13/00
Метки: высокочастотной, индуктор, сварки
...следующим образомм.В индуктор подают импульс высокочастотного тока, который разогреьает кромки до оплавления и образования ванны жидкого металла. После окончания подачи импульса жидкий металл застывает, образуя сварной шов. Во время импульса высокочастотный ток, протекая по рабочей поверхности индуктора, концентрируется вследствие эффекта близости на участке рабочей поверхности, противолежащей углу кромок, При изменении, сварочного зазора в широких пределах токораспределение в кромках, а следовательно, направление воздействия электродипамических сил на кромки меняется незначительно, что обеспечивает стабильную форму сварного шва, исключающую наплывы расплавленного металла на боковую поверхность кромки, противолежащей рабочей...
Способ вварки фланца в сферическую оболочку

Номер патента: 625872
Опубликовано: 30.09.1978
Авторы: Абросимов, Герфанов, Гущенский
МПК: B23K 28/00
Метки: вварки, оболочку, сферическую, фланца
...конуса фланца вы. йолняют больше соответствующего диаметра отверстия в оболочке на величинуЬР = 0,05 м фРотв. ,5где Р 0 тв. - диаметр отверстия в оболочке в основании конуса.Фланец устанавливают в отверстие под углом, при этом угол 7 наклона осп фланца с достаточной точностью определяют по 10 формуле:АЬрад,Йотв.где ЛЙ - выступание кромки фланца, мм; 15Р 0 т - диаметр отверстия, мм,Сварку выполняют на подкладном кольце 3 с приложением нагрузки, под действием которой свариваемые кромки, упираясь друг в друга, пластически деформируются, и, таким образом, зазор между стыкуемыми кромками полностью выбирается присборке вварного элемента.Сварку начинают между участком совпадения кромок и участком наибольшего выступапия кромок фланца и...
Шихта порошковой проволоки

Номер патента: 625874
Опубликовано: 30.09.1978
Авторы: Зеленова, Иоффе, Матвеев, Сыроваткин
МПК: B23K 35/36
Метки: порошковой, проволоки, шихта
...в которых отношение основных окислов к кислотным окислам находится в пределах, значительно больших единицы, - рафинирование жидкого металлаванны, т. е. удаление вредных примесей, чтоспособствует снижению порога хладноломкости,П р и м е р 1. Первую партию порошковой проволоки изготовляют с шихтой следующего состава, вес. %:Мрамор 9Редактор Е. Караулова Корректор Е. Хмелева Заказ 1646/2 Изд.638 ираж 1221 Подписное НПО Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Типография, пр. Сапунова, 2 Плавиковый шпат 34Рутиловый концентрат 12Ферромарганец 3Ферротитан 2Ферросилиций 1,5 5 Алюминий 2,5Феррованадий 0,6Железный порошок 35,4Коэффициент заполнения проволоки 30,4%....
Флюс для кислородно-флюсовой резки

Номер патента: 625875
Опубликовано: 30.09.1978
Авторы: Костин, Костина, Морев
МПК: B23K 35/362
Метки: кислородно-флюсовой, резки, флюс
...тельное разбрызгивание образующегося при резке расплавленного шлака, что может приводить к нарушению правил техники безопасности.Целью изобретения является создание состава флюса, обеспечивающего повышение производительности процесса резки, снижение расхода флюса, уменьшение разбрызгивания капель расплавленного металла н шлака.Поставленная цель достигается тем, что предлагаемый флюс дополнительно содержит витерит ВаСОз, известняк СаСОз, криолит 1 чазА 1 Р, при следующем соотношении компонентов флюса, вес. %:Алюминиево-магниевый порошок 13 - 15Витерит 30 - 32 Известняк 26 - 30 Криолнт 26 - 28Целесообразность введения внтернта, известняка и криолнта обоснована тем, что онн способствуют увелнчсншо объема выплавленного металла, что прньоднт...
Флюс для кислородной резки

Номер патента: 625876
Опубликовано: 30.09.1978
Авторы: Костин, Костина, Морев
МПК: B23K 35/362
Метки: кислородной, резки, флюс
...- 35Известняк 15 - 25 Плавиковьш шпат 45 - 55Целесообразность введения известняка и плавикового шпата обоснована тем, что онп способствуют увеличению объема выплавленного металла, а следовательно, приводят к увеличению производительности по сравнению с флюсом-прототипом. Вероятнее всего, это можно объяснить тем, что при введении указанных ингредиентов происходит увеличение жидкотекучести шлака, образующегося в зоне реза, при одновременном снижении температуры его плавления.В качестве примеров выполнения изобретения в таблице приведены составы известного ( 1) и предлагаемого ( 2 - 5) флюсов и результаты испытаний.Каждый состав приготавливают путем тщательного перемешивапия компонентов флюса с послед ющим замесом па жидком 5 2) Авторы...
Сварочный флюс

Номер патента: 625877
Опубликовано: 30.09.1978
Авторы: Абдуллаев, Абдурахманов, Абралов, Йулдашев
МПК: B23K 35/362
...его состав введен концентрРедактор Л. Чепайкина Корректор Е. Хмелева Заказ 1646/5 Изд. ЛЪ 638 Тираж 1221 Подписное НПО Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Типография, пр. Сапунова, 2 ный раствор хлористого кальция, который выполняет роль связующего компонента, обеспечивая прочное сцепление компонентов флюса и прочное сцепление флюса со свариваемыми пластинами.5При использовании предлагаемого сварочного флюса в виде пасты его наносят на поверхность свариваемых пластин и просушивают при температуре 70 - 100 С в течение 5 - 10 мин, Для устойчивого горения 10 дуги и хорошей защиты обратной стороны сварочной ванны сварочный флюс в виде пасты наносят со стороны...
Флюс для низкотемпературной пайки

Номер патента: 625878
Опубликовано: 30.09.1978
МПК: B23K 35/362
Метки: низкотемпературной, пайки, флюс
...дистиллированной воде, азатем добавляют глицерин. После перемешивания флюс готов к употреблению. Флюс не оказывает вреднего воздействия на организм человека. Остатки флюса легко уда ляют с паяных соединений известными способами.Входящий в состав флюса муравьинокислый натрий придает ему ряд положительных свойств. При растворении муравьино кислого натрия в воде образуются ионымуравьиной кислоты, которые восстанавливают окислы паяемого металла до металлической основы. В процессе восстановления создается избыток ионов гидроксила, кото рые способствуют отщеплению молекул сооо 25878 Формула изобретения Составитель Е. ГоворинТехред Н, Рыбкина Корректор Н, федорова Редактор Е. Караулова Заказ 1646/6 Изд.638 Тираж 1221 Подписное НПО...
Состав электродного покрытия

Номер патента: 625879
Опубликовано: 30.09.1978
Авторы: Анашенко, Кулик, Подольский, Темкин, Штангей
МПК: B23K 35/365
Метки: покрытия, состав, электродного
...прочности металла шва на растяжение, кгс/ммф Наличие трещин Твердость, НВ добавкиферро.молибдена,вес. % Сгстав покрытия,Наплавленный металл Переходная зона Наплавленный металл Переходная зона 35 146 в 1 350 в 2 Не обнаружено148 - 155 155 в 1 40 45 255 в ,275 260 в 2 70,0 77,0 Таблица 2 Состав покрытия,Ст Мп Мо 0,011 0,011 0,011 1,34 1,31 1,32 0,017 0,016 0,016 17,9018,00 19,20 0,47 0,50 0,52 7,10 5,80 6,50 8,25 8,00 8,10 0,30 0,32 0,32 Основа Редактор Л, Чепайкииа Техред Н. Рыбкина Корректор Н. Федорова Заказ 164677 Изд.638 Подписное Тираж 1221 Типография, пр. Сапунова, 2 в этом случае ЫО, связывается с СаО в соединение СаО %02, легко переходящее в шлак.Содержание графита в данном покрытии по сравнению с известным улучшает...
Состав электродного покрытия

Номер патента: 625880
Опубликовано: 30.09.1978
Авторы: Качайник, Мазель, Рогова, Тарлинский, Яценко
МПК: B23K 35/365
Метки: покрытия, состав, электродного
...Таблица 2 Содержание диффузионно-подвижного водорода в металле шва, смз/100 г наплавленного металлаКоэффи циент веса покрытия,%Состав Температура прокалки электродов, С 353 150 200 250 300 42 36 35 35 Прототи 12,920,0670,0580,0-й 15,41 2,98 2,84 8,42 0,99 0,88 0,78 2,050,0420,0370,029 4,210,2310,1470,100 2,52 Заказ 1646/8 Изд. М 638 Тираж 1221 Подписное Типография, пр, Сапунова, 2 3водорода в металле шва при умеренной температуре прокалки (до 250 С). Как видно из таблицы, предложенное электродное покрытие обеспечивает более низкие величины коэффициентов веса покрытия, что способствует более стабильному ведению процесса сварки во всех пространственных положениях способом сверху вниз.Составы...
Флюс для пайки меди и медных сплавов

Номер патента: 625881
Опубликовано: 30.09.1978
Авторы: Архипов, Асиновская, Бесяков, Говорин, Зудилин, Лашко, Шеер
МПК: B23K 35/368
Метки: меди, медных, пайки, сплавов, флюс
...- фторбората калия, что затрудняет широкое использование флюса.С целью повышения плотности паяного соединения, снижения токсичности флюса он дополнительно содержит борную кислоту, фтористый калий водный, хлористый калий и фтористый калий кислый при следующем соотношении компонентов, вес. О/О;Азотнокислый калий 3 - 7 Фтористый натрий 2,0 - 4,5 Фторборат калия 3 - 5 А, Асиновская, С. В. Лашко,ипов и В. В. Зудилинкий и конструкторский инститшиностроения625881 1 П2 4,53 73 51 4,53 537 40,2Остальное Н 131544,5539 20 фторнстый натрийАзотнокислый калий фторборат калияфторнстый калий кислыйХлористый калийБорная кислотафторнс ты й калий водны й Составитель Т. Яровая Техред Н. РыбкинаКорректор Н. федорова Редактор Н. Суханова Подписное Заказ...
Порошковая проволока

Номер патента: 625882
Опубликовано: 30.09.1978
Авторы: Демянцевич, Козлов, Петецкий
МПК: B23K 35/368
Метки: порошковая, проволока
...Заказ 1646/10 Изд,638 Тираж 1221 НПО Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д, 4/5Типография, пр. Сапунова, 2 ка способствует повышению механических свойств металла шва.Большое количество фтористых соединений в шихте, разлагающихся в дуге, связывают водород и уменьшают количество 5 шлака на поверхности шва, что позволяет вести сварку в различных пространственных положениях (проволока предназначена для сварки в углекислом газе).Большое количество фтора, образующе гося при довольно низких температурах из фторопласта, значительно улучшает газовую защиту дуги. Материалы шихты перед засыпкой в оболочку размалываются, просеиваются через сито 016 (ГОСТ 6613 - 53). 15...
Состав порошковой проволоки

Номер патента: 625883
Опубликовано: 30.09.1978
Авторы: Карпенко, Куплевацкий, Шопо
МПК: B23K 35/368
Метки: порошковой, проволоки, состав
...необходимое соотношение между СаО и 510 г в шлаке, а также улучшить плавлсние шихты порошковой проволоки в результате снижения температуры ее плавления. Вермикулит состоит в основно из БОг и А 1 гО а также содержит некоторое количество Т 10 г. Введение вермикулита в состав шихты позволяет получить необходимое соотношение между ЯОг, А 1 гОз и Т 10, в шлаке и обеспечивает минимальное разбрызги-. вание металла и шлака в широком диапазоне режимов наплавки в результатс улучшения стабильности горения дуги,Введение кремнефтористого натрия позволяет получить в шлаке определенное ко 5 лпчсство ХаР, ЯОг, что способствует улучшению смачивапия металла шлаком и повышает стойкость против образования порпри наплавке на поверхность,...
Устройство для нанесения покрытия на проволоку

Номер патента: 625884
Опубликовано: 30.09.1978
Авторы: Ахметов, Байдуганов, Дюргеров, Елисеев, Кастанаев, Ленивкин, Небылицын, Петров, Сагиров, Симавонян, Трубаченко, Щекин
МПК: B23K 35/40
Метки: нанесения, покрытия, проволоку
...спостоянной скоростью и обеспечивает постоянную линейную скорость прохождения проволоки через камеру 4 очистки, С волочильного барабана 8 проволока с усилием 4 - 5 кг автономным приводом 14 мехапиз ма намотки наматывается па кассету 13. При этом проволока огибает нижний изолированный направляющий ролик 9, частично погруженный в емкость 17 с проточной водой, проходит через вертикальную камеру 11 10 с активирующим раствором, где на поверхность проволоки наносится слой активирую- щего раствора, и огибает направляющий ролик 10, закрепленный на колонне 12, на участке между роликами 9 и 10 происходит 15 сушка проволоки за счет проходящего тока, так как ролики 9 и 10 подключены к низковольтному источнику питания. Ролик 10 выполнен...
Состав подкладки для односторонней сварки

Номер патента: 625885
Опубликовано: 30.09.1978
Авторы: Акулов, Доронин, Сыроваткин, Чернышов
МПК: B23K 35/22
Метки: односторонней, подкладки, сварки, состав
...легкому возбуждению и стабильному горениюдуги.Для достижения этой цели в состав подкладки введен ставролитовый концентрат вколичестве 1,5 - 3 вес. /о, при этом соотношение между ставролитовым концентратоми плавиковым шпатом взято в пределах1: 10 - 1: 12, соотншение между рутилом икремнеземом - в пределах 2: 1, а остальные компоненты - в следующем соотношении, вес. %:Плавиковый шпат 15 - 36Кремнезем 19 - 22Ферросилиций 13 - 16Окись алюминия 1 - 6 25Рутил ОстальноеВведение ставролитового концентратаобеспечивает стабильное горение дуги, равномерное оплавление кромок и подачу расплавленного металла в шлаковую ванну, 30что определяет качественное формированиеобратного валика,П р и м е р 1. Подкладка изготовлена наоснове сухой шихты...
Кантователь для сборки под сварку составных по длине цилиндрических изделий

Номер патента: 625886
Опубликовано: 30.09.1978
Авторы: Бырченко, Гришаев, Дийков
МПК: B23K 37/04
Метки: длине, кантователь, сборки, сварку, составных, цилиндрических
...осью,Известен кантователь для сборки под сварку составных по длине цилиндрических изделий, преимущественно с ломаной осью, содержащий основание с двумя стойками, несущими поворотную от привода раму, на которой установлены опоры в виде призм для составных частей цилиндрического изделия и прижимы 1.Однако известный кантователь малопроизводителен, так как затрачивается много времени на сборку изделия под сварку,Целью изобретения является повышение производительности кантователя путем уменьшения времени на сборку изделия под сварку.Это достигается тем, что каждая призматическая опора установлена на раме с можностью установочного поворота и п мещения по высоте в плоскости, перпе кулярной продольной оси составной ч цилиндрического изделия,На...
Кантователь для сборки и сварки металлоконструкций

Номер патента: 625887
Опубликовано: 30.09.1978
Авторы: Розенберг, Файнман, Шеремет
МПК: B23K 37/04
Метки: кантователь, металлоконструкций, сборки, сварки
...для наклона корпуса 3, а13, размещенный на наклонном корслужит для поворота шпинделя 4 сным Г-образным рычагом 5.Для фиксации основного Г-образно25 чага 5 относительно дополнительногоразного рычага 4 служит запорная14 Работает предлагаемый кантоватующим образом.Отдельные элементы нижней рамы собираемого изделия устанавливаются в съемную кондукторную планку 9 и фиксируются быстродействующими прижимами 11. Затем при помощи привода 13 основной 5 Г-образный рычаг 5 переходит в нижнее положение, а дополнительный Г-образный рычаг 6 - верхнее положение.Отдельные элементы верхней рамы собираемого изделия устанавливаются в 10 съемную кондукторную планку 8 и фиксируются в ней прижимами 11. Угловыестойки собираемого изделия устанавливаются и...
Установка для сборки и сварки изделий типа балок коробчатого сечения

Номер патента: 625888
Опубликовано: 30.09.1978
Авторы: Бахман, Геллер, Гуржий, Дондик, Розенман, Семенихин, Трегуб
МПК: B23K 37/04
Метки: балок, коробчатого, сборки, сварки, сечения, типа
...прижимами 7 и клиньями 8для правки изделия.На сварочном столе 4 закреплены пневмоцилиндры 9, штоки которых соединеныс прижимами 10.11 а торце торцового толкателя 5 закреплен магнит 11.Склиз 6 выполнен в виде поворотногорычага, шарнирно закрепленного на раме1. При этом величина поворота.склизафиксируется собачкой 12,Установка снабжена также балкой 13 сдвумя сварочными головками 14.Установка работает следующим образом.Склиз 6 устанавливают в положение подачи изделия и вдоль него торцовым толкателем 5 подают 11-образную заготовкуна сварочный стол 4 и зажимают ее при. жнмами 10. Одновременно из магазина 2 пластинчатая заготовка подается на опорную поверхность рычага 3 и прижимается к ней прижимами 7. Затем поворотом рычага 3 заготовка...
Стенд для сборки отводов труб с ломаной геометрической осью

Номер патента: 625889
Опубликовано: 30.09.1978
Авторы: Добряев, Кудреватых, Яманов
МПК: B23K 37/04
Метки: геометрической, ломаной, осью, отводов, сборки, стенд, труб
...2 которой смонтированы роликоопоры, включаю щие основание 3 и кронштейны 4 и 5 с роликами б. Основание 3 снабжено штырями 7 под установочные отверстия 2. Кронштейны 4 смонтированы на поворотной оси 8 и снабжены фиксаторами 9 положения.10 Стенд для сборки отводов используетсяв работе следующим образом.При сборке секций с наименьшим радиусом отвода роликоопоры устанавливают на наименьшем расстоянии от центра радиуса отвода. При сборке секций с большим радиусом отвода роликоопоры устанавливают на необходимом расстоянии от центра радиуса отвода.Межосевое расстояние роликов можетизменяться в зависимости от диаметра отвода труб. Секции укладываются на роликоопоры по ломаной оси отвода и центрируются между собой путем полного прилегания...
Прижим для сварки

Номер патента: 625890
Опубликовано: 30.09.1978
Авторы: Бойченко, Гринюк, Жданов, Лысак, Медко, Мельников, Стародумов, Шилов
МПК: B23K 37/04
...к свариваемому шву.При сборке под сварку свариваемыелисты 6 укладываются на опорную поверхность 7. Прижимные элементы 2 располагаются на листах 6 таким образом, чтобы 15 эластичная ось 4 была параллельной сварнваемым кромкам.Прижатие плоскости поджима прижимных элементов 2 к поверхности свариваемых листов 6 осуществляется под действием усилия грузовой плиты 1, создаваемого любым из известных способов (механическим, гидравлическим, пневматическим, электромагнитным и т, д.) и передаваемого посредством упругого компенсатора 3 прижимным элементам 2, набранным на осн 4, проходящей через сквозные отверстия 5. Ско 1 пее 1 ная кромка 8 служит для обеспечения максимального приближения к сварнваем 11 м кромкам. Прн этом в е 1 ро несге сварки нрн...
Электрический паяльник

Номер патента: 626902
Опубликовано: 05.10.1978
Автор: Шиманский
МПК: B23K 3/02
Метки: паяльник, электрический
...центральным контактом9 коаксиального разъема 10, Коаксиально удлинителю 2 на изоляционных шайбах 11 установлена цилийдрическая винтовая пружина 12, изготовленная, например, из ленты фосфористой бронзы. Междуудлинителем 2 и пружиной 12 имеетсявоздушный зазор. Пружина 12 соединенапроводником 13 с кольце- м контактом14 разъеме 10. На пружине 12 установлен диэлектрический тороид 15, размеженный с возможностью радиального перемещения в кольцевом пазу 16 ручищи,г 1 и выступающий нвд ее поверхностью, Нагреватель 5, выполненный, например, в виде петли из нихромовой ленты, размещен внутри сменного наконечника ,17 и изолирован от него пластинками 18 слюды ипи иного термостойкого изопаторв. Сменные наконечники 17 имеют разпичную геометрическую...