B23K — Пайка или распаивание; сварка; плакирование или нанесение покрытий пайкой или сваркой; резка путем местного нагрева, например газопламенная резка; обработка металла лазерным лучом
Способ обработки металлов и сплавов при сварке и резке

Номер патента: 497106
Опубликовано: 30.12.1975
Автор: Горелов
МПК: B23K 9/00
Метки: металлов, резке, сварке, сплавов
...Подачу сплошных токопроводящих струй 5(жидкости, газа, жидкого металла, пламени горелки) с положительным зарядом производят в течение времени, необходимого для формирования сварного шва или охлаждения 15 нагретого металла после сварки и резки. Пластины 6 с отрицательным зарядом держат с выдержкой, необходимой для формирования сварного шва и охлаждения нагретого металла до необходимой температуры,20 В случае сварки металлов в твердой фазе(см, фиг. 2), например при диффузионной сварке, в зоне соединения устанавливают аноды 7, на которые подают положительный заряд, и катоды 6, а затем создают электроста тическое поле. В результате, в зоне соединения и в свариваемом металле происходит резкое понижение температуры, что вызывает улучшение...
Способ стабилизации дуги переменного тока

Номер патента: 497107
Опубликовано: 30.12.1975
Авторы: Лесков, Лугин, Светлов
МПК: B23K 9/06
Метки: дуги, переменного, стабилизации
...в это время стабилизации. Кроме того, устройства, реализующие этот способ, недостаточно надежны и долговечны, потребляют большое количество энергии и создают высокий уровень радиопомех,Целью изобретения является снижение уровня радиопомех и потребляемой мощности,Это достигается подачей стабилизирующего импульса для возбуждения дуги не в каждый полупериод, а только в полупериоды сетевого напряжения, соответствующие обрыву дуги, когда напряжение на дуговом промежутке достигает величины, близкои или равной амплитудному значению напряжения холостого хода сварочного трансформатора,Предлагаемый способ иллюстрируется чертежом, где т: - сварочный ток; У, - напряжение на дуговом промежутке; У,н - напряжение холостого хода сварочного...
Устройство для ограничения напряжения холостого хода оварочных выпрямителей

Номер патента: 497108
Опубликовано: 30.12.1975
МПК: B23K 9/10
Метки: выпрямителей, оварочных, ограничения, хода, холостого
...источнику питания. Такое решение позволяет уп роиство, уменьшить его габариты д р менно повысить надежность.Изобретение поясняется электрической схемой, показанной на чертеже,Устройство для ограничения напряжения холостого хода сварочных выпрямителей содержит устройство 1, коммутирующее ток, ограничительное сопротивление 2, тиристор 3, управляющий устройством, коммутирующим ток, и источник 4 выпрямленного пульсирующего тока, периодически спадающего до нуля.Работа предлагаемого устройства состоит 5 в следующем.При включенном устройстве 1, коммутирующем ток, и при отсутствии дугового разряда к промежутку электрод - изделие,при.ложено напряжение, равное напряжению хо- О лостого хода сварочного выпрямителя, которое вызывает включение...
Графитовое сопло для газоэлектрических горелок

Номер патента: 497109
Опубликовано: 30.12.1975
Авторы: Белоус, Бутырин, Заславский, Рогайлин, Тятюшкин, Шуваев
МПК: B23K 9/16
Метки: газоэлектрических, горелок, графитовое, сопло
...прилипание брызг расплавленного металла. Брызги остаются на поверхности и для их удаления необходимо разбирать горелки. Сборка и разборка горелок занимает много времени, а иногда это приводит к поломке .сопла.Целью изобретения является устранение прилипания к соплу брызг расплавленного металла и повышение срока его службы,Это достигается тем, что предлагаемое сопло изготавливают из пористого графита, уплотненного пиролизным углеродом.Сопла, изготовленные любым из известных способов из пористого, графита с пористостью 24 - 60%, загружают. в реактор и нагревают до 800 в 11 С с подачей реакционного газа, например метана или природного газа. В качестве разбавителя подают очищенный азот.В порах графита откладывается пиролизный углерод,...
Установка для электроконтактной наплавки

Номер патента: 497110
Опубликовано: 30.12.1975
Авторы: Боженко, Федорушенко, Юдин
МПК: B23K 11/06
Метки: наплавки, электроконтактной
...в токоподводящей обойме эксцентрично оси планшайбы с возможностью контактирования с изделием по своей внутренней поверхности, 30 На фиг. 1 схематично показана предлагаемая установка; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг, 3 - разрез по Б - Б на фиг, 2.Установка для электроконтактной наплавки содержит планшайбу 1, вращающую изделие 2, наплавляющий ролик 3, закрепленный гайкой 4 в токоподводящей обойме 5, зафиксированной гайкой 6 и винтом 7 на подшипнике 8 в корпусе 9, жестко связанном своим хвостовиком 10 с механизмом 11 сжатия и снабженном токоподводом 12 с контактной щеткой 13, механизм 14 продольного перемещения, а также бухту 15 с проволокой 16.Установка работает следующим образом.Изделие 2 закрепляют в планшайбе 1,...
Механизм сжатия контактной сварочной машины

Номер патента: 497111
Опубликовано: 30.12.1975
Авторы: Кононец, Литвин, Моисеенко, Семергеев, Шелест
МПК: B23K 11/06
Метки: контактной, механизм, сварочной, сжатия
...410 и связан с пневмоприводом 5.Для взаимного перемещения корпуса 2 поотношению к корпусу 3 используют установочный винт 6. Для ограничения деформациисильфона 7 на корпусе 2 установлены сле 15 дящие элементы 8, 9. Для регулирования давления в сильфоне установлены натекатели 10,11, а для контроля давления - манометр 12.Внутренняя полость сильфона 7 и полость13 пневмокамеры 14, размещенной рядом, сое 20 динены между собой и представляют собойзамкнутый объем.Полости пневмокамеры 14 разделены между собой упругой диафрагмой 15, Для перемещения диафрагмы используют сжатый воз 25 дух, который подведен к пневмокамере 14через воздухораспределитель 16, Для изменения хода диафрагмы установлен регулируемый упор 17.Работа механизма сжатия...
Станок для контактной сварки пространственных арматурных каркасов

Номер патента: 497112
Опубликовано: 30.12.1975
Авторы: Афанасьева, Мифтахов, Правдин, Товстолужский
МПК: B23K 11/10
Метки: арматурных, каркасов, контактной, пространственных, сварки, станок
...движений продольных прутков обеспечивает наматывание на продольные прутки спирального проволочного каркаса. Проволока для спирального каркаса подается под сварочный ролик 17 из бухты, расположенной рядом со станком. Синхронное вращение барабана и планшайбы 13 предотвращает скручивание каркаса в процессе его изготовления.В момент сварки пересечений продольных прутков каркаса и спиральной проволочной навивки, когда свариваемый узел находится под сварочным роликом, сварочный ролик отходит от барабана и сжимает пружину на его штоке. Увеличивается усилие прижатия сварочных роликов к каркасу. В этот момент поступательное движение планшайбы 13 и каркаса 23 приостанавливается за счет деформации демпфирующих пружин 16 между план- шайбой 13 и...
Сплав

Номер патента: 497116
Опубликовано: 30.12.1975
Авторы: Антонов, Каленский, Фрумин
МПК: B23K 35/28
Метки: сплав
...металлы 0,05 - 20%, алюминий - остальное.Однако известный сплав содержит мало редкоземельных металлов; кроме того, высокая пластичность и трудность получения в виде порошка препятствуют введению этого сплава в сварочные материалы,Цель изобретения - охрупчивание сплава для его размола в порошок, повышение активности и предупреждение образования пор при сварке и наплавке. 5 Повышенное, содержание редкоземельныхметаллов обеспечивает высокую активность сплава в сварочной ванне по отношению к кислороду и азоту. Порошок сплава, введенный в электродный или другой присадочный 0 материал, в процессе сварки связывает азот икислород в прочные нитриды и окислы и самым предупреждает образование газовых пор в металле шва и наплавленном...
Состав присадочной проволоки

Номер патента: 497117
Опубликовано: 30.12.1975
Авторы: Красильников, Лосицкий, Максимов
МПК: B23K 35/28
Метки: присадочной, проволоки, состав
...ОстальноеПредложенная проволока обеспечивает наплавленному металлу твердость 170 - 180 НВ при сохранении достаточной пластичности и 3 стойкости против трещин. При этом износостойкость повышается на 30% без механического упрочнения.Цинк, являющийся основным упрочняющим элементом в латунных сплавах, вводят в количестве, обеспечивающем максимальные прочностные характеристики. Введение в проволоку никеля повышает механические характеристики наплавленного металла, обеспечивает коррозионную стойкость его. Кремний практически исключает испарение цинка в процессе газовой наплавки. Редкоземельные металлы модифицируют наплавленный металл, измельчают его структуру, повышают прочнотехнологические и эксплуатационные свойства.Комплексное...
Сварочный флюс

Номер патента: 497118
Опубликовано: 30.12.1975
Авторы: Витман, Кондратьев, Новиков, Полякова, Попова, Соколов
МПК: B23K 35/36
...марганцевая руда при следующем соотношении компонентов флюса, вес. %:Плавиковый шпат 10 - 15 10 Двуокись кремния 30 - 50Ферромарганец 2,5 - 7,0 Ферросилиций 2,5 - 7,0 Двуокись титана 10 - 12 Гематит 4 - 6 15 Марганцевая руда 10 - 14В состав флюса может бь ь введен углекислый кальций до 20%.Предложенный сварочный флюс позволяетотказаться от использования флюсовых под кладок, а также не требует применения специальных средств для его крепления на период сварки. Сварочный флюс приготовляют из смеси порошкообразных компонентов вышеуказанного состава путем замешивания су хой шихты на жидком стекле плотностью1,1 - 1,7. Весовое отношение жидкого стекла к сухой смеси составляет 0,6,Хранение, транспортирование сухой шихтыпроизводят в картонной...
Состав для защиты припоя от окисления

Номер патента: 497119
Опубликовано: 30.12.1975
Авторы: Гинзбургская, Дискина, Иванкина, Игошев, Лев, Пиляев, Тиунова, Халилов, Шитов
МПК: B23K 35/36
Метки: защиты, окисления, припоя, состав
...минеральное масло композиции присадок, состоящей из активного компонента, представляющего собой смесь жирных кислот с однойдвойной связью 10 - 30%, с двумя двойнымисвязями (типа линолевой) 28 - 65%,:моля 9 - 1 ральДо 10 редмет изобретен ты припоя от окисления ьное масло и антиокис и й ся тем, что, с целью слительной стабильности в для защ й минера личающ термооки 1. Сост содержащ литель, оповышент Изобретение относитсячастности к составам дляокисления, применяемымдля пайки плат печатногтронной, радиотехническои других отраслях народиИзвестен состав для заприпоя от окислениясодекомпоненты, вес. %:Нефтяное маслоЖирные кислоты типаолеиновойАнтиокислительГлицериды ных кислот (типа абиетиновой) 1 3% и фитостеринов 1 - 2%.Указанная...
Покрытие для защиты поверхности свариваемого изделия от брызг расплавленного металла

Номер патента: 497120
Опубликовано: 30.12.1975
Авторы: Абакумова, Бондаренко, Иванов, Коваленок, Мартыненко
МПК: B23K 35/36
Метки: брызг, защиты, изделия, металла, поверхности, покрытие, расплавленного, свариваемого
...активное вещество - этилсиликатв количестве 42 - 48 и пропеллент - смесь фреонов в количестве 52 в 5,.Однако известное покрытие недостаточно хорошо и эффективно защищает поверхность от брызг расплавленного металла и используется лишь при трехпроходной сварке,Для повышения эффективности защиты поверхности свариваемого изделия от брызг расплавленного металла в качестве активного вещества берут раствор полиметилфенилсилоксановой смолы в толуоле в количестве 42 - 48 аа, а пропеллент - смесь фреонов в количестве 52 - 587 о.Приготовление препарата состоит из одной операции - заполнения аэрозольной упаковки активным продуктом по существующей технологии.Раствор полиметилфенилсилоксановой смолы в толуоле подают в аэрозольную упаковку, в которую...
Способ пайки карбида ниобия

Номер патента: 498114
Опубликовано: 05.01.1976
Авторы: Тронов, Ушакова, Фатьянов
МПК: B23K 1/20
...последующими нанесением припоя и нагревом до температуры пайки,Однако при таком способе используются в качестве покрытия дорогостоящие, благородные металлы.Для повышения качества паяного соединения при пайке легкоплавкими припоями и с целью зкономии дорогостоящих металлов платиновой группы в качестве промежуточной прослойки берут никель.Прочное соединение никеля с карбидом ниобия образуется, если осаждение паров никеля вести в вакууме 1 - 5 10 -мм рт. ст. со скоростью 1 - 2 мкм/мин при температуре подложки МЬС 500 - 700 С. Образцы с нанесенным никелем толщиной 0,5 - 3 мкм охлаждают в вакууме до 200 - 150 С, после чего разгерметизируют камеру и вынимают изделия. Пайку осуществляют свинцово-оловянными припоями ПОС, ПОСс использова нием...
Устройство для наплавки

Номер патента: 498117
Опубликовано: 05.01.1976
Авторы: Золотник, Красавин, Пиманов, Розенцвайг, Чаплыгина
МПК: B23K 9/04
Метки: наплавки
...для наплавки зформирующих элементов 1,валу 2 совместно с зубчать ходящимся в зацеплении с зубчатыми рейками 4. Формирующие элементы прижимаются торцовыми поверхностями к боковым сторонам наплавляемой детали 5, устанавливаемой неподвижно на станине наплавочного станка 6.Формирующие элементы состоят из роликов, набранных из медных секторов 7, заключенных в корпус 8. Каждый сектор подпружи нен отдельным лепестком диафрагменной пружины 9.Формирующие ролики и сварочная головкакииематически связаны жестко в одну систему и при наплавке перемещаются в направле нии формирования сварочного шва.Работает предложенное устройство следующим образом.Наплавляемая деталь 5 с предварительнообработанными боковыми сторонами закреп лена неподвижно...
Способ дуговой сварки плавлением

Номер патента: 498118
Опубликовано: 05.01.1976
Автор: Звороно
МПК: B23K 9/16
Метки: дуговой, плавлением, сварки
...час ерц. Способ дчей подогрпеременногной проволс целью улсчет устравышения игрев провотока повыдо 10000 г рки плавлением с п независимого источ полнительной прис чающийся тем качества соединени итного дутья дуги зьности процесса, ствляют пропуска тоты в пределах о оданика доччто,нием т 400(22) Заявлено 18.12.73 (21) 1977789/25-27 Изобретение касается дуговой сварки плавлением и может использоваться при сварке неплавящимся и плавящимся электродом в защитных газах, под флюсом, плазменной дугой, 5Известен способ дуговой сварки плавлением с подачей подогреваемой от независимого источника переменного тока дополнительной присадочной проволоки.Недостатком известного способа является 1 Ото, что магнитное поле тока,протекаюгцегочерез...
Горелка для аргоно-дуговой сварки

Номер патента: 498119
Опубликовано: 05.01.1976
Авторы: Агеев, Гриненко, Нелюбов, Черкасов
МПК: B23K 9/16
Метки: аргоно-дуговой, горелка, сварки
...предлагаемая горелка, разрез; на фиг. 2 - разрез по А - ,4 цафиг. 1; ца фиг. 3 - 4 - горелка с кольцом ивид по стрелке Б.Электрод 1 жестко закреплец винтом 2 вэлектрододержателе д, коццентричцо расположенном в корпусе 4. В верхней части корпуса4 выполнен паз 5 для ввода защитного газа вкамеру 6, образованную электрододержателем3 и корпусом 4. Корпус выполнен с направленным внутрь камеры торцовым выступом 7,имеющим острую, кромку 8. Выходной канал 9 газовой камеры б выполнен в виде торового диффузора, образованного внутренней цилиндрической поверхностью торцового выступа 7 и наружной поверхностью нижнего конца электрододержателя 3, выполненного в виде усеченного конуса. Усеченный конус имеет вершину, направленную в сторону рабочего...
Способ автоматической сварки под флюсом

Номер патента: 498120
Опубликовано: 05.01.1976
Авторы: Александров, Кирпик, Миличенко, Пиньковский, Цокур
МПК: B23K 9/18
Метки: автоматической, сварки, флюсом
...(кривая а) и предлагаемым способом (кривая б) с дополнительной подачей поверх разогретой шлаковой корки экзотермической смеси.Сваривают пластины из стали ст. 3 размером 300 Х 100 Х 14 мль Платина - платинородиевые термопары зачеканены с обратной стороны пластин на глубину 10 лтлт в отверстиях (Д 2 мм) на расстоянии 3 и 5 лл от оси шва. Термические циклы записаны с помощью осциллографа Н. Сваривают проволокой марки СВдиаметром 3 млт под флюсом АНА на головке АБС, оборудованной для подачи экзотермической смеси дополнительным бункером и дозатором.49812 О тц 700 б 00 Ф 00 т 00 100 00 Н 0 г 0 б 0 70 д Ы го Я Составитель Н. КозловскаяВирко Техред А. Камышникова Корректор В. Гутма едак аказ 488,704ЦНИ Изд,186И Государственного комитетпо делам...
Устройство для подачи порошкообразного материала при сварке

Номер патента: 498121
Опубликовано: 05.01.1976
Авторы: Богдановский, Божко, Зайцев, Ивочкин, Лебедев, Макаров, Патон
МПК: B23K 9/18
Метки: подачи, порошкообразного, сварке
...из корпуса 1 с барабанным питателем 2 и бункером 3, оканчивающимся вертикальным направляющим стаканом 4, на котором подвижно установлена подпружиненная насадка б, Соосно с барабаном питателя 2 установлен копир б, наружная поверхность которого выполнена с переменным радиусом. Коппр б имеет сквозной паз 7 и заслонку 8.Подпружиненная насадка б имеет ограничитель 9, которые опираются на наружную поверхность копира б, а концевая часть насадки входит в паз 7 копира. Для поворота копира б имеется ручка 10 с фиксатором 11. На выходной части корпуса установлена направля 1 ощая течка 12.Для закрепления устройства на сварочном аппарате предусмотрены винты 13. Для осуществления вращения барабанного питателя 2 на его оси установлена звездочка 14,...
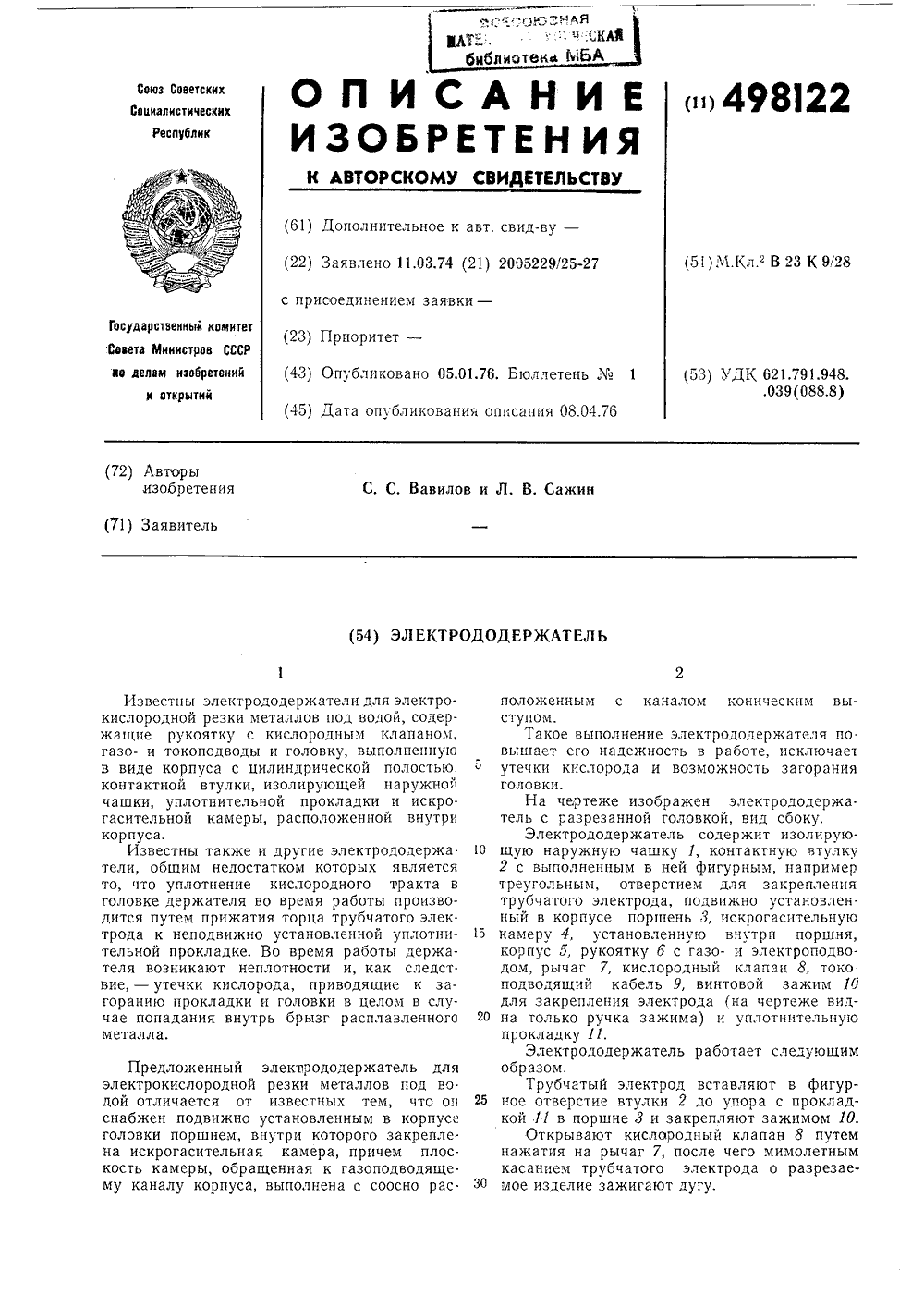
Электрододержатель
Номер патента: 498122
Опубликовано: 05.01.1976
МПК: B23K 9/28
Метки: электрододержатель
...головкой, вид сбоку.Электрододержатель содержит изолирую- И щую наружную чашку 1, контактную втулку2 с выполненным в ней фигурным, например треугольным, отверстием для закрепления трубчатого электрода, подвижно установленный в корпусе поршень 3, искрогасптельную 15 камеру 4, установленную внутри поршня,корпус б, рукоятку б с газо- и электроподводом, рычаг 7, кислородный клапан 8, токо подводящий кабель 9, винтовой зажим И для закрепления электрода (на чертеже вид 2 о на только ручка зажима) и уплотнительнуюпрокладку 11.Электрододержатель работает следующимобразом.Трубчатый электро в фигур ное отверстие втулки прокладкой 11 в поршне 8 и 3 имом 10.Открывают кислор 8 путемнажатия на рычаг 7, молетным касанием трубчатого разрезае мое...
Автомат для контактной сварки сопротивлением

Номер патента: 498123
Опубликовано: 05.01.1976
Авторы: Абросимов, Заусайлов, Прядилов
МПК: B23K 11/04
Метки: автомат, контактной, сварки, сопротивлением
...3 синхронно двигаются в правую сторону - происходит подача проволоки 6.Когда подача проволоки 6 заканчивается, кулачок 7 через упор 8 зажимает проволоку 6 в губки 9 и 10. Подходит шток 11 с электродом 12, на конце которого находится колпачок 13 н производится сварка.После сварки кулачок 7 через упор О освобождает проволоку 6, зажатую губками 9 и 10 для проверки качества сварки растяжением с усилием, равным установленному на тормозно-рихтовочном устройстве 14.Кулачок 1 при дальнейшем повороте смещает каретку 3 в правую сторону, тем самым оовобождая проволоку 6. После освобождения проволоки 6, ползун 2 совершает обратный ход.Ролик 15 установлен на станине с координатами таким образом, чтобы угол охвата ролика 16, установленного ца...
Способ изготовления пространственных арматурных каркасов

Номер патента: 498124
Опубликовано: 05.01.1976
Автор: Донец
МПК: B23K 11/10
Метки: арматурных, каркасов, пространственных
...арматуры с продольными стержнями. планшайбы на ть планшайбы бразом, увелпч ений арматуры чим повышение где г, - скоростьсварки, а о - скороке навивки. Такимрость подачи пересерочные ролики, полудительности. участке а участвая скопод сва- произво 5Практически максимально допустимаяскорость вращения на участке между продольными стержнями, т, е. на участке 1., принимается из учета инерционных сил, возникающих при вращении планшайбы, и для каждой машины будет различной в зависимости от веса и диаметра планшайбы, но в любом случае она будет больше скорости на участке сварки, причем скорость на участке сварки зависит от времени сварки и соответственно от диаметров сварпваемой арматуры и эту скорость невозможно увеличить потому, что в...
Устройство для подачи поперечных стержней при контактной точечной сварке арматурных сеток

Номер патента: 498125
Опубликовано: 05.01.1976
Автор: Донец
МПК: B23K 11/10
Метки: арматурных, контактной, подачи, поперечных, сварке, сеток, стержней, точечной
...устройство для подачи поперечных стержней при контактной точечной сварке арматурных сеток, содержащее размещенные на станине привод подачи и установленную с возможностью перемещения в направлении, перпендикулярном подаче поперечныхстержней, гребенку.1 ООднако это устройство не позволяет подавать стержни непосредственно из бухт и имеет сложную конструкцию.Цель изобретения - обеспечение подачистержней разного диаметра непосредственноиз бухт и упрощение конструкции,Работает устройство следу Перед началом работы стер згнотся в правильные механизз цы выводятся в зону подающ 4 (бухты не показаны). Так к имеют различный диаметр, то говой подачи 12 в зону подачи правильный механизм, несущий буемого диаметра,После этого по команде со...
Устройство для констактной сварки объемных арматурных каркасов

Номер патента: 498126
Опубликовано: 05.01.1976
Автор: Берфельд
МПК: B23K 11/10
Метки: арматурных, каркасов, констактной, объемных, сварки
...13, закрепленного на штоке пневмоцилиндра 14. На той гке станине 1 смонтированы устройства поштучной выдачи поперечных стержней и передачи их в зажимы 13 (на чертеже не пока.заны), Сквозь станину 1 проходят направляющие 15, по которым с помощью механизма передвыжеыия 16 в программы(ующего шагового устройства 17 перемещается подвижный кондуктор 18. Программирующее шаговое устройство 17 представляет собой шаговую рейку, устанавливаемую на раму кондуктора 18, На кондукторе 18 смонтированы передвижные опоры 19 с регулируемыми (по сечению изготавливаемого каркаса) узлами за"хвата 20 продольных стержней.Устройство работает следующим образом.Два предварительно изготовленные ца И известных сварочных машинах плоских каркаса из продольных...
Устройство для многоэлектродной контактной сварки

Номер патента: 498127
Опубликовано: 05.01.1976
МПК: B23K 11/24
Метки: контактной, многоэлектродной, сварки
...вентили 16 - 18 второй звезды, электроды 19, подклочеццые к положительному полюсу первой звезды, электроды 20, подключенные и отрицательному полюсу первои звезды, электроды 21, подключенные к положительному полюсу второй звезды, электроды 22, го ключень 1 ые к отрицательному полюсу втоо рой звезды, электроды 22, подключенные котрицательному голюсу второй звезды и свяриваемое издлие 28.Бторичнье обмотки 4, 6, 8 объединены впервую звезду, а обмотки 5, 7, 9 объединены 5 во вторую звезду.Устройство работает следующим образом.Одновременно сжимаются одна пара электродов 19, 20, подключенная к первой звезде и одна пара электродов 21, 22, подключенная О ко второй звезде. Управляемые вентили 10 - .12 и неуправляемые вентили 13, 15 и 16 - 18...
Устройство контроля и управления процессом контактной сварки

Номер патента: 498128
Опубликовано: 05.01.1976
Авторы: Гавриш, Голубчик, Журибида, Макаров, Мельников, Новицкая, Погребинский, Подола, Скурихин, Урсатьев, Фабрикантов
МПК: B23K 11/24
Метки: контактной, процессом, сварки
...олоков 2, 3, 5, блока памяти 6, блока 7 программной перестройки структуры, блока 9 хранения уставок и констант, цифрового блока 10, блока 11 индикации и цифропечати связаны магистральными кодовыми шинами, а блок управления 8 соединен с блоком 7.Предлагаемое устройство работает следующим образом.Сигналы датчиков, установленных на сварочной машине, поступают на масштабирую- И щие усилители-формирователи блока сопряжения 2 и приводятся к стандартному уровню в зависимости от толщины и марки свариваемых материалов, Для синхронизации работы устройства с циклом сварочной машины пред назначен синхронизатор 3. Он переводит блок 4 операционных решающих усилителей в необходимый режим работы (исходное состояние, решение, хранение), измеряет время...
Способ формирования корпуса судна на плаву

Номер патента: 498131
Опубликовано: 05.01.1976
Авторы: Бельфор, Игнатушенко, Панков, Патон, Пичак, Рыбченков, Савич, Смолярко
МПК: B23K 31/00
Метки: корпуса, плаву, судна, формирования
...способ громоздок и требует после завершения работ по заварке стыка уборки эластичного бандажа, что сопряжено со значительными затратами труда и средств.Предлагаемый способ формирования кор-, пуса судна на плаву отличается от известного тем, что промежуточный элемент выполняют в виде планки-полосы, которую приваривают снаружи по периметру наружной обшивки (по днищу и обоим бортам, по крайней мере до уровня действующей ватерлинии) к каждой из стыкуемых секций до спуска их на воду, со стороны кормового стыка, а после спуска на воду и установки на ровный киль каждую последующую секцию (кроме носовой) по ходу движения от носа к корме судна, заводят на планку-полосу предыдущей секции с соблюдением требуемого технологического зазора и...
Способ плазменно-дуговой резки

Номер патента: 498133
Опубликовано: 05.01.1976
МПК: B23K 31/10
Метки: плазменно-дуговой, резки
...опробирован на плазменнодуговом резаке в лабораторных условиях,На чертеже изображена схема плазмотрона, поясняющая предлагаемый способ стабилизации дуги. Формирующая камера имеет три характерных участка: фиксирующий участок 1, сжимающпи 2 н выпрявДлинь фиксирующего, сжнмающпрямляюшего участков относятсягу как 1: 1: ,2 - ).Дуга возбуждается между катодом 4 иразрезаемым металлом б внутри формирующей камеры, в которую через завнхрнтельное устройство б подается стабилизирующий возд ухВоздушнь 1 й вихрь фиксирует катодное пятно строго по геометрической оси катода. Через винтовые каналы 7 подается рабочая жидкость, образующая, вихрь, противоположный по направлению воздушному. который эффективно сжимает столб режущей дуги на участке, где дуга...
Припой для пайки изделий

Номер патента: 498134
Опубликовано: 05.01.1976
Авторы: Жигун, Пирязев, Проталев, Русаков, Тарасенко, Юдичев
МПК: B23K 35/26
...для пайки изделий, содержащий (в %): цинк 24 - 26, сурьму 3,5 - 5,6, медь 0,8 - 1,3 и олово -- остальное.Однако этот припой неполностью удовлетворяет требованиям пайки из-за избыточного количества легкоплавкой эвтектики, которая вытекает из припоя, доведенного нагревом до твердо-жидкого состояния, затрудняя напайку его на вертикальные стенки изделий из цветных и черных металлов в частности дверных проемов кабин и кузовов автомобилей.Для повышения технологических свойств припоя в его состав введен никель в количестве 0,3 - 2,2 /о.Состав предлагаемого припоя (в /о):Никель 0,3-2,2 Цинк 24 - 26 Сурьма 3,5 - 5,6 Медь 0,8 в 1,3 Олово Остальное Предложенный припой обладает повышенной смачиваемостью и прилипаемостью к поверхностям изделий из...
Легкоплавкий припой

Номер патента: 498135
Опубликовано: 05.01.1976
МПК: B23K 35/26
Метки: легкоплавкий, припой
...проводов и токоведущих деталей в цепях микротоков и микронапряжений.Известен припой, содержащий 70% кадмияи 30% олова, для пайки в слаботочных цепях, который имеет близкую к нулю термоэлектродвикущую силу относительно медногоэлектрода сравнения только вблизи комнатной температуры.Однако с повышением температуры значительно увеличивается термоэлектродвижущаясила. Например, при 30 С термоэлектродвижущая сила равна 3 мкв, при 40 С - 7,7 мкв,при 50 С - 14,5 мкв.Целью изобретения является повышениекачества паяного соединения.Поставленная цель достигается тем, что всостав припоя введен индий. Компоненты взяты в следующем соотношении (вес %):Индий 33 - 37Кадмий 56 - 60Олово 5 - 9Оптимальный припой (58% кадмия, 35 О/оиндия и 7% олова) имеет...
Припой для высокотемпературной пайки

Номер патента: 498136
Опубликовано: 05.01.1976
Авторы: Горобцов, Середин-Сабатин
МПК: B23K 35/32
Метки: высокотемпературной, пайки, припой
...припояпайки,Известен припой для высокотепайки, преимущественно быстрорли, содержащий медь, марганец,лезо, кремний, алюминий, хром,элемент, выбранный из группы тний, ванадий, вольфрам, молибдеНедостатком известного припонизкая его жидкотекучесть принии капиллярной пайки.С целью повышения жидпоненты припоя взяты в слшении (в вес. %):ХромАлюминийМедьМарганецЖелезоКремнийТугоплавкий элементНикельПредложенный припой с меньшнием хрома обладает большойстью и используется для капилл Припой обеспечивает формированикачественного паяного соединенияжущей стали с конструкционной птуре пайки 1150 в 12 С. Прочносоединений достигает т,р - 50 кг/м Припой для высокотемпературной пайки, преимущественно быстрорежущей стали, содержащий медь, марганец,...