B23K 20/04 — на прокатных станах
Заготовка для прокатки толстого биметаллического листа

Номер патента: 1466895
Опубликовано: 23.03.1989
Авторы: Александров, Вьюгин, Красковский, Метс, Охлопков
МПК: B23K 20/04
Метки: биметаллического, заготовка, листа, прокатки, толстого
...выбором /. ири заданном Н. Согласно известныдынным ири использованиимягко;о металла стыли у необходимо выбирать в указанном диапазоне (3) в области меньших значений, а при ис)гользовании в качестве мягкого алюминия никеля - в середине интервала, меди - ближе к 30". При у(16" увелицение выхода ).одного не достигает оптимального значения, а при у)30 затруднен захват заготовки, что приводит к снижению обжатий и, как следствие, к снижению производительности стана.С целью увеличения выхода годного путем снижения обрези мягкого металла, вытекающего в процессе прокатки в гладких валках з:1 контуры твердого слоя, наклонными выполняют только грани мягкого слоя, а грани твердого слоя оставляют перпендикулярными к плоскости прокатки. Если...
Способ изготовления плакированных листов из алюминиевых сплавов
Номер патента: 1479241
Опубликовано: 15.05.1989
Авторы: Башкирова, Замедлина, Казаков, Коганов, Лукашкин, Прохоров
МПК: B23K 20/04
Метки: алюминиевых, листов, плакированных, сплавов
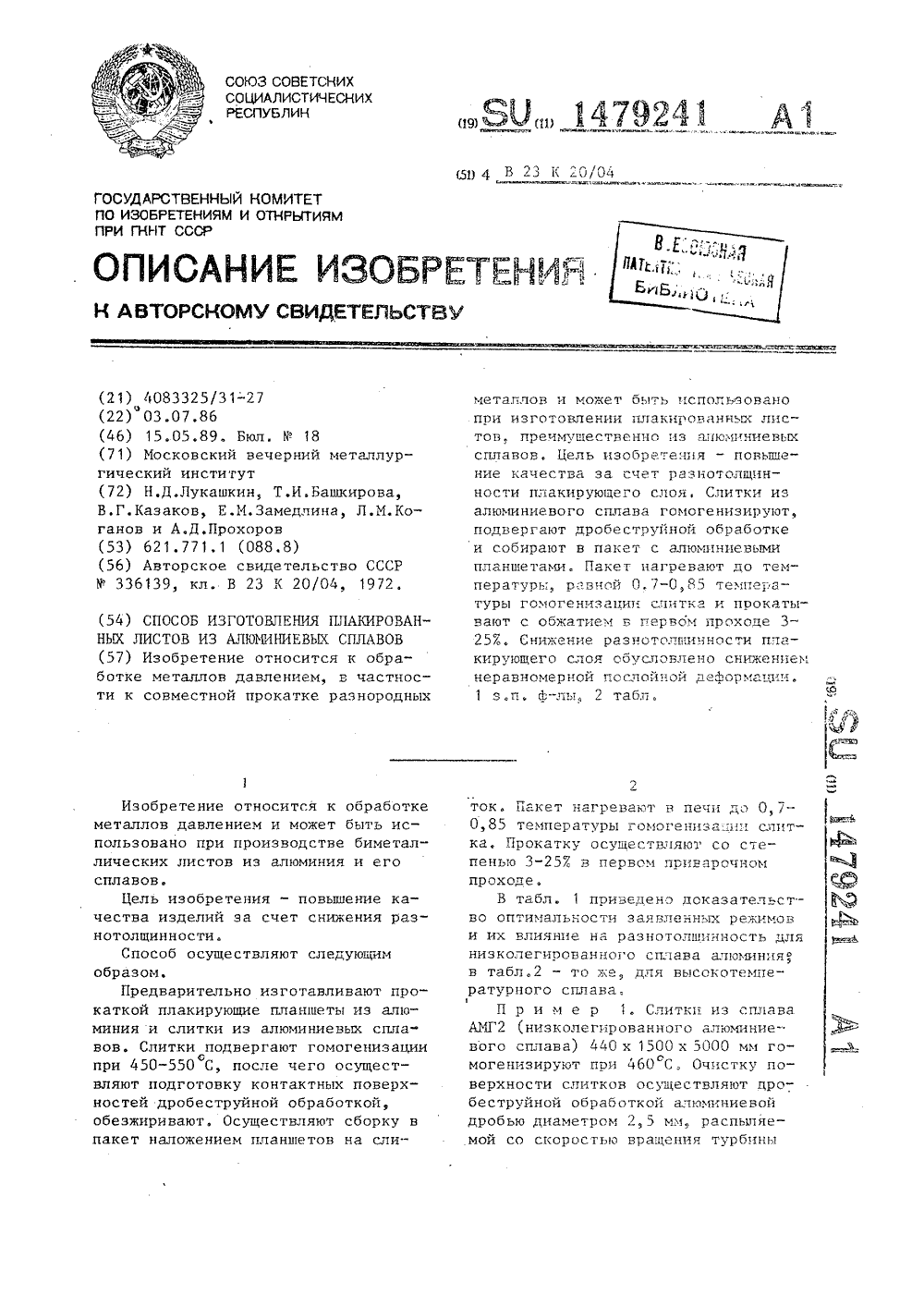
...температуры гомогенизяпии слитка и прокаты -вают с обжатием в первом проходе 325/,. Снижение рязнотолшинности ппякирующего слоя обусловлено снижениемнеравномерной послойной реформация,1 з.п, ф-ль., 2 табл,гомогенизя ип слитествляют со стериведено доказательст- 1479241 Таблица 1 Разнотолщинность плакирующего слоя, Е, приотемпературе нагрева пакетов, С Обжатие, 7 1 300 320 370 390 420 15,0 12,0 10,0 10,0 15,0 12,0 10,0 13,0 14,0 14,0 8,0 5,0 3,0 4,0 10,0 10,0 6,0 4,0 5,0 13,0 10,0 7,0 4,0 4,0 10,0 2 3 20 25 30 Таблица 2 Разнотолщинность плакирующего слоя, Х, при температуре нагрева пакетов, С оОбжатие, 7 390 440 320 365 450 12,2 12,0 11,9 13,7 11,7 12,7 12,8 12,3 13,2 12,05,45,14,955,287,57,49,7811,8 8,0 5,9 4,8 5,1 5,4 7,1 8,7 9,12 1.2 ,...
Пакет для изготовления многослойных изделий

Номер патента: 1488162
Опубликовано: 23.06.1989
Авторы: Григоренко, Данченко, Кружнов, Кузнецов, Фельдман, Филатов, Эсаулов
МПК: B23K 20/04
Метки: многослойных, пакет
...ны стенки ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМГ 1 РИ ГННТ СССР(56) Авторское свидетельство СССРР 533464, кл. Б 23 К 20/04, 1975.(54) ПАКВТ ДЛЯ ИЗГОТОБЛГ 11 ИЯ 1 П 1 ОГОСЛОйН 11 Х ИЗДКЛИ 11 Изобретение относ обработки и"таллов д быть использовано пр многослсйньытруб,Целтю изобретени шение качества нэдера от внутреннего.Числовые параметры пакета опреде-. лены экспериментальным путем, примущественно для пакетов, составленных из особотонкостенных труб-заготовок с количеством слоев не более 12, Уменьшение толщины стенки каждого последующего слоя менее 0,94 толщины стенки предыпущего слоя приводит к выпадам по стенке на "минус", свыше 0,94 - к выпадам по стенке на снижая выход годного. Таким выбранные диапазоны соотнотенок с...
Способ производства биметаллических труб

Номер патента: 1496962
Опубликовано: 30.07.1989
Авторы: Буряк, Гуляев, Хейфец, Чукмасов
МПК: B23K 20/04
Метки: биметаллических, производства, труб
...= Я . Наличие звездочки в индекР Рсе указывает на то, что величина исходно задана.Величины йт, Ьт Ь . определяются конкретными требованйями потребителя. Величина Я определяетсяпластичностью деформируемых металлов,составляющих биметаллическую пару, ине должна превышать критической величины ЕР , так как это может прирявести к необратимому браку заготовки - появлению сквозных порывов стенки, реально(О 4 - 0что гарантирует получение качественных труб. С учетом действительныхзначений ЮРЕ = 0,13 - 0,20.В. экспериментальнйх исследованияхиспольэовали три дискретных значения Я = О, 13, 0,16, 0,20.Внешний диаметр заготовки послепарогазовой раздачи равентд щ м т ю (3)Р 1 - КЕ,В соответствии с заявляемым способом К= К - 2,0 - 2,5, В...
Разделительная обмазка

Номер патента: 1504042
Опубликовано: 30.08.1989
Авторы: Беседин, Бородин, Коровин, Луценко, Мусикевич, Осадченко, Остапенко, Хорошилов
МПК: B23K 20/04
Метки: обмазка, разделительная
...1 а образуется активный чглерод, обеспечиваюющаяся окись А 10 служительным слоем.альнейшем повышении темпераеэульате пиролиэа битумногазуется углерод СН 4 - 2 Н+ Сбольшое количество активныха следовательно, обладающийактивностью, что обеспечисстановительную способностьры по реакции1504042 4лиза битумного лака образуется активный углерод, обеспечивающий восстановление окислов на контактных поверхсобностью смеси разделять поверхности после прокатки связыванием кислорода при нагреве количеством образующегося в результате пиролиэа битумного лака активного углерода, атакже жидкотекучестью обмаэки. Уменьшение количества алюминия менее 107 Формула изобретения Количество несплошностей при испытанииметодом ультразвукового контроля, 7 Прочность...
Способ изготовления биметаллических прутков

Номер патента: 1505722
Опубликовано: 07.09.1989
Авторы: Белый, Воробушкин, Зотин, Махлис
МПК: B23K 20/04
Метки: биметаллических, прутков
...соединение, равнопрочное с материалом сердечника, и при испытаниях на срез разрушение происходит по алюминию.В таблице приведены результаты испытаний прутков на срез.Поверхность алюминиевых прутков после скручивания в одну сторону имеет микро- рельеф в виде борозд и складок винтовой конфигурации. Рельеф расположен по поверхности прутка неравномерно: имеются участки, где глубина и количество борозд превышает среднее значение, что может быть следствием неоднородности меха н ических свойств материала. В результате, при од1505722 осуществление не требуется больших затрат энергии. При этом прутки, полученные с использованием скручивания, имеют более стабильное качество соединения оболочки и сердечника,формула изобретения Способ...
Пакет для получения многослойных листов

Номер патента: 1523285
Опубликовано: 23.11.1989
Авторы: Бородин, Горягин, Ермолов, Мусикевич, Остапенко, Петросян, Сердюк, Ушаков, Хорошилов
МПК: B23K 20/04
Метки: листов, многослойных, пакет
...работы фиксирующего устройства во время прокатки сварные швы 6, крепящие фиксаторы к рамке, расположены со стороны тяги.Фиксаторы и тяга изготавливаются из полосовой или листовой малоуглеродистой стали. Размеры фиксаторов и тяг определяются конструктивно для каждого типораз мера пакетов в зависимости от размеров заготовок плакирующего слоя и расстояния между их торцами и противоположно расположенными стенками рамки с учетом разницы в коэффициентах линейного расширения и сопротивления деформации металла 15 20 25 30 35 40 45 основного и плакирующего слоев, а также косины реза заготовок плакирующего слоя. Толщина фиксаторов определяется расчет. ным или опытным путем с учетом веса заго. товок плакирующего слоя, высоты и ширины фиксаторов, а...
Способ изготовления биметалла

Номер патента: 1542743
Опубликовано: 15.02.1990
Авторы: Горский, Журкин, Кальнер, Курочкин, Седунов, Скворцов, Шоболов, Юрасов
МПК: B23K 20/04
Метки: биметалла
...тем, что выше температуры О,д Тр"р,на поверхности стальной заготовки формируются окислы типа РеО и )-ез 04, спо, собствующие прочному соединению слоев,При температурах стальной заготовки превышаюгцих О, Трер. прочность соединенияслоев падает, так как вследствие пластической деформации и высокой температуры в переходном слое образуется хрупкая интерметаллидная прослойка, Нагревдо температуры в указанном диапазонеспособствует прохождению диффузионныхпроцессов и формированию прочного соединения после прокатки, т. е. исключаетсяпоследующий термодиффузионный отжиг.Кроме этого, происходит снятие напряжений, обусловленных пластической деформацией.Степень обжатия за проход, обеспечивающая прочное соединение слоев стальтомпак, составляет...
Способ получения заготовки для горячей прокатки биметаллического листа

Номер патента: 1551497
Опубликовано: 23.03.1990
Авторы: Александров, Герасимов, Красковский, Лунев, Соколов
МПК: B23K 20/04
Метки: биметаллического, горячей, заготовки, листа, прокатки
...зазор между краем пластины 2 и поверхностью металла имеет оптимальную величину 10 - 40 мм, обеспечивающую надежное вытеснение возДуха, не требующего усиления сварного шва по торцовому контуру для удержания в разогнутом состоянии пластины, Выполнение К меньшим, чем 0,7 К 1, приведет к йеобходимости увеличения усилия обжима необходимого для распрямления пластины, а также усиления сварного шва. Выполнение К большим, чем 0,95 К, нецелесообразно, так как в этом случае прилегание пластины к поверхности металла будет недостаточно плотным, что может при-., вести к попаданию воздуха в зону контакта, Только совокупность указанных отличительных признаков; выполнение плакируемой поверхности металла с меньшим кбэффициентом температурного расширения...
Способ изготовления стальных биметаллических труб
Номер патента: 1569144
Опубликовано: 07.06.1990
Авторы: Ванин, Замараев, Нуреев, Хамитов, Якимов
МПК: B23K 20/04
Метки: биметаллических, стальных, труб
...конца вытягиванием30 на волочильном стане извлекают сердечник, получая трубы с диаметром Отверстия р 10 мм, Трубы после отделки повторно нагревают до температуры 1160 С и деформируют калиброванием отверстия на прошивном стане Винтовой проволоки со степенью деформации 5, 10, 25, 40 и 503, получая трубы с наружным диаметром ф 32,3; 31,7; 29,9; 29,2 и 28,5 мм и диаметром отверстия ф 10,4; 10,8",40 12,2; 12,8 и 13,4 мм, Полученные трубы охлаждают, подвергают термической обработке, проверяют прочность сцепления слоев, замеряют толщину слоя из порошкового металла, оцени 45 вают состояние поверхности отверстия е трубе и сравнивают с трубами, полученными известным способом. Результаты сравнения приведены в табл, 1,Как видно из табл, 1,...
Способ получения плакированной полосы

Номер патента: 1572772
Опубликовано: 23.06.1990
Авторы: Алдакушкин, Борисенко, Борисов, Зюзин, Кирпа, Кузьмин
МПК: B23K 20/04
Метки: плакированной, полосы
...21,0 22,0 23,0 23,0 1 2 3 4 5 Известный 2,0 20,0 Плакируемую заготовку охлаждают в подвижном кристаллизаторе от температуры на 20-30 С выше температуры плавления основного алюминиевого сплао 5 ва до 300-400 С, заготовки под плакирование готовят скальпированием, используют остаточное тепло кристалли 1 зации заготовки для совместной прокатки с плакирующим материалом на стане горячей прокатки. Все операции осуществляются непрерывно в едином потоке,П р и м е р. Заготовка из алюминиевого сплава АИг 2 в виде полосы толщиной Н, = 15 мм поступает из подвижного кристаллизатора валковогоО типа с температурой 300-400 С на установку для скальпирования до чистоты поверхности К = 60-80 мкм. Алюминий из Рулона толщиной Н = 1,0 мм комнатной температуры...
Устройство для нанесения металлических покрытий на ленту

Номер патента: 1586878
Опубликовано: 23.08.1990
Авторы: Белевский, Ошеверов, Смирнов, Титова
МПК: B23K 20/04
Метки: ленту, металлических, нанесения, покрытий
...работает следующим образом.Вращающаяся по направлению стрелки щетка 1 ворсом 2 контактирует с бруском 3, прижатым к ее периферийной поверхности 1. С бруска 3, выполненного иэ металла покрытия ( например, медного), металл покрытия переходит на ворс щетки и в месте 11 45 рабочего контакта переносится на поверхность 14 ленты 8, образуя на ней слой 16 меди. Ленту перемещают, разворачивают на обводном ролике 9 и через направляющий ролик 10 подают к месту 12 рабочего контакта поверхности 14 ленты с периферийной поверхностью щетки. Ворс щетки, перемещаясь от места 11 рабочего контакта к месту 12 рабочего контакта, контактирует с дополнительным бруском 4 из металла покрытия (например, алюминиевым), При этом на поверхность 14, уже покрытую...
Способ непрерывного изготовления ламинатов, фольгированных медью, и устройство для его осуществления

Номер патента: 1605917
Опубликовано: 07.11.1990
Автор: Курт
МПК: B23K 20/04
Метки: ламинатов, медью, непрерывного, фольгированных
...движения прессующей ленты 21 получают перекрещивающиеся следы шлифовки на поверхности прессующей ленты. 50На Фиг, 9 показано устройство шлифовки прессующей ленты, которое образовано двумя шлифовальными валками 57 и 58. Эти шлифовальные валки поставлены косо относительно осевого 55 направления прессующей ленты 21, причем осевым направлением обозначается направление, перпендикулярное движе-, нию прессующей ленты, шлифовальный валок 57 находится под углом примерно +45 а шлифовальный валок 58 - под углом примерно -45 . Оба шлифофвальных валка 57 и 58 на. цилиндрической поверхности имеют зерна и при вращении против движения прессующей ленты прижимаются к ее поверхности так, что они ее шлифуют. За счет наложения подачи прессующей ленты...
Способ изготовления слоистых металлических лент

Номер патента: 1620250
Опубликовано: 15.01.1991
Авторы: Блинов, Ошеверов, Санкин, Смирнов
МПК: B23K 20/04
Метки: лент, металлических, слоистых
...металлических щеток, после чего прокатный валок устанавливали в прокатной клети. Затем осуществляли подготовку исходных лент - обезжиривание, травление и зачистку контактных поверхностей металлическими щетками. Затем стальную и латунную ленты совмещали зачищенными поверхностями (собирали в пакет) и задавали в прокатные валки. При этом пакет задавали таким образом, что стальная лента контактировала с валком с нанесенным микрослоем латуни, а латунная лента контактировала с валком без покрытия. После этого осуществлялч совместную прокатку собранных в пакет лент с обжатием 60%, при этом не наблюдали пробуксовки валков, задиров на поверхностях пакета, контактирующих с валками. Полученную слоистую заготовку отжигали при 720 С в течение 6...
Способ производства алюминированной полосовой стали

Номер патента: 1622106
Опубликовано: 23.01.1991
Авторы: Баландин, Завалищин, Папшев, Санкин
МПК: B23K 20/04
Метки: алюминированной, полосовой, производства, стали
...про цессов диффузии, что приводит к появлению в поверхностном слое других соединений алюминия с железом, обладающих более низкими коррозионными свойствами, 1622106В,=6,(1+8)=5,7 мм,а толщина наносимого алюминиевого слоя и=40 мкм.Далее на нагретую полосу наносят слой алюминиевой пудры 40 мкм и прокатывают в первом проходе со степенью деформации 40 Я, при этом величина абсолютного обжатия составляет Ай=2,3 мм,После прокатки алюминиевый слой на поверхности образца отсутствует вследствие полной диффузии алюминия в сталь за время прокатки. 50 55 Кроме этого, чрезмерное возрастание толщины диффузионного слоя увеличивает вероятность его хрупкого разрушения в дальнейшем.При степени деформации в пределах20 - ЗОЯ происходит утонение диффузионного...
Способ получения биметалла

Номер патента: 1648689
Опубликовано: 15.05.1991
МПК: B23K 20/04
Метки: биметалла
...свойстапрокатываемых материалов.П р и м е р. Получение биметалла осуществляли следующим образом.Ленты из стали 12 Х 18 Н 9 толщиноймм и шириной 20 мм и меди М 1 толщий 0,15 мм и шириной 25 мм совместно1648689 диаметром 180 мм, вращающихся с одинаковыми окружными скоростями. Сравнительные данные приведены в таблице,оставитель И, Николаеваехред М.Моргентал Корректор М, П р М, Товти Заказ 1486 Тираж 525 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб 4/5 оизводственно-издательский комбинат "Патент", г, Ужгород, ул. Га 10 прокатывались на стане дуо с диаметром рабочих валков 180 мм, Для указанных материалов были получены экспериментальные данные, которые описываются...
Способ прокатки биметаллической полосы из толстолистового материала

Номер патента: 1648690
Опубликовано: 15.05.1991
Авторы: Блинов, Конев, Конева, Салганик
МПК: B23K 20/04
Метки: биметаллической, полосы, прокатки, толстолистового
...рулона сматываемой ленты, используя ее на барабане разматывателя 4.П р и м е р. Предлагаемым способом изготавливали биметалл композиции сталь - медь. В качестве основы брали сталь 11 КП (лента высотой 5.5 мм и шириной 280 мм), в качестве плакирующего слоя использовали медь М 01 (лента размерами 0,22 х 300 мм), Вначале контактные поверхности исходных материалов обезжиривали травлением в 10-ном растворе серной кислоты, после чего рулоны материалов размещали на соответствующих барабанах разматывателей. Затем ленты задавали в прокатную клеть и осуществляли совместную холодную прокатку лент с обжатием 50 - 60 со скоростью 0,5 м/с, При этом, согласно формуле изобретения, перед входом в очаг деформации осуществляли дополнительное...
Способ плакирования алюминия и его сплавов

Номер патента: 1660904
Опубликовано: 07.07.1991
Авторы: Борисов, Ловцов, Лукашкин, Родькин, Эрлих
МПК: B23K 20/04
Метки: алюминия, плакирования, сплавов
...контактного трения, При повышенном контактном трении со стороны алюминия происходи1660904 Составитель И.НиколаеваТехред М.Моргентал Корректор М,Кучерявая Редактор В.Данко Заказ 2082 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5Производственно-издательский комбинат "Патент"; г, Ужгород, ул,Гагарина, 101 3интенсивное пластическое течение приконтактной поверхности, что приводит к разви тию высотной деформации слоев вотсутствие пластической деформации межслойной зоны, снижению прочности соединения и ухудшению штампуемости биметалла. Снижение контактного трения со стороны алюминиевой основы и повышение контактного трения со стороны плакировки способствует...
Комплекс для получения биметаллических материалов

Номер патента: 1669673
Опубликовано: 15.08.1991
Авторы: Абалихин, Зарапин, Максудов, Мурзинов, Пинчук, Чиченев
МПК: B23K 20/04
Метки: биметаллических, комплекс
...дугой, после чего жидкий материалпереливают в кристаллизатор 7, и после затвердевания производят выталкивание заготовки на транспортный рольганг 4, Затемзаготовку прокатывает на прокатном стане 3и деформируют с помощью деформирующегоустройства 8 до нужного размера, используятепло, полученное при выплавке. При реверсивной прокатке для подогрева заготовкиможно использовать с помощью, например,отражательных экранов тепловое излучениеот расплавленного металла и постоянно горячей электрической дуги,Для исключения неравномерности подогрева заготовки аналогичным образом можно подогревать и транспортный рольганг 4. 5 10 15 20 25 30 Как правило, по описанной технологической схеме получают изделия в виде полос, лент, прутков или...
Способ изготовления рабочих кромок инструмента

Номер патента: 1680469
Опубликовано: 30.09.1991
МПК: B23K 20/04
Метки: инструмента, кромок, рабочих
...чта деформация и приварка износостойкого слоя осуществляетсл при повььшенных температурах, когда ее пластичность относительно высока, материалом слоя могут быть не только легированные стали, но и более дешевые металлокерамические спеченые материалы, например, ленты,В качестве износостойкого слал могут быть использованы и неметаллические материалы в виде абразивных лент, износостайких волокон и т,п. Накладки также могут быть выполнены из неметаллов, При этом по предложенному способу возможно изготовление абразивных разрезных дисков для резки металла, бетона, кирпича и других материалов,Если износостойкий слой выполнен из износастойкого фрикцианнаго материала, то по предложенной технологии можно изготавливать фрикционные пары...
Заготовка для нагрева

Номер патента: 1683934
Опубликовано: 15.10.1991
Авторы: Белокопытов, Маер, Никитина, Радюк, Рыжков, Титлянов
МПК: B23K 20/04
...жаростойкость покрытия,Заготовка содержит металлическую основу 1, Основа может быть получена известным способом, например, разливкой в изложницу, Поверхность контакта основы подготовлена путем дробеструйной обработки. Известным способом, например, газотермическим напылением, на основу наносят А 1-защитное покрытие 2. Сверху А 1 тем же способом наносят дополнительный слой газотермического покрытия 3 с высокой степенью черноты, например, из стали,Для нанесения дополнительного слоя 3 могут быть использованы различные марки стали и материалы с различной степенью черноты поверхности, которые определяются из таблицы.Заготовку, содержащую слой 1 - 3, при обработке подвергают нагреву, При фиксированном времени нагрева между центром и...
Способ сварки полос

Номер патента: 1683935
Опубликовано: 15.10.1991
МПК: B23K 20/04
...а металл переднего торцового участка конца полосы 2 в результате деформации течет вдоль направления прокатки со скоростью ч, которая больше горизонтальной составляющей окружной скорости валков ч,Таким образом, в результате противонаправленного течения металла состыкованных торцов происходят совместная их пластическая деформация и диффузионная сварка под действием горизонтального давления, Для осуществления стыковой сварки в очаге деформации достаточно от1683935 дуги контакта при одновременной задаче торцов полос в валки будет обеспечена их сварка.П р и м е р, Сваривают полосы толщиной 5,3 мм, шириной 40 мм в валках диаметром 200 мм. Режимы сварки приведены в таблице.При прокатке состыкованной полосы получена конечная толщина полосы...
Способ изготовления многослойных труб и устройство для его осуществления

Номер патента: 1685659
Опубликовано: 23.10.1991
Авторы: Бобух, Крутин, Масальский, Мацкин, Панченко, Фельдман, Эсаулов
МПК: B23K 20/04
Метки: многослойных, труб
...которое затем приводят в исходное состояние,Опробование предлагаемого способа и устройства проводят путем изготовления четырехслойных труб диаметром,48 мм с толщиной стенки каждого слоя 0;2 мм из стали 08 Х 18 Н 10 Т, В процессе опробования изготовлено 10 шт, укаэанных труб длиной по 2,5 м, К сборке подготовлено 10 комплек 5 10 15 20 25 30 35 тов труб-слоев диаметрами 42, 48, 47 и 46мм с толщиной стенки 0,2 мм,Обработка труб-слоев включает следующие операции: прокатку на стане ХПТР 1530 с деформацией 50 О, обрезку концов,пореэку на длину 2 м, торцовку, обезжиривание, сборку многослойных пакетов, термическую обработку в безокислительнойатмосфере печи при 980 С и скорости конвейера 0,6 м/мин, правку на косовалковоймашине с...
Способ получения электротехнических контактов на основе алюминия и его сплавов

Номер патента: 1691013
Опубликовано: 15.11.1991
Авторы: Борисов, Ефимов, Кловский, Лукашкин, Эрлих
МПК: B23K 20/04
Метки: алюминия, контактов, основе, сплавов, электротехнических
...остается низкой.При деформировании пакета с обжатием более 50% происходит разрушение мед- НОГО СЛОЯ,Способ осуществляется следующим образом.На медную ленту марки Ы 1 толщиной 0,3 мм прокаткой наносят алюминиевую прослойку толщиной 3 мм. Затем на двухслойную медную заготовку со стороны алюминия наносят клиновой рельеф с углом при вершине 0 - 90 и высотой 1 - 9 толщины слоя меди, Применяют цилиндрические заготовки из алюминия марки АД 1, Собирают пакет и нагревают до 300 С, затем пакеты осаживают со скоростью деформации 10 - 510 с2 -1 и степенью деформации 10 - 70. Прочность соединения слоев испытывают на раздирание.Результаты приведены в таблице.Иэ таблицы видно, что использование предлагаемого способа обеспечивает получение...
Способ изготовления биметаллических труб

Номер патента: 1691014
Опубликовано: 15.11.1991
Авторы: Гуков, Клюшкин, Комаров, Кротов, Пароменский, Сибагатуллина
МПК: B23K 20/04
Метки: биметаллических, труб
...и рилега ния к внутренней трубе по всей ширине основания канавок, затем выполняют обжатие по выступам между канавками и участком, прилегающим к выступам с обеих сторон его на длине не менее половины ширины канавки с каждой стороны выступа, до плотного прилегания к внутренней трубе, после чего выполняют оребрение трубы,На фиг.1 изображена биметаллическая труба после обжатия с образованием канавок и выступов; на фиг,2 - гладкая биметаллическая труба после обжатия выступов; на фиг,3 - биметаллическая труба после оребрения,П р и м е р. Изготовление биметаллической трубы.Наружную 1 алюминиевую трубу ф 13,5 мм и внутреннюю 2 нержавеющую ф 8 мм1691014 Применение предлагаемого способа позволяет обеспечить плотное прилегание наружной трубы...
Способ изготовления тонких биметаллических листов, полос и лент алюминий-медь

Номер патента: 1696225
Опубликовано: 07.12.1991
Авторы: Буланов, Ловцов, Морозова
МПК: B23K 20/04
Метки: алюминий-медь, биметаллических, лент, листов, полос, тонких
...точности со стороны медного слоя, Различие в шероховатости рабочей поверхности валков позволяет изменить механизм пластического течения слоев в зоне контакта, что приводит к снижению неравномерности послойной деформации. сил трения, что способствует развитиюстической деформации медной составщей пакета, чем и достигается снижнеравномерности послойной деформаСнижение неравномеоности послдеформации при деформ,лровании галюминия марки А 1 толщиной 3 мм имарки М 1 толщиной 1,8 мм в валках счей поверхность,о, обработанной дкласса точности со стороны алюминислоя и 8 класса точности со стороны медслоя, позволяет повысить выход Годбиметаллических изделий.П р и м е р. В качестве заготовоизготовления биметалла используютжженную и протравленную...
Способ изготовления биметаллической проволоки и заготовка для его осуществления

Номер патента: 1698016
Опубликовано: 15.12.1991
Авторы: Гросман, Жданович, Якимов
МПК: B23K 20/04
Метки: биметаллической, заготовка, проволоки
...из легированной, но пластичной стали, легирующими элементами которой являотся оставшиеся химические элементы. Распределение химических элементов между сердечником и оболочкой по заданному их суммарному содержанио в проволоке определено из следуощих соображений.Количество легирующих элементов в единице длины монолитной проволоки составляет АоРъ гце Ао - содержание элемента, ,; Ео - площадь поперечного сечения, мм2При разделении этого же,количества элемента между сердечником и оболочкой должно выдерживаться равенствоАорто = АЧГ 1+ А 2 Р 2.где А 1 и А 2 - содержание элемента в сердечнике и оболочке, соответственноь;Е 1 и Г 2 - площадь поперечного сечения сердечника и оболочки соответственно, мм 2.Решая это выражение относительно А 1 и А...
Способ получения биметаллических лент для электротехнических устройств

Номер патента: 1703335
Опубликовано: 07.01.1992
Авторы: Багаутдинов, Вотяков, Павлов, Рудаков
МПК: B23K 20/04
Метки: биметаллических, лент, устройств, электротехнических
...Влияние механических свойств заготовки и параметров очага деформирования на прочность сцепления слоев биметалла/Ьс изменяли с в пределах 5,4 10.0 с помощью изменения толщины заготовок. Суммарная толщина покрытия обеспечивалась в пределах 24 - 30 от голщлны стальной основы,В качестве критерия прочности сцепления слоев использовали величину относительной деформации многослойной заготовки, при которой прочность сцепленрия слоев была не менее прочности наиболее слабого компонента (латуни), Совместную холодную прокатку (плакирование) осуществляли на промышленном стане кварто 400/1000 х 500,Как видно из таблицы, прочное сцепление слоев при совместной холодной их деформации со степенью е55; достигается при обеспечении соотношения...
Способ изготовления биметаллических труб из стали, плакированной медью

Номер патента: 1704987
Опубликовано: 15.01.1992
Авторы: Губинский, Кравченко, Попов, Резников, Хейфец
МПК: B23K 20/04
Метки: биметаллических, медью, плакированной, стали, труб
...соединения труб из углеродистой стали,плакирооанных медью или сплавами гга ееоснове. Оизичскийг смысл нижней границысоотношения заключается в том, что теплосодерждние трубы может оказаться такиглнизким, что диффузионное соединение уженевозможно, несмотря на высокие контактные давления, характерные для процессапрокатки нд стане ХПТ. 8 ерхняя границасоотношения определяется устойчиоостьютонкостенной цилиндрической оболочки,каковой является гледныг 1 плакирующийслой. Это подтверждается результаталгиопытной прока;ки труб из стали О, плдкировднной изнутри медью, на всех типоразмерах станов ХПТ. Результаты прокаткисведены о таблицу,При отношении произведения толщиныстенки здготоа.;и, осличини пода пг и температуры ндгрсод к диаметру...
Способ получения биметаллического материала

Номер патента: 1708563
Опубликовано: 30.01.1992
Авторы: Агеев, Кузнецова, Седых
МПК: B23K 20/04
Метки: биметаллического
...давлением. Цель изобретения - расширение технологических возможностей способа В способе получения биметаллического материала, включающем прокатку в валках разного диаметра двух- . слойного пакета, расположенного слоем с большим сопротивлением деформации со стороны валка меньшего диаметра, прокатку осуществляют при неподвижном валке меньшего диаметра. Способ позволяет прокатывать материалы с любым сопротивлением деформации и различной толщиной компонентой биметалла, а также быстро переходить на другой сортамент прокатываемых материалов, 1 табл,тировал со сталью. Усилие прокатки составляло 40 т.Качество сцепления слоев оценивалось Я способом многократного перегиба по ГОСТ .13813-68,Аналогичным способом был изготовлен...