Патенты с меткой «сборки»
Установка для сборки и сварки трубных секций

Номер патента: 1810265
Опубликовано: 23.04.1993
Авторы: Григоренко, Иткин, Кипнис, Солтыс, Харченко
МПК: B23K 37/04
Метки: сборки, сварки, секций, трубных
...серьги 15 наиболее удалены друг от друга) опускается довзаимодействия с поверхностью трубы 3.При дальнейшей подаче рабочей жидкостив гидроцилиндр 13 к прижимной серьге 15,опирающейся на поверхность трубы 3, подтягивается опорная призма 12 до взаимодействия с поверхностью трубы 3 в еенижней части, При этом осуществляетсяфиксация трубы 3 между прижимной. серьгой 15, эабазированной по поверхности свободно лежащей на рольганге трубы 3, иопорной призмой 12, которая осуществляетприжим трубы 3 к ранее эабазированной поней прижимной серьге 15, При этом зазорыв.направляющих корпуса 11 - призмы 12 и 50призмы 12 - серьги 15 обеспечивают плавающую фиксацию трубы 3 с учетом ее имеющейся продольной кривизны и возмОжногоотклонения реальной оси...
Устройство для сборки деталей запрессовкой

Номер патента: 1810267
Опубликовано: 23.04.1993
Авторы: Герасимов, Калеев, Малая, Николаев
МПК: B23P 19/02
Метки: запрессовкой, сборки
...филиал Инстиведения им. А,А, Благонравов(56) Станок О 221-370-К 1-10скал документация на механрабочее место линии общей сторов ВАЗ, Завод-изготовитение "Баконь-Мювск". Завотехники и автоматизации, ВН Изобретрочному проройствэм длтипа шпонокЦелью иззация зэпресстигаетсяоперацию и ссовки.На чертества для сбоУстройстсовкой содерновлен на ссап рикасаетром 4, которлиндразапргенератораплунжером 8ратора 3 свя10 через зубчнен с цилиндму 13, Вибро ние: в механосборочном стройствах для сборки заей типа шпонок, Сущность тройство содержит узел нератора, узел зажима вавки шпонки в вал, загрурующее устройство, иде вибробункера и электделителей, установленных но закрепленной на стой1810267 Формула изобретения Составитель В.НиколаевРедактор Техред...
Устройство для сборки запрессовкой деталей типа вал-втулка

Номер патента: 1810268
Опубликовано: 23.04.1993
МПК: B23P 19/02
Метки: вал-втулка, запрессовкой, сборки, типа
...проходит в зону 2. Устройство по п,1, о т л и ч а ю щ е есопряжения с одноЯ стороны, а по каналам с я тем, что основная крышка выполнена в10, кольцевому зазору 24, каналам 7, осе- виде внутреннегоинаружногостаканов,ус вым каналам штанг 18, радиальнымканаламтановленных соосно -один в другом и свя 15 и проточкам 16, 17 масло поступает в 15 занных между собой резьбовымсопряжение с другой стороны (потери дав- соединением, а также размещенного междуления рабочей среды из-за гидродинамиче- их сопряженными цилиндрическими поверского сопротивления по указанным двум . хностями уплотнения,направлениям подачи должны быть рав. Устройство по пп, 1 и 2, о т л и ч а юны).После осуществления упругой раздачи 20 щ е е с я тем, что, с целью повышения...
Устройство для сборки запрессовкой и распрессовки соединений типа вал-втулка

Номер патента: 1810269
Опубликовано: 23.04.1993
Автор: Чернин
МПК: B23P 19/02
Метки: вал-втулка, запрессовкой, распрессовки, сборки, соединений, типа
...масло в зону сопряжения через штуцер 4 по каналам штока 9 и через маслопровод 14 высокого давления. После достижения расчетного рабочего давления в зоне сопряжения, необходимого для образования расклинивающей масляной прослойки между контактирующими поверхностями сопрягаемых деталей, подают масло через штуцер 25 под сдвигающий поршень 5 и осуществляют гидронапрессовку втулки 17 на вал 15. После окончания сборки отворачивают внутренний стакан 10 и удаляют вместе с фальшвалом 16 и сопряженными деталями 15,17 прл отведенной опоре 2. Разъединяют фальшвал 16 и стакан 10; освобождают сформированное соединение, Сливают масло из-под поршня в гидро- систему устройства, при этом все подвижные части последнего возвращаются в исходное...
Устройство для сборки зубчатых резинотросовых лент

Номер патента: 1810293
Опубликовано: 23.04.1993
Автор: Никончук
МПК: B29D 29/08
Метки: зубчатых, лент, резинотросовых, сборки
...обойм 22 и 23 шатун 24 остается параллельным линии, соединяющей оси вращения обойм фиг. 2).25В нижней части шатуна установлен трубчатый нитеводитель 27, ось вращения которого параллельна межзубным впадинам 11 дополнительного барабана 9. Сквозь нитеводитель 27 пропущен трос 17, сматы ваемый с установленного на каретке 18 шпулярника 28.Обоймы 22 и 23 с помощью вала.29 и зубчато-ременной передачи 30 кинематически связаны с валом 31, который, в свою 35 очередь, кинематически связан с приводным валом 2.Устройство работает следующим образом.Пазы 5 приводного барабана 4 заполня ют армирующими пальцами 14, вдвигая ихдо упора в толкатели 8, При этом пальцы 14 выступают иэ приводного барабана на расстояние, необходимое и достаточное для их...
“установка для сборки покрышек пневматических шин типа “р”

Номер патента: 1810294
Опубликовано: 23.04.1993
Автор: Кармацкий
МПК: B29D 30/20
Метки: пневматических, покрышек, сборки, типа, шин
...7 - текстильные каркасы, в которых кромки кордауже обернуты вокруг бортовых колец и накаркасы наложены заготовки боковин. Настенке 1 металлокордные каркасно-крыльевые браслеты, содержащие элементы каркаса, заготовки боковин и бортовые крылья.Однако кромки корда с боковинами вокругкрыль;в не завернуты,Предположим, что в первую очередь будетготов каркасо-крыльевой браслет, Тогда онс помощью средства 9 снимается с барабана 2 станка 1 и переносится на формующийбарабан 4 станка 3; где фиксируется. В это.время средство 10 находится в верхнем положении соосно с барабаном 6 станка 5 иснимает собранный брекерно-протекторный браслет, Как только средство 9 вернется в исходную позицию к станку 1 средство10 с брекерно-протекторным браслетом...
Автомат для комплектовки и сборки подшипников

Номер патента: 1810646
Опубликовано: 23.04.1993
Авторы: Зверев, Соколовский
МПК: F16C 43/04
Метки: автомат, комплектовки, подшипников, сборки
...сегмснта, приводной вал, установленный с возможностью качательного движения, расположенный соосно нижнему сегменту и жестко соединенный с верхним сегментом, отводящий лоток, прижимной элемент, выполненный в виде втулки, жестко установленной на приводном валу; верхний сегмент, выполненный за одно целое с прижимным элементом в виде сегментного выступа с пазом, расположенным с воэможностью взаимодействия с зубом, 1 ил. реннее смещается к стенке наружного кольца, освобождая пространство для шариков.Для разрушения свода засыпанных ша- а риков прижимной элемент 2, на торце кото О рого расположен верхний сегмент 3, опускается вместе с зубом 4 в подшипник, при этом конец зуба расположен в опорной плоскости верхнего сегмента, После разру- О щения...
Способ сборки трубы из утилизованных шин
Номер патента: 1810713
Опубликовано: 23.04.1993
Автор: Бусаров
МПК: F16L 9/12
Метки: сборки, трубы, утилизованных, шин
...получается эллиптическая форма трубы), затем радиальная нагрузка тэк же плавно уменьшается до нулевого уровня, после чего снова производится плавное нагружение до необходимого значения радиального сжатия (при этомход изображающей точки на плоскости "нагрузка - деформация" происходит в указанном выше порядке, а полученная при этом эллиптическая форма сечения трубы фиксируется с помощью контурных стяжных элементов 4.К примеру, в случае применения боковин, вырезанных из шин типа 320 - 508 (грузовые шины), мы имеем толщину бортового кольца порядка 40 мм, Для сборки 2-х метровой трубы без предварительного обжатия потребовалось бы 50 штук боковин от указанного типоразмера шин. Однако труба при этом была бы весьма податлива при нэгружениях...
Способ сборки многозондовой головки

Номер патента: 1810831
Опубликовано: 23.04.1993
Авторы: Акифьев, Башарин, Киселев, Любушкин, Макаров
МПК: G01R 1/073
Метки: головки, многозондовой, сборки
...ИК излучения 5 стимо по условиям эксплуатации зондовыхв течение 2-х минут при вращении узла со головок,скоростью - 120 об/мин П р и м е р 2, Все операции проводят.какЭто приводит к равномерному растека- в примере 1, только компаунд отверждаютнию компаунда по поверхности опорного при температуре, превышающей оптималь- .кольца и смачиванию зондов. 10 ную длл данного компаунда.(180 С) на 20 Источники ИК-излучения б (кварцевые ЗО С 8 этом случае полученный шовлампы типа КГМ 10 в, 70 Вт) расположены становится слишком хрупким, подгорает и. таким образом, что световой и тепловой по- наблюдается недопустимый уход эондовыхтоки. направлены перпендикулярно гори- контактов, возможно, от более сильнойзонтальной плоскости по осевой линии 15...
Устройство для сборки металлоконструкций

Номер патента: 1812037
Опубликовано: 30.04.1993
Авторы: Клейнер, Маркович, Рыбакова, Соколов, Хабловский
МПК: B23K 37/04
Метки: металлоконструкций, сборки
...диска 11, силового цилиндра 14, Корпус 15 которого расположен на стойке, а шток 16 сопряжен с концом рычага 12, На основании 1 попарно относительно продольной оси устройства крепятся дополнительные кондуктора 17 верхней балки и кондуктора 18 под втулку опор. При этом кондуктор 17 верхней балки установлен с возможностью обеспечения одного иэ фиксированных положений металлоконструкции, а кондуктор 18 под втулку опор - другого фиксированного положения металлоконструкции, Кроме того, устройство содержит тиски 19 для зажима балок и и риспособления 20 для фиксации по отверстиям в проушинах балок, Для подвоза раскосов к месту сварки в устоойстве предусмотрена тележка 21.Ц состав металлоконструкции входят балки 22 и 23, промежуточная опора 24,...
Устройство для центрирования и сборки под сварку соединяемых труб

Номер патента: 1812039
Опубликовано: 30.04.1993
Авторы: Скоморохов, Федотов
МПК: B23K 37/053
Метки: сборки, сварку, соединяемых, труб, центрирования
...устройства в период замены забойных участков на трубопроводах 1, 2, 3 очередейатомных энергетических установок,Перед вырезкой забойных участков трубопровод надлежит зафиксировать разъемной скобой 1 и талрепом 2 аналогично фиг.2. На участках, где существуют конструктивные и тепловые натяги, разъемные скобы 1устанавливают в районе пружинной подвески, фиксируют их талрепом 2, закрепляясь. за.фундамент подвески,После разделки кромок под сварку труборезательными и кромкообрабатывающими машинами типа Амур", "Уссури"производят сборку под сварку на подкладном кольце, для чего производят установку разъемных скоб на стыкуемых трубах. Раэьемные скобы закрепляют на трубах, зеркально совмещая поворотные вилки 5, и 5 обжимают двумя болтами 9 и...
Способ сборки

Номер патента: 1812041
Опубликовано: 30.04.1993
Авторы: Громыко, Савонина, Сосунов
МПК: B23P 19/00
Метки: сборки
...к машинострое- Ф о р м у л а и з о б р е т е н и я нию и может быть использовано при сборкеСпособ сборки преимущественно меха- зерноуборочных комбайнов,: ниэма с передающим валом, заключающийЦель изобретения - расширение тех- ся в том, что передустановкой передающего нологических возможностей за счет воз- вала в ложементы в один из них устанавлиможности сборки крупногабаритных вают оправку, а вдругой ложемент помеща-" механизмов. ют индикаторное устройство, после чегоповорачивают оправку в ложементе на одинСпособ реализуется следующим обра- оборот и регистрируют ее биение относизом, Перед установкой передающегЬ вала в тельно второго ложемента с помощью индиложементы в один из них устанавливается . каторного устройства, а затем...
Устройство для сборки запрессовкой деталей типа вал втулка

Номер патента: 1812044
Опубликовано: 30.04.1993
Автор: Чернин
МПК: B23P 19/02
Метки: вал, втулка, запрессовкой, сборки, типа
...корпуса 4 и напрессовываемой на вал 10 втулки, Штуцер 11 соединен с источником низкого давления масла (не показан), а через штуцер 12 подают масло высокого давления для осуществления гидрораспора в зоне сопряжения. Заглушка 3 размещена концентрично относительно резьбовой втулки 14 и регулировочного винта 15, при этом последний имеет стопорное средство 16, а резьбовая втулка снабжена фиксатором 17 от проворачивания и выполнена с продольными пазами для подвода масла,Сборку соединений выполняют следующим образом.Вращением винта 15 устанавливают величину зазора между торцами резьбовой втулки 14 и заглушки 13, соответствующего требуемой длине относительного смещения соединяемых вала и втулки при предварительной механической запрессовке,...
Устройство для сборки прессовых соединений типа вал втулка

Номер патента: 1812046
Опубликовано: 30.04.1993
МПК: B23P 19/02
Метки: вал, втулка, прессовых, сборки, соединений, типа
...оправок 5 и 8 также по скользящим посадкам, Установка вала и втулки в оправках и оправок в корпусе по скользящим посадкам обеспечивает возмон,ность извлечь из корпуса б собранный узсл по окончании совмещения сопрлга- мых поверхностей 9 и 10 вала и втулки. Осевое усилие при запрессовке обеспечивают воздействием на пуансон 11, Соединение деталей в узел вь 1 полня 1 от, опирал левый торец корпуса б на неподвижну)о плоскость и прикладывая осеву 1 а силу к тооцу оправи 8 через пуансон 11. Г 1 ри этом в начальный момент соединяемые детали взаимодействуют поверхностями заходных фасок, а затем начинается взаимодействие сопрягаемыми поверхностями 9 и 10. Базирование детали в общем корпусе на повер1812046 Составитель 10,...
Устройство для сборки деталей типа вал втулка

Номер патента: 1812047
Опубликовано: 30.04.1993
МПК: B23P 19/04
Метки: вал, втулка, сборки, типа
...посредством установочных винтов19 связана с корпусом 20 втулки-захвата 15,Пересечение осей установочных винтов 17и 19 образуют точку качания С 2 втулки-захвата 15, лежащуо на ее оси 02,Устройство работает следующим образом.Первоначально втулки-захваты 2 и 15раэьединены, причем корпус 20 втулки-захвата 15 закреплен неподвижно, а основание устройства подачи 1 закреплено наподвижной части сборочного оборудования, либо на фланце манипулятора промышленного робота, При этом, припозиционировании между осями 01 и 02 существует некоторый эксцентриситет е(фиг.1), При движении основания устройства подачи 1 к втулке-захвату 15, последняяначинает взаимодействовать с контактными шариками 14, Под действием усилий пружин 4 происходит взаимная...
Барабан для сборки покрышек пневматических шин

Номер патента: 1813049
Опубликовано: 30.04.1993
Автор: Ким
МПК: B29D 30/24
Метки: барабан, пневматических, покрышек, сборки, шин
...ведущих секторах 1, . На ползунах 13 и 14 закреплены подвижныеплечики 15.Ведомье сектора 2 кинематически связаны с механизмом радиального перемещения секторов. В описываемом примере эта связь выполнена.в виде звеньев 16 со сферическими (шаровыми) концами. Звенья 16 соединяют ведомый сектор 2 с ползунами 13 и 14, На ползунах 13 и 14 и на кронштейнах 17 ведомого сектора 2 выполнены сферические гнезда 18, в которых подвижно закреплены сферические концы звеньев 16,Подвижные ступицы 7 и 8 соединены пальцами 19 с гайками 20 и 21 ходового винта 22, имеющего правую и левую нарезки резьбы. Для установки пальцев 19 и обеспечения их движения в валу 3 предусмотрены пазы 23 и 24.Ведомые сектора 2 имеют жестко закрепленные плечики 25.Барабан работает...
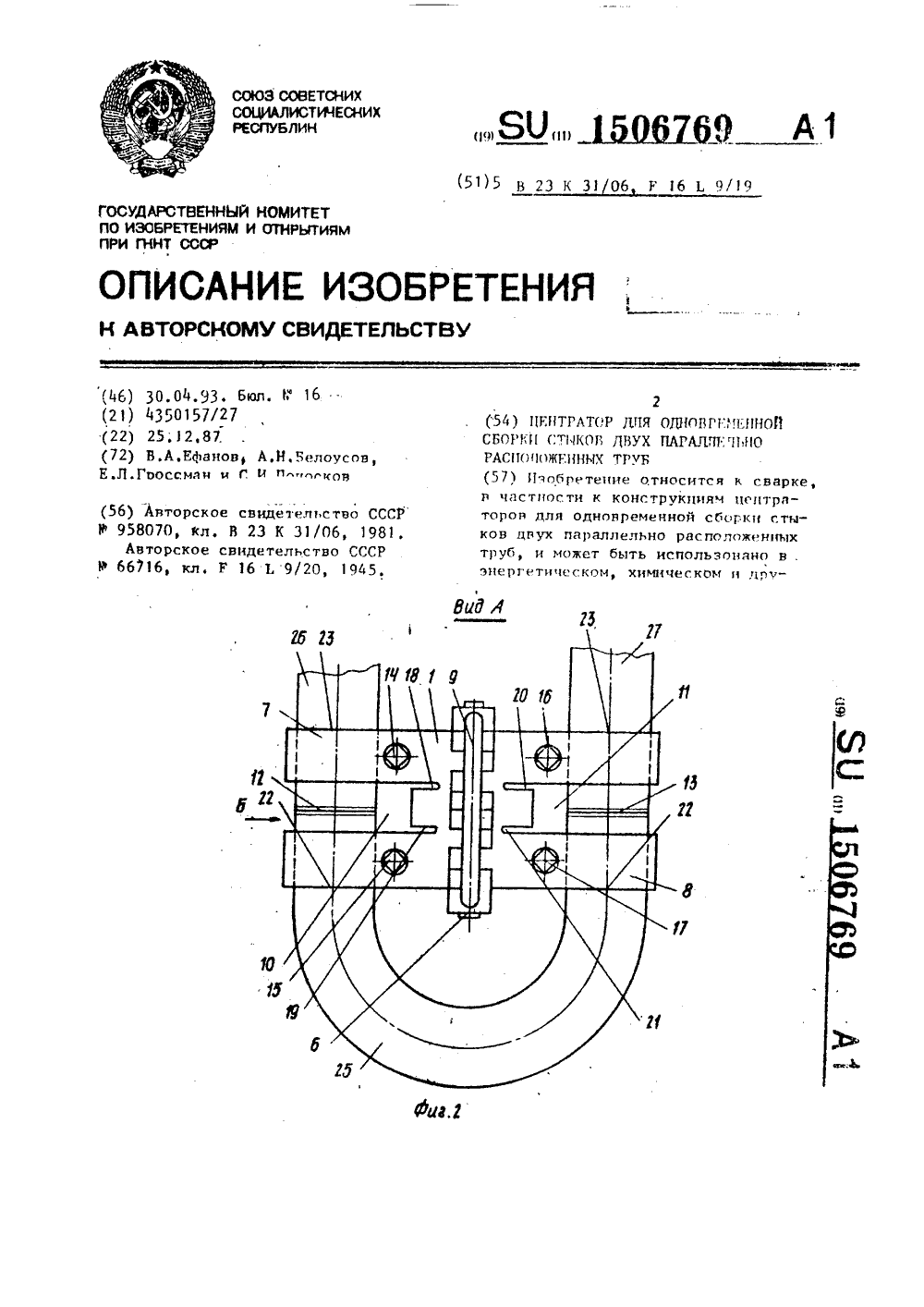
Центратор для одновременной сборки стыков двух параллельно расположенных труб
Номер патента: 1506769
Опубликовано: 30.04.1993
Авторы: Белоусов, Гроссман, Ефанов, Полосков
МПК: B23K 31/02, F16L 9/19
Метки: двух, одновременной, параллельно, расположенных, сборки, стыков, труб, центратор
...12,13 под прихватку и последующую свекркуСнимать центратор следует за ру"коятку 9 "на себя", если обстановкаработы соответствует изображеннойна фиг.2, и в сторону, обозначеннуюесли обстановка соответствуетизображенной на Фиг,. и 3.Работа осуществляется следующймобразом,В чистом помещении на свободныеконцы крутоэагнутого отвода 25 сверху со стороны 22 надевается центратор, Эта операция не требует особыйусилий благодаря эаходным фаскам 24,выполненным на .рабочих поверхностялэажимных элементов 7 и 8 г Центраторустанавливается так, чтобы эажимныеэлементы 7 н 8 охватывали концы отво"да 25, а последние располагалисЬпосредине пазов 10 и 11. После этогоположение отвода 25 в центратореФиксируют винтами 15, 17 и переиосФтв рабочую зону.При...
Устройство для сборки резьбовых соединений

Номер патента: 1813608
Опубликовано: 07.05.1993
МПК: B23P 19/06
Метки: резьбовых, сборки, соединений
...цепей замкнутого контура; каждый иэ которых смонтирован на соответствующей направляющей с возможностью взаимодействия с деталью. Одна из направляющих подпружинена относительно корпуса, а дру-.гая неподвижна относительно корпуса. 3 ил.А Отвертка 12,перемещаясь в корпусе 1, отсекает винт 3 из магазина 2. Винт 3, воздействуя на ролики 11, отжимает ползун 7 с прижимной цепью 10, при этом тело винта 3 базируется по роликам 6 и прижимается роликами 11. При движении отвертки 12 вниз винт 3, сохраняя базирование, обкатывается по роликам 6 и 11, перемещая их вместе с цепями 4, 5 и 10. При подходе головки винта 3 она размещается между ро. ликами 4, 5 и 10 и не препятствует перемещению винта 3 под воздействием отвертки 12 вниз. По достижении...
Устройство для сборки и разборки диафрагменных узлов форматора-вулканизатора

Номер патента: 1813659
Опубликовано: 07.05.1993
Авторы: Архипов, Браиловский, Гордеев, Клеванов, Корчмар, Столбун
МПК: B60C 25/00
Метки: диафрагменных, разборки, сборки, узлов, форматора-вулканизатора
...1 содержит основание 31, накотором посредством колонн 32 жестко закреплен нижний пневмоцилиндр 33. Соштоком 34 последнего шарнирно связанкорпус верхнего пневмоцилиндра 35, смон. тированного в направляющих 36, жесткосвязанных с колоннами 32, На штоке 37верхнего пневмоцилиндра 35 установленасъемная тарелка 38.Разработка диафрагменного узла осуществляется следующим образомПодавая давление в штоковые полостипневмоцилиндров 35 и 33, убирают подъемник в крайнее нижнее положение. Включаяэлектродвигатель 23, разводят захваты 8 и9 в крайнее положение,Диафрагменный узел (содержащий диафрагму 39, верхний зажим 40, верхнее центрирующее кольцо 41, нижний зажим 42 инижнее бортовое кольцо 43) грузоподъемным устройством посредством оснастки,фиксируемой...
Способ сборки полупроводникового прибора

Номер патента: 1814109
Опубликовано: 07.05.1993
Автор: Суворов
МПК: H01L 23/00
Метки: полупроводникового, прибора, сборки
...следующуюобработку: обезжиривание в трихлорэтилене, химическое травление в 500-ной соляной кислоте, промывку в деионизированнойводе, 40Процесс напыления производится наустановке УВН 2 М - 2 в вакууме(2-5) 10 ммрт.ст. при температуре подложки 170 С, Одновременно при защищенных стеклоизоляторах А 1 бйл напылен на поверхностьтраверс ножек для осуществления термокомпрессионной приварки выводов. Толщина напыленного А 1 допускалась 1,6 - 2,6 мкм.Приборы изготавливались по маршруту: обработка ножек перед напылением, напыление А 1, промывка ножек перед сборкой,.пайка кристаллов на эвтектику Ое-А 1 с помощью подвески контактно-реакционнымметодом, присоединение внутренних выводов к внешним А 1 проволокой. 55П р и м е р 1, На кристалл...
Устройство микроперемещений и способ сборки и монтажа активного биморфного элемента устройства

Номер патента: 1612927
Опубликовано: 15.05.1993
Авторы: Грахов, Грахова, Кусимов, Любарский, Попов, Прохоров, Тлявлин
МПК: H01L 41/09, H02N 2/04
Метки: активного, биморфного, микроперемещений, монтажа, сборки, устройства, элемента
...напряжений элемент 1 изгибается так, что возникает вогнутость со стороны пластины 2, подвергавшейся до соединения напряженио растяжения, При этом в сечении пластин возникают напряжения, схематично изображенные на фиг.26 справа. После этого биморфный элемент устанавливают при помощи роликовых подшипников 5 в корпусе 4, и поперечной силой, создаваемой пружинным элементом, воздействуют на центральную часть биморФного элемента, выпрямляя его до плоского состояния, При этом в поперечном сечении пластин возникают напряжения, схематично изображенные на фиг.2 в справа.Устройствос активным биморфным элементом, собранным и смонтированным способом, описанным выше, работает следующим образом.При подключении обмотки 11 намагничивания к источнику...
Установка для сборки и сварки продольных стыков оболочек

Номер патента: 1815097
Опубликовано: 15.05.1993
Авторы: Двуреченский, Камынин, Капустин, Ляпин, Фрей
МПК: B23K 37/04
Метки: оболочек, продольных, сборки, сварки, стыков
...перемещения поперек подкладной балки 5 через замок 13 на прижимной балке 14, которая совместно с другой прижимной балкой 15 служит основанием для расположения механизмов прижатия 16 свариваемых кромок к подкладной балке 5. Подготовка свальцованной оболочки 17 к сварке ее продольного шва производится в следующей последовательности.На развернутую на оси 4 подкладную балку 5 устанавливается оболочка 17 и опорная балка возвращается в исходное положение на тумбах 2 и 3. Одна из свариваемых кромок оболочки доводится до выдвинутых вверх упоров 18 и производится прижим кромки к подкладной балке 5 одним иэ механизмов 16. Одна свариваемая кромка зафиксирована, Конец 8 гибкого элемента 9 4фиксируется через замок 13 на прйжимнойбалке 14 в...
Устройство для сборки и сварки кольцевых стыков труб

Номер патента: 1815099
Опубликовано: 15.05.1993
МПК: B23K 37/053
Метки: кольцевых, сборки, сварки, стыков, труб
...гаек 12, 13 закреплены неподвижные фланцы 4. Снаружи телескопически соединенных втулок 6 и 7 установленэкран 14, выполненный в виде цилиндра,установленного на внутренней поверхностиодного из внутренних фланцев 2 с зазором15. В основании экрана 14 по всему периметру выполнены отверстия 16. Междуфланцами 2, 3 и 4 установлены пружины 17.Между фланцами 2 и стержнем 1 установлены уплотнения 18.Устройство работает следующим образом,Внутрь свариваемых труб вводят устройство и устанавливают средней частью настыке труб. После чего, во внутреннюючасть направляющего полого стержня 1 подают защитный газ, который через отверстия11 поступает в полость 8. Под действиемдавления газа фланцы 2 вместе с промежуточными фланцами 3 перемещаются к...
Устройство для сборки покрышек пневматических шин

Номер патента: 1815233
Опубликовано: 15.05.1993
Авторы: Данилин, Долгополова, Прохоров
МПК: B29D 30/36
Метки: пневматических, покрышек, сборки, шин
...я. 2 з,п, ф-л ы. 4 ил,менты выполнены в виде профилироколец 12 и 13 с посадочным диамеменьшим диаметра 01 наружной повсти фланцев: 00.Профилированные кольца 12 и 1быть выполнены круглого сечения,Устройство работает следующим обра-"зом,На опорные поверхности 4 и 8 фланцев2 и 3 (соответственно), имеющие конусныезаходные части 5 и 9, обеспечивающие посадку и съем каркаса, надевают каркас 14 и упор. с ребордой 6 (резиновым элементом 12),Подводят реборду 7 в упор с каркасом 14.Механизм подвода, отвода и крепления реборды 7 на заходной части 10, необходимойдля фиксации и герметизации реборды 7, засчет резинового кольца 11, может быть различным по своему техническому исполнению(например, подвод, отвод с помощью манипулятора, а крепления с...
Способ сборки металлокерамического ротора

Номер патента: 1815335
Опубликовано: 15.05.1993
Авторы: Гинзбург, Дуберштейн, Кохан, Цуриков
МПК: F01D 5/28
Метки: металлокерамического, ротора, сборки
...втулки с торцем 4 и керамическую турбину 5, включающую диск 6 с рабочими лопатками 7 и выступ (цапфу) 8,15 установленный по оси внутри расточки 3, атакже промежуточное разъемное кольцо 9сопряженное снаружи с цилиндрическойповерхностью 10 расточки 3 и внутри - сконической поверхностью 11 выступа 8,20 причем кольцо 9 соединено с расточкой 3радиальными штифтами 12, Между торцами4 и 13 вала 1 и выступа 8 расположен сильфон 14, закрепленный кромками 15 в торце4, внутренняя полость А которого (14) сооб 25 щена с выходом канала 2. На свободномконце вала на входе канала 2 установленсъемный штуцер 16, соединенный черезскользящее уплотнительное устройство 17 систочником 18 сжатого газа через клапан 19,30 Металлическое кольцо состоит из...
Теплообменник и способ его сборки

Номер патента: 1815568
Опубликовано: 15.05.1993
Авторы: Дьяков, Пышкин, Шеко, Ясюкевич
Метки: сборки, теплообменник
...ючесм указаннои сттуры может быть использован поролон а ност бнои струк- ского решвния позволит повысить на ежд жжидкий герметизирующий состав образо- э спность теилообменника в тге юи "В " бдлительного с ока экспка иксинт с ензи- ционных нагрузках.ном марки Б - 70 в пропорции 60: 40, . 25При сборке фиг,2) труба 5 устанавлива- Ф о р м б р и яется в отверстие 4 листа 3, затем устанавлиормула изобретениявается пропитанная герметизирующим 1. Теплообменник, со е жа исоставом прокладка 9 и лист 2 трубной ре- ную решетку из в хую Решетку из дву оедненнц рдусобой листов с отверстиями, имеюусилие сжатия сохраняют до окончания и о- беющими отцесса полимеризации герметизир ортбвки, в кото ых закр реплены теплообРу Рышку уилотнительноирующего...
Установка для сборки и сварки обечаек из сегментов

Номер патента: 1816255
Опубликовано: 15.05.1993
Авторы: Каика, Меркин, Остиловский, Шахов
МПК: B23K 37/04
Метки: обечаек, сборки, сварки, сегментов
...раму 59, на которой в средней частирасположен привод 60, на выходном концекоторого закреплена ведущая звездочка 61,45 расположенная в горизонтальной плоскости. По углам рамы установлены четыре ложемента обечайки, представляющие собойвинтовые стойки 62, в торце которых уста 1816255(на фиг. 1) продольная направляющая 11 и каретки 12 в положении (на фиг. 2), каретка 15 со сварочной головкой 16 также в положении (на фиг; 1), ложементы подъемника 7 опущены.Установка для сборки и сварки обечаекиз сегментов работает следующим образом.Оператор пульта управления 1.7 включает вначале привод перемещения 5 центратора 1, при этом каретка 45, соединенная через пластины 48 с центратором вначале доходит до крайнего положения , затем включается цилиндр...
Способ сборки рядного топливного насоса высокого давления для дизельного двигателя и топливный насос высокого давления для его осуществления

Номер патента: 1816303
Опубликовано: 15.05.1993
МПК: F02M 59/48
Метки: высокого, давления, двигателя, дизельного, насос, насоса, рядного, сборки, топливного, топливный
...подачи,препятствующим выдвигу рейки до упора вограничитель в сторону максимальной подачи, выдвиг рейки производят в сторону выключения подачи,Для обеспечения указанного способасборки в топливном насосе взаимное расположение шпилек 2, пазов фланца 17 вйреза12 в монтажной втулке 10, боковой поверхности 16 зубчатого венца, рейки 3, ограничителя 4 и корпуса насоса 1 выполненотаким, что при выдвинутой до упора паза 17в шпильку 2 боковая поверхность 16 зубчатого венца 9 соприкасается с краем выреза12 монтажной втулки, или между ними имеется зазор е, не превышающий половины толщины зуба рейки или зубчатого венца.На 2 - 3 крайних зубьях венца 9 со стороны нижнего торца выполнены заходные фаски 19.5 В связи с четкой ориентацией при...
Установка для сборки и контактной сварки труб со спиральными ребрами

Номер патента: 1816597
Опубликовано: 23.05.1993
Авторы: Ананьев, Вагнер, Волонтырец, Пуговишников, Федотов, Хазбулин, Чупин
МПК: B23K 11/00
Метки: контактной, ребрами, сборки, сварки, спиральными, труб
...устройства 5, где оно проходя между роликами 10 принимает необходимую форму поперечного 20 сечения, поджимается к вращающейся трубе 2 укладывающим роликом 19 и навивается вокруг продольных проволок 35. Навивка ребра 9 в винтовую спираль осуществляется за счет продольного перемещения, вместе с 25 суппортом 3, закрепленныхна нем профилирующего устройства 5 и укладывающего ролика 19. Вращающемуся вместе с трубой 2 цилиндру 30 через его щеку 32 от упорных подшипников 28 передается поступатель ное движение от суппорта 3. В процессеперемещения цилиндра 30 вдоль трубы 2 каждый иэ пружинных токосъемников 37 осуществляет скользящий контакт с продольной проволокой 35 к которой он при жат, При вращении трубы 2 и перемещениисуппорта 3...
Способ сборки под сварку

Номер патента: 1816614
Опубликовано: 23.05.1993
Автор: Дударев
МПК: B23K 37/04
Метки: сборки, сварку
...частей. зазора "8".На фиг, 1 изображен схематично эле- Предложенный способ по сравнению с мент-имитатор трубопровода; на фиг, 2 - прототипом позволяет осуществлять с исстойка со сменным фиксатором; на фиг. 3 - пользованием одной и той же оснастки профиксатор другой его вариант)., цесс сборки под сварку трубопроводов какСпособ осуществляется следующим об- простой, так и сложной конфигурации, а такразом. . же контроль геометрии трубопровода послеПо чертежу трубопровода изготавлива-. его сварки, что повышает проиэводительютэлемент-имитаторидентичноконфигура-. ность процесса изготовления трубопровоции собираемого трубопровода. На да, расширяет технологические имитаторе в местах стыков деталей трубоп- воэможности и снижает затраты на...